- Способы ремонта резьбовых соединений кратко
- Pereosnastka.ru
- Обработка дерева и металла
- Восстановление резьбы
- Технология восстановления внутренней и наружной резьбы
- Способ восстановления резьбы
- Применение эпоксидного клея
- Холодная сварка
- С применением метчика для нарезания резьбы
- С использованием ввертыша
- Сварка для восстановления резьбы
- Применение футорок
- Восстановление резьбы холодной сваркой
- Выбор холодной сварки для резьбы
- Недостатки и преимущества
Способы ремонта резьбовых соединений кратко
Изношенную (выбракованную) резьбу в отверстиях корпусных и других чугунных деталей восстанавливают нарезанием новой резьбы увеличенного размера, постановкой дополнительной детали и нарезанием резьбы на новом месте.
В деталях из стали изношенные резьбовые отверстия, кроме того, восстанавливают завариванием электросваркой и нарезанием резьбы номинального размера. При восстановлении резьбовых отверстий в корпусных, а также крупных и громоздких деталях используют ручные пневматические резьбонарезные машины. Наружную резьбу на валах и осях восстанавливают нарезанием новой уменьшенного размера, а также наплавкой и нарезанием резьбы нормального размера.
Восстановление под увеличенный размер. Изношенное резьбовое отверстие рассверливают на сверлильном станке или электродрелью под очередной размер и нарезают новую резьбу. Несмотря на простоту и надежность восстановления, такой способ не всегда целесообразен, так как требуется рассверливание отверстия сопрягаемой детали и применение болта увеличенного размера. В результате нарушается взаимозаменяемость деталей и усложняется последующий ремонт.
Рекламные предложения на основе ваших интересов:
Ремонт постановкой дополнительной детали. Изношенное резьбовое отверстие рассверливают и нарезают в нем неполную резьбу (двумя первыми метчиками) под заранее изготовленную пробку. Специальным ключом завертывают пробку до полного ее захода в отверстие, отрезают переходную часть пробки и зачищают ее заподлицо с плоскостью детали. Завернутую пробку крепят гладким штифтом диаметром 3 мм и длиной не менее 10 мм. Можно закреплять пробку постановкой ее на клей типа БФ-2 или на эпоксидной основе. В установленной пробке по сопрягаемой детали или лучше по кондуктору сверлят отверстие и нарезают резьбу нормального размера. Толщина стенок пробки после нарезания резьбы должна быть не менее 4 мм.
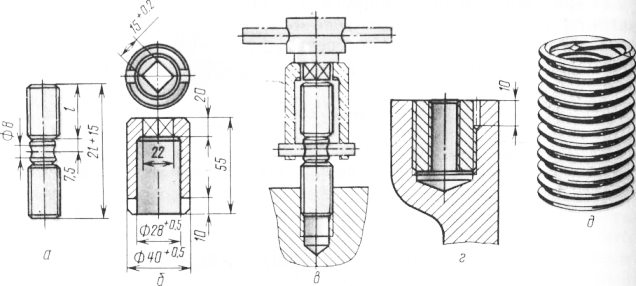
Рис. 1. Восстановление резьбы постановкой дополнительной детали: а — резьбовые пробки; б — ключ для завертывания пробок; в — завертывание пробки; г — крепление пробки штифтом; д — пружинная вставка.
Вместо резьбовой пробки сейчас успешно применяют пружинные вставки. Вставку изготавливают из пружинной проволоки ромбического сечения. Острые углы ромба равны 60°, то есть соответствуют профилю метрической резьбы. Пружинную вставку завертывают в подготовленное отверстие при помощи специального ключа, воздействующего на загнутый конец пружины, который после завертывания легко обламывается. Внутренний размер такой вставки после завертывания равен номинальному размеру резьбы.
При условии выпуска промышленностью пружинных вставок под соответствующие типоразмеры резьбовых отверстий — это наиболее простой и надежный способ восстановления внутренних резьб.
Восстановление нарезанием резьбы на новом месте заключается в том, что рядом с изношенным резьбовым отверстием сверлят новое, если позволяет конструкция детали, и нарезают резьбу нормального размера. Этот способ широко применяют при ремонте тракторов и автомобилей. Так восстанавливают резьбу под шпильки крепления полуоси в ступице колес автомобилей и в других деталях. При сверлении новых отверстий используют сопрягаемую деталь или специальные приспособления с кондукторами.
Восстановление под уменьшенный размер. Изношенную резьбу на валу (оси) протачивают, нарезают новую меньшего диаметра и по ней изготавливают новую гайку. Этот способ, как и при восстановлении внутренней резьбы, нарушает взаимозаменяемость, и, кроме того, с уменьшением диаметра снижается прочность резьбового соединения. Поэтому таким способом рекомендуется восстанавливать одну и ту же резьбу не более 1 раза.
Восстановление наплавкой. Этим способом лучше восстанавливать изношенную резьбу уменьшенного размера или номинальную на валу (оси). Успешно наплавляют изношенную резьбу плазменной струей с применением порошков и колебателя, обеспечивающего наплавку за один проход и один оборот детали. Перед наплавкой поврежденную резьбу зачищают стальной щеткой до блеска или протачивают. После наплавки деталь протачивают и нарезают резьбу номинального размера.
Резьбу на валах диаметром более 40 мм восстанавливают наплавкой под слоем флюса или плазменной струей.
Источник
Pereosnastka.ru
Обработка дерева и металла
В резьбовых соединениях повышенные износы и поврежден и я возникают из-за недостаточной затяжки винтов и гаек, особенно в соединениях, воспринимающих во время работы большие или знакопеременные нагрузки. Под совместным действием этих нагрузок болты и винты растягиваются, шаг резьбы и ее профиль нарушаются, гайки начинают «заедать». Происходят поломки деталей соединений.
