- Постановка дополнительной ремонтной детали
- Глава 5 восстановление постановкой дополнительной ремонтной детали
- 5.1. Область применения способа
- Рнс. 5.1. Дополнительные ремонтные детали (дрд):
- Восстановление деталей машин. Метод ремонтных размеров. Установка дополнительной ремонтной детали. Методы пластического деформирования. Правка
Постановка дополнительной ремонтной детали
Способ дополнительных ремонтных деталей (ДРД) применяют для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений, изношенных плоскостей.
При восстановлении детали изношенная поверхность обрабатывается под больший (отверстие) или меньший (вал) размер и на нее устанавливается специально изготовленная ДРД: ввертыш, втулка, насадка, компенсирующая шайба или планка (рис. 11.2). Крепление ДРД на основной детали производится напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе. При выборе материала для дополнительных деталей следует учитывать условия их работы и обеспечивать срок службы до очередного ремонта. После установки рабочие поверхности дополнительных деталей обрабатываются под номинальный размер с соблюдением требуемой точности и шероховатости.
Усилие запрессовки Fподсчитывают по формуле
где f ≈ 0,08. 0,10 — коэффициент трения; d— диаметр контактирующих поверхностей, мм; L— длина запрессовки, мм; р — удельное контактное давление сжатия, кгс/мм 2 .
Диаметр контактирующей поверхности:
где dн.о, dв.о — соответственно нижнее и верхнее предельные отклонения вала и втулки, мм; δ — толщина втулки, мм.
Значение минимально допустимой толщины втулки определяют из условия прочности
где п = σт/[σ]— запас прочности; [а] — допускаемое напряжение, кгс/см 2 ; σт — предел текучести для материала втулки, кгс/см 2 .

Рис. 11.2. Восстановление изношенных отверстий (а), шестерен (б), шеек цапф (в), резьб (г) постановкой дополнительных деталей:
1 — изношенная деталь; 2 — дополнительная деталь
К расчетной толщине втулки δ необходимо прибавить припуск на ее механическую обработку после запрессовки.
Удельное контактное давление сжатия между деталями
где ∆ — максимальный расчетный натяг, мкм; С1 и С2 — коэффициенты охватываемой и охватывающей детали; Е1и Е2— модули упругости материала охватываемой и охватывающей детали, кгс/мм 2 .
 (11.10)
(11.10)

где d0 — диаметр отверстия охватываемой детали (для вала d0 = 0), мм; D — наружный диаметр охватывающей детали, мм;  и
и  — коэффициенты Пуассона для охватываемой и охватывающей детали (для стали — 0,3; для чугуна — 0,25).
— коэффициенты Пуассона для охватываемой и охватывающей детали (для стали — 0,3; для чугуна — 0,25).
Если для постановки ДРД используются тепловые методы сборки, то температуру нагрева охватывающей детали или охлаждения охватываемой детали определяют по формуле
где К= 1,15. 1,30 — коэффициент, учитывающий частичное охлаждение или нагрев при сборке; S — гарантированный зазор, мкм; α — коэффициент линейного расширения охватывающей, детали при нагреве или охватываемой при охлаждении.
Источник
Глава 5 восстановление постановкой дополнительной ремонтной детали
5.1. Область применения способа
Дополнительные ремонтные детали (ДРД) применяют для компенсации износа рабочих поверхностей деталей, а также при замене изношенной или поврежденной части детали. В первом случае ДРД устанавливают непосредственно на изношенную поверхность детали. Этим способом восстанавливают посадочные отверстия под подшипники качения в картерах коробок передач, задних мостов, ступицах колес, отверстия с изношенной резьбой и другие детали.
В зависимости от вида восстанавливаемой поверхности ДРД могут иметь форму гильзы, кольца, шайбы, пластины, резьбовой втулки или спирали (рис. 5.1).
Если на детали сложной формы изношены отдельные ее поверхности, то ее можно восстановить полным удалением поврежденной части и постановки вместо нее заранее изготовленной дополнительной детали. Этот, способ применяют при восстановлении крышек коробок передач, блоков шестерен, ведущей шестерни коробки передач, кузовов и кабин автомобилей и других деталей (рис. 5.2). Дополнительные ремонтные детали обычно изготавливают из того же материала, что и восстанавливаемая деталь. При восстановлении посадочных повреждений в чугунных деталях втулки могут быть изготовлены также из стали.
