- Pereosnastka.ru
- Обработка дерева и металла
- Восстановление резьбы
- Технология восстановления внутренней и наружной резьбы
- Способ восстановления резьбы
- Применение эпоксидного клея
- Холодная сварка
- С применением метчика для нарезания резьбы
- С использованием ввертыша
- Сварка для восстановления резьбы
- Применение футорок
- Восстановление резьбы холодной сваркой
- Выбор холодной сварки для резьбы
- Недостатки и преимущества
- Ремонт деталей резьбовых соединений.
Pereosnastka.ru
Обработка дерева и металла
В резьбовых соединениях повышенные износы и поврежден и я возникают из-за недостаточной затяжки винтов и гаек, особенно в соединениях, воспринимающих во время работы большие или знакопеременные нагрузки. Под совместным действием этих нагрузок болты и винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки начинают «заедать». Происходят поломки деталей соединений.
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений. Износу подвергаются резьбы, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
— изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и у часто отвертываемых крепежных болтов);
— рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок;
— стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
— изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или шпильки, производится разными способами. Если винт или шпилька сломалась в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном заходу резьбы, вывинчивают обломок. Это делают, стараясь не повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия обломка является выполнение в обломке электроискровым способом квадратного отверстия, а затем вывертывание обломка ключом.
Извлечение сломанных винтов можно осуществить с помощью приваренного электрода.
Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это Допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают.
В этих случаях поступают следующим образом отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу;
— в,углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
— отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой шпильки новую шпильку с уступом и с резьбой двух диаметров: большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой.
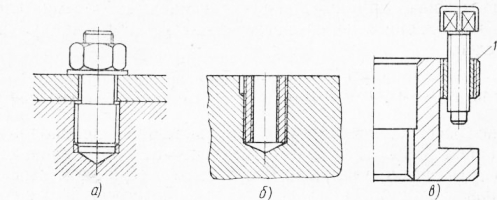
Рис. 1. Ремонт резьбового соединения:
а — постановкой новой шпильки с уступом и резьбой двух диаметров, — постановкой втулки с наружной и внутренней резьбой, в — постановкой втулки на клею
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу, для этого существующее отверстие рассверливают, нарезают новую резьбу, изготавливают переходную втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт. Втулку устанавливают заподлицо с плоскостью детали и стопорят штифтом. Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этого резьбу в корпусе, резцедержателе, а также и на переходной тонкостенной втулке тщательно обезжиривают, нанося клей на сопрягаемые резьбы, ввинчивают втулку заподлицо с деталью. После затвердения клея образуется надежное соединение. На рис. 1, в показано резьбовое отверстие резцедержателя, восстановленное эпоксидным клеем.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. Эти поверхности часто называют стыками, к которым предъявляются различные требования пс созданию необходимой плотности сопряжения.
Стыки пригоняют механической обработкой, в частности строганием, шлифованием и др., а также припиливанием, шабрением и притиркой. В ряде случаев, где требуется герметичность (например, картеры, содержащие смазку), стыки уплотняются соответствующей прокладкой. В качестве прокладок используют картон, клингерит, бумагу, резину, свинец и др. Чем точнее выполненное сопряжение стыков, тем выше жесткость соединения.
При менее точной подгонке стыков между ними появляются неравномерные зазоры, при скреплении соединения болтами образуются вредные напряжения, вызывающие упругую деформацию скрепленных детелей.
Источник
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.

Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.

Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.

Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Источник
Ремонт деталей резьбовых соединений.
В любой машине свыше 60 % деталей имеют резьбу. При эксплуатации машин резьба изнашивается, витки сминаются, деформируются и срываются. Причем изнашиванию и повреждениям подвергаются прежде всего резьбовые отверстия. Незначительные повреждения резьбы (смятие, деформации отдельных витков) устраняют калибровкой ее метчиком или плашкой. При срыве более двух ниток и других серьезных повреждениях применяют различные методы восстановления резьбы в зависимости от конструкции детали, типа резьбы (наружная или внутренняя) и т.д.
Наружную резьбу (на валах, осях и т.д.) восстанавливают следующими способами:
-нарезанием резьбы ремонтного размера;
-наплавкой и нарезанием резьбы номинального размера;
-электроконтактной приваркой проволоки;
-заменой изношенной резьбовой части детали.
Старую резьбу срезают на токарном станке и нарезают новую резьбу меньшего размера.
