- 6М82 Станок горизонтальный консольно-фрезерный универсальный схемы, описание, характеристики
- Сведения о производителе консольно-фрезерного станка 6М82
- Продукция Горьковского завода фрезерных станков ГЗФС
- 6М82 Станок горизонтальный консольно-фрезерный с поворотным столом — универсальный. Назначение и область применения
- Принцип работы и особенности конструкции станка
- Пределы использования станков по мощности и силовым нагрузкам
- Основные характеристики фрезерного универсального станка 6м82
- История выпуска станков Горьковским заводом, ГЗФС
- Присоединительные базы фрезерного станка 6М82. Хобот и серьги
- Присоединительные базы фрезерного станка 6М82. Шпиндель
- Общий вид горизонтального консольно-фрезерного станка 6М82
- Расположение составных частей фрезерного станка 6М82
- Состав и конструкция фрезерного станка 6М82
- Расположение органов управления консольно-фрезерным станком 6М82
- Перечень органов управления на станке 6М82
- Кинематическая схема консольно-фрезерного станка 6М82
- Описание конструкции основных узлов горизонтального консольно-фрезерного станка 6М82
- Коробка скоростей фрезерного станка 6м82
6М82 Станок горизонтальный консольно-фрезерный универсальный
схемы, описание, характеристики

Сведения о производителе консольно-фрезерного станка 6М82
Производитель серии универсальных фрезерных станков 6М12, 6М13, 6М82, 6М83 Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
В 1961 году завод начал выпуск серию М (6М12, 6М13, 6М82, 6М83) консольно-фрезерных станков, которые являются дальнейшим развитием станков аналогичных моделей серии Н.
Продукция Горьковского завода фрезерных станков ГЗФС
6М82 Станок горизонтальный консольно-фрезерный с поворотным столом — универсальный. Назначение и область применения
Станок горизонтальный консольно-фрезерный 6М82 заменил в производстве устаревшую модель 6Н82 и был заменен на более совершенную модель 6Р82.
Универсальный консольно-фрезерный станок 6М82 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На консольно-фрезерном станке станке 6М82 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса, фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.
На станке 6М82 можно успешно обрабатывать, также, легкие сплавы.
Фрезерные станки 6М82 предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В условиях крупносерийного производства станки могут быть успешно использованы также для выполнения работ операционного характера.
Принцип работы и особенности конструкции станка
По сравнению с ранее выпускавшимися станками серии Н в станках серии М увеличены частоты вращения шпинделя, скорости быстрых перемещений и подач стола. Для удобства перемещения стола вручную маховик помещен с передней стороны станка.
Внешне станок 6М82 отличается от ранее выпускаемой модели 6Н82 лишь наличием маховичка продольной подачи на передней стороне стола.
Универсальный консольно-фрезерный станок модели 6М82 отличается от горизонтального консольно-фрезерного станка модели 6М82Г тем, что его стол может быть повернут вокруг вертикальной оси на угол до 45° в обе стороны, тогда как стол станка модели 6М82Г — неповоротный.
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Станки автоматизированы и могут быть настроены на различные, автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станков рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Особенностями конструкции станка являются:
- широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточпого типа (спереди и с левой стороны станка);
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Пределы использования станков по мощности и силовым нагрузкам
При высоких и средних числах оборотов шпинделя пределы использования станков ограничиваются главным образом допустимыми значениями скоростей резания для фрез и мощностью электродвигателя главного движения.
Во всех случаях обработки, где возможно применение скоростного фрезерования, рекомендуется использовать станки на скоростных режимах как наиболее производительных и обеспечивающих спокойную, виброустойчивую работу станков.
Фрезерование цилиндрическими быстрорежущими фрезами разрешается с нагрузкой стола усилием подачи не более 1500 кг.
Как показала практика эксплуатации консольно-фрезерных станков, при работе фрезами из быстрорежущей стали иногда при некотором соотношении параметров режимов резания возникают вибрации. В этих случаях рекомендуется увеличить подачу на зуб или применить фрезы конструкции Карасева с неравномерным шагом и крутой спиралью.
При работе станка на тяжелых режимах резания лимитирующими факторами, как правило, являются стойкость и прочность режущего инструмента.
С этой точки зрения можно рекомендовать в качестве предельных режимов фрезерования следующие:
Работа торцовыми фрезами по стали
- Диаметр фрезы . 150 мм
- Число зубьев . 14
- Число оборотов в минуту . 40 об/мин
- Скорость резания . 19 м/мин
- Ширина фрезерования . 100 мм
- Глубина фрезерования . 4—5 мм
- Подача . 160 мм/мин
- Подача на зуб . 0,28 мм
- Мощность.
Работа цилиндрическими наборными фрезами по чугуну
- Диаметр фрезы . 90 мм
- Число зубьев . 8
- Число оборотов в минуту . 50 об/мин
- Скорость резания . 14 м/мин
- Ширина фрезерования . 109 мм
- Глубина фрезерования . 10—12 мм
- Подача . 160 мм/мин
- Подача на зуб . 0,4 мм
- Мощность, кВт .
Работа торцовыми фрезами по чугуну
- Диаметр фрезы . 200 мм
- Число зубьев . 16
- Число оборотов, минуту . 63 об/мин
- Скорость резания . 40 м/мин
- Ширина фрезерования . 100 мм
- Глубина фрезерования . 9 мм
- Подача . 315 мм/мин
- Подача на зуб . 0,31 мм
- Мощность .
Наиболее рациональным является использование полной мощности электродвигателя при работе на средних числах оборотов шпинделя и использование 70—75% мощности электродвигателя при работе на низких (4—-5 ступенях) числах оборотов.
Класс точности станка Н по ГОСТ 8—77.
Основные характеристики фрезерного универсального станка 6м82
Разработчик: Горьковский завод фрезерных станков, ГЗФС
Производитель: Горьковский завод фрезерных станков, ГЗФС
Фрезерный станок 6М82 производился с 1960 года.
- Размеры рабочей поверхности стола — 320 х 1250 мм
- Расстояние от оси горизонтального шпинделя до поверхности стола — 30..410 мм
- Наибольший ход стола (X/Y/Z): продольный / поперечный / вертикальный — 700 / 260 / 380 мм
- Конец шпинделя — 3 по ГОСТ 836-47
- Пределы частот вращения горизонтального шпинделя — 31,5..1600 об/мин
- Электродвигатель привода шпинделя — 7 кВт; 1440 об/мин
- Вес станка — 2,8 т.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
Присоединительные базы фрезерного станка 6М82. Хобот и серьги