Более интенсивно изнашиваются детали часто разбираемых и регулируемых соединений. Износу подвергаются резьбы, грани головок болтов и гаек. Резьба разрушается также от чрезмерных затяжек гайки или винта.
Износ резьбовых соединений проявляется следующим образом:
— изменяется профиль резьбы по среднему диаметру — увеличивается зазор (наблюдается у винтов и у часто отвертываемых крепежных болтов);
— рабочие поверхности профиля резьбы сминаются под действием рабочих нагрузок;
— стержень болта удлиняется в результате действия осевых рабочих нагрузок и усилий затяжки;
— изменяется под действием осевых рабочих нагрузок шаг резьбы.
Изношенные или поврежденные крепежные болты и винты не ремонтируют, а заменяют новыми.
Ремонт соединения, в котором произошел обрыв винта или шпильки, производится разными способами. Если винт или шпилька сломалась в глубине отверстия, то обломки извлекают. Для этого тонкий бородок или керн приставляют концом к верху обломка; постукивая молотком по бородку, которому придают наклон в направлении, противоположном заходу резьбы, вывинчивают обломок. Это делают, стараясь не повредить край резьбы.
Другой способ: в обломке винта или шпильки высверливают отверстие диаметром меньше, чем диаметр резьбы, и забивают в него ребристый закаленный стержень; проворачивая стержень, удаляют обломок из гнезда.
Более совершенным способом извлечения из отверстия обломка является выполнение в обломке электроискровым способом квадратного отверстия, а затем вывертывание обломка ключом.
Извлечение сломанных винтов можно осуществить с помощью приваренного электрода.
Детали значительного диаметра с изношенной наружной резьбой ремонтируют так: срезают старую резьбу и нарезают новую (если это Допускается условиями прочности) или же на деталь насаживают втулку либо бандаж с резьбой. Если удаляют старую резьбу, то новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не восстанавливают.
В этих случаях поступают следующим образом отверстие просверливают на большую глубину (если это возможно) и снова нарезают в нем резьбу;
— в,углубленное отверстие ввинчивают новый винт с удлиненной резьбовой частью;
— отверстие рассверливают, нарезают новую резьбу большего диаметра и ставят новые винты с резьбой данного диаметра; отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко изготовляют взамен старой шпильки новую шпильку с уступом и с резьбой двух диаметров: большего — для завинчивания шпильки в одну из соединяемых деталей и меньшего — для соединения со второй и стягивания их гайкой.
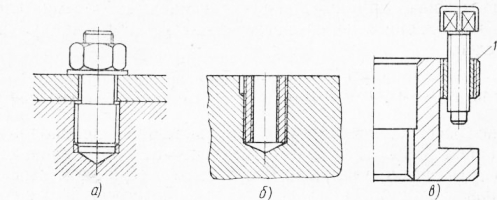
Рис. 1. Ремонт резьбового соединения:
а — постановкой новой шпильки с уступом и резьбой двух диаметров, — постановкой втулки с наружной и внутренней резьбой, в — постановкой втулки на клею
При ремонте резьбовых отверстий в корпусных деталях рационально восстанавливать номинальную (первоначальную) резьбу, для этого существующее отверстие рассверливают, нарезают новую резьбу, изготавливают переходную втулку с наружной и внутренней резьбой, рассчитанной на нормальный винт. Втулку устанавливают заподлицо с плоскостью детали и стопорят штифтом. Однако при этом переходная втулка должна быть толстостенной, поэтому предпочтительнее устанавливать ее на эпоксидном клее. Для этого резьбу в корпусе, резцедержателе, а также и на переходной тонкостенной втулке тщательно обезжиривают, нанося клей на сопрягаемые резьбы, ввинчивают втулку заподлицо с деталью. После затвердения клея образуется надежное соединение. На рис. 1, в показано резьбовое отверстие резцедержателя, восстановленное эпоксидным клеем.
В некоторых случаях изношенное резьбовое отверстие в детали заглушают и высверливают рядом другое отверстие, после чего в нем нарезают резьбу требуемого диаметра. Новое отверстие просверливают и во второй соединяемой детали.
При ремонте и сборке неподвижных разъемных соединений важно обеспечить жесткое соединение, скрепляя болтами сопрягаемые поверхности деталей. Эти поверхности часто называют стыками, к которым предъявляются различные требования пс созданию необходимой плотности сопряжения.
Стыки пригоняют механической обработкой, в частности строганием, шлифованием и др., а также припиливанием, шабрением и притиркой. В ряде случаев, где требуется герметичность (например, картеры, содержащие смазку), стыки уплотняются соответствующей прокладкой. В качестве прокладок используют картон, клингерит, бумагу, резину, свинец и др. Чем точнее выполненное сопряжение стыков, тем выше жесткость соединения.
При менее точной подгонке стыков между ними появляются неравномерные зазоры, при скреплении соединения болтами образуются вредные напряжения, вызывающие упругую деформацию скрепленных детелей.
Источник
Восстановление резьбы
Резьбовые соединения на сегодняшний день получили самое широкое распространение. Они применяются в различных отраслях промышленности. В процессе эксплуатации рабочая часть резьбы может повредится, в результате чего снижается прочность и надежность. Существует довольно большое количество различных способов восстановления поврежденной рабочей части, все они характеризуются своими определенными особенностями.

