- Уход за буровым станком ЗИФ 1200А
- Ежесменный уход за станком ЗИФ-1200А
- Еженедельный уход за станком ЗИФ-1200А
- Ежемесячный уход за станком ЗИФ-1200А
- Квартальный уход за станком ЗИФ-1200А
- Ремонт карьерного бурового станка 3СБШ-200-60: Методические указания для выполнения лабораторной работы по дисциплине «Основы эксплуатации горных машин и оборудования» , страница 8
Уход за буровым станком ЗИФ 1200А
Операции технического ухода за станком ЗИФ-1200А следует проводить периодически, в следующие сроки.:
- ежесменный технический уход через 8—12 часов работы станка;
- еженедельный технический уход через 150—200 часов работы станка;
- ежемесячный технический уход после каждого месяца работы станка;
- квартальный уход после 3 месяцев работы станка.
После года работы рекомендуется производить полную разборку станка с целью профилактического осмотра состояния узлов, определения степени износа деталей и проведения необходимого ремонта .
Указанная периодичность технических уходов, а также объем ухода могут быть значительно изменены в зависимости от условий работы станка и степени изношенности его узлов.
Чтобы сократить количество специальных остановок станка для проведения технических уходов, целесообразно для этой цели использовать время остановок станка, связанных с выполнением вспомогательных операций (промывка скважины, замена коронки и т. п.).
Ежесменный уход за станком ЗИФ-1200А
При ежесменном техническом уходе за буровым агрегатом ЗИФ-1200А необходимо:
- Очистить станок от загрязнения. Обтереть и смазать шпиндель, направляющие штоки вращателя, штоки гидравлических цилиндров, переместив при этом траверсу в крайнее верхнее и нижнее положение.
- Смазать узлы станка в соответствии с указаниями по смазке. Исправить или заменить неисправные масленки.
- Проверить плотность всех соединений, где может быть утечка (уплотнительные манжеты, сальниковые уплотнения, маслопровод, крышки подшипников, крышки смотровых люков, сливные пробки и т. д.), и устранить течь.
- Проверить надежность закрепления лебедочного каната на барабане лебедки и состояние каната. Перекрепить конец каната, если крепление его ослабло, и заменить изношенный канат новым, если степень его износа выше допустимой соответствующими нормами.
- Проверить наружные крепления узлов станка и при необходимости подтянуть их.
- Прослушивать шумы станка во время работы. Шум от работы шестерен должен быть глухим и однотонным. При обнаружении ненормальных стуков и шумов установить и устранить причины их возникновения. Проверять нагрев подшипников станка. Если какой-либо из подшипников нагревается до температуры, которую не выдерживает рука (80°), станок необходимо остановить и устранить причину, вызвавшую нагревание.
Еженедельный уход за станком ЗИФ-1200А
Кроме операций, производимых ежесменно для ухода за буровым агрегатом ЗИФ-1200А , в определенный день недели следует:
- Проверить действие ручного насоса, для чего отключить основной маслонасос и произвести подъем шпинделя или перемещение станка ручным маслонасосом.
- Проверить износ насечки кулачков (плашек) зажимных патронов вращателя и в случае ее износа поставить новый комплект кулачков.
- Снять крышку с маслобака и проверить уровень масла в баке. Если разность уровней масла в сливном и всасывающем отсеке такая, что при сливе масла через перегородку происходит образование воздушных пузырей и засасывание их насосом, или уровень масла понизился до стыка всасывающих трубок, необходимо через воронку с сеткой долить масла в бак до уровня на 5—10 мм выше перегородки. Масло заливать в сливной отсек.
- Проверить, какое количество воздуха выносится сливной струей из гидросистемы. Если со сливной струей выходит в бак много воздуха (воздушных пузырей), необходимо отыскать место подсоса воздуха на линии всасывания и устранить подсос.