Для восстановления резьбы до номинального размера применяют механизированную наплавку, чаще вибродуговую и в среде С02, реже под флюсом и в среде пара. Перед наплавкой старую резьбу срезают. После наплавки деталь протачивают и нарезают резьбу номинального размера.
Восстанавливают резьбы также электроконтактной приваркой проволоки. После приварки проволоки деталь обтачивают и нарезают резьбу номинального размера.
Иногда конец детали с изношенной резьбой отрезают, изготовляют новую часть детали, которую свертывают или сваривают с оставшейся частью. Затем нарезают резьбу номинального размера. При большом диаметре резьбы иногда ее не отрезают, а обтачивают, затем напрессовывают кольцо и нарезают резьбу номинального размера.
Внутреннюю резьбу восстанавливают чаще всего в корпусных и других базисных деталях, изготовленных из чугуна и алюминиевых сплавов. При этом независимо от материала деталей характер износа резьбовых отверстий одинаков: наибольший износ и срывы имеют первые два-три витка резьбы, остальные витки изнашиваются значительно меньше. Это объясняется различной нагрузкой на витки резьбового соединения: первый виток нагружен в пять-шесть раз больше последнего.
Внутреннюю резьбу восстанавливают следующими способами:
-нарезанием резьбы ремонтного размера;
-нарезанием резьбы номинального размера на новом месте;
-заваркой отверстия и последующим сверлением и нарезанием резьбы номинального размера;
-с применением полимерных композиций;
-постановкой резьбовой пробки (ввертыша);
-установкой резьбовой спиральной вставки.
В случае нарезания резьбы ремонтного размера часто приходится изготавливать ступенчатую шпильку. Нарезание резьбы на новом месте возможно в том случае, если конструкция деталей соединения позволяет изменить расположение резьбового отверстия без нарушения взаимозаменяемости (ступицы, фланцы и др.). Перед заваркой обязательно удаляют старую резьбу.
В качестве полимерных композиций при восстановлении резьбовых соединений обычно используют составы на основе эпоксидной смолы.
При постановке резьбовой пробки изношенное резьбовое отверстие рассверливают или растачивают, нарезают в нем резьбу и ввертывают в него пробку. Затем в ней сверлят отверстие и нарезают резьбу номинального размера. Часто резьбовые пробки дополнительно закрепляют посредством клеевых композиций или стопорными шпильками, ввернутыми на границе пробки с деталью.
Для ремонта резьбовых отверстий разработали и применяют способ установки резьбовых спиральных вставок. Вставку изготавливают в виде пружинящей спирали из нержавеющей проволоки ромбического сечения с острым углом 60°. Наружная и внутренняя поверхности вставки представляют собой метрическую резьбу разных размеров. На одном конце вставки размещен технологический поводок с насечкой, с помощью которого специальным ключом вставку ввертывают в отверстие. Затем этот поводок удаляют специальным бородком.
Основнымнедостатком наплавки следует считать снижение усталостной прочности детали (от 10 до 30%) и возможность прожога тонкостенных деталей. Резьбовые отверстия имеют следующие основные дефекты:срыв, забитость, смятие и выкрашивание отдельных витков, износ по внутреннему и среднему диаметрам и др. Для их ремонта применяют различные способы .
Основной недостаток заварки отверстий с последующим сверлением и нарезанием резьбы номинального размера — большая зона термического влияния, что приводит к отбелу чугуна, образованию трещин и короблению, изменению структуры материала и снижению прочности резьбы почти в два раза. Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.).
Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька — корпус не более 0,3 мм. Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение.
Нарезание резьбового отверстия на новом месте возможно только в том случае, когда его расположение может быть изменено без нарушения взаимозаменяемости соединения (ступицы барабана и т. п.), Стабилизацию резьбовых соединений полимерной композицией используют при суммарном износе соединения шпилька — корпус не более 0,3 мм, Установка спиральной вставки при ремонте ответственных деталей и агрегатов получила широкое применение. Вставку изготовляют из нержавеющей проволоки Х18М10Т ромбического сечения. Изношенную резьбу в отверстии деталей восстанавливают постановкой спиральных вставок, используя комплект приспособления ПИМ-5331. Технология состоит из рассверливания отверстия под требуемый размер (М8 на А110, М10 на М12, М12 на М14 и т.д.), нарезания резьбы с тем же шагом; установки спиральной установки необходимого размера технологически поводком вниз в монтажный инструмент
Ремонт зубчатых передач.