Преимуществом восстановления деталей постановкой ДРД является простота технологического процесса и применяемого оборудования. Недостатки — большой расход материала на изготовление дополнительной ремонтной детали, а также снижение механической прочности восстанавливаемой детали.
Разновидностью способа ДРД является пластинированне — способ облицовки рабочих поверхностей деталей машин тонкими износостойкими легкосменяемыми пластинами. Областью его применения является производство и ремонт машин, имеющих детали с интенсивно изнашивающимися поверхностями в виде гладких замкнутых и разомкнутых цилиндрических и конических отверстий, а также плоских поверхностей.
Виды пластинирования деталей машин показаны на рис. 5.3.
Базой для объединения различных технологий пластинирования в виды по эксплуатационно-ремонтным признакам является цель, достигаемая при помощи пластинирования в процессе эксплуатации и ремонта машины. По этим признакам различают износостойкое (ресурсоувеличивающее), восстановительное (ресурсовосстанавливающее) и регулировочное пластинирование.
Износостойкое пластинирование применяют для увеличения ресурса деталей, повышения их ремонтопригодности, для компенсации износов сопряженных деталей. Восстановительное пластинирование позволяет неоднократно восстанавливать ресурс деталей, как не подвергавшихся ранее пластинированию, так и уже платинированных деталей. Регулировочное пластинирование применяется для получения требуемых зазоров и натягов в сопрягаемых деталях в результате подбора при сборке толщины регулировочных прокладок. Регулировочным пластинированием можно также компенсировать износ деталей.

Рнс. 5.1. Дополнительные ремонтные детали (дрд):
1 и 2 — втулки;3 — ввёртыш

Рис. 5.2. Применение ДРД при восстановлении блока шестерен
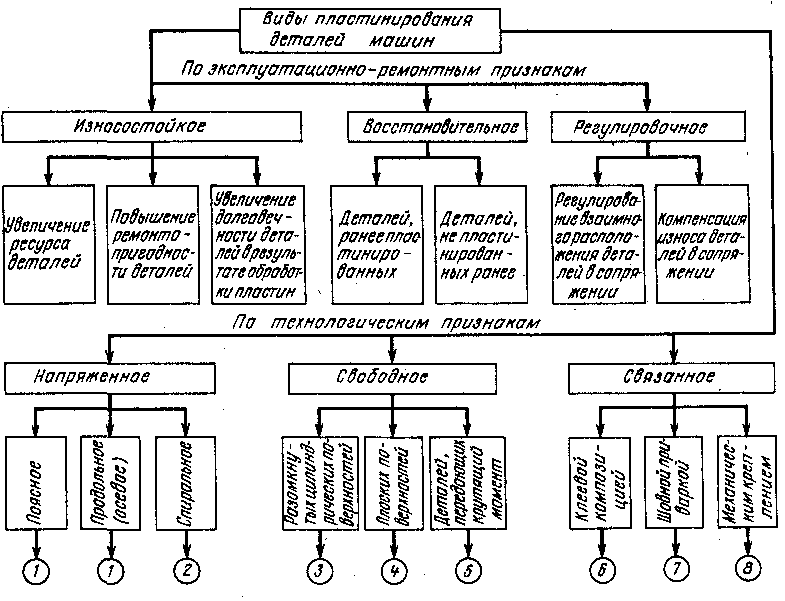
Рис. 5.3. Виды технологических методов пластинирования поверхностей деталей машин:
1 — внутренние цилиндрические и конические поверхности; 2 — внутренние и наружные цилиндрические и конические поверхности; 3 — постели под вкладыши коренных подшипников двигателей внутреннего сгорании (ДВС); 4 — направляющие станин металлорежущих станков, опорные плоскости шестерен и сателлитов; 5 — пакеты жестких пластин бортовых фрикционов гусеничных машин; 6 — внутренние поверхности цилиндрических отверстий; 7 — гладкие валы; 8 — направляющие станин металлорежущих станков, упругие пластины в сцеплениях колесных машин
Технологические признаки учитывают сходство формы и процессов обработки пластин, а также способы установки их на рабочую поверхность. По способам установки пластин на рабочую поверхность пластинирование бывает напряженным, свободным и связанным.
