- Оборудование для ремонта гидротрансформаторов и гидроблоков АКПП
- Стенд для ремонта гидротрансформаторов
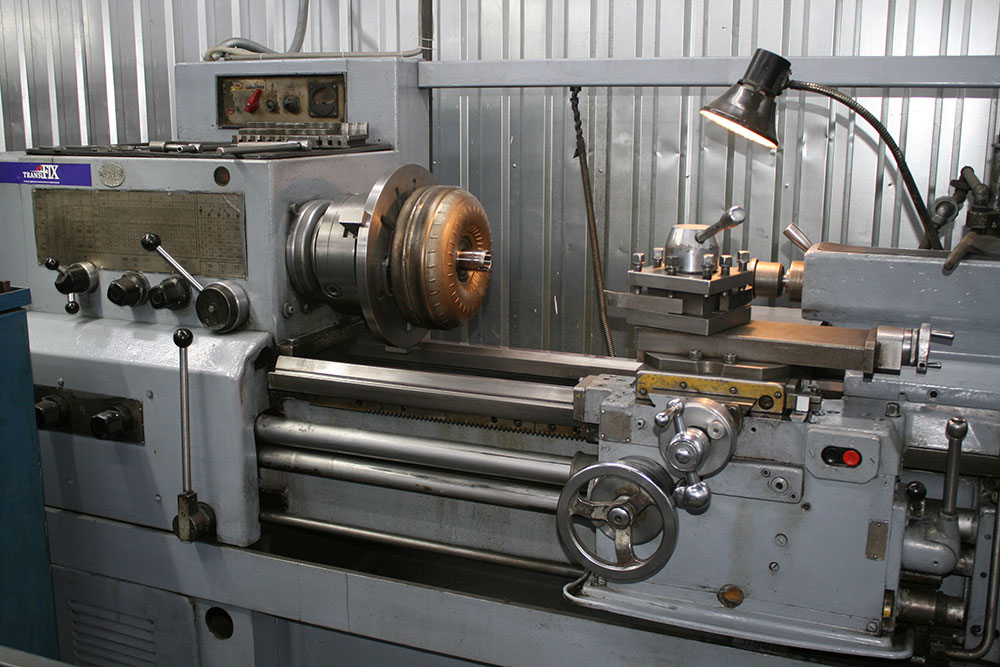
- Продам универсальный станок для ремонта ГДТ
- Продам универсальный станок для ремонта ГДТ
- Re: Продам универсальный станок для ремонта ГДТ
- Стенд для ремонта гидротрансформаторов
- Набор оснастки PS 07.330/PS 07.380 для токарного станка
- Стенд проверки внутреннего зазора в гидротрансформаторах TZ 03.800
- Установка сварки ГДТ | Артикул для заказа SV 10.003
- Проверка муфт блокировок гидротрансформаторов
- Конструкция стенда
- Испытания стенда
- Оборудование
Оборудование для ремонта гидротрансформаторов и гидроблоков АКПП
В работе используется высокоточное современное оборудование производства США и России.
1. Токарно-винторезные станки Российского производства для первичной резки ГДТ
2. Станок для мойки ГДТ изнутри (производство Россия)

3. Станок для наклейки накладок на поршень блокировки ГДТ (производство Россия)

4. Станок для сварки ранее разрезанного ГДТ (производство США)

5. Станок для проверки качества сварки ГДТ (производство США)

6. Станок для приваривания новой ступицы к ГДТ (производство США)

7. Устройство для проверки величины внутреннего зазора (производство Россия)


Осуществляем профессиональный ремонт двухмассовых маховиков для автомобилей VAG с DSG и CVT. Стоимость ремонта фиксирована и составляет 15 600 рублей.

Купим б/у оборудование для ремонта гидротрансформаторов и гидроблоков
Покупаем неисправные гидроблоки

Бесплатная доставка для постоянных клиентов
Источник
Стенд для ремонта гидротрансформаторов
Ремонт АКПП любой сложности
Вариаторы, DSG, гидротрансформаторы, новые и
восстановленные АКПП, запчасти
Мы работаем более чем в 30 городах

