- Стенд по восстановлению коленчатого вала
- Содержание работы
- Описание работы
- Содержание архива
- Разработка стенда для правки коленчатых валов двигателей
- Кантователи и стенды для ремонта двигателя
- Категория
- Параметры выбора
- Стенд для баллансировки коленчатых валов. Мастерская по ремонту базовых деталей двигателей
- Расточка коленвала: как и для чего ее проводят
- Устройство коленвала
- Неисправности коленчатых валов
- Ремонт коленвала
- Замена коленвала
- Последовательность работ по замене коленчатого вала
- Диагностика и ремонт коленвала
- Расточка коленвала – реставрация дешевле покупки
- Зачем и когда возникает необходимость проточить коленвал?
- Как выполняется проточка коленвала?
- Участие автовладельца в процессе реставрации
- Шлифовка коленвалов. В каких случаях необходимо производить шлифовку коленвала :
- Общая информация
- Вкратце о расточке коленчатого вала
- Шлифовка коленвала: цена и важные моменты
- Технология шлифовки
- Шлифовка шеек коленвала
- Подведем итоги
- Расточка коленвала – ремонт доступнее покупки
- Для чего нужно проточить коленвал?
- Как делается проточка коленвала?
- Ремонт коленвала его причины, советы по расточке
- Причины износа коленвала
- Расточка один как способ ремонта
- Что делать если уже делали расточку
- На что стоит обратить внимание
- Полировка коленвала – важный и ответственный процесс
- Когда нужно растачивать коленвал — Drive
- Как растачивается коленвал
- Подведем итоги
Стенд по восстановлению коленчатого вала
 Деталировка стенда восстановления коленчатого валов Деталировка стенда восстановления коленчатого валов | 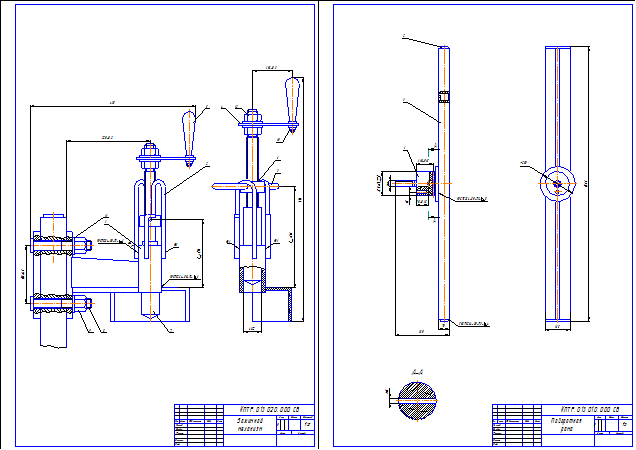 Зажимной механизм стенда по восстановлению коленвалов Зажимной механизм стенда по восстановлению коленвалов |
|---|---|
 Стенд для восстановления коленчатых валов Стенд для восстановления коленчатых валов | 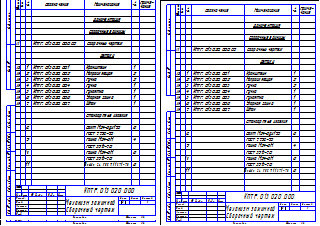 Специф механизм зажимной Специф механизм зажимной |
Содержание работы
Аннотация
Введение
1 Ремонтная технологичность
1.1 Способы восстановления коленчатых валов
1.2 Разработка метода восстановления шатунных шеек коленчатых валов
1.3 Разработка технологического процесса восстановления коленчатых валов
2 Технологический раздел
2.1 Стенд для правки коленчатых валов
2.2 Универсальное приспособление для сборки и разборки коленчатого вала
3 Конструкторская часть
3.1 Описание установки
3.2 Прочностные расчеты
4 Техника безопасности при работе со стендом
5 Технико-экономическое обоснование
Заключение
Список используемой литературы
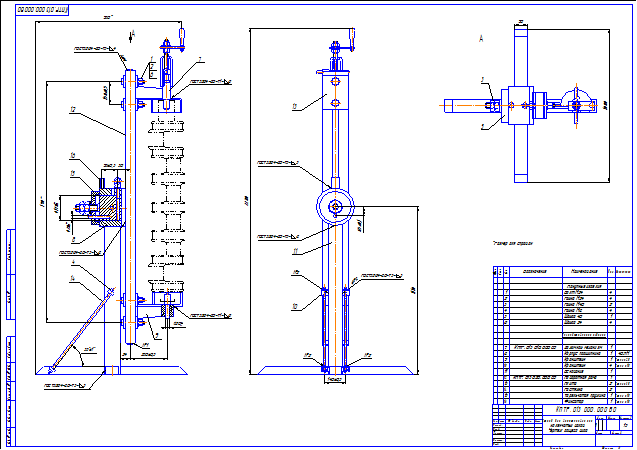
Описание работы
Разрабатываемый стенд является вспомогательным оборудованием и необходим для повышения производительности труда в моторном цеху АТП.
Стенд используется для закрепления коленчатого вала в вертикальном положении (при этом высокая точность позирования не требуется), для приварки ремонтных колец на шейки вала.