Напряженным пластинированием называется способ, при котором пластину перед установкой на поверхность детали обжимают и устанавливают на деталь в напряженном состоянии. Фиксация пластины производится в результате действия сил трения. Напряженное пластинирование делится на поясное, продольное(осевое) и спиральное.
Поясное пластинирование предусматривает установку на внутренние цилиндрические и конические поверхности отверстий одной или нескольких пластин — поясов, расположенных перпендикулярно к образующей отверстия. В случае применения нескольких поясов стыки их концов располагаются вдоль образующей под углом: при двухпоясном пластинировании — 180 °С, при трехпоясном — 120 °С, при четырехпоясном — 90 °« Формы пластин, применяемых для поясного пластинирования, показаны на рис. 5.4, а. Поясным пластинированием можно восстанавливать гильзы цилиндров и цилиндры автомобильных двигателей, цилиндры автомобильных компрессоров, тормозные цилиндры гидравлической тормозной системы автомобилей. Продольное или осевое пластинирование применяется для восстановления внутренних поверхностей длинных отверстий, в которых затруднительно использовать поясное пластинирование из-за большого числа поясов. При продольном пластинировании стыки пластин располагаются только вдоль оси отверстия. Комплект пластин для сохранения продольной устойчивости вводят в отверстие вместе с поддерживающей оправкой. Наружный диаметр свернутого комплекта пластин должен быть больше внутреннего диаметра отверстия детали на размер натяга. Формы пластин, применяемых для продольного пластинирования, показаны на рис. 5.4,б. Данным способом можно восстанавливать гидроцилиндры опрокидывающих устройств автомобилей-самосвалов.

Рис. 5.4. Формы пластин при различных видах пластинирования деталей машин: 1, 2 и3 — разновидности поясов, изготовленных из пластин; 4 — пластины, подготовленные для продольного пластинирования внутренних цилиндрических поверхностей; 5 и 6 — спирали, предназначенные для облицовки соответственно внутренних и наружных цилиндрических поверхностей; 7 и 8 — пластины для пластинирования разомкнутых цилиндрических поверхностей; 9 и 10 — соответственно плоская пластина и деталь, подлежащая облицовке; 11 и 12 — облицовочная пластина и деталь, предназначенная для передачи крутящего момента
Спиральное пластинирование заключается в том, что на внутреннюю или наружную поверхность детали устанавливают по винтовой линии тонкую стальную пластину, имеющую форму удлиненного параллелограмма. При этом витки спирали располагаются под углом к плоскости, перпендикулярной к оси цилиндра. Для удержания пластины требуется дополнительное крепление. Пластины для спирального пластинирования показаны на рис. 5.4, в. Этот способ целесообразно использовать для восстановления цилиндрических деталей, длина которых более чем в 4 раза превышает их диаметр, например, для восстановления гидросиловых цилиндров, а также валов с неограниченными размерами.
Свободным пластинированием называется способ, при котором пластина устанавливается свободно и удерживается на ней в результате конструкции деталей формы пластины. Формы пластин для свободного пластинирования показаны на рис, 5.4, г. Данным способом можно восстанавливать постели под вкладыши коренных подшипников двигателей внутреннего сгорания, регулирующих прокладок в зацеплениях главных передач ведущих мостов автомобилей.
Связанное пластинирование предусматривает применение дополнительных средств крепления пластин — приварки, приклеивания или установки механических стопоров. Пластины при этом можно устанавливать поясами, продольно или спирально.
Источник
Восстановление деталей машин. Метод ремонтных размеров. Установка дополнительной ремонтной детали. Методы пластического деформирования. Правка




![]()
![]()
Восстановление детали — это совокупность технологических воздействий с целью придания изношенной детали формы, размеров и эксплуатационных свойств, необходимых для приведения ее в исправное состояние.
