- Резцы профильные и одноугловые к станкам для обработки седел головок блока.
- Резцы профильные и одноугловые к станкам для обработки седел головок блока.
- Инструмент для токарных станков: виды и описание
- Основная оснастка
- Обработка отверстий
- Основные преимущества токарных резцов со сменными пластинами
- Назначение и сфера применения
- Конструкция
- Действующие стандарты
- Основные размеры
- Преимущества и недостатки
- Для нарезания резьбы
- Для отрезки и обработки канавок
- C другими системами крепления
- Классификация державки
- Система крепления ISO C
- Система ISO D для станка по металлу
- Резец системы крепления ISO M
- Система ISO S
- Выбор с механическим креплением
- Режимы резания по металлу
- Цены на оборудование
Резцы профильные и одноугловые к станкам для обработки седел головок блока.

Резцы профильные и одноугловые к станкам для обработки седел головок блока.
Уважаемые друзья и коллеги.
Инструментальная оснастка к станкам для обработки седел ГБЦ известных мировых производителей мотороремонтного оборудования (AZ, Comec, Rottler, Tendtool, THL, Micron, Newen, Saritas, Sunnen и др.) универсальна.
Самым распространенным типом резцов для таких станков является стандарт NWN .

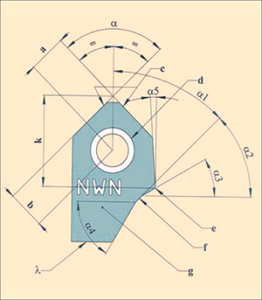
| На вид простые режущие пластины пытаются копировать и производить в Китае, Индии и других странах. Но не все так просто. На качество обработки седла при использовании резца влияют не только его материал и точность исполнения, но и каждый малейший геометрический параметр.
Например, параметры a,b,c,α обеспечивают точное позиционирование углового профиля резца и соответствующее усилие резания, что критично для обеспечения необходимой жесткости и исключения дробления. Специальный профиль фаски d в отверстии резца под винт спроектирован для максимального прижатия резца в посадочное место резцедержателя. Маленький радиус e усиливает режущую кромку резца в тонком месте и позволяет дольше его использовать. Благодаря оптимальному значению заднего угла f резец способен обработать больше седел до затупления, а также возможно произвести большее количество перезаточек, так как во время этой операции снимается меньшее количество материала. Задний угол λ основания резца необходим для устранения наклонного перемещения резца. Размер k выполняется с максимальной точностью для исключения необходимости дополнительных регулировок резцедержателя при замене резцов, а углы α1, α2, α3, α4, α5, определяющие углы фасок седла, производят под 100% автоматическим контролем ЧПУ. | Компания Мотортехнология предлагает:
*Скидки действуют до 20.08.2019 на позиции в наличии Источник Инструмент для токарных станков: виды и описаниеВсе виды токарного оборудования объединяет принцип работы станков такого типа. Суть — сочетание двух видов движения: вращения детали с одновременным перемещением вдоль и поперек оси обрабатывающего инструмента. Он снимает лишний материал с заготовки, придавая задуманные размеры и форму. Станок не работает без оснастки, но и последняя без него практически бесполезна. Особенно когда речь идет о современном оборудовании с высокой степенью специализации. Общие понятия о станках и оснастке Раньше в качестве токарной оснастки и инструмента выступали руки самого мастера, а также простейшие резцы в виде узких лопаточек — стеки. Стеками убирали излишки материала, наносили рельефный узор, заглаживали поверхность или наоборот, придавали ей декоративную фактуру. Сегодня существуют два вида токарных станков: лобовой и карусельный. На карусельном деталь вращается вокруг вертикальной оси, резец снимает лишний материал, придавая изделию желаемую форму. Лобовой или горизонтальный, появился значительно позже. Этот вид токарного оборудования отличается от карусельного горизонтальным расположением оси вращения детали. Карусельный станок позволяет работать с тяжелыми массивными деталями, на горизонтальном удобно изготавливать длинные валы, сверлить отверстия по их оси. Основная оснасткаРанее инструмент для токарных станков насчитывал едва ли пяток наименований. На сегодня перечень даже общих видов резцов выглядит куда внушительнее:
При этом каждый вид, в свою очередь содержит целый перечень отличающихся друг от друга изделий. Кроме классификации по назначению инструменты делятся по устройству, классу точности, материалу из которого изготовлен. Резцы, полностью сделанные из быстрорежущей стали называют сплошными. Приобретение подобной оснастки обходится недешево. Поэтому больше распространены составные резцы, имеющие из твердого сплава лишь напаянную пластину (головку), а тело (его называют «державка») из обычного металла. Купить подобную оснастку можно куда дешевле, что немаловажно для больших цехов. Существуют и резцы со сменными головками. Чаще их применяют на станках с ЧПУ. При выполнении токарных работ на обычном оборудовании они неудобны. Кроме стали при изготовлении резцов, а также их рабочих граней используют различные сплавы и металокерамику. По точности обработки поверхности, резцы делят на: Первый вид дает токарную обработку невысокого качества, зато способен снимать толстую стружку на высокой скорости. Грубую заготовку доводят чистовыми резцами. Вся режущая оснастка станка служит срезанию металла. Но специфика у каждого инструмента своя. Она диктует особенности устройства головки и тела резца — державки. Проходным резцом токарь снимает слой металла на внешней