Коленчатый вал проворачивается вокруг своей оси с помощью рукояти, демонтируется и монтируется с помощью специальных зажимов.
Содержание архива
1. Записка пояснительная;
2. Графическая часть (комплект чертежей):
— Деталировка стенда восстановления коленвалов;
— Зажимной механизм стенда по восстановлению коленвалов;
— Спецификация механизм зажимной;
— Спецификация поворотная рама;
— Стенд для восстановления коленчатых валов.
Остальные чертежи смотрите в папке «Скрины», архив
Цена конструкторской работы 610 ₽ Получить скидку 20%
Источник
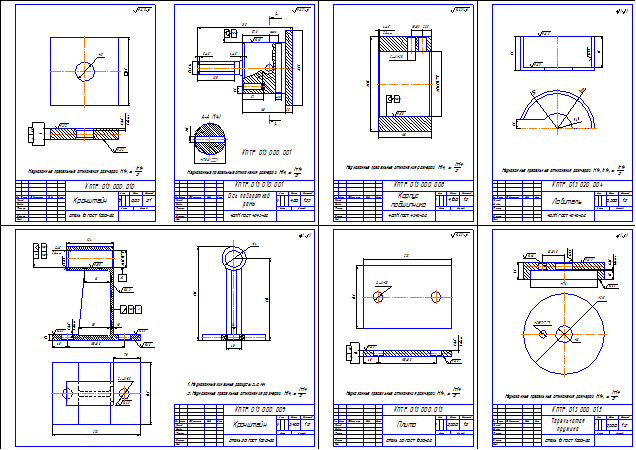
Разработка стенда для правки коленчатых валов двигателей
Стенд предназначен для правки коленчатых валов, т.е. для коррекции геометрии, которая нарушается при долговременной работе двигателя.
Основой данной конструкции являются:
- рама, на которой крепятся все основные узлы и элементы установки. Рама состоит из продольного элемента, на него установлены базирующие зажимы, основной рабочий зажим с силовым гидроцилиндром, электродвигатель с насосом и пульт управления. К продольному элементу при помощи сварного соединения крепятся вертикальные опорные стойки.
- база с ручным зажимом представляет из себя устройство с подвижными кулачками. Данная конструкция зажима дает возможность базировать валы с диаметром 60-110 мм. Для возможности базировать валы различной длины предусмотрены подвижные основания патронов.
- силовой гидроцилиндр крепится к раме и посредством зажима осуществляет правку вала. Главный зажим предназначен для крепления вала к силовому гидроцилиндру, который при помощи осевого движения восстанавливает нарушенную геометрию вала.
- предохранительный клапан сбрасывает в системе давление при превышении его допустимого значения.
- насос раскручивается электродвигателем и создает в гидросистеме давление. При этом гидроцилиндр оказывает на вал необходимое усилие для правки.
- соединительная муфта предназначена для сообщения насоса и электродвигателя.
- электродвигатель передает крутящий момент на насос.
Технологический процесс работы установки начинается с того, что вал с нарушенной геометрией базируется на стенде с помощью зажимных устройств 2. Далее вал крепится главным зажимом к силовому гидроцилиндру 3. При помощи пульта управления запускается электродвигатель 7. Крутящий момент с электродвигателя через муфту 6 передается на насос 5, который создает давление в гидросистеме 10,4 мПа. При этом силовой гидроцилиндр перемещается в базовое положение по отношению к оси вала, осуществляя при этом коррекцию геометрии коленчатого вала. При завершении технологического процесса вал снимается со стенда и направляется на шлифовку опорных шеек.
Чертеж общего вида стенда для правки коленчатых валов двигателей