Восстановление сопряжения с применением ремонтных размеров заключается в том, что более дорогую и ответственную деталь обрабатывают по изношенной поверхности под ремонтный размер, а сопряженную деталь заменяют новой, имеющей тот же ремонтный размер, обеспечивая требуемый зазор между деталями. Вместо новой детали может использоваться восстановленная до соответствующего размера изношенная деталь. Следовательно, ремонтный размер — это ближайший к номинальному размер, получаемый обработкой изношенной детали при обеспечении требуемой геометрической формы и шероховатости поверхности. Различают стандартные, регламентированные и свободные ремонтные размеры.
Стандартные ремонтные размеры применяют при производстве запасных частей. Восстанавливаемая деталь может иметь несколько ремонтных размеров: 1-й, 2-й и т.д., каждому из которых соответствует определенный размер поверхности. Стандартные ремонтные размеры и допуски на них устанавливает разработчик изделия или завод-изготовитель. Все ремонтные предприятия восстанавливают сопряженные детали в соответствии с ними.
Регламентированные ремонтные размеры устанавливаются техническими условиями на ремонт ряда деталей и соединений.
Обработку под стандартные и регламентированные ремонтные размеры ведут до тех пор, пока не будет достигнут последний ремонтный размер детали. Преимущество этого способа заключается в том, что он позволяет иметь готовые для замены детали и осуществлять ремонт, соблюдая принцип частичной взаимозаменяемости.
Свободные ремонтные размеры предусматривают обработку деталей до получения правильной геометрической формы и требуемой шероховатости рабочих поверхностей. Сопряженная деталь подгоняется к отремонтированной детали до ее размера. В этом случае заранее изготовить детали с окончательными размерами нельзя.
Количество ремонтных размеров зависит от износа деталей соединения (изношенных поверхностей соответственно отверстия и вала) и припуска на обработку.
Допуски на ремонтные размеры назначаются такими же, как и у номинального размера поверхности.
Восстановление деталей под ремонтный размер — общедоступный экономически эффективный метод, который не требует сложного оборудования, сохраняет принцип взаимозаменяемости деталей в пределах определенного ремонтного размера. Недостатки этого метода восстановления — усложнение контроля и сортировки деталей, сборки узлов и агрегатов, увеличение номенклатуры запасных частей и площадей складских помещений для хранения деталей.
Способом ремонтных размеров восстанавливают и резьбовые соединения. В этом случае изношенную резьбу в более дорогой детали резьбовой пары удаляют и заново нарезают резьбу меньшего размера на валу или большего — во втулке.
ВОССТАНОВЛЕНИЕ ПОСТАНОВКОЙ ДОПОЛНИТЕЛЬНОЙ РЕМОНТНОЙ ДЕТАЛИ
Дополнительные ремонтные детали применяются при восстановлении изношенных деталей под ремонтные, а чаще под номинальные размеры. На предварительно обработанную изношенную поверхность детали устанавливают специально изготовленную дополнительную деталь (ДРД) в виде втулки , резьбового ввертыша , зубчатого венца шестерни и т.д. Этим способом восстанавливают посадочные поверхности под подшипники качения на валах и в корпусных деталях, отверстия с изношенной резьбой, блоки зубчатых колес и т.д.
Крепление дополнительной детали может осуществляться за счет гарантированного натяга, установки стопорных винтов или шпилек (для крепления втулок, резьбовых ввертышей), привариванием в нескольких точках или по всему контуру соединения деталей, склеиванием.

Сборку дополнительной и восстанавливаемой деталей выполняют обычно под прессом. При этом происходит изменение размеров втулки, что необходимо учитывать при окончательной обработке ее рабочей поверхности. При напрессовке втулки на вал увеличивается ее наружный диаметр, а при запрессовке в отверстие уменьшается ее внутренний диаметр.
К расчетной толщине втулки необходимо прибавить припуск на ее механическую обработку после запрессовки.