поверхности детали. Даже в этом простом случае существует несколько вариантов токарной обработки и на каждом мастер применяет особый резец. Операция проводится проходом от патрона к задней бабке или наоборот, как при вращении заготовки по часовой стрелке, так и против. Специальная головка требуется при проходке конусных поверхностей. Подрезными резцами обрабатывают боковые плоскости выступов, пазов, торцы самих деталей. Существуют специальные резцы для устройства наружной и внутренней резьбы. Разница их профиля определяет вид и направление витков. Особняком в ряду токарных резцов по металлу стоят расточные. Они имеют особый тип режущих кромок для обработки сквозных и глухих отверстий. Отрезные резцы имеют специфический вид. Их рабочая часть значительно уже, чем державка. Назначение следует из названия: отрезать деталь под желаемым углом. Наконец, фасонные резцы, служат созданию одного конкретного вида профиля. Как правило, приобрести готовыми их не получиться. Заказывают такую оснастку по мере необходимости. Цена подобного «штучного» заказа высока. Купить инструмент имеет смысл если требуется изготовление множества одинаковых деталей. Выделяются из общего ряда токарного оборудования, так называемые накатки. Внешне они походят на резцы со сменными рабочими головками. Но в отличие от последних применяют не точение, а вминают металл, образуя мелкие зубчики или риски. Применяют накатки для изготовления различных рукояток, маховиков управления, обрабатывают посадочные места подшипников и муфт. Обработка отверстийКачество отверстий, образуемых сверлом, часто не дотягивает до современных требований. Довести его до необходимых параметров точности работнику помогает набор специальных приспособлений:
Описанная выше оснастка по умолчанию предполагает работу с металлорежущими станками. Для обработки дерева эти резцы, несмотря на прочность не подходят. Их большой угол заточки сминает мягкие волокна, а если увеличить скорость резания деталь начинает обугливаться.
Основных видов резцов три:
Кроме перечисленных инструментов комплект резцов по дереву насчитывает десятки конфигураций. Нередко сам мастер точит все необходимые из б/у ножовочных полотен. Измерительные приспособления и вспомогательный инструмент Инструмент, без которого станок, даже самый совершенный, окажется практически бесполезным — приспособления измерения и разметки:
Для нанесения линий и точек на заготовках используют чертилки и кернеры. Для изготовления последних, хорошо подходят б/у зенковки и развертки.
Чтобы этого не произошло, используют особый вид оснастки — люнеты. Они обеспечивают несколько функций:
Люнет надежно фиксирует заготовку, не препятствуя вращению. Приобретение и уход Любой режущий инструмент, сколь бы прочной его сталь не была, рано или поздно тупится. Обычные резцы в подобном случае затачивают, у составных моделей меняют насадки на головках. Точение выполняют на специальных станках, обычно сам токарь. Что касается приспособлений для токарных работ в отверстиях, то за исключением сверл, они по большей части не подлежат ремонту. Поскольку чем качественнее сталь, тем дороже инструмент, если оснастку используют редко, слишком дорогую брать не стоит. Если получится, лучше приобрести профессиональную, но б/у. Особое отношение у токарей к измерительному инструменту. Его хранят отдельно от ключей и резцов. Точные приборы, такие как микрометры, некоторые виды нутромеров содержат в специально предназначенных шкатулках, с мягкими гнездами, доставая лишь для замеров. Мастер-универсал на своем рабочем месте похож на хирурга. В его распоряжении огромное количество инструментов, каждый из которых предназначен для специфических действий. При точении даже одной заготовки мастеру требуются порой десятки видов оснастки. Необходимо не ошибиться, выбирая подходящий. Иначе, деталь получится низкого качества, уйдет в брак. Вдобавок современная промышленность использует при изготовлении инструмента различные сплавы и даже металлокерамику. Одни режут только с охлаждением, другим оно противопоказано. Современный мастер не только знает, какой вид инструмента взять, но подскажет снабженцам, где его лучше купить и за какую цену. Опыт нарабатывается мастером десятками лет. Недаром на сегодня токарь одна из немногих профессий, спрос на которые опережает предложение. Источник Основные преимущества токарных резцов со сменными пластинамиРезцы предназначены для снятия с заготовки лишнего слоя для придания детали необходимой формы, размера. Операция выполняется на токарном станке различной модификации резцами всевозможной конструкции. В отличие от цельных вариантов, сменные пластины увеличивают срок службы оборудования, ускоряют процесс обработки.
Назначение и сфера примененияТокарные резцы принадлежат к основному виду инструментов металло- и деревообрабатывающих установок, работающих на высокой скорости, в том числе ЧПУ, ГПС, ГПМ, (даже на токарных станках с ручным управлением). Заготовки приобретают необходимую форму, размер, контактируя с деталью. Классифицируются согласно типу обработки, способу присоединения, направлению подающего движения, назначения. По сравнению с цельными вариантами, сменная пластинка, расположенная на режущей кромке, подлежит замене в случае износа или необходимости проведения другого типа работ. Это позволяет существенно ускорить производственный процесс, расширить диапазон взаимодействия с рабочими поверхностями.