Обзор аналогов стенда для правки коленчатых валов

Сборочный чертеж предохранительного клапана стенда


Технологическая карта на восстановление коренных и шатунных шеек коленчатого вала

3.1 Анализ конструкции стендов для ремонта коленчатых валов
3.2 Описание конструкции установки для правки коленчатых валов
3.3 Расчет и конструирование стенда для ремонта коленчатых валов
- 3.3.1 Расчет усилия правки
- 3.3.2 Расчет силового гидроцилиндра
- 3.3.3 Расчет гидравлического насоса
- 3.3.4 Расчет трубопроводов
- 3.3.5 Расчет параметров предохранительного клапана
- 3.3.6 Расчет пружины предохранительного клапана
- 3.3.7 Расчет рамы
3.4 Технико-экономические показатели установки
Пояснительная записка 27 листов описания и расчетов, спецификации.
Чертежи выполнены в AutoCAD, есть возможность перевести в Компас.
Источник
Кантователи и стенды для ремонта двигателя
Найдено 75 товаров
Категория

Грузоподъемность: 570 кг
Вес нетто: 27,5 кг

Грузоподъемность: 450 кг
Вес нетто: 22 кг

Грузоподъемность: 900 кг
Вес нетто: 38 кг

Вес нетто: 235 кг

Грузоподъемность: 1000 кг
Вес нетто: 45 кг

Грузоподъемность: 900 кг
Вес нетто: 31,5 кг

Грузоподъемность: 454 кг
Вес нетто: 24,72 кг

Грузоподъемность: 340 кг
Вес нетто: 18 кг

Грузоподъемность: 900 кг
Вес нетто: 42 кг

Грузоподъемность: 340 кг
Вес нетто: 18 кг

Грузоподъемность: 675 кг
Вес нетто: 26 кг

Грузоподъемность: 570 кг
Кантователь — специальное автогаражное оборудование, предназначенное для закрепления двигателей, колес и других тяжелых деталей автомобилей и их транспортировки до ремзоны.
Конструктивные особенности установок позволяют надежно удерживать груз при перевозке и обслуживании.
Стенды для сборки и разборки двигателя и трансмиссии (КПП) — оборудование для автомастерской, необходимое для проведения ремонта и диагностики крупных узлов автомобиля.
- Кантователь двигателя для авто – эту установку еще называют стенд для двигателя. Конструкция состоит из прочных металлических рам с колесами, перпендикулярно им закреплена прочная стойка с зажимным механизмом, который удерживает силовой агрегат. Крепежный узел может поворачиваться, что обеспечивает удобство для обслуживания. На опорах имеются фиксаторы, которые делают стенд для проверки двигателя неподвижным. Складной стенд для разборки двигателя займет меньше места при хранении.
- Трансмиссионная стойка – оснащена узлом крепления и колесами, как и кантователь, используется для перевозки агрегатов и деталей авто, а также их подъема и спуска.
- Колесная тележка – предназначена для перевозки тяжелых колес и автомобилей с неисправными осями, некоторые модели оснащены гидравлическим приводом и способны еще и поднимать груз.
- Траверса – это длинная металлическая рама с цепями для подвешивания двигателя и его последующего ремонта, удобной сборки и разборки.
Параметры выбора
Грузоподъемность. Каждый стенд для сборки двигателя и оборудование для обслуживания авто имеет допустимый показатель весовой нагрузки (от 250 до 1000 кг).
Максимальная высота подъема. Если вы выбираете стенды для двигателей или трансмиссионные стойки, то нужно знать, на какую высоту кантователь сможет осуществить подъем. Чтобы мастеру было удобнее работать, нужно, чтобы высота была не менее 1 м.
Источник
Стенд для баллансировки коленчатых валов. Мастерская по ремонту базовых деталей двигателей

