Ставлюги поворотные Т1176
Стационарные поворотные ставлюги предназначены для закрепления 4-хосных полувагонов с базой 8650 мм при ремонте и правке крышек люков с помощью передвижной установки.
- Максимальная нагрузка на одну ставлюгу, кН (тс) 60 (6)
- Расстояние между ставлюгами одного стойла вдоль пути, мм 8650
- Высота ставлюг в рабочем положении от головки рельса до опоры,мм 1640
- Масса одной ставлюги, кг, не более 500
- Масса комплекта из 4-х ставлюг со стяжками, кг, не более 2060
В каждом комплекте 4 стационарные поворотные ставлюги.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1. Ставлюги поворотные состоят из двух пар ставлюг — левого 1 и правого 2 исполнения, соединенных между собой стяжками 3 и 4.
2. Каждая ставлюга состоит из стойки 5, закрепленной на ней опоры 6, поворотной траверсы 7, с запорным штырем, пружиной , поворотником, толкателем и захватом. К опоре 6 приварена планка, с отверстиями для запорного штыря. На конце траверсы 7, в гнезде, расположена деревянная подкладка, являющаяся опорной поверхностью.
Поворотник выполнен в виде двуплечего рычага, с возможностью поворота вокруг оси. На длинном плече рычага имеется рукоятка. Короткое плечо рычага выполнено перпендикулярно длинному и вставлено в паз запорного штыря. На другом конце опорного штыря имеется еще один паз со скосами, в который вставлен толкатель , также имеющий скосы.
Захват выполнен в виде двух откидных крюков, перемещающихся относительно траверсы 7, с помощью винта с воротком. В щеках захвата выполнены косые пазы, в которых расположены оси крюков.
3. В рабочем положении траверсы 7 ставлюг расположены перпендикулярно пути и зафиксированы запорным штырем, в отверстии планки , под воздействием пружины.
При переводе в нерабочее положение, приложением усилия к рукоятке поворотника, последний поворачивается вокруг своей оси. При этом короткое плечо, преодолевая усилия пружины, выдергивает запорный штырь из отверстия планки. После этого, вслед за поворотником, поворачивается траверса на 90° по горизонтали до совмещения запорного штыря с отверстием в планке, соответствующим нерабочему положению. Под воздействием пружины запорный штырь входит в отверстие и фиксирует траверсу ставлюги от поворота.
Захват предназначен для закрепления рамы полувагона на ставлюге.
Закинутые за выступы шкворневой балки крюки, при вращении воротка, притягивают раму к подкладке. Наличие в щеках косых пазов исключает саморазмыкание крюков.
Толкатель предусмотрен на тот случай, если при подаче вагона по рельсам ставлюги случайно оказались в рабочем положении, тогда вагон сначала перемещает толкатель, который своим скосом выдернет запорный штырь 8 из отверстия, что обеспечит беспрепятственный поворот траверсы 7 ставлюги при дальнейшем движении вагона.
Источник
Ставлюга домкрату в помощь
—> Превышение остатка неисправных вагонов, требующих ТОР, в основном связано с недостаточным количеством исправных запасных частей для ремонта вагонов. Для решения проблемы были намечены пути выхода за счёт рационального использования производственных мощностей, снижения производства маневровой работы и, как следствие, увеличения количества отремонтированных вагонов.
Участок ТОР – это 68 и 69-й пути, разделённые технологическим переездом на «старый» и «новый» тупик.
– В «старом» тупике при ремонте вагонов применяется козловой кран грузоподъёмностью 5 т, а в новом – два крана – 5 и 20 т, – рассказывает начальник станции Лоста Александр Чаленко. – Краны перекрывают оба ремонтных пути. При реконструкции участка в 2004 году 68-й путь предназначался для производства ремонта в объёме ТР-2 и подъёма вагонов домкратами, а 69-й – для действующей на тот момент технологии укрупнённого «безотцепочного» ремонта вагонов и ремонта в объёме ТР-1, не требующих их подъёма.
