- Способы ремонта корпусных деталей.
- Ликвидация трещин.
- Ремонт пробоин и сколов производят:
- Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
- Ремонт изношенных отверстий производят:
- Ремонт изношенных гнезд под фиксаторы рукояток производят:
- РЕМОНТ КОРПУСНЫХ ДЕТАЛЕЙ
- Способы ремонта корпусных деталей.
Способы ремонта корпусных деталей.
Ремонт базовых корпусных деталей является очень ответственным процессом, так как корпус в большинстве случаев несет не только защитную функцию от внешних факторов, которые могут повлиять на работу механизма, но также являлся и базовой опорой для расположенного внутри механизма. При обнаружении каких-либо дефектов, трещин или сколов на корпусе, следует немедленно провести полную диагностику всего аппарата чтобы оценить степень риска его дальнейшего использования и, в кратчайшие сроки восстановить первоначальный вид корпуса.
Ликвидация трещин.
- С помощью стяжек. По обе стороны трещины на некотором удалении от нее сверлят и развертывают два отверстия, в них запрессовывают штифты с выступающими концами. Изготовляют стальную пластину-стяжку с двумя засверленными и развернутыми отверстиями, расстояние между которыми несколько меньше расстояния между штифтами. При возможности трещину стягивают струбциной, стяжку нагревают и надевают на штифты. При своем охлаждении она стягивает трещину.
- С помощью штифтов. Концы трещины, определенные «керосиновым пробоем», засверливают сверлом диаметром 4-5 мм и между ними вдоль трещины тем же сверлом засверливают отверстия на расстоянии 6-7 мм. Во всех отверстиях нарезают резьбу, куда завинчивают резьбовые штифты из мягкой стали или меди, выступающие над поверхностью на 1-2 мм. После этого засверливают отверстия между штифтами с перекрытием их не менее чем на 1/4 диаметра; в отверстиях нарезают резьбу, куда заворачивают штифты, обрубаемые заподлицо. Концы выступающих штифтов расчеканивают и опиливают.
- С помощью накладок. Для предупреждения дальнейшего распространения трещины ее концы засверливают сверлом диаметром 4-5 мм. Из мягкой стали толщиной 4-5 мм вырезают накладку, размеры которой должны не менее чем на 15 мм перекрывать границы трещины. По размерам накладки из листового свинца или картона вырезают прокладку. На расстоянии 10 мм от края и 10-15 мм друг от друга по периметру в накладке и прокладке сверлят сквозные отверстия под винты с резьбой М5-М6 с потайной головкой. По накладке в корпусе по периферии района трещины сверлят отверстия и нарезают резьбу М5-М6. Накладку и прокладку смазывают суриком или клеем (БФ-2, карбинольным клеем-цементом и др.) и прикрепляют винтами к корпусу. Края накладки расчеканивают и опиливают.
- Заваркой с последующей механической обработкой (при необходимости).

Ремонт пробоин и сколов производят:
- Установкой ввертыша. Поврежденное место рассверливают, в нем нарезают резьбу, куда ввертывают и стопорят кернением резьбовую пробку, предварительно смазанную суриком.
- Установкой пробки. Небольшие сколы засверливают и развертывают, в отверстие запрессовывают пробку, опиленную по форме ремонтируемой поверхности.
- Установкой вставки. Сколотое место запиливают или фрезеруют, по форме паза изготовляют вставку, которую запрессовывают в паз. Вставка может дополнительно крепиться винтами.
- Заваркой пробоин наплавкой сколов с последующей механической обработкой.
Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.- Приваркой отломанной части к корпусу.
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.Ремонт изношенных отверстий производят:
- Установкой ремонтной втулки. Изношенное отверстие засверливают и развертывают или растачивают под запрессовку в него ремонтной втулки или стакана. От осевого смещения или проворота втулку (стакан) стопорят установкой винта в разъем с корпусом. В запрессованной втулке растачивают или развертывают отверстие нужного диаметра.
- Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
 Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Установкой ремонтной пробки. Изношенные гнезда засверливают сверлом большого диаметра, нарезают резьбу (разворачивают), заворачивают резьбовую пробку (запрессовывают пробку по посадке с натягом), обрабатывают пробку заподлицо со стенкой корпуса, размечают и засверливают новые отверстия под фиксатор.
- Установкой накладки. При расположении гнезд на выступающих приливах корпуса приливы фрезеруют или запиливают. На обработанные поверхности с помощью винтов с потайной головкой крепят стальную планку толщиной не менее 6 мм, в которой размечают и сверлят отверстия под фиксатор.
При всех способах ремонта корпусных деталей ремонтируемое место предварительно зачищают стальной щеткой или шлифовальной шкуркой. При необходимости соблюдения герметичности корпуса с трещинами и пробоинами после ремонта подвергают гидравлическому испытанию давлением 0,2-0,3 МПа.