Приднестровский государственный университет им. Т.Г. Шевченко
Кафедра Автомобильный транспорт
Дипломный проект на тему: Проект организации мастерской по ремонту базовых деталей двигателей на базе ООО ПКП «Современные технологии» г. Тирасполь
Бенедеры 2015
В данном дипломном проекте проанализирована производственная деятельность ООО ПКП «Современные технологии», состояние и показатели предприятия, обоснованы цели и задачи по проектированию предприятия ремонта двигателей.
Исходя из состава парка легковых автомобилей г. Бендеры, г. Тирасполь и г. Слободзеи нуждающихся в качественном ремонте, определены объемы работ предприятия по ремонту двигателей и разработана мастерская по ремонту базовых деталей.
В технологическом разделе разработан технологический процесс восстановления коленчатого вала с использованием метода восстановления шеек – вибродуговая наплавка.
Предложена конструкция стенда для балансировки коленчатого вала после ремонта, которая повысит качество ремонта и уменьшит себестоимость ремонтных работ в целом по двигателю.
Предложены мероприятия по охране труда и защите окружающей среды при выполнении ремонта двигателей на предприятии.
Экономический эффект организации предприятия по ремонту деталей двигателей составил 701284 руб., срок окупаемости капитальных вложений 3 года. Дана технико-экономическая оценка конструкторской разработки, экономический эффект от внедрения которого составил 93472,7 рублей, срок окупаемости 1,2 года.
Состав: Анализ, План цеха, технологический процесс восстановления коленвала ВАЗ, Анализ существующих конструкций, стенд для балансировки коленвалов ВО, механизм привода СБ, деталировка, предложения по экологии, экономика, ПЗ 
Источник
Расточка коленвала: как и для чего ее проводят
Коленчатый вал — ключевой узел кривошипно-шатунного механизма двигателя внутреннего сгорания. Благодаря коленвалу возвратно-поступательные движения поршней преобразуются в механическое вращение.
Суть коленвала — это кривошип, который совершает вращательные движения вокруг одной неподвижной оси. Удвоенный радиус кривошипа равен длине хода поршня.
Шатунные шейки расположены под такими углами, что цилиндры работают попарно, но немного опережают друг друга. По такому принципу устроен коленчатый вал.
 Кривошипно-шатунный механизм
Кривошипно-шатунный механизм
Изготавливают коленвалы из высокопрочных сталей или чугуна методом литья, ковки, механической обработки. По причине высокой степени сжатия к коленвалу дизельного двигателя предъявляют более высокие требования по прочности.
В остальном коленвал дизеля по строению не отличается от вала бензинового двигателя.
Коленчатый вал из стали, особенно выточенный на станке, имеет высокую стоимость, поэтому чугунные коленвалы получили более широкое распространение.
 Изготовление коленвала из стали на токарно-фрейзерном станке
Изготовление коленвала из стали на токарно-фрейзерном станке
Устройство коленвала
Коленчатый вал состоит из плоских проточенных пластин с противовесами (так называемых «щек»), которые соединены между собой «шейками». Противовесы необходимы, чтобы гасить возвратно-поступательные движения поршней и стабилизировать вращение вала.
На некоторых современных двигателях для дополнительной стабилизации применяются балансирные валы со смещенным центром тяжести и приводом от коленчатого вала. Они вращаются в разные стороны, помогая уравновешивать движения поршней.
 Кривошипно-шатунный механизм с дополнительным блоком балансиров
Кривошипно-шатунный механизм с дополнительным блоком балансиров
В V-образных и W-образных двигателях шатуны из противоположных цилиндров давят на соединенные между собой шейки. Это позволяет обеспечить более равномерную работу двигателя, уменьшить его габариты. В рядных двигателях каждый шатун закреплен на отдельной шейке с балансирами.
 Кривошипно-шатунный механизм рядного четырехцилиндрового двигателя со стандартными шейками и балансирами
Кривошипно-шатунный механизм рядного четырехцилиндрового двигателя со стандартными шейками и балансирами Коленчатый вал двигателя V6 c раздвоенной смежной шатунной шейкой
Коленчатый вал двигателя V6 c раздвоенной смежной шатунной шейкой
Шейки коленвала имеют цилиндрическую форму с шлифованной поверхностью. По оси вала располагаются коренные шейки, по оси шатунов — «шатунные шейки». Трущиеся пары коленвала, как правило, устанавливаются на подшипниках скольжения. Для предотвращения продольных смещений вала предусмотрены опорные подшипники, их также называют полукольца коленвала.
Коленчатый вал расположен в блоке цилиндров в ответных посадочных местах «постели коленвала». На коленчатом валу расположен хвостовик для крепежа звездочки привода ГРМ, шкива генератора и водяной помпы. На обратной части вала закреплен фланец для крепежа маховика.
Во фланце устанавливается подшипник качения, в него заходит первичный вал КПП. Внутри коленчатых валов расположены каналы для принудительной смазки вкладышей шеек, шатунов и цилиндропоршневой группы. Конструктивное исполнение коленчатых валов зависит от компоновки цилиндров, их количества.
На коленвал могут устанавливаться ведущие шестерни для различного оборудования, например, маслонасоса.

Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
 Сальник коленвала требующий замены
Сальник коленвала требующий замены
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе.
Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту.
«Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.

