Текущий ремонт и испытания разъединителей
Разъединители — самые распространенные аппараты в распределительных устройствах (РУ) высокого напряжения и В Л (число разъединителей в 2,5—4 раза больше, чем выключателей). Поэтому весьма важными их характеристиками являются занимаемая площадь и объем, простота обслуживания, удобство проведения ремонтных и монтажных работ. Разъединители должны обладать высокой надежностью, поскольку число их переключений в течение года эксплуатации может достигать нескольких сот и более в зависимости от схемы соединений РУ, а их повреждение может привести к серьезным авариям и нарушению схемы электроснабжения, как, например, отключение разъединителей необесточенного участка цепи, когда возникающая открытая электрическая дуга между размыкаемыми контактами может достигнуть очень больших размеров и перекинуться на соседние фазы и заземленные конструкции, что мгновенно приведет к возникновению двух- и трехфазных КЗ.
Кроме того, разъединители открытых распределительных устройств (ОРУ) должны надежно работать в неблагоприятных атмосферных условиях (ветер, гололед, увлажнения, загрязнения и др.). В замкнутом положении через контактную систему разъединителя протекает длительно рабочий ток и кратковременно — токи КЗ. Наиболее уязвимым местом токоведущих соединений при сквозных токах КЗ разъединителей являются контакты. Воздействие электродинамических усилий в значительной мере может уменьшиться контактное нажатие, создаваемое пружинами, что, в свою очередь, приводит к росту переходного сопротивления контакта, а следовательно, и к его нагреву, вплоть до расплавления материалов контактов.
Конструкция разъединителей тесно связана с компоновкой РУ, главной схемой электрических соединений, конструктивным исполнением других аппаратов: выключателей, трансформаторов тока и напряжения, защитных аппаратов. Поэтому не может быть универсального разъединителя, который можно применять во всех случаях, чем и объясняется большое разнообразие их конструкций.
Основными элементами разъединителей всех типов являются: контактная система, содержащая подвижные и неподвижные контакты; привод с изоляционной тягой для передачи движения к подвижному контакту; контактные соединения; изоляция.
Осмотры разъединителей проводятся под напряжением вместе с другим оборудованием, на подстанциях с постоянным обслуживающим персоналом — ежедневно, а на подстанциях без него — в сроки, установленные главным инженером ЭЧ, но не реже одного раза в 10 дней.
Осмотры проводятся обычно оперативным дежурным или электромонтером. При осмотрах проверяют состояние: контактов но термоиндикаторам, изоляторов (на их поверхности не должно быть сколов площадью > 3 см 2 трещин по ребру длиной 60 и глубиной 5 мм); приводов; заземлений в местах их соединения с основаниями разъединителей (плотный контакт и отсутствие следов коррозии); поддерживающих конструкций, а также всех дверей ячеек в ЗРУ, которые должны быть закрыты на специальные замки с блокировкой, исключающей попадание внутрь ячейки без отключения находящихся там аппаратов.
Текущий ремонт разъединителей наружной установки проводится со снятием напряжения бригадой из двух, а при напряжении 110—220 кВ — из трех человек один раз в год; внутренней установки — по мере необходимости.
Ремонт начинают с чистки изоляторов и ножей. Салфетками, смоченными в бензине, протирают подвижные и неподвижные контакты, очищая их от старой смазки, а также поверхность изоляторов, выявляя на них сколы и трещины с недопустимыми размерами. Такие изоляторы заменяют. При обнаружении подгаров ножей их очищают стеклянной бумагой до медного блеска, протирают сухой салфеткой и смазывают тонким слоем технического вазелина.
Жесткость пружины проверяют при включенном положении разъединителя нажатием руки на подвижные контакты. В этом положении щуп толщиной 0,5 мм не должен проходить между витками пружины. При потере жесткости пружину регулируют или заменяют.
Осматривают и производят пробную подтяжку контактов ошиновки, проверяют надежность контактов ошиновки, контактных соединений гибких связей. При обнаружении ослабленных контактов их разбирают, зачищают и снова затягивают.