При восстановлении резьбового отверстия дополнительную ремонтную деталь выполняют в виде резьбовой спиральной вставки . Такие вставки увеличивают надежность резьбовых соединений деталей, особенно из алюминиевых сплавов и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой упругой проволоки ромбического сечения. Для восстановления резьбового отверстия необходимо:
— рассверлить отверстие по кондуктору и снять фаску, при этом смещение осей отверстий допускается не более 0,15 мм, а их перекос не более 0,15 мм на длине 100 мм;
— нарезать резьбу в рассверленном отверстии;
— установить резьбовую вставку в отверстие и удалить ее технологический поводок;
— проконтролировать качество восстановления резьбы с помощью «проходного» и «непроходного» калибров или контрольного болта.
Восстановление заменой части детали. Этим методом восстанавливают дорогостоящие элементы конструкции. Изношенную часть детали удаляют, а изготовленную вместо нее деталь соединяют с восстанавливаемой деталью напрессовкой, сваркой, склеиванием и т.п
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Пластическое деформирование — это необратимое изменение формы и размеров тела без нарушения его сплошности в результате механического воздействия. Восстановление деталей этим способом основано на использовании пластических свойств материала, благодаря которым можно приложением нагрузки изменять форму и размеры заготовки при постоянном ее объеме за счет перераспределения металла на изношенные поверхности. В зависимости от свойств металла пластическому деформированию могут подвергаться детали, как в холодном, так и в горячем состоянии (при нагреве до температуры свыше 400 °С).
Для деформирования деталей в холодном состоянии необходимы значительные внешние усилия, так как в металле необходимо создать напряжения, превышающие предел его упругости. Поэтому деформирование деталей производится в специальных приспособлениях на прессах.
Для уменьшения усилия деформирования часто применяют нагрев детали. При этом необходимо учитывать верхний предел нагрева и температуру завершения пластического деформирования металла. Относительно низкая температура в конце процесса деформирования металла может привести к наклепу и появлению трещин. В зависимости от конструкции детали, характера и места износа применяют общий или местный нагрев. В нагретом состоянии восстанавливают детали из средне- и высокоуглеродистых сталей.
Детали восстанавливают правкой, осадкой, вдавливанием, раздачей, обжатием, вытяжкой и накаткой. Форму деталей, измененную вследствие деформаций от изгиба и кручения, восстанавливают правкой статическим нагружением или наклепом.
Восстановление механических свойств материала деталей повышением их усталостной прочности и износостойкости осуществляют способами поверхностного пластического деформирования, к которым относятся: обкатка роликами и шариками, чеканка, алмазное выглаживание, дробеструйная обработка и др.
Восстановление размеров изношенных деталей пластическим деформированием достигается в процессе перераспределения металла с нерабочих элементов деталей на изношенные. Восстановление первоначальной формы деталей правкой основано на упругих свойствах материала детали. Восстановление усталостной прочности и износостойкости деталей производится повышением твердости поверхностного слоя металла и созданием в нем благоприятных остаточных напряжений сжатия.
Восстановление деталей осадкой. Осадка применяется для уменьшения внутреннего или увеличения наружного диаметра деталей типа втулок, а также увеличения наружного диаметра сплошных деталей за счет уменьшения их длины . Уменьшение высоты деталей в зависимости от величины воспринимаемой в процессе эксплуатации нагрузки не превышает 8—15%.
При осадке направление деформации детали перпендикулярно направлению действия нагрузки. Для сохранения формы отверстий, канавок и прорезей перед осадкой в них устанавливают стальные вставки. Осадку проводят в специальных приспособлениях с помощью винтовых или гидравлических пресов . 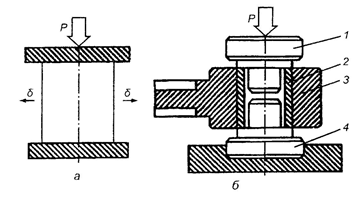 Рис4.6. Пластическое деформирование осадкой: а — принципиальная схема метода; 6 — схема приспособления для осадки втулки; 1,4 — оправки; 2 — втулка;3 — изделие После осадки отверстие во втулке обрабатывают для обеспечения требуемой точности и шероховатости поверхности.
Рис4.6. Пластическое деформирование осадкой: а — принципиальная схема метода; 6 — схема приспособления для осадки втулки; 1,4 — оправки; 2 — втулка;3 — изделие После осадки отверстие во втулке обрабатывают для обеспечения требуемой точности и шероховатости поверхности.