Ежемесячный уход за станком ЗИФ-1200А
При проведении ежемесячного ухода, кроме операций, производимых ежесменно и еженедельно по уходу за буровым агрегатом ЗИФ-1200А , необходимо:
- Опустить траверсу в нижнее положение, расшплинтовать гайки, закрепляющие направляющие штоки в траверсе, и проверить их затяжку. Проверить соосность направляющих штоков и направляющих втулок в корпусе вращателя. Для этого необходимо поднять шпиндель вверх и проследить не происходит ли заклинивание штоков в направляющих втулках при опускании шпинделя вниз. Устранить заклинивание штоков.
- Проверить надежность действия механизма закрепления станка. Для этого закрепить станок на раме, включить цилиндр перемещения станка и повысить давление в гидросистеме до срабатывания предохранительного клапана. Если станок при этом сдвинется с места, произвести регулировку механизма закрепления в соответствии с указаниями по регулировке (см. раздел «Разборка и сборка узлов станка»).
- Снять тормоза и проверить состояние тормозных накладок. На тормозной поверхности не должно быть выступающих заклепок и замасливания; выступающие заклепки утопить чеканкой, замасленные тормозные накладки прожечь или промыть керосином, а в случае их износа наклепать новые. Установить тормоза на место и отрегулировать согласно указаний по регулировке.
- Отвернуть гайки, закрепляющие пальцы на полумуфте, соединяющей вал электродвигателя с валом фрикциона станка, вытащить пальцы вместе с резиновыми втулками, изношенные втулки заменить новыми и установить пальцы на место.
- Снять фильтр с всасывающей трубки маслобака и промыть в чистом масле или керосине.
- Проверить настройку предохранительного клапана. Для этого необходимо, при закрепленном в патронах буровом снаряде, установить рукоятку прибора гадроуправления в положение «Быстрый подъем» и поворотом маховичка по часовой стрелке произвести несколько раз повышение давления масла в гидросистеме до стравливания клапана. При этом показание манометра не должно превышать 45—46 кг/см2.
При необходимости, снять пломбу с клапана и поворотом колпачка клапана в ту или другую сторону, произвести настройку предохранительного клапана на стравливание при 45—46 кг/см 2 ; опломбировать клапан вновь.
Настройку и опломбирование предохранительного клапана производить в присутствии механика геологоразведочной партии.
Квартальный уход за станком ЗИФ-1200А
Произвести операции ежесменного, еженедельного и ежемесячного ухода за буровым агрегатом ЗИФ-1200А и, кроме этого, дополнительно:
- Проверить износ втулок направляющих штоков в корпусе вращателя. При наличии большой качки выпрессовать изношенные и поставить новые.
- Снять со станка маслобак, слить масло. Промыть бак чистым маслом и поставить его на место. Профильтровать масло и залить в бак до уровня на 5—10 мм выше уровня перегородки.
- Снять крышки со смотровых люков и проверить состояние шестерен, зубчатых муфт, шлицов и подшипников в коробке скоростей и вращателе. Проверить износ сухарей и вилок переключения. Заменить сработавшиеся сухари новыми. Проверить сцепление шестерен и зубчатых муфт во всех рабочих (фиксируемых) положениях рукоятки переключения скоростей и рукоятки включения вращателя и лебедки. Если в фиксируемых положениях рукоятки свисание одной шестерни относительно другой больше 3 мм или зубчатая муфта при одновременном включении вращателя и лебедки неодинаково сцепляется с полумуфтами вращателя и лебедки, необходимо установить причину, вызвавшую ненормальность, и устранить ее. При необходимости, произвести разборку узла и необходимый ремонт.
- Отсоединить от фрикциона электродвигатель и проверить качку вала фрикциона в подшипниках. При необходимости снять с вала полумуфту, крышку подшипника и осмотреть состояние подшипника в корпусе фрикциона. В случае износа подшипника заменить его новым и установить на место снятые детали.
Проверить износ асбобакелитовых дисков фрикциона промером толщины ведущих дисков и проверкой зазора между торцем муфты выключения фрикциона и рычагами фрикциона при включенном положении фрикциона.