 Повреждения шейки шатуна по причине отсутствия смазки
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать».
Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис.
Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения.
В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке.
Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
 Проточка постели коленчатого валаШлифовка коленчатого вала
Проточка постели коленчатого валаШлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной.
Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров.
Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы.
Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей.
Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
Замер осевых смещений коленвала с помощью щупаКомплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Стенд с установленным индикатором часового типа для замера биений коленчатого валаИндикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя. Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.
в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Последовательность работ по замене коленчатого вала
1. На «венец» маховика установить фиксатор коленвала MP 1-223 (он будет препятствовать вращению коленвала). Положение А для затяжки, В — для ослабления.
2. Открутить болты крепления маховика 15, демонтировать маховик.
3. Открутить болты 13 и, вытащив установочный штифт, демонтировать колесо датчика коленвала.
4. Открутив по периметру болты 1 и 17, демонтировать прижимной передний фланец 3, передний сальник 2, промежуточную пластину 16, уплотнительную прокладку 18.
5. Раскрутить болты 10, демонтировать крышки коренных шеек, верхние половинки подшипников 7 и полукольца 8.
6. Выполнить выемку вала 6 из блока двигателя, убрать нижние части подшипников 4 и полуколец.
7. Произвести дефектовку, шлифовку, балансировку коленчатого вала. Выполнить очистку постелей коленвала и блока двигателя.
8. Установку коленчатого вала выполнить в последовательности, обратной разборке. При монтаже колеса положения коленвала выполнить контроль размера превышения установочного штифта 11 согласно со схемой проверки.
Схема проверки установочного штифта 1-колесо положения коленвала, 2-болты крепежа,3- установочный штифт а = 2,5…3,0 мм
9. После монтажа коленчатого вала в блок двигателя произвести контроль биений.
Существует целый ряд концепций двигателей внутреннего сгорания, в которых коленчатый вал и шатуны заменены на другие узлы. На сегодняшний день коленчатый вал со стандартной компоновкой оптимально подходит для крупносерийного производства, а «безшатунные» двигатели — единичные экспериментальные экземпляры.
Если у вас возникли вопросы — оставляйте их в х под статьей. Мы или наши посетители с радостью ответим на них
Диагностика и ремонт коленвала
ДИАГНОСТИКА И РЕМОНТ КОЛЕНВАЛА

Коленвал (Коленчатый вал) — наиболее нагруженная деталь любого автомобиля. Именно благодоря ей энергия вырабатываемая в результате сгорания топлива передаеться по всему мотору. Как следствие огромная нагрузка ложится на него и на вкладишы, которые фиксируют ее при вращении.



Все поломки связанные с коленвалом связаны с не достаточной смазкой трущихся деталей (вкладышей). Восновном длительной работой на больших оборотах, особенно на не прогретом двигателе. Как результат задиры на шейках коленвала и вкладышах, в худшем случаее перегрев и расплавление вкладышей.
ДИАГНОСТИКА

При ремонте двигателя, что бы с ним не случилось необходимо проверить геометрию коленвала. Для этого вал устанавливается крайними коренными шейками, а у средних с помощью стойки с индикатором измеряется биение. Проверяется также биение хвостовика и поверхностей сальников.
Далее проводят тщательное измерение диаметров коренных и шатунных шеек. При этом обращают внимание на износ средней и крайних коренных шеек (он может быть повышен), а также на эллипсность шатунных шеек.
Процедура весьма сложная, остается надеятся что вы найдете грамотного токаря.
- РЕМОНТ
- Далее нас ждет три варианта:


Первый. Биение средних шеек относительно крайних не превышает минимального значения, а зазоров появится не успело. В этом случает, подбираем новые вкладыши селективным методом. Те размером не ремонтным, который нам скажет токарь.

Второй. Есть задиры на вкладышах и распредвале. В этом случает коленвал растачивают под нужный нам размер, а вкладыши подбирают уже ремонтные. Значительно большего размера.
Однако минимальный шаг ремонта на ольшинстве современных моторов состовляет не более 0,25 мм. Очевидно что не вооруженным глазом разницу между ремонтным размером и стандартом вы не увидите.
Так что визуально проверить что ставить просто не реально

Третий. Все плохо, вал либо был перегрет и его повело. или его уже точили и нет большего ремонтного размера, или его точили под ремонт, но сделали это не квалифицированно и появилос биение которое уже не вывести. Ну и конечно увидили трещину, значит придется покупать новый либо б/у.
По новому есть нюанс, что его хранили лежа и он провис, а по б/у дак вообще тот же кот в мешке. Так что в любом случае обращаемся к хорошему токарю с целью проверки.
ЧАСТО ВОЗНИКАЮЩИЕ ОШИБКИ
Неправильно поставленные подушки коленвала. Менять местами подушки нелья. Иначе может зажать коленвал или наоборот будет болтаться.