В сборочных единицах машин часто применяют открытые передачи, в которых зубчатые колеса и звездочки испытывают большие нагрузки и не защищены от действия влаги и пыли. Это является причиной сравнительно быстрого износа зубчатых колес. Кроме того, используют закрытые зубчатые передачи в виде отдельных сборочных единиц: редукторов, коробок передач и др. При работе передач в подобных условиях возникают в зацеплении дополнительные динамические нагрузки, вызываемые деформациями зубчатых колес и валов, а также опор и корпусов вследствие неизбежных неисправностей изготовления и монтажа. Помимо того, передачи могут работать со значительными знакопеременными кратковременными перегрузками.
Для замены зубчатых колес в закрытых передачах часто требуется демонтаж с полной разборкой сборочной единицы.
Зубчатые колеса относятся к категории дорогостоящих деталей. Поэтому на ремонтных базах, не оснащенных необходимым оборудованием для изготовления колес, возможно восстановление наплавкой изношенных зубьев, напрессовкой зубчатых венцов, вдавливанием и другими способами.
Способ восстановления зубчатых колес выбирают в зависимости от характера неисправности, материала, класса точности и производственных возможностей ремонтного предприятия.
Поступающие в ремонт зубчатые колеса могут иметь следующие неисправности:
изнашивание рабочей поверхности зубьев; выкрошивание и поломка зубьев; образование трещин, задиров, вмятин и раковин; износ посадочных мест зубчатых колес и шпоночных пазов; нарушение правильного положения зубчатых колес и дефекты сборки.
Степень износа зубьев определяют зубомером. Для этого по чертежу находят необходимую глубину замера и на этой глубине — размер зуба с помощью штангензубомера. Сравнивая полученный результат с номинальным размером (размер по чертежу), определяют величину износа.
Зубчатые передачи считаются непригодными для эксплуатации, если величина их износа превысила предельно допустимое значение, которое устанавливается для каждой передачи техническими условиями на ремонт данной машины.
Изношенная зубчатая передача может быть отремонтирована: наплавкой отдельных зубьев, сплошной наплавкой всего обода, методом деформации, методом ремонтных размеров и слесарно-механическими способами.
Зубья шестерен после обычной наварки зачищают и наплавляют тонким слоем твердого сплава сормайт. Размер зубьев после механической обработки перед наплавкой должен быть меньше номинального на величину до 1,5 мм. Наплавка зубьев производится в ванне с водой.
Для наплавки боковых поверхностей зубьев шестерню устанавливают в ванне и наплавку начинают со второго зуба от поверхности воды. Пламенем газовой горелки наплавляемый зуб разогревают, после чего прутком сормайта наносят флюс-буру и наплавляют зуб до требуемого размера. После этого шестерню поворачивают так, чтобы наплавленный зуб не касался поверхности воды, и наплавляют следующий (третий) зуб. После того, как наплавленный второй зуб охладится (до темно-вишневого цвета), его погружают в воду для закалки.
Таким же способом производится наплавка зубьев мартенситовым чугуном. Отремонтированные зубья после этого обрабатывают абразивным кругом с зернистостью 36…46. Профиль обработанных зубьев проверяется специальными шаблонами.
Износ и выкрошивание торцов зубьев шестерни из сталей марок 40Х и 45Х устраняют, наплавляя газовой горелкой в нейтральном пламени проволоку из стали марки 40Х. Наплавку можно производить также электродуговой сваркой, используя проволоку клапанной пружины со специальными обмазками.
Наварку сталинитом сильно изношенных зубьев необходимо вести методом комбинированного слоя. Слой шихты сталинита при этом насыпают в месте наварки и расплавляют металлическим электродом или же применяют металлические стержни с обмазкой сталинита.
При сборке зубчатых колес следует исходить из предусмотренных стандартами норм точности: кинематической, контакта зубьев и гарантированного зазора.
Для нормальной работы зубчатых колес должны быть соблюдены два основных условия: линия касания зубьев должна находиться на начальной окружности обоих колес; переход от одного зуба к другому должен быть плавным, без толчков и рывков. Зазор между зубьями имеет большое значение для правильной работы зубчатых колес. При сборке цилиндрических шестерен величину бокового зазора между зубьями измеряют щупом или прокаткой свинцовой пластинки, пропускаемой между зубьями, которая после этого измеряется. Замер величины бокового зазора производят между тремя парами сопряженных зубьев в трех местах под углом 120° и принимают наибольший зазор.
Нормальный боковой зазор между зубьями шестеренчатых передач выбирается по техническим условиям на сборку. Для строительных машин боковой зазор находится в пределах 0,06.. .0,1 модуля. Радиальный зазор должен быть не менее 0,16…0,20 модуля.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
Источник