Проверяют главный контакт разъединителя. Поверхность контактов зачищают, шлифуют и смазывают. Все трущиеся части разъединителя покрывают труднозамерзающей смазкой ЦИАТИМ-201. При необходимости заменяют изношенные детали. Ножи (подвижные контакты) разъединителя должны входить в губки неподвижных контактов без ударов и перекосов. Допускаемое несовпадение контактных поверхностей должно быть не более 10 % площади соприкосновения. Кроме того, при полном включении разъединителей ножи не должны доходить до упора ближе, чем на 3—5 мм. В противном случае при ударе подвижных контактов об упоры дополнительные толчковые нагрузки передаются на фарфоровые
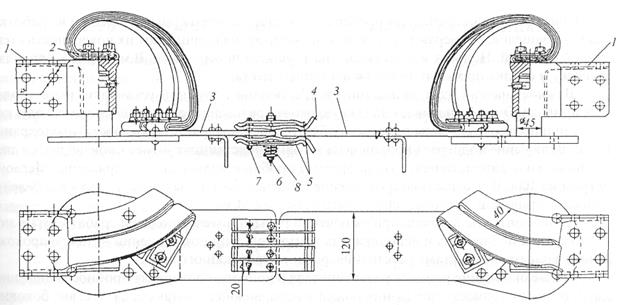 |
Рис. 4.41. Токоведущая система горизонтально-поворотного разъединителя:
1 — зажим; 2 — гибкая связь; 3 — пластина ножа; 4 — ламель; 5 — стальные пластины; 6— шпилька;
7— фиксирующий болт; 8—пружина
изоляторы и разрушают их. Регулируют ход ножей изменением длины тяги или хода ограничителей и упорных шайб. Возможна также регулировка небольшими перемещениями изолятора на цоколе или губок на изоляторе.
У разъединителей горизонтально-поворотного типа коммутирующий контакт (рис. 4.41) состоит из одной или более пар ламелей 4, которые закрепляются непосредственно на пластине ножа стальными фиксирующими болтами 7 и шпильками 6 и прижимаются к ней с помощью пружин 5. Поверх ламелей наложены стальные пластины 5, образующие магнитный замок. При больших номинальных токах (Iном > 1000 А) на ламели напаивают серебряные пластины, используют также и гальваническое серебряное покрытие. При отключении разъединителя оба полуножа поворачиваются в горизонтальной плоскости в одном направлении, при этом пластина одного из них выходит из контактных ламелей, после чего под воздействием пружины последние сближаются. Однако сближение ограничивается дистанционными шайбами, установленными на болтах, что исключает поломку контакта при включении и заходе пластины ножа в них.
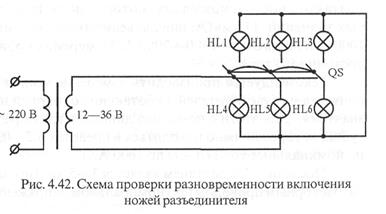
Ножи трехполюсных разъединителей должны входить в губки одновременно, что проверяют с помощью ламп накаливания и понижающего трансформатора, собранных в схему (рис. 4.42). Допускается разновременность включения ножей не более 3 мм при напряжении до 35 кВ и не более 5 мм — 35 кВ и выше.
 |
Углы поворота главных ножей проверяют по шаблону: для разъединителей рубящего типа они должны быть не менее 74°; для колонковых разъединителей при отключении 90—92°; для заземляющих ножей 59°.
Ремонт привода начинают с его очистки, причем моторные приводы при текущем ремонте не разбираются. Трущиеся части очищают от старой смазки и грязи.
Мерительным инструментом проверяют отсутствие чрезмерных износов и выработки валиков, защелок; проверяют состояние блок-контактов и зачищают их поверхность стеклянной бумагой. Наносят новую смазку на трущиеся поверхности. В моторных приводах зачистку и смазку проводят только в доступных местах.
Важное значение для разъединителей, особенно наружной установки, имеет подогрев привода. Это обеспечивает надежную работу разъединителей в холодную погоду, поэтому при проверке системы подогрева обязательно проверяют целостность предохранителей. Включение подогрева приводов на тяговых подстанциях может производиться дистанционно или автоматически, что проверяют пробным включением напряжения. Мегаом-метром на 1000 В измеряют сопротивление изоляции вторичных цепей, а также кабелей и проводов приводов, которое должно быть не менее 1 Мом.