Причины проворачивания вкладышей
Замки вкладышей нужно ставить друг к другу. Иначе может не встать коленвал и даже если встанет может провернуть вкладыши.
Повышенный момент трения, который стремится провернуть вкладыши и пониженное усилие, удерживающее вкладыши на месте (вкладыш установлен с недостаточным натягом). Как правило, на машинах серийного производства случаи с нарушением натяга встречаются очень редко.
Обычно нарушение натяга возникает после неквалифицированного ремонта двигателя, когда неправильно выполнялся подбор вкладышей. Под действием неравномерных нагрузок ослабленная посадка вкладыша приводит к его вибрации, нарушению смазочной плёнки и к местным прихватываниям.
В результате вкладыш начинает проворачиваться, а удерживающий усик не в состоянии противостоять проворачивающему моменту на вкладыше.
Повышенный момент трения, связанный с режимом работы подшипников. При работе двигателя на расчётных режимах вкладыши работают в условиях жидкостного трения. Между рабочей поверхностью вкладыша и шейкой вала возникает масляная плёнка, предотвращающая прямое взаимодействие деталей. Момент трения в подшипнике минимальный.
Для двигателей мощность до 200 л. с. окружные усилия на вкладыш составляют примерно 0,1кгс – 1кгс. Величина силы трения пропорциональна нагрузке, и это при постоянном коэффициенте трения. Иногда целостность масляной плёнки может нарушаться и коэффициент трения начинает расти.
Тогда, даже при постоянной нагрузке, увеличивается проворачивающий момент и создаются условия для проворачивания вкладышей. Повышенная нагрузка уменьшает толщину масляной плёнки, увеличивая риск её разрушения. При этом выделяется больше тепла, что ведёт к росту локальных температур в зоне трения.
Происходит разжижение смазки, что приводит к дальнейшему снижению толщины масляной плёнки и увеличению вероятности появления прихватов в трущейся паре.
После расточки коленвал нужно промыть. Наберите в насос бензин, и шлангу от насоса прижимайте к отверстиям коленвала, давите на насос и бензин под давлением будет промывать коленвал внутри. Обычно отверстия на шейках коленвала сквозные, поэтому противоположное отверстие затыкайте пальцем, и бензин будет идти по каналу в шатунную шейку и промывать весь канал.
Расточка коленвала – реставрация дешевле покупки

Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Зачем и когда возникает необходимость проточить коленвал?
 Расточка коленвала
Расточка коленвала
Как известно, в блоке мотора коленчатый вал закрепляется с помощью коренных подшипников скольжения. Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются.
Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу.
Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые вкладыши. Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.




Как выполняется проточка коленвала?
 Расточка и фрезеровка вкладышей
Расточка и фрезеровка вкладышей
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте двигателя.
Для того, чтобы ускорить процесс, водитель может:
- произвести разборку навесного оборудования мотора;
- извлечь двигатель из моторного отсека, вымыть его;
- произвести разборку и демонтаж коленчатого вала;
- после проведения токарных работ собрать всё в обратном порядке.
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
По окончании ремонта очень важно соблюдать технологию обкатки двигателя – соблюдение скоростного режима на определённый километраж пробега, своевременно менять масло и фильтр, не допускать перегрев. Только так можно продлить жизнь отремонтированному мотору.
Шлифовка коленвалов. В каких случаях необходимо производить шлифовку коленвала :
Устройство двигателя внутреннего сгорания представляет собой сложный механизм. Все детали и узлы являются крайне важными и выполняют свою функцию во время работы двигателя.
С определенным пробегом металлические узлы требуют восстановления до заводского состояния. Это, собственно, и называется «капитальный ремонт двигателя». Один из самых дорогостоящих узлов мотора — коленвал.
Он же прежде всего и подвержен интенсивному износу. Разберемся, что же такое шлифовка коленвалов и когда она нужна.

Общая информация
Коленчатый вал — основной механизм кривошипно-шатунной группы двигателя внутреннего сгорания. Предназначен для преобразования поступательного движения во вращательное. Реализовано это с помощью сложной геометрии детали.
Во время работы ДВС весь кривошипно-шатунный механизм (в дальнейшем КШМ) испытывает существенные нагрузки. Это инерционные нагрузки и давление газов в результате сгорания топливно-воздушной смеси в цилиндрах.
В совокупности нагрузки имеют не постоянный, а переменный характер.
В связи с этим к изготовлению коленвала выдвигаются особые требования. Он должен быть устойчивым к температуре и износу. Но любая деталь, находящаяся длительное время под нагрузкой, может потребовать ремонта. В данном случае это расточка и шлифовка коленвалов. Давайте более подробно рассмотрим, что же это за процедура и как выполняется.
Вкратце о расточке коленчатого вала
Первично о неисправности данного узла можно узнать по характерному стуку ДВС. В процессе эксплуатации происходит неминуемый износ цилиндро-поршневой группы (ЦПГ), а также КШМ. Это приводит к люфтам и зазорам. В результате коленвал начинает стучать.
Чтобы устранить зазоры, устанавливают ремонтные вкладыши, которые на 0,1-0,2 мм толще заводских. Но для их монтажа сначала нужно проточить коленчатый вал. С помощью данной процедуры наружный диаметр шейки колена подгоняется под размеры ремонтного вкладыша.