С тех пор технологию укрупнённого ремонта отменили, а объём ремонта ТР-1 стал небольшим. Поэтому 69-й путь используется для отстоя вагонов, производства погрузочно-разгрузочных операций, хранения колёсных пар. ТР-2 выполняется на ремонтных позициях, расположенных в обоих тупиках, только на 68-м пути.
Для выполнения среднесуточного объёма ремонта в 25–35 вагонов при такой технологии необходимо проводить две-три перезарядки, что требует значительных материальных и временных затрат (маневровый локомотив с составителем поездов, занятие маршрутов на путях станции для организации маневровых передвижений, прекращение любых работ на ремонтных путях участка и т.п.). Повысить эффективность работы участка можно за счёт устройства ремонтных позиций с домкратами на 69-м пути. Это было частично сделано в начале года в «новом» тупике, где установили домкраты после капитального ремонта. Сейчас на участке установлено 14 пар домкратов. При этом общая вместимость двух путей в «старом» и «новом» тупиках при одной зарядке может составлять 30 вагонов – по 10 и 20 вагонов, соответственно.
Для устройства дополнительных ремонтных позиций требуется наличие электрических домкратов грузоподъёмностью 40 т, а их поступления пока не ожидается. Стоимость одной установки из четырёх домкратов – более 2 млн руб.
Почти 70% вагонов поступают в текущий отцепочный ремонт порожними.
При наличии в «новом» тупике козлового крана грузоподъёмности 20 т и специального приспособления для подъёма порожнего вагона за автосцепку возможен ремонт порожних вагонов при помощи передвижных металлических ставлюг.
Их стоимость составляет от 140 до 160 тыс. – недёшево, поэтому было принято решение сделать своими силами.
Участники УРГ Вологда разработали чертежи, произвели расчёты на прочность и устойчивость, организовали изготовление 12 единиц (шесть пар). Теперь планируется сконцентрировать 10 пар домкратов в «старом» тупике (шесть – на 68-м пути, четыре – на 69-м), ещё четыре – распределить на 68 и 69-м путях в «новом» тупике. Также будут добавлены шесть пар передвижных ставлюг, которые можно использовать для установки на них порожних вагонов на любой ремонтной позиции в «новом» тупике с помощью крана.
– Все эти меры позволят производить до начала смены одну основную постановку на оба пути, состоящую сразу из 30 вагонов, – подытоживает Александр Чаленко. – Это повысит производительность труда, так как во время перестановки (около двух часов) производить работы на данном пути запрещается инструкциями по охране труда. К тому же, если в начале смены все ресурсы сосредоточить на ремонте вагонов на 69-м пути в обоих тупиках, то затем можно перейти с работой на 68-й путь, а на 69-м произвести дополнительную перезарядку с постановкой до 14 новых вагонов, требующих, например, выкатки неисправных колёсных пар. При этом маневровые работы на 69-м пути не будут мешать ремонтным и погрузочно-разгрузочным работам на 68-м пути. Соответственно, на 20% увеличится количество вагонов, ремонтируемых за смену, максимальный сменный выпуск может составить до 44 вагонов. А это снижение времени простоя грузовых вагонов в ожидании ремонта со 161 до 107 часов, и соблюдение норматива остатка неисправных вагонов на станции (не более 140 вагонов).
Кстати, ставлюга более мобильна, чем домкрат, не требует подключения к электрической сети и может быть изготовлена в условиях депо. Стоимость изготовления единицы – всего около 6 тыс. руб., в то время как расходы на приобретение восьми дополнительных домкратных установок составили бы 16 млн руб.
Ожидается и сокращение времени на подъём/опускание вагона до пяти минут, что даст экономию расходов на электроэнергию в размере 29 тыс. руб. в год.
Общий экономический эффект в первый год использования технологии составит более 1 млн 600 тыс. руб., не учитывая дополнительные доходы от увеличения ежесуточного выпуска на пять вагонов в размере 47 млн руб., и исключения риска получения штрафных санкций за задержку в доставке грузов.