Блок-контакты привода при включении разъединителей должны срабатывать в момент касания подвижных и неподвижных контактов, а при отключении — после прохождения главными контактами расстояния, равного 75 % полного хода.
После окончания ремонта разъединителя и привода производят пробное включение, где проверяют точность попадания ножей в неподвижные контакты; отсутствие боковых ударов ножей о контактные скобы, а также ударов ножа о головку изолятора; прямолинейность ножей, исправность гибкой связи между ножом и зажимом, угол поворота ножей и работу блок-контактов.
При необходимости окрашивают приводы, металлоконструкции, шапки изоляторов, восстанавливают порядковые номера разъединителей.
Неплановые ремонты производятся при поломке изоляторов или моторного привода.
Испытания разъединителей проводят не реже 1 раза в 8 лет. При этом мегаомметром напряжением 2500 В проверяют сопротивление изоляции поводков, тяг, выполненных из органических материалов. Их допустимые значения зависят от номинального напряжения и составляют: не менее 300 МОм при номинальном напряжении 6—10 кВ; 1000 МОм при 15—150 кВ; 3000 МОм при 220 кВ. Сопротивление изоляции многоэлементных опорных изоляторов, которое проверяется только при положительной температуре окружающего воздуха и тем же мегаомметром, должно быть не менее 300 МОм у каждого элемента.
Одноэлементные опорные фарфоровые изоляторы испытываются повышенным напряжением промышленной частоты, величина которой указана в [20], а опорные многоэлементные и подвесные изоляторы — напряжением 50 кВ, приложенным к каждому элементу. Для опорно-стрежневых изоляторов электрическое испытание не обязательно. Изоляцию вторичных цепей испытывают напряжением 1000 В или мегаомметром на 2500 В.
Контроль состояния многоэлементных изоляторов проводят под напряжением штангой ШДИ (см. рис. 3.1) при положительной температуре окружающего воздуха. Изолятор бракуется, если на него приходится напряжение менее допустимого [20].
На разъединителях напряжением 35 кВ и выше, а также на 600 А и более всех напряжений измеряют сопротивление обмоток включающей и отключающей катушек и контактов постоянному току, которое должно быть не выше 150 % следующих исходных значений: 175 мкОм для разъединителей с номинальным током 600 А; 120 мкОм — 1000 А и 50 мкОм — 1500—2000 А. Измерения проводятся миллиомметром или мостом постоянного тока.
Рекомендуется производить измерение усилия вытягивания ножа из неподвижного контакта у разъединителей, работающих с токовой нагрузкой больше 90 % номинального значения. Для этого с помощью динамометра определяют усилие вытягивания ножей из губок, которое должно находиться в пределах 0,2—0,4 кН (20—40 кгс) для разъединителей на номинальные токи от 400 до 2000 А.
Последним испытанием является 3—5-кратное включение и отключение разъединителя с моторным приводом при номинальном напряжении оперативного тока.
Источник
Типовая технологическая карта (ттк) организация труда при капитальном ремонте разъединителя рндз-110 с ручным приводом
Главная > Документ
| Информация о документе | |
| Дата добавления: | |
| Размер: | |
| Доступные форматы для скачивания: |
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
ОРГАНИЗАЦИЯ ТРУДА ПРИ КАПИТАЛЬНОМ РЕМОНТЕ РАЗЪЕДИНИТЕЛЯ РНДЗ-110
С РУЧНЫМ ПРИВОДОМ
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Типовая технологическая карта разработана на организацию труда при капитальном ремонте разъединителя РНДЗ-110 с ручным приводом.
Разъединители. Ремонт разъединителей (рис.1) сводится к ремонту изоляторов, контактной системы, приводного механизма и каркаса (цоколя).
Перед ремонтом разъединителей производят их внешний осмотр, чтобы выявить имеющиеся дефекты и объем ремонтных работ. Особенно тщательно осматривают контакты, так как трещины, выбоины и раковины в них вследствие перегрева могут вызвать аварию. Для устранения раковин и выбоин опиливают поврежденные части контактов, если глубина их не превышает 0.1-0,2 мм.