Для большинства автомобилей выпускается 4 размера ремонтных вкладышей. Это значит, что коленвал может быть проточен максимум 4 раза, после чего ДВС или же коленвал заменяются на новые. Расточка осуществляется квалифицированным специалистом на специальном оборудовании в несколько этапов. Самому выполнить такую работу можно только тогда, когда имеются необходимый опыт и инструмент.
Шлифовка коленвала: цена и важные моменты
Процесс достаточно сложный и требует большого опыта от специалиста. Крайне важно соблюдать технологию и понимать принцип работы КШМ. Стоимость шлифовки и проточки обычно высока. Но это вполне обоснованные траты, так как новый коленвал обойдется все равно на 40-60 % дороже.
Многие автовладельцы наивно считают, что для шлифовки нужен лишь соответствующий станок, но это совсем не так. Если мастер без опыта или достаточной заинтересованности берется за такую работу, то это может привести к грубым ошибкам, которые выльются в проблемы практически сразу.

Хотелось бы более подробно остановиться на вопросе, а во сколько же встанет качественная шлифовка коленвала. Цена очень сильно изменяется в зависимости от марки автомобиля и установленного двигателя.
Чем больше цилиндров, тем больше придется заплатить. Отечественный ВАЗ отремонтировать дешевле всего, а двигатели V8 — крайне дорого.
Расценки на одну лишь шлифовку могут изменяться от 2000 рублей и до 15 000, а в некоторых случаях и выше.
Технология шлифовки
Как было отмечено ранее, процесс достаточно сложный и ответственный. Начинать шлифовку нужно со самого слабого места. В большинстве случаев это коренные или шатунные шейки. Особенно это касается шеек малого диаметра, не имеющих полноценного противовеса.
Они изнашиваются в самую первую очередь. Если же восстановление раньше уже имело место, то начинать нужно с некондиционных точек. К примеру, с хвостовика коленчатого вала. Обусловлено это тем, что можно потерять параллельность шеек и все нужно будет переделывать.
Некоторые компании ведут сбор информации о моторах, шлифовка коленвалов которых не дала должного результата и ДВС быстро вышел из строя. Чаще всего причиной служит трещина, которая начинается от галтели в месте обработки и переходит в нетронутую шлифовкой область. Причина — некачественная работа специалиста. Особенное внимание стоит уделять современным форсированным двигателям.

Шлифовка шеек коленвала
Прежде всего используется станок для шлифовки коленвалов. В него устанавливается деталь. Необходимо, чтобы ось коленчатого вала проходила через одну шатунную шейку. Перед выполнением работы по шлифовке необходимо отбалансировать колено. Если это не сделать, то вскоре деталь деформируется и уже не будет подлежать восстановлению.
Выверка является одним из наиболее сложных, но в то же время важных моментов во время проведения работ. Если не поставить грузики и не достичь соосности, то качество ремонта будет на недостаточном уровне и наоборот. Во всех случаях круги для шлифовки коленвалов должны иметь меньший размер, нежели шейка.
Также обязательным условием является и подача смазочно-охлаждающей жидкости, и глубина врезки, которая регулируется в диапазоне от 0,02 до 0,03 мм. Все эти детали специалист проводящий работы должен учитывать.
Нюансов существует огромное количество, именно поэтому шлифовка коленвалов должна проводиться в соответствующем месте при наличии современного и исправного оборудования.

Подведем итоги
Мы уже немного разобрались с тем, как проводится шлифовка коленвала. Отзывы же о данных работах далеко не всегда носят однозначный характер. Кто-то благодаря высокой квалификации мастера остается крайне доволен качеством и сроками выполнения работ.
Но не все специалисты относятся к своей работе добросовестно, а простому автомобилисту сложно понять визуально, правильно ли выполнены все этапы и получилось ли достигнуть желаемого результата. В любом случае необходимо ответственно подходить к выбору сервиса, где будет проводиться ремонт.
Сегодня есть огромное количество тематических форумов, где собираются владельцы определенной марки автомобиля. Там можно и узнать, где и насколько хорошо выполняют те или иные виды работ на определенной СТО.
Расточка коленвала – ремонт доступнее покупки
В число самых ответственных и дорогих компонентов в любых двигателях входит коленчатый вал. Он представляет собой сложную в конструктивном плане деталь, выполненную из особо прочных материалов. Коленвал выполняет важную роль, именно он преобразовывает движение поршней во вращение.
Для чего нужно проточить коленвал?
Коленвал в моторном блоке закреплен коренными подшипниками. Поршни оборудованы шатунными подшипниками.
Контакт рабочей поверхности обеспечен вкладышами, которые образуют плотную точку соприкосновения.
Вкладыши изготовлены из особого сплава, который обеспечивает минимальный уровень трения в процессе подачи масла, тем самым давая возможность коленвалу совершать вращательные движения.
С идеальной точностью отполированная поверхность шеек и внутренних частей вкладышей, тем не менее, с течением времени постепенно изнашивается от воздействия моторных масел и высокого давления.
Увеличивается зазор, который вызывает падение давления масла, а появившийся люфт еще больше увеличивает износ.
Если масляный насос работает исправно, а давление масла падает, то это фактор необходимости скорой замены вкладышей.
С учетом обоюдостороннего износа, становится невозможным просто поменять старые вкладыши на новые. Специалисты предложат поставить ремонтные вкладыши, которые толще стандартных или уже на поменянных вкладышей на четверть миллиметра.