Продам универсальный станок для ремонта ГДТ
Продам универсальный станок для ремонта ГДТ
#1 Сообщение Oleg Leonidov » Ср ноя 23, 2016 3:34 pm
Полный комплект:
— пневмо установка для полного слива масла из транса и резервуар для сбора масла
— для разрезки транса полноценный мощный токарный шпиндель (надежнее и точнее традиционного токарного станка типа 16к20), совмещенный со сварочным вращателем. в комплекте куча резцов под различные операции
— Термо печь для наклейки фрика блокировки инфракрасная 220С с таймером, прижим пневмоцилиндром, с контроллером процесса, в комплекте 15 дисков прижимных
— выравнивание «конусности» и шлифовка поверхности диска блокировки и насоса под фрикцион в автоматическом режиме
— приспособление для замены ступицы крышки насосного колеса
— Сварка корпуса транса, фланцев, «шеек» — высокоточная с автоматическим режимом исключающем перекос из за напряжения сварочного соединения с выставлением зазора, а так же ручной режим, в комплекте балон ацетилен (для «чернухи») и балон аргон (для сварки цветных металлов и нержавейки), редуктора разные, шланги.
— пневмо проверка на герметичность корпуса ГДТ под избыточным давлением (*), удобная и практичная (* без избыточной цены, в отличии от других производителей)
— стенд контроля внутреннего теплового зазора в ГДТ (*)(доп. опция)
— Проверка и регулировка силы прижима фрикционов новых моделей ГДТ фирмы ZF (*)(контроль поджатых блокировок), и диагностика двухмассовых маховиков супер новых ГТ (увы и они уже «летят») доп.опция.
— Заклепочник пневмогидравлический BMW оригинал, с «французскими» клепками в комплекте, для восстановления механизма блокировки ГДТ AL4 и DP0
— в комплекте Мойка ультразвуковая большая (входят даже корпуса акпп) 308л. 3,5кВт, 3 генератора, 3 излучателя.
— Стол полированная нержавейка специальный с перфорированным экраном, полками, мойкой с насосом, подсветкой
— Ремонтные Расходники на 250 ГДТ самые ходовые (на первые пару месяцеа) за доплату
Обучение, поддержка расходниками, гарантия
Управление станком очень простое- «интуитивное», позволяет быстро обучать работника, не имеющего опыта токаря и сварщика вообще никакого (не относиться к гопникам — сорри модератор, не убирай пожалуйста,это наше воронежское, наболевшее в кадровых вопросах))
Фото в ватсап или почту вышлю
+79107498465, [email protected]
Re: Продам универсальный станок для ремонта ГДТ
#2 Сообщение vladd » Чт дек 08, 2016 10:56 am
Источник
Стенд для ремонта гидротрансформаторов
Набор предназначен для фиксации гидротрансформатора при его разрезании, а также обработки его поверхностей и диаметров.
(далее…)
Набор оснастки PS 07.330/PS 07.380 для токарного станка

Все узлы гидротрансформатора работают в режимах, которые обуславливают неизбежное температурное расширение корпуса и внутренних деталей.
(далее…)
Стенд проверки внутреннего зазора в гидротрансформаторах TZ 03.800

Установка служит для точного сварного соединения двух половин корпуса гидротрансформатора с заданными допусками по осевому биению и внутреннему тепловому зазору.
Базовая версия в линейке оборудования серии SV
Управление аппаратом осуществляется при помощи сенсорной панели с детально продуманным мультиязычным меню.
Учитывая особенности сваривания двух половин гидротрансформатора одной горелкой, в аппарат программно заложен специальный алгоритм предварительной точечной фиксации деталей, который предотвращает односторонний перекос, возникающий из-за напряжений сварного соединения.
Оборудование оснащено встроенным 3-х координатным кронштейном, который позволяет зафиксировать положение сварочной горелки с помощью одного зажима.
Станок автомат также позволяет производить замену ступицы крышки насосного колеса ГДТ.
Оценка производительности: 250 — 300 ГДТ в месяц
Преимущества:
1. Конкурентная цена
2. Резистивная сенсорная панель позволяющая выполнять работу в перчатках
3. Встроенный 3-х координатный кронштейн для более точной установки положения сварочной горелки
4. Цифровая регулировка скорости поворотного круга
5. Программируемая установка зазора между нижней и верхней частями ГДТ
Установка сварки ГДТ | Артикул для заказа SV 10.003