Если в результате износа асбобакелитовых дисков, толщина ведущих дисков стала меньше 8 мм и при этом отмечалась недостаточная тяговая способность (пробуксовка) фрикциона во время работы или зазор между муфтой и рычагами стал меньше 0,5 мм, необходимо произвести разборку фрикциона и заменить изношенные ведущие диски новыми.
Если же во время работы наблюдалась пробуксовка фрикциона, а износ ведущих дисков незначителен, необходимо через смотровой люк в корпусе фрикциона снять рычаги и болты (пальцы) вместе с пружинами.
Отодвинуть ведомый диск в сторону электродвигателя и проверить, все ли заклепки на ведущих дисках утоплены за плоскости диска, и не попало ли на диски масло.
При необходимости снять фрикцион со станка , утопить (зачеканить) выступающие заклепки, снять обмеднение с дисков, промыть чистым бензином или керосином ведомые диски и устранить попадание масла на диски фрикциона.
Во всех случаях снятия фрикциона со станка необходимо:
- заметить положение ступиц ведущих дисков на вале фрикциона с той целью, чтобы при сборке фрикциона установить ступицы в старое положение и тем исключить повторную приработку шлицов;
- проверить состояние шлицов на вале фрикциона и в ступицах ведущих дисков; при обнаружении значительных выработок на шлицах произвести выравнивание плоскостей шлицов;
- проверить герметичность уплотнительного кольца в крышке подшипника и в случае пропуска масла принять необходимые меры;
- проверить состояние подшипника в утолщенной части вала фрикциона; при необходимости промыть подшипник и заложить новую смазку;
- очистить корпус фрикциона от грязи.
Оборку фрикциона и установку его на месте произвести в соответствии с указаниями по сборке
5. Осмотр состояния шестерен и подшипников лебедки по истечении трех месяцев работы станка производить только в тех случаях, когда во время работы станка были замечены какие-либо ненормальности в работе лебедки.
При необходимости производится разборка лебедки в соответствии с указаниями по разборке.
Источник
Ремонт карьерного бурового станка 3СБШ-200-60: Методические указания для выполнения лабораторной работы по дисциплине «Основы эксплуатации горных машин и оборудования» , страница 8
Метод узловой замены заключается в том, что после остановки станка узлы не ремонтируют, а заменяют новыми или заранее отремонтированными.
Для достижения высокого качества и сокращения сроков ремонтов предприятие должно быть оснащено необходимыми техническими средствами: механизмами, инструментами, приспособлениями, приборами и испытательными стендами (например, для испытания насосов, гидроцилиндров, приработки редукторов и пр.).
Сборка узлов должна производиться из деталей, признанных полностью годными.
Сдача станка в капитальный ремонт и получение его с ремонта должны производиться при наличии паспорта, где ремонтное предприятие записывает все основные работы, выполненные во время ремонта. Кроме того, к паспорту станка, прошедшего капитальный ремонт, должен быть приложен акт испытаний после ремонта.
Сметы на капитальные ремонты каждого типа станка составляют на основании утвержденных прейскурантных цен. При отсутствии последних смета должна утверждаться вышестоящей организацией.
Время между двумя капитальными ремонтами бурового станка (или от начала его эксплуатации до первого капитального ремонта) называется ремонтным циклом.
Межремонтным периодом называется промежуток времени между двумя любыми очередными ремонтами. Его всегда принимают численно равным плановому сроку службы группы наименее износостойких элементов. Длительность ремонтного цикла принимают, как правило, равной плановому сроку службы наиболее износостойкой детали.
Виды ремонтов и их последовательность в течение ремонтного цикла называется структурой ремонтного цикла и может быть представлена графически (рис. 1). Ремонтный цикл (РЦ) станка шарошечного бурения составляет 9600 ч. В течение ремонтного цикла предусматривается 16 текущих ремонтов T1, четыре ремонта T2, два ремонта Т3 и один – Т4.
