Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
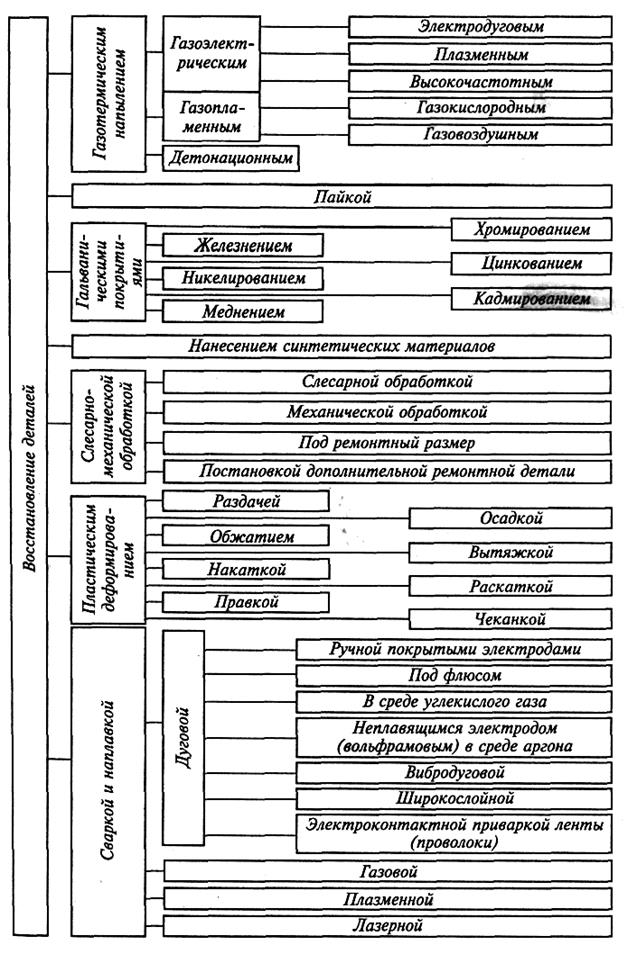
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Источник
Классификация способов восстановления деталей машин
В структуре себестоимости капитального ремонта машин 60…70 % затрат приходится на стоимость запасных частей. В то же время себестоимость восстановления большинства деталей не превышает 25…40 % цены новой детали. В настоящее время разработаны прогрессивные технологии восстановления, которые помимо восстановления, упрочняют ее, значительно повышая износостойкость. Восстановление изношенных деталей является одним из основных путей экономии материально-сырьевых и энергетических ресурсов, решения экологических проблем, так как затраты энергии, металлов и других материалов в 25…30 раз меньше, чем затраты при изготовлении новых деталей. При переплавке изношенных деталей безвозвратно теряется до 30 % металла.
Восстановление изношенных деталей позволяет значительно снизить затраты на ремонт техники и поэтому является приоритетным вопросом в развитии системы технического обслуживания и ремонта машин.
Восстановление детали – комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией.
Способы восстановления условно делят на две категории: способы наращивания и способы обработки.
В зависимости от физической сущности процессов, технологических и других признаков существующие способы делятся на десять групп (табл. 1).
Слесарно-механической обработкой устраняют следы износа и восстанавливают форму детали. При этом размеры после обработки отличаются от номинальных. Для обеспечения необходимой посадки применяют сопрягаемые детали с измененными параметрами или ставят компенсатор износа (кольца, бандажи, втулки, резьбовые спиральные вставки и т. д.).
Таблица 1. Способы восстановления деталей
| Номер группы | Группа способов | Способ |
| 1 | Слесарномеханическая обработка |
|
| 2 | Пластическое деформирование |
|
| 3 | Нанесение полимерных материалов |
|
| 4 | Ручная сварка и наплавка |
|
| 5 | Механизированная дуговая сварка и наплавка |
|
| 6 | Механизированные бездуговые способы сварки и наплавки |
|
| 7 | Газотермическое напыление (металлизация) |
|
| 8 | Гальванические и химические покрытия |
|
| 9 | Термическая и химикотермическая обработка |
|
| 10 | Другие способы |
|
Способы восстановления пластическим деформированием основаны на свойстве пластичности металлов. При пластическом деформировании металл детали перераспределяется от нерабочих участков детали к рабочим, благодаря чему восстанавливаются размеры изношенных поверхностей. Объем детали остается постоянным. К достоинствам следует отнести следующее: не требуется присадочный материал, простота способов, относительно высокая производительность. К недостаткам относятся: необходимость термической обработки черных металлов, изменение линейных размеров (например, поршневой палец после раздачи укорачивается).