Технология восстановления внутренней и наружной резьбы
Сегодня восстановитель резьбы применяется при работе крайне редко. Чаще всего применяются распространенные инструменты:
- Сверло применяется для изменения размеров отверстия.
- Метчик и плашка предназначены для непосредственного нарезания витков. Они обходятся недорого, зачастую используются для нарезания новой поверхности, но могут и при восстановлении поврежденной.
- Шпиндель или инструмент для вворачивания вставки. Он характеризуется тем, что рабочая часть напоминает резьбовую, на торце есть специальный зацеп.
- Вставка ремонтная, представленная спиралью ромбовидной формы. На одном конце сделали поводок, за счет которого осуществляется его вращение за счет соединения со шпинделем.

Кроме этого, некоторые технологии предусматривают использование эпоксидного клея, холодной сварки или других материалов. Выбор проводится в зависимости от конкретного случая
Способ восстановления резьбы
Каждый способ восстановления резьбы подходит для конкретного случая. Примером можно назвать использование эпоксидного клея, который может восстановить несущественное повреждение витков.
Если можно изменить размеры отверстия, то используется метчик. Он подбирается в зависимости от параметров уже имеющихся витков.
Рассматриваемый инструмент предназначен для получения витков на металле.
В некоторых случаях увеличить диаметр нельзя, тогда применяется ввертыш. Подобное приспособление цилиндрической формы имеет снаружи и внутри витки с нужным шагом.

В некоторых случаях повреждение представлено отверстием, которое можно за плавить сваркой. После этого также проводится восстановление резьбы при использовании наиболее подходящего инструмента.
Применение эпоксидного клея
При использовании эпоксидного клея можно существенно ускорить процесс восстановления резьбы. Среди особенностей восстановительной работы отметим следующие моменты:
- Отверстие заполняется специальным веществом, после чего немного нужно подождать, пока оно затвердеет.
- Болт вкручивается для формирования требуемой поверхности, после чего вещество застывает.
Подобный метод не подходит для случая, когда крепежные изделия используются при условии высоких нагрузок или вибрации. Это связано с тем, что полимер после застывания не образует прочной и твердой поверхности.
Холодная сварка
Вместо полимерного клея может применяться холодная сварка. Она также наносится в виде пасты, после застывания образуется прочная и твердая поверхность. Процесс восстановления следующий:
- Перемешиваются оба компонента для получения требуемой пасты.
- Пастой заполняется поврежденная поверхность, после чего нужно подождать немного.
- Вкручивается болт.