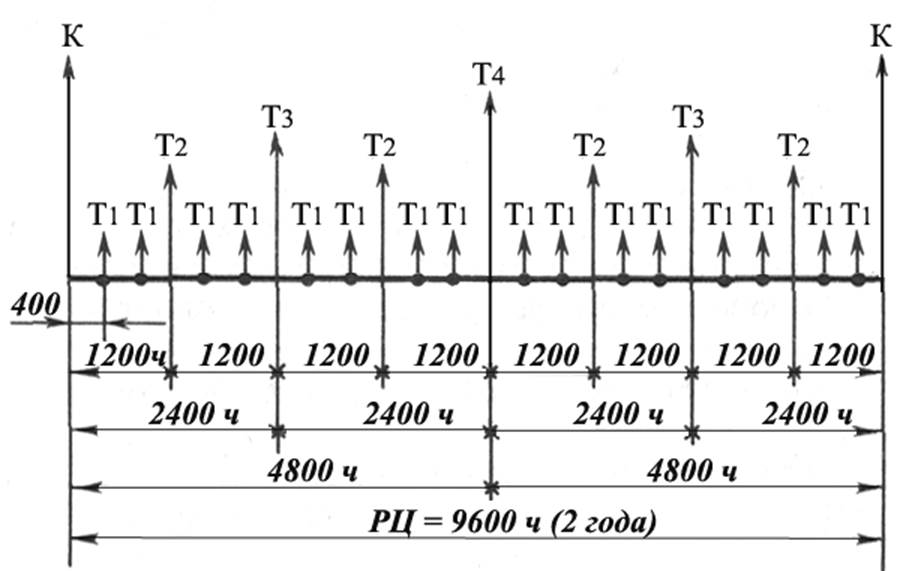
Рис. 1. Структура ремонтного цикла станка шарошечного
1.3. Планирование ремонтов
Существует годовое и текущее планирование.
Годовое планирование ремонтов включает:
— заявка на сменные детали и узлы;
— заявка на материалы и инструменты;
— штатное расписание ремонтных рабочих.
Годовой план ремонтов представляет собой перечень всего парка машин по типам с обязательным указанием ориентировочной стоимости ремонтов, а также его исполнителей.
Наиболее простые ремонты обычно предусматривают выполнение силами ремонтных бригад производственных участков или мастерскими карьеров или разрезов, а более сложные текущие и капитальные ремонты – силами центральных электромеханических мастерских (ЦЭММ) горного предприятия или специализированными предприятиями (заводами).
Годовые графики текущих и капитальных ремонтов оборудования составляют с таким расчетом, чтобы ремонтные службы (бригады, участки, цехи или предприятия) были загружены равномерно в течение всего года.
Графики составляют на основании годового плана ремонтов. Они служат основой для планирования работы ремонтных служб, цехов и предприятий.
Для составления заявок на запасные части необходимо знать плановый годовой их расход, а также резерв для образования неснижаемого запаса и выполнения аварийных ремонтов.
Текущее планирование ремонтов осуществляют на месяц. Оно включает составление месячных графиков ремонтов и заявок на материалы и сменные детали. Текущее планирование основывается на годовых планах и преследует цель их уточнения и конкретизаций применительно к производственно-техническим условиям, создавшимся к моменту составления текущего плана.
При составлении месячного графика уточняют даты начала ремонта машин в планируемом месяце и их продолжительность.
В месячных графиках фиксируются плановые и фактические сроки остановок машин на ремонт, а также длительность ремонтов. Утвержденный месячный график ремонтов должен быть передан исполнителю не позднее, чем за 10 дней до начала планируемого месяца.
Для выполнения текущего ремонта каждого станка составляют ремонтную ведомость (ведомость дефектов) и план организации работ (ПОР). На все ремонты станка (Т1, Т2, Т3, T4) составляют типовые сметы.
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Источник