а — однополюсный, б — трехполюсный (вид сбоку), в — то же (вид спереди); 1 — рама (цоколь), 2 — изолятор, 3 — контакт,
4 — стальные пластины, 5 — пружина, 6 — замок, 7 — нож, 8 — фарфоровая тяга, 9 — вал, 10 — болт заземления, 11 — рычаг
Появление пленки оксида на поверхности контактов разъединителей увеличивает их переходное сопротивление, что ведет к чрезмерному нагреву, который легко установить по появлению на них цветов побежалости. Дефект устраняется зачисткой контактов мелкозернистой стеклянной шкуркой. Очищенную поверхность контакта для предохранения от окисления (коррозии) покрывают тонким слоем технического вазелина, особенно в неотапливаемых помещениях.
Искривление ножей подвижных контактов можно устранить взаимным перемещением подвижных и неподвижных контактов относительно друг друга или устранением кривизны. При ударах ножа о головку опорного изолятора неподвижного контакта неисправность устраняют регулированием тяги привода.
Если вал имеет продольное перемещение, то устранить его возможно установкой плоских шайб или кольцами из согнутой проволоки диаметром 4-5 мм. Шайбы и кольца устраняют с двух сторон и приваривают в нескольких точках к валу. Кроме того, продольное перемещение можно ликвидировать, если просверлить на валу отверстия с одной стороны стенки рамы и установить шплинты.
Плотное соприкосновение подвижных и неподвижных контактов обеспечивается специальными пружинами, создающими требуемое нажатие. Уход за состоянием пружин сводится к внешнему осмотру. Плотность прилегания контактов проверяют щупом толщиной 0,05 мм и шириной 10 мм. Просовывая щуп в промежуток между подвижным и неподвижным контактами, устанавливают величину, на которую он углубляется в зазор. Если эта глубина превосходит 4-5 мм, ножи подвижного контакта регулируют.
Допускается неодновременность включения не более 3 мм. Регулировку следует производить подгонкой тяг. Нож разъединителя в положении «включено» должен находиться от основания неподвижного контакта на расстоянии не более 5 мм.
Необходимо тщательно проверить работу системы привода. Вспомогательные контакты КСА должны замыкаться при приближении ножа разъединителя к губкам, а размыкаться при прохождении ножом 75 % его полного хода. Регулировка достигается изменением длины тяги привода. Все болтовые соединения подтягивают, а поверхность очищают от грязи. Трущиеся поверхности привода разъединителей смазывают летом солидолом или техническим вазелином, зимой — холодостойкой смазкой. Холостой ход привода не должен превосходить 5°. При большем ходе уменьшают зазоры в сочленениях.
Отремонтированный разъединитель проверяют неоднократным включением и отключением с помощью привода. Если при этом не обнаружится каких-либо признаков разрегулирования или других дефектов, разъединитель принимают в эксплуатацию.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
Источник
Технологическая карта на ремонт разъединителя 110 кв
Текущий ремонт разъединителей РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500
Текущий ремонт разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1)»
Технологическая карта
ПЕРЕЧЕНЬ ПРИНЯТЫХ СОКРАЩЕНИЙ
АЭС – атомная электростанция;
ГЖ – горючая жидкость;
г/п – грузоподъемность;
ГОСТ – государственный стандарт;
ИТР – инженерно-технические рабочие;
КС – контактное соединение
ЛВЖ – легковоспламеняющаяся жидкость;
ОСТ – отраслевой стандарт;
отм. – отметка высотная;
СИЗ – средства индивидуальной защиты;
СТК – служба технического контроля;
ТК – технологическая карта.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1 Настоящая технологическая карта на «Текущий ремонт разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1)» (далее по тексту ТК) разработана для выполнения работ на трансформаторах напряжения и трансформаторах тока на НВ АЭС.