Установка служит для точного сварного соединения двух половин корпуса гидротрансформатора с заданными допусками по осевому биению и внутреннему тепловому зазору.
Управление оборудованием осуществляется при помощи сенсорной панели с детально продуманным мультиязычным меню.
Учитывая особенности сваривания двух половин гидротрансформатора одной горелкой, в аппарат программно заложен специальный алгоритм предварительной точечной фиксации деталей, который предотвращает односторонний перекос, возникающий из-за напряжений сварного соединения.
Оборудование оснащено встроенным 3-х координатным кронштейном, который позволяет зафиксировать положение сварочной горелки с помощью одного зажима. В SV 10.004 реализован автоматический контроль рабочей высоты, а также автоматическая остановка штока при опускании. Кроме того, на корпусе станка присутствуют дополнительные дублирующие элементы управления процессом.
Станок автомат также позволяет производить замену ступицы крышки насосного колеса ГДТ.
Преимущества:
1. Конкурентная цена
2. Резистивная сенсорная панель позволяющая выполнять работу в перчатках
3. Встроенный 3-х координатный кронштейн для более точной установки положения сварочной горелки
4. Цифровая регулировка скорости поворотного круга
5. Программируемая установка зазора верхней части гидротрансформатора
6. Дополнительные дублирующие элементы управления на корпусе сварочного аппарата
7. Расширенная гарантия (подробности уточняйте у Вашего персонального менеджера)
Источник
Проверка муфт блокировок гидротрансформаторов
На характеристики муфты блокировки после ремонта гидротрансформатора влияет много факторов – технология ремонта, состав и производитель фрикционного материала, форма и размер фрикционного слоя, геометрические характеристики и шероховатость стальных поверхностей трения. Оценить состояние муфты до и после ремонта нам и помогает стенд. Он дает возможность изучить влияние на работу муфты блокировки каждого фактора по отдельности, подобрать оптимальные технологии ремонта, определить наиболее подходящий фрикционный материал и производителя материалов с наилучшим качеством.

Зная эталонные характеристики муфт блокировок различных моделей гидротрансформаторов, при проверке на стенде можно определить, соответствует ли отремонтированная муфта допустимым показателям и, таким образом, при ремонте максимально исключить человеческий фактор и уменьшить количество гарантийных обращений.
Конструкция стенда
На раме стенда установлен электрический двигатель и резервуар с герметично закрывающейся крышкой. Крутящий момент от двигателя через компенсационную муфту и подшипниковый узел с уплотнением передается на планшайбу, на которой закреплен корпус гидротрансформатора с собранной муфтой блокировки и турбинным колесом. Через шлицевой вал с датчиком крутящего момента турбина соединена с рамой стенда.
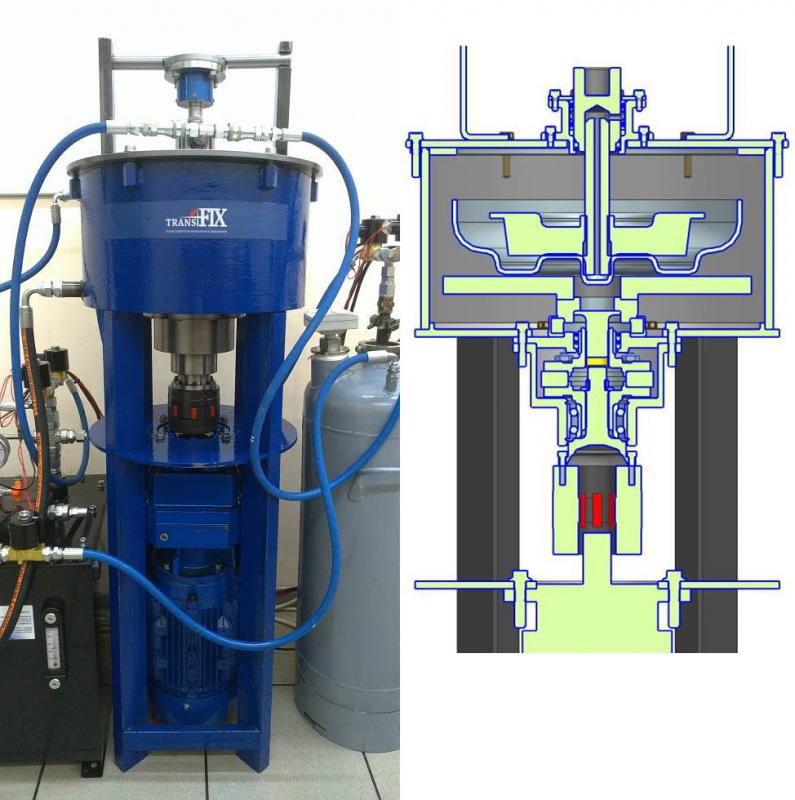
Масло под необходимым давлением подается в над- или подпоршневую зону из гидроаккумулятора. Для подачи управляющего давления в подпоршневую зону муфты блокировки давление масла проходит через шлицевой вал и муфту с уплотнениями, в надпоршневую зону – через патрубок в герметичный резервуар.
Поскольку регулировка давления жидкости в зоне малых величин технически довольно сложна, мы пошли по пути регулировки давления воздуха. Нужное нам управляющее давление жидкости создается подачей в гидроаккумулятор сжатого воздуха под необходимым давлением. Величина давления сжатого воздуха регулируется пневморегулятором с диапазоном регулируемого давления от 0 до 8 Бар. Расход воздуха, то есть скорость изменения давления, регулируется пневмодросселями. Функцию контроля уровня масла в гидроаккумуляторе в нем выполняет датчик уровня.
Наполнение маслом резервуара стенда и гидроаккумулятора происходит за счет работы гидростанции. Для измерения температуры масла установлен датчик.