Восстановление деталей раздачей. Раздачей восстанавливают наружный диаметр полых деталей (втулки, пальцы и др.) За счет увеличения их внутреннего диаметра при приложении радиально направленных усилий . Направления усилий и деформаций совпадают, поэтому высота деформируемых деталей при раздаче практически не изменяется.
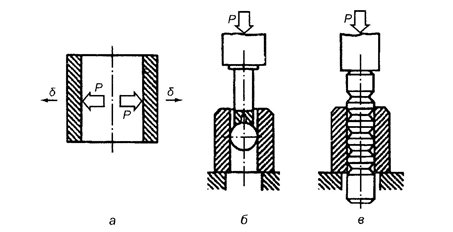 . Рис Пластическое деформирование раздачей: а — принципиальная схема метода; б — схема раздачи шариком; в — схема раздачи оправкой.
. Рис Пластическое деформирование раздачей: а — принципиальная схема метода; б — схема раздачи шариком; в — схема раздачи оправкой.
В зависимости от свойств материала раздача деталей проводится как в холодном, так и нагретом состоянии.
Восстановление выдавливанием. Выдавливание позволяет увеличить наружные размеры детали путем вытеснения металла в направлении, перпендикулярном усилию Р .
От осадки оно отличается тем, что высота детали не изменяется, а увеличение ее диаметра происходит за счет выдавливания металла из нерабочей части. Выдавливанием восстанавливают зубчатые колеса , боковые поверхности шлицев на валах и т.д. Шлицы прокатывают вдоль их продольной оси заостренным роликом, который внедряется в металл и разводит шлиц в обе стороны. Инструментом служат ролики диаметром 60 мм с радиусом при вершине 0,3—0,4 мм. Нагрузка на ролик составляет 2,0—2,5 кн.Восстановление по наружному диаметру выдавливанием деталей типа дисков (зубчатые колеса и др.) Производится на прессах в штампах .
Восстановление обжатием. Обжатие применяют для восстановления внутреннего диаметра полых деталей типа колец и втулок с изношенным отверстием, уменьшая их наружный диаметр по направлению действия сжимающего усилия.
Восстановление вытяжкой. Вытяжка применяется для увеличения длины деталей в результате местного обжатия в направлении, перпендикулярном усилию , и некоторого уменьшения площади их поперечного сечения. Вытяжку производят обычно в холодном состоянии.
Восстановление накаткой. Накатка применяется для увеличения диаметра изношенных наружных поверхностей за счет вытеснения металла. В качестве накатного инструмента используют зубчатый ролик с шагом зубьев 1,5—1,8 мм, обеспечивающим высоту подъема металла на сторону не более 0,2 мм и уменьшение опорной поверхности не более 50 %. Ролик устанавливается в приспособлении 2 на суппорте токарного станка. Скорость накатки зависит от материала заготовки и составляет для стали — 8—20, медных сплавов — 30—50, алюминиевых сплавов — до 90 м/мин при обильной подаче машинного масла. Число проходов зависит от материала детали и толщины выдавливаемого слоя.
Метод позволяет увеличивать диаметр накатываемой детали на 0,3—0,4 мм и применяется для восстановления изношенных посадочных мест под подшипники качения и других деталей, воспринимающих удельную нагрузку не более 7 мпа.
Восстановление электромеханической обработкой. Электромеханическая обработка предназначена для восстановления поверхностей деталей неподвижных сопряжений и состоит в искусственном нагреве металла электрическим током в зоне деформации, что способствует повышению пластических свойств металла. Процесс состоит из двух операций : высадки металла и сглаживания выступов до необходимого размера.
Восстановление деталей термоупругопластическим деформированием. Из способов восстановления деталей машин пластическим деформированием выделяется способ термоупругопластического деформирования (ТПД), при котором изменение размеров восстанавливаемой детали происходит не за счет приложения к ней нагрузки со стороны прессового оборудования, а в результате пластической деформации, возникающей при нагреве и охлаждении детали. Перераспределение металла детали на изношенные ее рабочие поверхности с одновременным упрочнением осуществляется за счет пластического деформирования, происходящего вследствие того, что при интенсивном нагревании детали менее нагретый слой металла препятствует температурной деформации более нагретого слоя.