Присоединительные базы фрезерного станка 6М82. Хобот и серьги
Присоединительные базы фрезерного станка 6М82. Шпиндель

Присоединительные базы фрезерного станка 6М82. Шпиндель
Общий вид горизонтального консольно-фрезерного станка 6М82

Фото консольно-фрезерного станка 6М82

Фото консольно-фрезерного станка 6М82

Фото консольно-фрезерного станка 6М82
Расположение составных частей фрезерного станка 6М82

Расположение основных узлов фрезерного станка 6М82
Состав и конструкция фрезерного станка 6М82
Станина 5 является основанием станка. Ее вертикальные направляющие служат для движения консоли 18, а горизонтальные — для перемещения хобота 8. Внутри станины расположена коробка скоростей, а с левой и правой стороны — ниши, закрытые дверцами 1. В нишах на четырех панелях размещено электрооборудование станка. На дверце, находящейся с правой стороны станка (на рис. 36 не показана), находится переключатель, который устанавливается в одно из следующих трех положений: «автоматический цикл», «подача от рукоятки», «круглый стол».
«Автоматический цикл» обычно целесообразно применять только для изготовления больших партий одинаковых изделий. При этом цикле всеми движениями стола управляют кулачки, установленные в переднем пазу стола.
В положение «круглый стол» переключатель устанавливают при наладке станка для обработки заготовок на круглом вращающемся столе. Этот способ обработки чаще всего применяют для непрерывного фрезерования деталей.
Консоль 18 служит для подъема или опускания стола 13. Внутри нее помещены механизмы подач и быстрых перемещений стола с отдельным электродвигателем. На передней стенке консоли находятся рукоятки для управления движениями стола и включения любой из 18 ступеней скоростей подач стола.
Салазки 17 могут двигаться вместе с поворотной плитой 16 и столом 13 по направляющим консоли, что позволяет осуществлять поперечную подачу стола. На поворотной плите 16 имеются направляющие для продольного перемещения стола.
Стол 13 служит для установки на него обрабатываемых заготовок и для перемещения их в продольном направлении. Т-образные пазы стола предназначены для головок болтов, крепящих изделие или приспособление. Паз, расположенный на передней боковой поверхности стола, служит для установки кулачков 26, автоматически переключающих продольные перемещения стола.
Хобот 8. Помещенные на нем одна или две подвески 12 служат для опоры правого конца оправки 10. Левый конический конец оправки устанавливают во внутренний конус шпинделя 9 и закрепляют в нем болтом.
Хобот закрепляется на направляющих станины двумя гайками 6. Для перемещения хобота гайки 6 слегка отвинчивают, затем вращением шестигранной головки 7 хобот передвигают по направляющим станины в нужное положение и закрепляют в нем завинчиванием гаек 6. Подвески 12 закреплены на хоботе болтами 11.
Цикл обработки заготовок на станке. Заготовку устанавливают на стол станка, поворачивают рукоятку 14 (или 22) в сторону перемещения стола и кнопкой «Быстро стол» с пульта управления включают ускоренное перемещение стола и установленной на нем заготовки к фрезе. При прекращении нажима на эту кнопку стол начинает перемещаться с рабочей подачей в том же направлении. В это время фреза обрабатывает поверхность заготовки. По окончании обработки кулачок 26 поворачивает рукоятку 14 в нейтральное положение, отключая подачу стола. Рабочий снимает обработанную деталь, поворачивает рукоятку 14 в обратную сторону и включает ускоренный обратный ход стола. Кнопка «Быстро стол» должна быть отпущена для остановки стола в исходном положении. На этом заканчивается цикл обработки.
Для обработки изделий с поперечной подачей нужно поворачивать в направлении включаемой подачи любую из двух рукояток 19. Отключение поперечной подачи в конце хода производится автоматически кулачками 25, действующими на рычаг 20.
Аналогично при работе с вертикальной подачей стола для включения его подъема и опускания нужно поворачивать рукоятку 19 вверх или вниз, а отключение движений консоли в конце хода происходит автоматически под действием кулачков 24, поворачивающих рычаг 23.
Для отключения рабочей подачи стола и салазок рукоятки 14 и 19 нужно устанавливать в среднее (нейтральное) положение.
Расположение органов управления консольно-фрезерным станком 6М82