1.2 Настоящая ТК разработана на основании документации:
— КЛО.412.326 «Разъединители типа РНД-110/1000У1, РНДЗ-110/1000У1, РНДЗ-110/2000У1. Техническое описание и инструкция по эксплуатации»;
— КЛО.412.248 «Разъединители. Техническое описание и инструкция по эксплуатации»
— КЛО.412.134 «Разъединители типа РНДЗ-500/3200У1. Инструкция по монтажу и эксплуатации»;
— КЛО.412.124 «Инструкция по монтажу и эксплуатации разъединителей 110-500 кВ»;
— КЛО.412.029 «Инструкция по монтажу и эксплуатации разъединителей типа РЛНД с ручным приводом».
1.3 До начала текущего ремонта разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) находящихся на , необходимо ознакомить исполнителей работ с заводской документацией и с настоящей ТК под роспись в листе ознакомления настоящей ТК.
1.4 Технологическая карта разработана в соответствии с нормативно — технической документацией, указанной в таблице 1.1.
Таблица 1.1 – Нормативно — техническая документация
Обозначение Наименование
НП-001-97 (ПН АЭ Г -01-011-87, ОПБ-88/97) Общие положения обеспечения безопасности атомных станций
РД ЭО 0198-2000 Техническое обслуживание и ремонт систем и оборудования АС сборка фланцевых соединений. Общие технические требования
СО 153-34.03.204
(РД 34.03.204-93) Правила безопасности при работе с инструментом и приспособлениями
РД 34.03.204-93 Правила безопасности при работе с инструментом и приспособлениями
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
СТО 1.1.1.02.001. 0673-2006 Правила охраны труда при эксплуатации тепломеханического оборудования и тепловых сетей атомных станций ФГУП концерн «Росэнергоатом»
СТО 1.1.1.01.0678-2007 Основные правила обеспечения эксплуатации атомных станций.
ПОТ РМ-020-2001 Межотраслевые правила по охране труда при электро- и газосварочных работах
ГОСТ 10434-82 Соединения контактные электрические. Классификация. Общие технические требования.
ППБ АС-2011 Правила пожарной безопасности при эксплуатации атомных станций
ИОТ-16-08 Инструкция по охране труда для электрослесаря по ремонту оборудования распределительных устройств (напряжением 500 кВ)
2.1 Настоящая технологическая карта на текущий ремонт разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) в целом. Указание возможных для применения при выполнении операций видов оборудования, технологической оснастки. ТК предназначена для ремонтного персонала электрического цеха АЭС и при организации и проведении ремонтов разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1).
2.2 Разъединители наружной установки типа РНД-110/1000У1, РНДЗ-110/1000У1 и РНДЗ-110/2000У1 предназначены для включения и отключения под напряжением обесточенных участков цепи высокого напряжения, а также заземления отключенных участков при помощи стационарных заземляющих ножей при их наличии.
2.3 Разъединители изготавливаются в климатическом исполнении У, категория размещения I по ГОСТ 15150-69, при этом:
2.3.1 Высота установки над уровнем моря не более 1000 м.;
2.3.2 Верхнее и эффективное значение температуры окружающего воздуха равны соответственно плюс 40°С и 35°С;
2.3.3 Нижнее рабочее значение температуры окружающего воздуха минус 45°С;
2.3.4 Скорость ветра до 40 м/с при отсутствии гололеда и не более 15 м/с в условиях гололеда толщиной не более 10 мм.
2.4 Разъединители наружной установки, двухколонковые серии РНДЗ на 3200, они предназначены для включения и отключения под напряжением обесточенных участков сетей переменного тока при высоте установки над уровнем моря до 1000 м и температуре окружающей среды выше плюс 40°С (эпизодически минус 45°С).
2.5 Разъединители соответствуют ГОСТ 689-90 и рассчитаны на работу при следующих механических и ветровых нагрузках:
2.5.1 Сила тяжения провода при скорости ветра 40 м/с без гололеда – 150 кгс;
2.5.2 Сила тяжения провода при скорости ветра 15 м/с при гололеде – 200 кгс;
2.5.3 Толщина гололеда – 20 мм.
2.6 Длина пути утечки изоляции должна удовлетворять требованиям ГОСТ 9920-89.

2.7 Общий вид разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) показан на рис 1.
1-основание; 2-колонки изоляторов; 3-зажимы; 4-гибкие связи; 5-нож; 6-лопатка с пальцевыми ламелями; 7- заземляющий нож разъединителя; 8-вал; 9-привод.