Во время работы гидростанции направлением потока жидкости управляют шесть электромагнитных клапанов. Таким образом, давление создается в тех полостях, где оно требуется.
Управление этими электромагнитными клапанами, двигателем гидростанции, двигателем основного привода и пневморегулятором осуществляется с помощью контроллера. На контроллер же приходят сигналы с датчика момента, датчика давления воздуха, датчика уровня жидкости в гидроаккумуляторе и его температуры. Контроллер через USB-кабель соединен с персональным компьютером. На нем установлена специально написанная для стенда программа.
Испытания стенда
Устанавливаем на планшайбу корпус ГДТ с фрикционной муфтой и турбиной. Если шлицевой вал центрируется в крышке гидротрансформатора, как, например, на гидротрансформаторах 722.6/722.9, ZF 6НР26, то никаких дополнительных центровочных элементов не требуется. Но если центрирования вала в крышке не происходит, мы устанавливаем дополнительную опору с подшипником, в которой вал и будет отцентрирован. Закрываем крышку, после этого устанавливаем шлицевой вал, а затем устанавливаем датчик момента.
Для испытаний муфты блокировки определенной модели гидротрансформатора мы создаем сценарий испытаний – таблицу, в которой описано, в какой момент времени какие исполнительные элементы должны быть включены и какое давление воздуха должно быть создано.
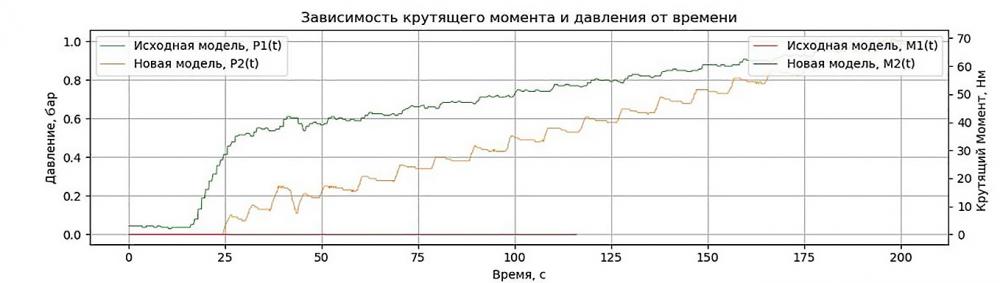
В процессе испытаний вал электродвигателя постоянно вращается со скоростью 120 об/мин. По показаниям датчиков стенда программа в компьютере строит график зависимости момента, передаваемого муфтой, от управляющего давления.
По результатам испытаний заведомо исправных муфт блокировок некоторых моделей гидротрансформаторов уже получены графики, которые можно сравнить с показателями исследуемой муфты. Для удобства сравнения эталонный график отображается рядом со строящимся графиком сразу во время испытаний.
На данный момент максимальные усилия направлены на испытания муфт блокировок гидротрансформаторов для шестиступенчатых трансмиссий ZF и совершенствование технологии их ремонта. Перед нами стоит задача набрать достаточный объем данных по исправным муфтам испытываемых моделей гидротрансформаторов и определить максимально допустимые отклонения их характеристик. Данные всех прошедших проверку отремонтированных муфт блокировки заносятся в нашу базу, и в дальнейшем мы сможем отследить корректность работы муфты блокировки с конкретной характеристикой на конкретном автомобиле.
Источник
Оборудование
Для проверки и ремонта гидротрансформаторов в «Линия Старта» установлена специализированная линия, базирующаяся на современном промышленном американском оборудовании. Так называемая TCRS — система восстановления гидротрансформаторов.
Линия располагается в отдельном оборудованном помещении. В неё входят: два токарных станка со специальными кулачками и планшайбами для фиксации ГТ; автоматизированное моечное оборудование; гидропресс и приспособления для клепочных и пресс-работ; термопресс для наклейки фрикционных накладок с большим комплектом оправок для всех моделей ГТ; круговой сварочный комплекс; балансировочное оборудование; опрессовочно-тестовый стенд для проведения выходного контроля качества работ.
Перед началом проверки и ремонта гидротрансформатора необходимо слить машинное масло, которое находилось в ГТ при работе АКПП, и остающееся в нем после снятия с АКПП. В «Линии Старта» слив отработанного масла производится на специально изготовленном столе, оборудованном сливным устройством и емкостью для сбора масла.
Для ремонта гидротрансформатора в первую очередь необходимо открыть его. Для открытия ГТ нужно срезать сварочный шов. Резка ГТ производится на токарном станке, с применением специальных план шайб и кулачков.