Расположение органов управления фрезерным станком 6М82
Перечень органов управления на станке 6М82
- Кнопка «Быстро стол»
- Кнопка «Толчок шпинделя»
- Указатель скоростей
- Кнопка «Пуск шпинделя»
- Кнопка „Стоп шпинделя»
- Переключатель освещения
- Маховичок ручного перемещения стола
- Гайка зажима хобота
- Рукоятка ручного перемещения хобота
- Гайка зажима хобота
- Гайка зажима серьги на направляющих хобота
- Гайка зажима серьги на направляющих хобота
- Винт зажима стола на салазках
- Винт зажима стола на салазках
- Переключатель на автоматический цикл или ручное управление стола
- Рукоятка включения продольной подачи стола
- Кнопка «Стоп»
- Кнопка «Шпиндель»
- Кнопка «Быстро»
- Маховичок ручного поперечного перемещения Стола
- Рукоятка вертикального ручного перемещения консоли
- Рукоятка включения поперечной и вертикальной подач
- Рукоятка переключения подач
- Указатель подач
- Рукоятка зажима салазок на консоли
- Рукоятка включения продольной подачи стола
- Рукоятка включения поперечной и вертикальной подач
- Переключатель вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено-выключено»
- Переключатель ввода: „включено-выключено»
- Рукоятка переключения скоростей
Кинематическая схема консольно-фрезерного станка 6М82
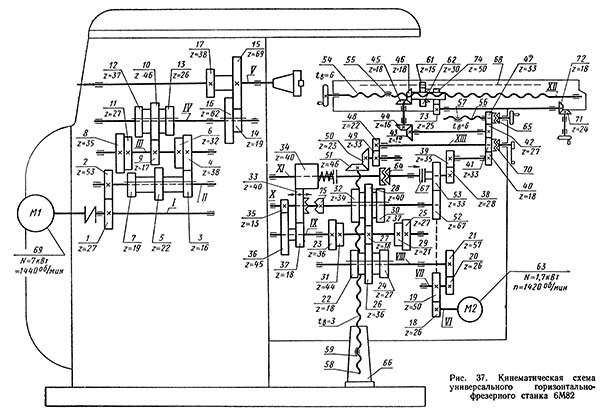
Кинематическая схема консольно-фрезерного станка 6М82
Привод подач осуществляется от отдельного фланцевого электродвигателя, смонтированного в консоли. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков и одного передвижного зубчатого колеса с кулачковой муфтой. На последнем валу коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муфта, предохраняющая механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и таким образом осуществляются продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных подач (табл. 2).
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя через паразитные зубчатые колеса непосредственно на зубчатое колесо фрикциона быстрого хода, смонтированного на последнем валу коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач, тем самым устраняются случаи их одновременного включения.
Описание конструкции основных узлов горизонтального консольно-фрезерного станка 6М82
Коробка скоростей фрезерного станка 6м82

Коробка скоростей фрезерного станка 6м82. Рис.274
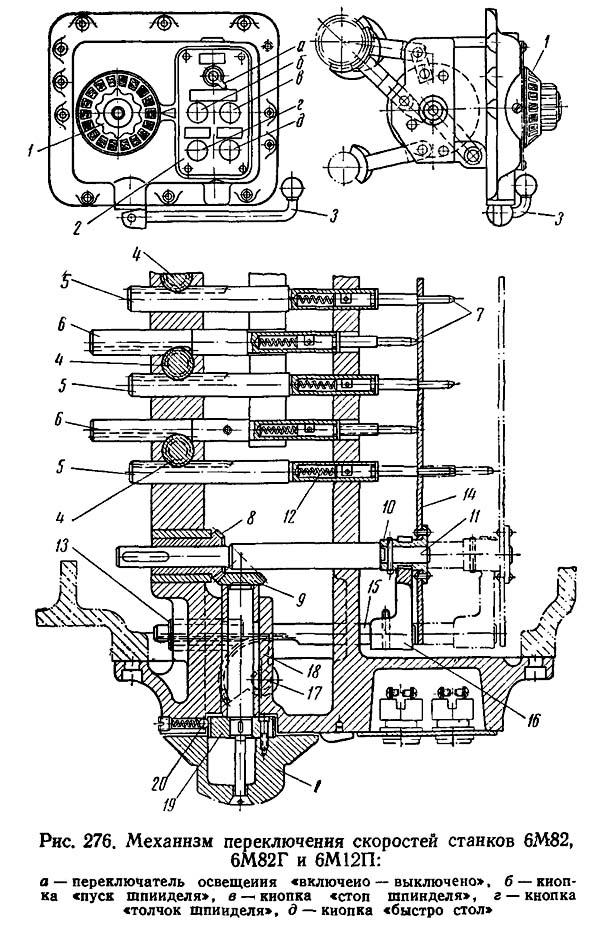
Механизм переключения скоростей фрезерного станка 6М82