* — размеры для справок
Рис.1 Общий вид и габаритные размеры разеденителей-110-500кВ
2.8 Для разъединителей 110-500 кВ в соответствии с нормами и периодичности электрооборудования ЭЦ АЭС установлены следующие виды ремонта:
— Текущий ремонт производится 1 раз в 3 года и имеет цель обеспечения или восстановления работоспособности изделия, и состоящий в замене и (или) восстановлении отдельных частей;
— Капитальный ремонт производится 1 раз в 6 лет с целью полного восстановления ресурса оборудования.
2.9 Основные параметры разъединителей 110-500 кВ должны соответствовать требованиям и документам завода изготовителя на них.
2.10 До начала текущего ремонта разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) находящихся на , необходимо ознакомить исполнителей работ с проектно — конструкторской документацией и с настоящей ТК под роспись в листе ознакомления настоящей ТК.
2.11 Требования ТК являются обязательными для персонала, выполняющего слесарные и контрольные операции при выполнении работ по текущему ремонту разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) на открытых распределительных устройствах .
2.12 Работы по текущему ремонту разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) выполнять по рабочим чертежам и по производственно-технологической документации (настоящая ТК) имеющие штамп «В ПРОИЗВОДСТВО». Отсутствие подписей, фамилий, должностей лиц, указанных в соответствующих формах, а так же дат и оттисков является нарушением оформления документа. Документы, оформленные с нарушениями, являются не действительными.
3 ТРЕБОВАНИЯ К ПЕРСОНАЛУ, КВАЛИФИКАЦИЯ
3.1 Инженерно-технические работники и специалисты, осуществляющие руководство работами по текущему ремонту разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) на , должны быть аттестованы в соответствии с «Типовым положением о порядке проверки знаний правил, норм и инструкций по безопасности в атомной энергетике у руководителей и специалистов» и иметь соответствующие
3.2 К работам по текущему ремонт разъединителей типа РЛНД, РЛНЗ, РНД-110,220; РНДЗ-2-500/3200У1 (РНДЗ-2-500/2000У1) допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, аттестованные квалификационной комиссией на право выполнения соответствующих видов работ (огневые, стропальные, работы с г/п механизмами и др.) и имеющие удостоверения на право выполнения этих видов работ, а также имеющие опыт практической работы с электрооборудованием. Объем подготовки, порядок испытаний и периодичность повторных проверок определяется предприятием, выполняющим соответствующие работы.
3.3 Операционный контроль осуществляется в процессе выполнения работ непосредственными исполнителями и ИТР монтажной (ремонтной) организации в соответствии с правилами и нормами действующими в атомной энергетики, операциями данной технологической инструкции.
4 ТРЕБОВАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
4.1 Организационные мероприятия, обеспечивающие безопасные условия труда.
4.1.1 Для безопасного проведения работ должны выполняться следующие организационные мероприятия:
— оформление работ нарядом-допуском;
— допуск к работе;
— надзор во время работы;
— перевод на другое рабочее место
— оформление перерывов в работе;
— оформление окончания работы.
Ответственными за безопасность работ, выполняемых по нарядам, являются:
— выдающий наряд;
— руководитель работ;
— производитель работ;
— дежурный или лицо из числа оперативно-ремонтного персонала, подготавливающий рабочее место;
— допускающий к работам;
— наблюдающий;
— члены бригады.
4.1.2 Оформить наряд-допуск, в соответствии с установленным на АЭС порядке, и передать его оперативному персоналу для подготовки рабочего места.
4.1.3 Руководитель работ, производитель и допускающий перед началом работ проверяют правильность и качество подготовки рабочего места, правильность проведения организационных и технических мероприятий, направленных на безопасное проведение работ.
4.1.4 При ремонте, если работа не закончена, наряд-допуск ежедневно прикрывается, рабочее место убирается, знаки, плакаты и ограждения сохраняются.
4.1.5 Перед началом работы на следующий день производитель должен убедиться в целости и сохранности оставленных плакатов, ограждений, а также — надежности заземлений.