Холодная сварка может выдерживать достаточно большую нагрузку, но при этом проста в применении и обходится дешево.
С применением метчика для нарезания резьбы
Метчик применяется для нарезания канавок, за счет которых и образуется требуемая геометрия. Рассматриваемый инструмент состоит из двух частей, может классифицироваться по большому количеству признаку. К особенностям проводимой работы отнесем следующие моменты:
- Инструмент смазывается маслом. За счет этого упрощается процесс образования витков.
- При работе на три оборота по ходу приходится 1,5 оборота в обратном направлении. Это делается для того, чтобы удалить стружку с зоны резания.
- Инструмент должен быть расположен строго вертикально поверхности.
- После образования требуемой поверхности используется контрольный болт. Первый проход может быть под небольшой нагрузкой, но после проблем возникать не должно.
На образование витков уходит относительно небольшое количество времени. При этом можно получить качественную и надежную резьбу, которая прослужит в течение длительного периода.
С использованием ввертыша
При применении ввертыша отверстие высверливается подходящих сверлом, после этого подбирается метчик соответствующего диаметра. В отверстие устанавливается ввертыш, верхняя часть при необходимости срезается.

Ввертыш для восстановления резьбы
После этого керном на границе наносятся засечки. Это делается для того, чтобы ввертыш не выкрутился из отверстия. В продаже встречаются самые различные варианты исполнения ввертышей, поэтому проблем с подбором не возникнет.
Сварка для восстановления резьбы
Для того чтобы заплавить отверстие на поврежденной поверхности можно применить сварку. Среди особенностей отметим следующие моменты:
- Могут применяться самые различные методы варки.
- Процесс восстановления может усложниться при большой длине отверстия.
- После заваривания отверстия проводится нарезание при использовании метчика.
Процесс достаточно прост, но полученные витки не смогут выдержать высокую нагрузку.
Применение футорок
Восстановить подобные крепежные элементы можно и при применении футорка. Этот вид резьбового соединения представляет собой втулку, которая имеет наружный большой диаметр и внутренний с меньшим размером.

Сфера применения футорков весьма большая. Примером можно назвать изготовление мебели или соединение различных труб, крепление спаренных колес.
В некоторых случаях, когда можно изменить диаметр соединения, футорок используется при повреждении витков.
Восстановление резьбы холодной сваркой
Холодная сварка сегодня применяется крайне часто. После застывания полученная паста становится прочной и твердой. Она применяется в нижеприведенных случаях:
- Соединение не подвергается вибрации.
- Оказываемая нагрузка невысокая.
- При восстановлении неответственных деталей.
При применении специальной пасты можно получить практически любую поверхность. Это связано с тем, что до полного застывания она находится в пластичном состоянии.
Выбор холодной сварки для резьбы
В продаже встречаются различные виды рассматриваемого вещества. При выборе учитываются следующие моменты:
- Рекомендуемая область применения.
- Особенности изготовления рабочей смеси.
- Условия эксплуатации: температура, влажность и некоторые другие моменты.

Восстановление резьбы холодной сваркой
Большинство вариантов исполнения представлены двумя компонентами, которые смешиваются для получения пасты. Стоит учитывать, что в пластичном состоянии вещество находится не долго.
Недостатки и преимущества
Каждый метод имеет свои достоинства и недостатки. Примером назовем следующее:
- Холодная сварка и полимеры могут использоваться в случае, когда нельзя изменить диаметр отверстия. Однако, получающиеся витки характеризуются низкой прочностью.
- Метчик используется только в случае, когда можно немного увеличить отверстие. При этом получаются качественные и прочные витки.
- Вкладыши позволяют расширить область применения режущего инструмента, но восстанавливаемая резьба также не рассчитана на большую нагрузку.
В целом можно сказать, что существует просто огромное количество способов восстановления крепежных элементов. Выбор проводится в зависимости от того, где оно используется и какая нагрузка оказывается.
Источник