Схема переключения скоростей в коробки скоростей фрезерного станка 6М82

Блоки зубчатых колес коробки скоростей фрезерного станка 6М82
Коробка скоростей смонтирована непосредственно в верхней части корпуса станины и управляется с помощью вставной коробки переключения скоростей, расположенной с левой стороны станины. Для осмотра коробки скоростей достаточно снять крышку, находящуюся с правой стороны станины.
Шпиндель (вал V) станков 6М82 и 6М82Г (см. рис. 274,а) представляет собой трехопорный вал. Небольшие по длине пролеты и значительный диаметр сечений (см. рис. 21) обеспечивают необходимую жесткость шпинделю и работу без вибраций.
Шпиндель (вал VII) станка 6М12П (см. рис. 274, б) смонтирован в поворотной головке, которая центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами 1 (рис. 275). Поворотная головка может быть повернута на 45° от вертикальной оси в обе стороны.
Выдвижение гильзы поворотной головки производят маховичком 2. Маховичок через коническую пару 7 (см. рис. 274, б) и винт с гайкой связан с кронштейном 5, закрепленным на гильзе. На валике маховичка 2 (рис. 275) закреплен лимб, цена деления которого 0,05 мм. За полный оборот маховичка гильза выдвигается на 4 мм.
В кронштейне 5 (рис. 274, б) предусмотрено отверстие и винт для закрепления индикатора, а к корпусу поворотной головки привинчен кронштейн 8 с регулируемым упором 6 для настройки перемещения гильзы.
Для увеличения жесткости шпинделя во время работы предусмотрен зажим рукояткой 4, которая стягивает корпус поворотной головки, имеющей разрез 5 (рис. 275).
Вращение шпинделю (валу VII) передается от коробки скоростей через коническую и цилиндрическую передачи (см. рис. 274, б). Цилиндрическое зубчатое колесо 2 закреплено на втулке, смонтированной на шарикоподшипниках и имеющей шпонку, которая входит в шпоночный паз шпинделя.
Вал VI станка 6М12П смонтирован на одном радиальном и двух радиально-упорных шарикоподшипниках. Радиально-упорные шарикоподшипники расположены во фланце и стянуты шайбой, которая крепит фланец к поперечной стенке станины. Зазор в радиально-упорных подшипниках регулируется подшлифовкой промежуточных колец. Сцепление конического зубчатого колеса регулируется путем осевого перемещения всего вала VI винтами, ввернутыми во фланец (рис. 274, б).
Вал V смонтирован также на одном радиальном и двух радиально-упорных шарикоподшипниках. Регулирование зазора производится подтягиванием гайки с левого торца вала V.
Вал IV коробки скоростей у всех трех станков этой гаммы, т. е. 6М82, 6М82Г и 6М12П (рис. 274, а и б), для большей жесткости расположен на трех опорах.
Валы II, III, и IV — шлицевые для возможности передвижения зубчатых блоков.
Как указывалось ранее, в коробках скоростей этих станков механизм переключения скоростей является самостоятельным узлом (рис. 276). На корпусе механизма переключения скоростей расположен лимб 1 из пластмассы, на котором нанесены значения всех 18 чисел оборотов шпинделя, стрелка-указатель и кнопочная станция 2 с переключателем освещения и кнопками: «пуск шпинделя», «стоп шпинделя», «толчок шпинделя», «быстро стол». С нижней стороны коробки переключения находится рукоятка 3.
Скорости переключаются следующим образом:
- рукоятку 3 опускают вниз, при этом ее шип выводится из фиксирующего паза, и отводят на себя до отказа;
- поворачивают лимб 1 вправо или влево до совпадения выбранного числа оборотов шпинделя со стрелкой-указателем
при этом щелчок фиксатора указывает, что лимб установлен в заданном положении;; - нажимают кнопку «толчок», что дает кратковременный импульс на электродвигатель привода шпинделя для провертывания зубчатых колес коробки скоростей, во избежание того, чтобы торцы зубьев блоков колес не уперлись друг в друга при переключении скоростей;
- досылают плавным движением рукоятку 3 в первоначальное положение, при этом она обязательно должна быть заперта шипом в фиксирующем пазу.