4.1.6 По окончании рабочего дня и на выходные дни запрещается оставлять на рабочем месте инструмент, приспособления, ветошь.
4.1.7 Требования к ручному инструменту:
Слесарный инструмент, инструмент с изолированными и неизолированными рукоятками повседневного применения должен быть закреплен за рабочими для индивидуального или бригадного использования.
— Бойки молотков и кувалд должны иметь гладкую слегка выпуклую поверхность без косины, сколов, выбоин, трещин и заусенцев.
— Работать с инструментом, рукоятки которого посажены на заостренные концы (напильники, шаберы и др.) без металлических бандажных колец, запрещается.
— Инструмент ударного действия (зубила, бородки, просечки, керны и пр.) должен иметь гладкую затылочную часть без трещин, заусенцев, наклепа и скосов. На рабочем конце не должно быть повреждений. Длина инструмента ударного действия должна быть менее 150 мм.
— При работе клиньями или зубилами с помощью кувалд должны применяться клинодер-жатели с рукояткой длиной не менее 0,7 м.
— При работах инструментом ударного действия рабочие должны пользоваться защитными очками для предотвращения попадания в глаза твердых частиц.
— При пользовании пассатижами должны применяться кольца. Размеры колец должны соответствовать размерам обрабатываемых заготовок. С внутренней стороны ручек клещей должен быть упор, предотвращающий сдавливание пальцев руки.
— Отвертка должна выбираться по ширине рабочей части (лопатки), зависящей от размера шлица в головке шурупа или винта.
— Размеры зева (захвата) гаечных ключей не должны превышать размеров головок болтов (граней гаек) более чем на 0,3 мм. Применение подкладок при зазоре между плоскостями губок и головок болтов или гаек более допустимого запрещается. Рабочие поверхности гаечных ключей не должны иметь сбитых скосов, а рукоятки — заусенцев. На рукоятке должен быть указан размер ключа. При отвертывании и завертывании гаек и болтов удлинять гаечные ключи дополнительными рычагами, вторыми ключами или трубами запрещается. При необходимости следует применять ключи с длинными рукоятками. Допускается удлинять рукоятки ключей дополнительными рычагами только типа “звездочка”.
— Инструмент на рабочем месте должен быть расположен так, чтобы исключалась возможность его скатывания и падения. Класть инструмент на перила ограждений или не огражденный край площадки лесов, подмостей, а также вблизи открытых люков, колодцев запрещается.
— Ответственным за исправное состояние слесарного инструмента является пользующийся им рабочий.
— Весь ручной слесарный инструмент должен периодически осматриваться инженерно-техническим работником, назначенным распоряжением по подразделению, но не реже 1 раза в квартал. Ответственность за исправность инструмента перед работой и в процессе работы определяется соответствующими правилами охраны труда. Неисправный инструмент должен изыматься.
4.1.8 Требования безопасности при работе с электрифицированным инструментом.
Перед началом работ с ручными электрическими машинами, переносным электроинструментом и светильниками следует:
— проверить исправность кабеля (шнура), его защитной трубки и штепсельной вилки, целости изоляционных деталей корпуса, рукоятки и крышек щеткодержателей, защитных кожухов;
— проверить четкость работы выключателя;
— выполнить (при необходимости) тестирование устройства защитного отключения (УЗО);
— проверить работу электроинструмента или машины на холостом ходу.
Не допускается использовать в работе ручные электрические машины, переносный электроинструмент и светильники с относящимся к ним вспомогательным оборудованием, имеющие дефекты и не прошедшие периодической проверки (испытания).
Работникам, пользующимся электроинструментом и ручными электрическими машинами, не разрешается:
— передавать ручные электрические машины и электроинструмент, хотя бы на непродолжительное время, другим работникам;
— разбирать ручные электрические машины и электроинструмент, производить какой-либо ремонт;
— держаться за провод электрической машины, электроинструмента, касаться вращающихся частей или удалять стружку, опилки до полной остановки инструмента или машины;
— устанавливать рабочую часть в патрон инструмента, машины и изымать ее из патрона, а также регулировать инструмент без отключения его от сети;
— работать с приставных лестниц;
— для выполнения работ на высоте должны устраиваться прочные леса или подмости.