Источник
Ставлюга передвижная универсальная
| Модель | Грузоподъемность, кг | Высота подъема вагона, мм | Диапазон температур окружающей среды, 0С | Вес, кг | Габариты (ДxШxВ), мм |
|---|---|---|---|---|---|
| Ставлюга | 20000 | 1010-1620 | От – 10 до + 40 | 530 | 1070x560x1620 |
Ставлюга предназначена для выставления и удержания на весу различных типов вагонов при проведении ремонтных и профилактических работ.
Ставлюга состоит из станины, на направляющую которой одет подъёмник. Подъёмник перемещается в вертикальном направлении при помощи установленного на станине реечного домкрата и фиксируется с шагом 85 мм фиксатором, который вставляется в отверстия подъёмника и направляющей станины. Для перемещения ставлюги необходимо качательными движениями рукоятки или ножной педали создать давление в гидронасосе, которое приведёт в действие шток гидроцилиндра. Шток гидроцилиндра, упираясь в кронштейн станины, начнёт приподнимать её и приведёт в действие тяги привода, которые приведут во вращение вокруг осей транспортные ролики и выведут их за линию основания. Ставлюга — готова к перемещению.
Перемещается ставлюга за рукоятку на колёсах и выдвижных роликах. Колёса и рукоятка вращаются вокруг оси. После установки ставлюги в нужном положении нужно повернуть винт клапана на ручном насосе и сбросить давление в системе. Ставлюга опуститься на основание. Вагоны устанавливаются на упоры, которые имеют упорную резьбу и с помощью рукоятки перемещаются на высоту 110 мм, что обеспечивает точное «вывешивание» вагона.
2021 © ЗАО «Энерпром-Инженерные решения».
Адрес: Москва, ул. Костякова, д. 12.
Служба продаж: 8 800 777-17-35, +7 495 411-60-04.
Источник
Вагоносборочный участок грузового вагонного ремонтного депо ст. Красноуфимск (техническое перевооружение) , страница 4
3 Детальная разработка вагоносборочного участка.
3.1 Вагоносборочный участок
Вагоносборочный участок служит для производства разборочных, ремонтно-сборочных и малярных работ непосредственно на вагоне. При этом осуществляются такие соединения и закрепление деталей и узлов вагона, которые обеспечивают ему необходимые эксплуатационные качества. Кроме этого, в процессе ремонта и сборки производится восстановление поврежденных поверхностей некоторых узлов вагона (например, наплавка изношенных поверхностей элементов рамы, заварка трещин).
На рисунке 1 приведёна планировка вагоносборочного участка с расстановкой оборудования
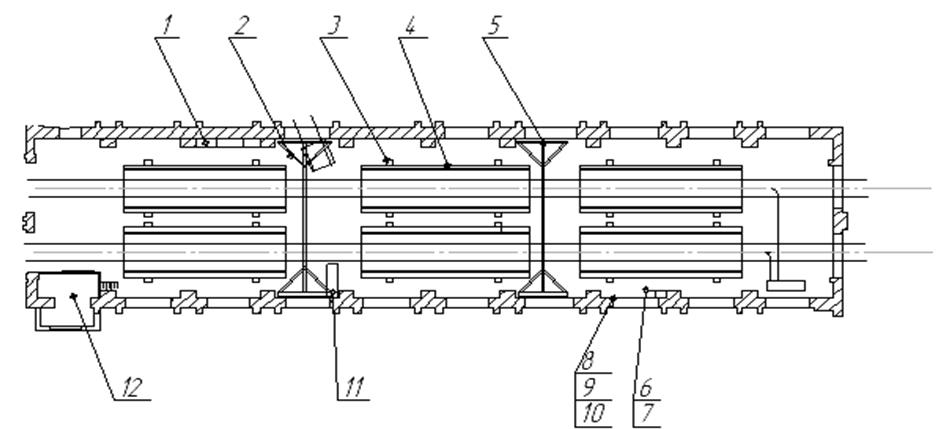
Рис.1. 1 – сварочный трансформатор; 2 – кран мостовой Q – 10т; 3 – ставлюги стационарные; 4 – эстакады стационарные; 5 – кран мостовой Q – 5т; 6,7 – сварочная магистраль; 8,9,10 – стационарные пневмо – установки для испытания тормоза; 11 – установка для смены поглощающих аппаратов; 12 – отделение ремонта поршней и ТЦ.