При этих операциях с рукояткой и лимбом блоки зубчатых колес коробки скоростей перемещаются и устанавливаются в положениях, соответствующих выбранному числу оборотов шпинделя.
Работа механизма (рис. 276) заключается в следующем. На оси 17 рукоятки 3 насажен зубчатый сектор 18 (показан пунктиром), перемещающий рейку 13. На валике 15, являющемся продолжением рейки 13, заштифтована вилка 16. Вилка 16 охватывает шейку детали 10, заштифтованной на валике 11, перемещающемся в продольном направлении. На правом конце валика 11 насажен диск 14, а левый конец валика связан шпонкой с коническим зубчатым колесом 8, сцепленным с коническим зубчатым колесом 9. Хвостовик колеса 9 посредством фиксирующего кольца 19 жестко соединен с лимбом 1.
В диске 14 просверлены отверстия, каждое из которых соответствует положению блоков зубчатых колес для того или иного числа оборотов шпинделя. В отверстия входят штифты 7, которые сидят в торцах реек 6 и 5. Рейки свободно перемещаются в продольном направлении и поворачивают при этом сцепленные с ними зубчатые колеса 4.
Таким образом, при повороте на себя рукоятки 3 зубчатый сектор 18 перемещает рейку 13 и диск 14 вправо (показано пунктиром на рис. 276); при этом величина перемещения диска рассчитана так, чтобы он полностью освободился от находящихся в его отверстиях штифтов 7.
При повороте лимба 1 поворачивается диск 14. Когда цифра, отвечающая выбранной скорости, займет положение против стрелки-указателя, соответствующее сочетание отверстий диска 14 окажется против штифтов 7. Фиксация лимба 1 в установленном положении производится фиксатором 20. При повороте рукоятки 3 в первоначальное положение диск 14 переместится влево. При этом те штифты 7, которые заняли положение не против отверстий, упираясь в торцы диска, перемещают рейки 6 влево, а рейки 5 вправо или наоборот. Это перемещение передается системе вилок, связанных с блоками зубчатых колес, и устанавливает колеса в тех положениях, которые отвечают выбранной скорости шпинделя.
В торцовые отверстия реек 5 и 6 заложены пружины 12, развивающие усилие 5—10 кг. Пружины, сжимаясь в случае попадания зуба на зуб, смягчают удар переключаемых колес. При попадании зуба во впадину пружина разжимается и заставляет быстрее заскочить зубья одного колеса во впадины другого.
Рукоятка 3 во включенном положении (рис. 277) удерживается за счет пружины 23 и шарика 22; при этом шип рукоятки входит в паз кольца 21. На рис. 277 все детали имеют нумерацию, аналогичную рис. 276.
Для большей наглядности на рис. 278 приведены: схема работы механизма переключения скоростей и три возможных положения одной пары штифтов А и Б (обозначенных на рис. 276 цифрой 7).
На рис. 278, а схематически повторен механизм переключения скоростей, показанный на рис. 276. Поворот рукоятки 3 «на себя» вызывает перемещение при помощи зубчатого сектора 18 рейки 13, а через нее вилки 16 вправо вместе с диском 14. Это освобождает пару штифтов 7 (А и Б), взаимно связанных друг с другом (через рейки 5; 6 и зубчатое колесо 4) и входящих в соответствующие отверстия диска 14. При повороте лимба 1 и установке против стрелки-указателя соответствующей цифры на лимбе диск поворачивается так, что против штифтов А и Б оказываются либо отверстия, либо сплошная поверхность торца диска. Поворотом рукоятки 3 «от себя» диск 14 становится на свое место, а штифты А и Б займут одно из трех положений, показанных на рис. 278, б, и поставят при помощи вилки передвижной блок зубчатых колес в одно из трех возможных положений. Так как в коробке скоростей имеются один двойной и два тройных зубчатых блока, то для их перемещения необходимы три вилки и три пары штифтов А и Б.
На рис. 279 показаны возможные положения блоков зубчатых колес коробки скоростей, соответствующие 18 ступеням чисел оборотов шпинделя (табл. 27).
Источник