В процессе эксплуатации многие детали машин (валы, оси, рычаги, балки) и элементы металлоконструкций получают остаточные деформации в виде изгиба, скручивания, коробления, вмятин. Для устранения этих дефектов используют правку механическим, термомеханическим и термическим способами.
Механическую правку производят приложением к деформированному объекту нагрузки или наклепом. В первом случае она выполняется в холодном состоянии или с нагревом. В холодном состоянии правят валы диаметром до 200 мм, если прогиб не превышает 1 мм на 1 м длины вала. Для правки вал устанавливают на призмы или опоры винтового или гидравлического пресса выпуклой стороной вверх и воздействуют на него штоком пресса через прокладку из цветного сплава так, чтобы вал прогнулся в обратную сторону на величину f1> f. Точность правки контролируют индикатором.
Недостатки правки без нагрева — это опасность возвращения детали в деформированное состояние, снижение ее усталостной прочности и несущей способности. Первый недостаток обусловлен тем, что при холодной правке в детали возникают значительные неуравновешенные остаточные напряжения, которые в результате их перераспределения с течением времени возвращают деталь в искривленное состояние.
Снижение усталостной прочности, которое может достигать 15—40 %, происходит вследствие образования в поверхностном слое детали зон с растягивающими напряжениями.
Для повышения качества холодной правки применяют следующие методы:
— выдержка детали под прессом в течение длительного времени;
— проведение правки в два этапа, когда, устраняя прогиб детали, на первом этапе ее перегибают в противоположном направлении, а на втором осуществляют правку в обратную сторону;
— стабилизация состояния детали после правки последующей термообработкой (нагрев до температуры 400—450 °Сс выдержкой при ней в течение 0,5—1 ч). В каждом конкретном случае температура нагрева назначается в зависимости от величины деформации, материала детали и вида ее термической обработки при изготовлении, а также при подготовке к восстановлению.
Последний способ дает лучшие результаты, но при нагреве может возникнуть опасность нарушения термической обработки детали, кроме того, он дороже первых двух.
Правке с нагревом (термомеханический способ правки) подвергают детали со значительными деформациями, например, для валов с прогибом свыше 8 мм на 1 м его длины. Способ отличается тем, что перед приложением внешнего усилия осуществляют равномерный прогрев детали по всему деформированному сечению. Нагрев осуществляется газовыми горелками до температуры отжига (750—800 °С). После правки деталь подвергают термической обработке для получения необходимых структуры и механических свойств металла.
Правка с местным нагревом (термический способ правки) основана на использовании внутренних напряжений, возникающих при таком нагреве детали. Если деталь значительной массы подвергнуть быстрому локальному нагреву до температуры 800—900 °С в месте наибольшего прогиба с выпуклой стороны, то металл в зоне нагрева, не имея возможности свободно расширяться, получает пластическую деформацию сжатия. При последующем охлаждении нагретого участка объем металла еще больше уменьшается, вследствие чего возникают напряжения растяжения, вызывающие выпрямление детали. Эффективность этого способа правки повышается при закреплении концов детали.
Этим способом правят крупные валы и толстый листовой материал.
Правка местным наклепом (чеканкой) основана на действии возникающих при нем остаточных внутренних напряжений сжатия, которые вызывают устойчивую деформацию детали.
Для правки этим способом вогнутый участок поверхности детали наклепывают пневматическим или ручным молотком с шаровидной головкой. Выбор участка и степени наклепа производится с учетом места изгиба и его площади.
Правка наклепом не имеет недостатков, присущих правке давлением. Ее основные преимущества: высокая точность правки (до 0,02 мм) и стабильность во времени; отсутствие заметного снижения усталостной прочности; возможность правки за счет наклепывания ненагруженных участков детали.
Правка и рихтовка без нагрева применяется, если толщина стенок деталей не превышает 1 мм. Вначале производят предварительное выравнивание детали — выколотку вмятин до уровня неповрежденной поверхности, а затем окончательное выравнивание — рихтовку. Точность правки контролируют тактильно и визуально, а также по шаблонам.
Источник