Вагоносборочный участок — один из ведущих участков, который играет роль организующего звена не только в деятельности группы вагоноремонтных участков, но и во всей производственной деятельности депо в целом.
Заготовительные, обрабатывающие и ремонтно-комплектовочные участки работают на вагоносборочный участок, обеспечивая его необходимыми узлами, комплектами и деталями. Пропускная способность вагоносборочного участка определяет производственную мощность вагонного депо по выпуску вагонов из ремонта.
Перечень оборудования применяемого в вагоносборочном участке представлен в таблице 3.
Таблица 3. Перечень технического оборудования вагоносборочного участка.
1500 х 600 х 700
3.2 Общая технологическая схема ремонта вагонов
Ремонт грузовых вагонов в вагоносборочном участке производится стационарным методом, то есть все выполняемые операции на ремонтируемом вагоне осуществляются строго на одной позиции, называемой стойлом.
После постановки вагонов на ремонтные позиции маневровым локомотивом, слесари подвижного состава производят разъединение горизонтальных тяг и вертикальных рычагов тормозной рычажной передачи. Затем с помощью мостового крана поднимают кузова вагонов и устанавливают их на ставлюги. После этого выкатываются тележки и направляются в тележечный участок. Сменный мастер совместно с приёмщиком вагонов производит дефектацию кузовов, рам вагонов и определяет объем ремонтных операций. Далее с вагонов снимают автосцепки, поглощающие аппараты, тормозное оборудование, забракованные крышки люков и торцовые двери и направляют их в соответствующие отделения для ремонта. Одновременно с этим производят сварочно-наплавочные работы по рамам и кузовам вагонов. Заключительными операциями служат сборки вагонов, его частичная окраска с нанесением трафаретов, испытание и регулировка автотормозов.
Приемку вагонов после ремонта осуществляют приемщик вагонов совместно со старшим мастером, начальником депо или его заместителем по ремонту вагонов.
Уровень механизации технологического процесса в вагоносборочном участке составляет 0,37; при производительности труда 58,5 ваг / чел. год.
Технологическая схема ремонта вагона
3.3 Проверка обеспеченности депо объектами ремонта
Грузовые вагоны подбираются в ремонте на пункте технического осмотра вагонов, в эксплуатации в порожнем состоянии по истечении допускаемой продолжительности работы между ремонтами или достижения предельного допустимого пробега.
Суточная программа ремонта вагонов в депо может быть определена по формуле
где Nсут — суточная программа ремонта вагонов рассматриваемого в депо, ваг/сут;
Р – доля количества вагонов требующих деповской ремонт;
Nв – среднесуточная выгрузка вагонов – рассматриваемого типа, ваг/сут;
Nпер – среднесуточная переработка порожних вагонов рассматриваемого типа, ваг/сут;
Nп – среднесуточная погрузка вагонов рассматриваемого типа, ваг/сут;
Nрег – среднесуточное поступление вагонов рассматриваемого типа по регулировочному заданию, ваг/сут.
В расчетах принимаем Р = 0,058, Nв = 3 ваг/сут, Nпер = 710 ваг/сут, Nп = 10 ваг/сут, Nрег = 3 ваг/сут.
Тогда по формуле (2.1.) получим
Nсут = 0,75∙ 0,058 ∙ (3 + 710 + 10 + 3) = 31,5 (ваг/сут).
Данная цифра говорит о том, что депо объектами ремонта обеспечено.
3.4 Расчет нормативных показателей для существующего депо
Производственная мощность депо рассчитывается по формуле
Где N – производственная мощность депо, ваг/год;
F = 1986 × 4 = 7944 – годовой фонд рабочего времени вагоносборочного участка , ч/год;
Т = 11 – среднее расчетное время простоя вагона в ремонте, ч;
Ф – фронт работы вагоносборочного участка, ваг.
Фронт работы определяется по формуле
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Источник