Источник
РЕМОНТ КОРПУСНЫХ ДЕТАЛЕЙ
К корпусным деталям относятся базовые детали оборудования для бурения скважин и нефтегазодобычи, служащие для установки и определения относительного положения других деталей. В большинстве случаев они имеют большие размеры, сложную форму и требуют для своей обработки крупного станочного оборудования и специальной оснастки. Обычно эти детали ремонтируют реже остальных деталей оборудования и их ремонт приурочивают к капитальному ремонту оборудования.
Среди деталей этого типа имеется группа деталей, имеющих форму тел вращения, например, стол ротора, корпус крейцкопфа, корпус турбобура.
Большую группу составляют корпусные детали коробчатого типа. Это станины лебедок, роторов, насосов, картеры компрессоров, блоки двигателей внутреннего сгорания, клапанные коробки буровых насосов, цилиндры газомоторных компрессоров и т.д. Учитывая значительную стоимость корпусных деталей, их бракуют только при больших дефектах, когда ремонт экономически нецелесообразен или не может быть выполнен по техническим причинам.
Характерными дефектами корпусных деталей являются: механические повреждения в виде трещин, пробоин, раковин, поломки шпилек, срыв резьб, коробление, износ посадочных поверхностей под подшипники, втулки и др.
Ремонт корпусных деталей обычно начинают с устранения дефектов от механических воздействий и удаления обломанных шпилек. Трещины, свищи, раковины и пробоины устраняют при помощи сварки. В некоторых случаях применяют синтетические клеи или мастики.
Для устранения трещин в неответственных деталях применяют способ штифтовки (рис. 11.7), а также устанавливают дополнительные накладки на винтах или заклепках (рис. 11.8).
После проведения всех сварочных и наплавочных работ устраняют коробление присоединительных плоскостей. Для этого применяют шлифование или шабрение; в отдельных случаях используют фрезерование. Затем восстанавливают посадочные поверхности под подшипники, вкладыши, пальцы или втулки. Для восстановления этих поверхностей в большинстве случаев
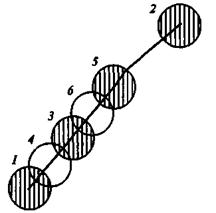
Рис. 11.7. Последовательность сверления отверстий для штифтовки
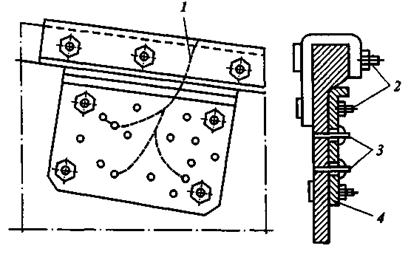
Рис. 11.8. Установка накладки с болтами и ввертышами на месте трещины:
1 — трещина; 2 — болты; 3 — ввертыши; 4 — накладка
применяют дополнительные ремонтные детали, металлизацию, наплавку, гальванические или полимерные покрытия.
РЕМОНТ СТАНИНЫ И СТОЛА РОТОРА
Основные дефекты станины ротора — износ поверхности, сопрягаемой с опорным подшипником, и посадочных поверхностей в горловине под стаканы подшипников приводного вала. Износ указанных поверхностей вызывает нарушение сопряжения зубчатой пары и перекос стола ротора относительно вертикальной оси станины, вследствие чего нарушается перпендикулярность осей зубчатой пары, возникают шум и удары в зубчатой передаче, а также изнашиваются зубья. Перекос стола ротора приводит к местному нагреву ротора и неравномерной выработке в станине.
Для восстановления изношенных поверхностей станины ротора применяют способы ремонтных размеров, дополнительных ремонтных деталей, наплавку или металлизацию. При незначительных износах отверстий в горловине их растачивают под ремонтный размер; под новый размер отверстия изготовляют стаканы подшипников. При восстановлении изношенных посадочных поверхностей в горловине способом дополнительных ремонтных

Рис. 11.9. Ремонт станины ротора с применением дополнительных
ремонтных деталей:
1 — корпус; 2,3 — втулка
деталей растачивают эти поверхности на больший диаметр с последующей запрессовкой втулок и расточкой их под посадочный размер стаканов подшипников (рис. 11.9). Одновременно восстанавливают отверстие в станине под ось стопорной защелки. Отверстие рассверливают на больший размер, запрессовывают втулку, а затем отверстие во втулке развертывают до необходимого размера сопряжения с осью защелки.
Основными дефектами стола ротора являются износ поверхностей, сопрягаемых с вкладышами, повреждение лабиринтного уплотнения и резьбы.
Изношенные поверхности под вкладыши восстанавливают электродуговой наплавкой с последующей механической обработкой на долбежных станках. При незначительном повреждении резьбы ее восстанавливают слесарно-механическими способами обработки. Когда резьба сильно повреждена, и восстановить ее невозможно, часть стола с резьбой отрезают газовой горелкой или на станке, торец стола со стороны отрезанной части подготавливают под сварку и приваривают надставку стола ротора, на которой нарезают новую резьбу. Резьбу контролируют подготовленной гайкой.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Способы ремонта корпусных деталей.