Твердосплавными элементами проводятся следующие операции:
КонструкцияТокарный резец составляют две конструктивные части: державка, с помощью которой инструмент садится в посадочный паз станка, режущая головка. Держатель выполнен в прямоугольной или квадратной форме, является главной частью приспособления. Головка состоит из заточенной под необходимым углом кромки и нескольких плоскостей, является рабочей частью приспособления, в процессе обработки придает заготовке требуемую форму. Угол заточки влияет на то, как снимет резец металл с заготовки.
По конструкции резцы разделяются на несколько видов:
Действующие стандартыТребования к каждому виду изделия обозначены в Государственном стандарте:
Основные размерыДля державок ГОСТом предусмотрены следующие размеры.
Преимущества и недостаткиРезцы со сменными пластинами выделяются следующими преимуществами:
Из недостатков отмечены:
Из множества разновидностей выделяют самые распространенные, различающиеся по функциональному назначению. Для нарезания резьбыРезьбовые инструменты круглой, прямой, изогнутой формы, предназначены для нарезки резьбы различного типа на деталях любого вида сечения как на внутренней, так и наружной стороне детали. Читайте также: методы и особенности нарезания резьбы резцом на токарном станке. Отличаются по типу, ширине рабочей части, выполняются по разной технологии с соблюдением соответствия режущей кромки, угла наклона резьбы. Угол заточки большинства моделей равен 60 градусов. В случае необходимости изменения угла проводят самостоятельную заточку детали на станке.
Для нарезания резьбы на токарном станке, а точнее внешней резьбы режущая пластина, установленная на инструмент, имеет форму копья, изготовлена из твердого сплава. Применяют обычно для метрической резьбы, при смене заточки создается резьба другого типа. Для нарезки внутренней резьбы выбирают прибор с державкой в форме квадрата, внешне напоминающий приспособление для обработки глухих отверстий. Предназначено для нарезки резьбы в крупном проеме. Для отрезки и обработки канавокИспользуется для отрезания детали от заготовки под прямым углом, обработки торца. Для отрезного резца характерно тонкое основание с напаянным на него пластиной из твердого сплава. Разделяются, в свою очередь, на лево и правосторонние типы. Также применяются для прорезки канавок различной глубины на металлических деталях.
C другими системами крепленияНаряду с проходными моделями, предназначенными для обработки вращающихся деталей цилиндрической формы, а также подрезных для вырезания уступов, обработки торцевой части детали, существуют универсальные резцы. Отличаются сборным механизмом, позволяющей закрепить на державке режущие пластины различного типа, получить инструменты для работы с металлическими деталями под разными углами. Чаще всего применяют для расточки различного вида отверстий, точения по контуру, прочих специализированных операций на станках с ЧПУ.
Классификация державкиТокарные державки разделяются на несколько видов, в зависимости от типа фиксации. Система крепления ISO CКлассическая система присоединения «Прижим сверху» для пластин без отверстий. Используется для наружной, внутренней черновой обработки, подрезки торца, точения вдоль заготовки. При использовании учитывается строение стружколома. Обеспечивает жесткое закрепление детали, хорошую повторяемость цикла. Система ISO D для станка по металлуДвойной прижим крепления кронштейном гарантирует прочную фиксацию пластинки, надежность позиционирования в резце. Применяется для пластин с отверстием для среза большого количества стружки. Рекомендован для черновой, чистовой обработки, проведения операций по отделке отверстий большого диаметра. Обеспечивает беспрепятственный сход стружки, быструю замену пластины. Подходит для крепления керамических, твердосплавных деталей. Резец системы крепления ISO MОбозначает прижим сверху и поджим за отверстие. Позволяет закреплять односторонние пластины без задних углов. Обеспечивает надежный, жесткий прижим с одновременным давлением на пластину и внутреннюю часть гнезда. Система ISO SКрепление винтом применяется преимущественно для фиксации мелкогабаритных инструментов при растачивании небольших в диаметре отверстий. А также для наружной обработки деталей пониженной жесткости. Наиболее компактная, надежная система крепления, обеспечивающая свободный сход стружки, не требует большого количества комплектующих (по сравнению со старым типом фиксации верхним прижимом). Выбор с механическим креплениемПри выборе инструмента для точения, с целью оптимизировать производство, учитывают следующие факторы.
Режимы резания по металлуРежим резания представляет собой набор величин, вычисляемые расчетным путем.
Цены на оборудованиеЧаще всего к реализации представлены наборы, состоящие из резцов с пластинами. Как показывает практика, применение сменных элементов существенно экономит расходы на приобретение комплектующих. На стоимость влияет модификация, конфигурация, марка выпускаемой продукции.
При выборе резцов со сменными пластинами изучают маркировку державок, обращают внимание на качество, строение головки и держателя. Неправильно выбранный инструмент усложнит обработку деталей, негативно скажется на итоге выполненных работ. Источник |