4.1.9 Требования безопасности при работе с легковоспламеняющимися жидкостями и горючими жидкостями (далее по тексту ЛВЖ и ГЖ).
Составление и разбавление всех видов лаков и красок необходимо производить в специальных помещениях с естественной или принудительной вентиляцией.
При разливе масел необходимо собрать его в отдельную тару, место разлива протереть сухой ветошью.
При работе с ЛВЖ и ГЖ необходимо соблюдать меры пожарной безопасности: не курить, не пользоваться открытым огнем, не допускать во время работы вблизи ЛВЖ искрения, в том числе при коммутации в цепях электрического тока.
Запрещается убирать помещение мастерской с применением бензина, керосина и других легковоспламеняющихся и горючих жидкостей.
При попадании масла на кожу и слизистую оболочку глаз необходимо обильно промыть кожу теплой мыльной водой, слизистую оболочку глаз — теплой водой.
4.1.10 Требования охраны труда к освещению рабочего места.
Уровень освещенности на рабочем месте должен быть — при комбинированном освещении рабочих поверхностей показатель освещенности от общего и местного освещения на рабочем месте должен быть не менее 750 лк, при этом освещенность от общего освещения по помещению – не менее 200 лк.
Необходимая освещенность обеспечивается штатным освещением и переносными светильниками напряжением не выше 42 В. Светильники должны быть с исправными защитными колпачками и тщательно изолированными ручками.
4.1.11 Требования охраны труда при работе на высоте, с люлекек, находящихся на подъёмнике и кранов.
4.1.11.1 При проезде по ОРУ и под ВЛ подъемные и выдвижные части грузоподъемных машин и механизмов должны находиться в транспортном положении. Допускается в пределах рабочего места перемещение грузоподъемных машин по ровной местности с поднятым рабочим органом без груза и людей на подъемной или выдвижной части, если такое перемещение разрешается по заводской инструкции и при этом не требуется проезжать под неотключенными шинами и проводами ВЛ.
4.1.11.2 На ОРУ скорость движения определяется местными условиями, но не должна превышать 10 км/ч. Под ВЛ автомобили, грузоподъемные машины и механизмы должны проезжать в местах наименьшего провеса проводов (у опор).
4.1.11.3 У телескопических вышек и гидроподъемников перед началом работы должны быть проверены в действии выдвижная и подъемная части, а у телескопических вышек, кроме того, подъемная часть должна быть установлена вертикально и зафиксирована в таком положении.
4.1.11.4 При всех работах в ОРУ и в пределах охранной зоны ВЛ без снятия напряжения механизмы и грузоподъемные машины должны заземляться. Грузоподъемные машины на гусеничном ходу при их установке непосредственно на грунте заземлять не требуется.
4.1.11.5 Не допускается при работе грузоподъемных машин и механизмов пребывание людей под поднимаемым грузом, корзиной телескопической вышки, а также в непосредственной близости (ближе 5 м) от натягиваемых проводов (тросов), упоров, креплений и работающих механизмов.
4.1.11.6 Не допускается работа грузоподъемных машин при ветре, вызывающем приближение на недопустимое расстояние грузов или свободных от них тросов и канатов, с помощью которых поднимается груз, до находящихся под напряжением токоведущих частей.
4.1.11.7 В случае соприкосновения стрелы крана или корзины (люльки) подъемного механизма с токоведущими частями, находящимися под напряжением, машинист должен принять меры к быстрейшему разрыву возникшего контакта и отведению подвижной части механизма от токоведущих частей на расстояние, не менее указанного в табл. 1.1, предупредив окружающих работников о том, что механизм находится под напряжением.
Таблица 1.1
ДОПУСТИМЫЕ РАССТОЯНИЯ ДО ТОКОВЕДУЩИХ ЧАСТЕЙ,
НАХОДЯЩИХСЯ ПОД НАПРЯЖЕНИЕМ
Расстояние от людей и
применяемых ими инструментов и приспособлений, от временных
ограждений, м
Расстояния от механизмов и грузоподъемных
машин в рабочем и
транспортом положении,
от стропов, грузозахватных приспособлений
и грузов, м
Источник