Технология восстановления деталей полимерными материалами отличается простотой и доступностью (используют в полевых условиях), низкой себестоимостью, высокой производительностью и хорошим качеством. Долговечность посадочных мест подшипников после восстановления полимерными материалами многократно повышается.
Способы ручной сварки и наплавки получили широкое применение благодаря простоте и возможности выполнения процесса в труднодоступных местах. К недостаткам относятся: низкая производительность, материалоемкость и не всегда обеспечивается высокое качество.
Механизированные способы сварки и наплавки могут быть автоматическими и полуавтоматическими. Большинство этих способов обеспечивают высокие производительность и качество.
При дуговых способах источником теплоты для плавления присадочного материала и поверхности детали является теплота электрической дуги. При бездуговых способах таким источником служат потери от вихревых токов (ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная приварка), теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы получили наибольшее применение (75…80 % общего объема восстановления). Их недостатки – термическое воздействие на основной металл, в том числе на невосстанавливаемые поверхности, деформация деталей, значительные припуски на механическую обработку. Применение большинства из этих способов целесообразно для восстановления сильноизношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок) с помощью сжатого воздуха распыляется и наносится на подготовленную поверхность детали. Способы напыления различают в зависимости от источника теплоты: дуговое – теплота электрической дуги, газопламенное – теплота газового пламени и т. д. Напыляют металлы, полимеры и др. При напылении металла процесс называют металлизацией. Большинство способов напыления характеризуется высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку. Серьезный недостаток напыления – низкая сцепляемость покрытий с основой. Для ее повышения применяют нанесение специального подслоя, последующее оплавление и др.
В основе гальванических способов лежит явление электролиза. Их различают по виду осаждаемого металла, роду используемого тока, способу осаждения и др. Гальванические способы высокопроизводительны, не оказывают термического воздействия на деталь, позволяют точно регулировать толщину покрытий и свести к минимуму или вовсе исключить механическую обработку, обеспечивают высокое качество покрытий при дешевых исходных материалах. Такие способы применяют для восстановления малоизношенных деталей. Недостатки гальванопокрытия – многооперационность, сложность и экологическая вредность технологии.
Термическую обработку применяют для упрочнения и восстановления физико-механических свойств деталей (упругости пружин и др.). При химикотермических способах происходит диффузное насыщение поверхности детали тугоплавкими металлами (хромом, титаном и др.) при некотором изменении размеров. Эти способы применяют для восстановления и повышения износостойкости малоизношенных деталей (плунжеров и др.).
На рис. 1 показано распределение способов при восстановлении изношенных деталей машин.
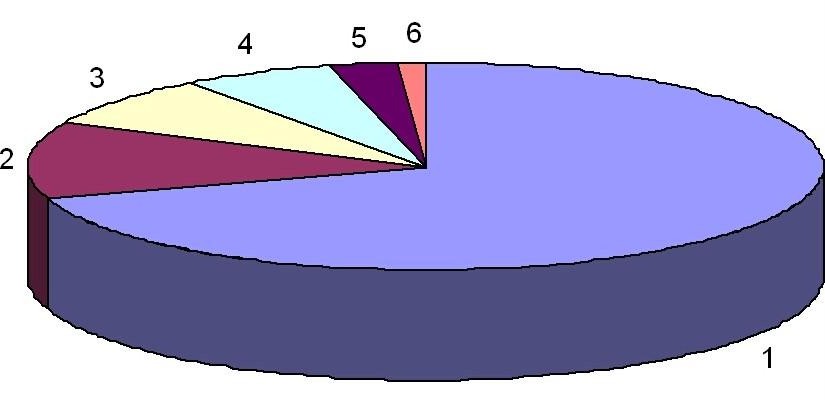
Рис. 1. Распределение способов при восстановлении изношенных деталей машин: 1 – наплавка и сварка (70 %); 2 – ремонтные размеры (12 %); – электролитические покрытия (8 %); 4 – полимерные материалы (6 %); 5 – установка дополнительной ремонтной детали (3 %); 6 – поверхностнопластическое деформирование (1 %)
Как следует из рис. 1 более 70 % изношенных деталей восстанавливается наплавкой и сваркой. Поэтому различные способы сварки и наплавки более подробно рассмотрены в следующей главе.
Источник