 После разрезания производится разборка ГТ и тщательная промывка всех частей, деталей и узлов ГТ. Промывка ГТ в «Линии Старта» производится в несколько этапов: с использованием специализированной моющей машины и применением специализированных сольвентов — моющих порошков; отдельные узлы, требующие специальных растворов, отмываются вручную.
После разрезания производится разборка ГТ и тщательная промывка всех частей, деталей и узлов ГТ. Промывка ГТ в «Линии Старта» производится в несколько этапов: с использованием специализированной моющей машины и применением специализированных сольвентов — моющих порошков; отдельные узлы, требующие специальных растворов, отмываются вручную.
После отмывки гидротрансформатор попадает на дефектовочный стол. Составляется дефектная ведомость и перечень деталей и узлов подлежащих замене и перечень ремонтных работ. Запчасти получаются на складе. Если запчастей нет на складе и их нельзя заказать у поставщиков, осуществляется поиск в донорском и подменном фонде ГТ. В некоторых сложных случаях запчасти изготавливаются на собственном производстве — ступицы насосного колеса, ступицы турбинного колеса, пилоты.




Наклейка накладок блокировки
 Для наклейки фрикционных накладок блокировки используется профессиональный термопресс, с регулируемой температурой клейки и набором оправок на каждый вид гидротрансформатора.
Для наклейки фрикционных накладок блокировки используется профессиональный термопресс, с регулируемой температурой клейки и набором оправок на каждый вид гидротрансформатора.
 Сварка гидротрансформатора производится на круговом сварочном комплексе. Он обеспечивает центровку и соосность всех частей ГТ, фиксируемый зазор между колесами ГТ, качественный прочный и ровный сварочный шов.
Сварка гидротрансформатора производится на круговом сварочном комплексе. Он обеспечивает центровку и соосность всех частей ГТ, фиксируемый зазор между колесами ГТ, качественный прочный и ровный сварочный шов.
Для ремонта ступиц и закрытых блокировок оборудован аргонный пост.
Аргонная сварка обеспечивает необходимый чистый и прочный шов в ответственных узлах — ступице насосного колеса, ступице турбинного колеса, закрытых блокировках.

Опрессовка гидротрансформатора — проверка герметичности сварных соединений
 После проведения сварочных работ для проверки герметичности сварных соединений проводится опрессовка гидротрансформатора на специальном стенде.
После проведения сварочных работ для проверки герметичности сварных соединений проводится опрессовка гидротрансформатора на специальном стенде.
Далее проводится выходной контроль качества и маркировка гидротрансформатора
Далее гидротрансформатор передается в службу доставки.
Служба доставки осуществляет взаиморасчеты с клиентами и доставку готовых ГТ, а также приемку ГТ в работу.



г. Москва, ул. Маленковская, д. 32, стр. 1
Тел: +7 (929) 985-72-59, , +7 (906) 746-45-14, +7 (926) 249-75-77
Источник