Ремонт базовых и корпусных деталей
Задание: Внимательно изучить представленную информацию. Знать технические требования к корпусным деталям, основные дефекты и методы их устранения
Технические требования к корпусным деталям
1. Материал – плотный мелкозернистый чугун. Гладкие наружные поверхности без дефектов.
2. Внутренние поверхности должны окрашиваться маслостойкими красками.
3. Установочные поверхности должны иметь ровную шабреную поверхность.
4. Обработанные поверхности должны плотно прилегать к станине.
5. Требуется, чтобы крышки корпусных деталей были хорошо пригнаны.
6. Не допускается постановка на плоскостях разъёма не предусмотренных чертежом прокладок.
7. Отверстия под подшипники должны быть точно и чисто обработаны.
8. Необходимо выдержать в пределах допуска расстояние между отверстиями, соосность отверстий, параллельность установки валов.
9. Новые корпусные детали после предварительной обдирки должны подвергаться естественному или искусственному старению с целью снятия внутренних напряжений.
Способы ремонта корпусных деталей.
| дефекты | Способ ремонта |
 Ремонт трещин штифтами. Ремонт трещин штифтами. | Керосиновой пробой определяют границы трещины; засверливают концы трещины диаметром 4-5 мм; вдоль трещины засверливают отверстия диаметром 4-5 мм на расстоянии 6-7 мм и в них нарезают резьбу; в отверстия завёртывают штифт из красной меди или мягкой стали и обрезают, чтобы он выступал на 1-2 мм; засверливают отверстия в промежутках между штифтами в них нарезают резьбу и завертывают штифты, концы их срезают, выступающие концы расчеканивают и запиливают. Герметичность проверяют гидравлическим испытанием под давлением 2-3 атм. |
| Ремонт пробоин и трещин накладками. | Ремонтируемое место зачищают, концы трещины засверливают, вырезают накладку из мягкой стали. Вырезают таких же размеров прокладки из свинца или картона. В корпусе сверлят отверстия и нарезают резьбу М5-М6. Накладки и прокладки смазывают суриком; закрепляют винтами с потайной головкой. Края накладки расчеканивают. Проверяют герметичность. |
| Постановка ввёртышей в пробоинах. | Пробоину рассверливают, нарезают в ней резьбу, ввертывают пробку, её резьбу предварительно смазывают суриком. Пробку стопорят и расчеканивают. |
| Ремонт сколов выколов. | Если скол расположен с краю его запиливают. Поврежденные места ремонтируют постановкой ввёртышей, вставок, пробок. |
| Восстановление сломанных выступающих частей. | Отломанную выступающую часть строгают, фрезеруют, срубают, высверливают. Ремонтируют вставкой, постановкой стержня. Если ушко или кронштейн имеет отверстие, его сверлят после установки вставки в корпусе. |
| Ремонт изношенных отверстий. | Постановка втулки или наплавка с последующей обработкой. |
| Ремонт резьб в корпусах. | Соответствует ремонту резьбовых соединений. |
| Ремонт трещин стяжками. | Сверлят два отверстия, запрессовывают штифты, изготовляют стальную пластину-стяжку, с меньшим расстоянием между отверстиями, стяжку нагревают и ставят на штифты. |
Основные дефекты и ремонт
1. Трещины и сдвиги на корпусе заваривают, предварительно обработав сварной шов (сверлят концы трещин, трещину разделывают), заваривают, обрабатывают шов и термообрабатывают для снятия внутреннего напряжения после сварки или устанавливают «заплату», или меняют участок корпуса. Заплата из того же материала, что и корпус, углы у заплаты должны быть скошены и заплата должна быть предварительно развальцована по радиусу корпуса. Если нет такого материала как корпус, то берут материал, удовлетворяющий требованиям и хорошо свариваемый.
2. Утонение стенок вследствие износа (коррозионный, механический, эрозионный). Остальную толщину определяют с помощью ультразвуковых толщиномеров. Перед определением толщины коррозионные отклонения удаляют металлической щеткой или другими приспособлениями. Во время ремонта на изношенных участках наплавляют металл или заменяют сильно изношенные участки.
3. Выпучины и вмятины выпрямляют механическим (кувалдой) или термомеханическим способом, если металл низкоуглеродистый. Между ударным инструментом и корпусом устанавливают подкладку или выпучины и вмятины удаляют и устанавливают «заплату», или меняют участок.
4. Неплотные сварные швы вырубают, заваривают с плавным переходом от старого к нового шву и теромообрабатывают.
5. Изношенные штуцера заменяют с установкой укрепляющего кольца. Если укрепляющее кольцо было, то берется больших размеров, чтобы не было наложения швов.
Источник