Для установки нужно приобрести новые ремонтные вкладыши, которые можно ставить только после расточки коленчатого вала.
Расточка коленвала выполняет задачу по доводке внешнего размера шеек до показателей размера вкладышей. В каждой модели мотора есть свои наборы вкладышей.
К некоторым автомоторам выпускают по 4 комплекта ремонтных вкладышей, что ограничивает расточку коленвала до 4 раз максимум.
Когда происходит залипание, проворачивание вкладышей, то это становится причинами выполнять работы с расточкой коленвала, потому что нельзя восстановить показатели поверхности шеек без обтачивания.
Как делается проточка коленвала?
Несмотря на то, что многие автолюбители не понаслышке знакомы с ремонтом машины своими руками, не все работы можно сделать в гараже.
Расточка коленвала относится к тем процессам, которые можно корректно выполнить только с использованием высокоточных станков руками опытных профессионалов, способных определить, насколько можно протачивать детали и какой размер новых вкладышей понадобится.

Размеры диаметра шейки измеряют с помощью микрометра. Цена этой услуги будет намного меньше, чем стоимость новой детали. Мастер должен оценить возможность осевого смещения шатунных шеек и определить, нет ли признаков изгиба коленчатого вала.
Процессы расточки и замены вкладышей очень сложны и ответственны. Чтобы ремонтные работы увенчались успехом, нужно соблюсти ряд правил:
- В процессе разбора коленчатого вала изношенные вкладыши маркируют и отдают мастеру;
- когда расточка выполнена, то нужно вымыть коленвал и продуть масляные каналы;
- монтаж коленвала и новых вкладышей должен выполняться опытным мотористом.
Когда ремонт окончен, необходимо обкатать двигатель, соблюдая все нюансы – скоростной режим до достижения определенного пробега, в срок менять масло и фильтр, не перегревать мотор.
Тщательное выполнение всех условия позволит надолго продлить эксплуатацию вашего автомобиля. Работы по расточке коленвала вы можете заказать в моторном центре «Гвардейский» на высокоточном оборудовании опытными специалистами.
Опытные специалисты оперативно и качественно выполнят любые по сложности ремонтные работы.
- Лишь в самых сложных случаях поломки коленвала, придется заменить коленвал на новый
- Прайс лист по ремонту ГБЦ и ремонту коленвала на отечественные автомобили
- Прайс лист по ремонту ГБЦ и ремонту коленвала на иномарк
Ремонт коленвала его причины, советы по расточке

Коленчатый вал является одной из важнейших частей двигателя. Он выполнен из прочных материалов и рассчитан на долгий срок эксплуатации. У него повышенная износостойкость, но приходит время, когда и эта деталь приходит в негодность. Вечного, к сожалению, нет ничего, и даже самые прочные детали ломаются. Но не стоит сразу отчаиваться и выкидывать вышедший из строя коленчатый вал, его можно и отремонтировать.
Причины износа коленвала
Для начала стоит разобраться, что же подвергается износу на коленчатом валу и по каким причинам. В первую очередь на нем изнашиваются рабочие поверхности – это коренные шейки либо шатунные. Причинами данного износа являются высокие нагрузки, которые в процессе эксплуатации двигателя постоянно меняются.
Вот именно это непостоянство нагрузок и дает толчок к сильному износу. А также это зависит еще и от степени и качества смазки. Так как коленчатый вал рассчитан на долгое время эксплуатации, то за это время появляются различные повреждения рабочих поверхностей.
На шейках могут возникать различные микротрещины, также эти шейки могут стачиваться, появляются дефекты, искривления.
Расточка один как способ ремонта
Главной ремонтной процедурой для коленчатого вала является расточка. Стоит сразу отметить, что владельцу автомобиля, который не особо разбирается в этом деле, не стоит проводить самостоятельно расточку.
Этим должны заниматься специалисты, иначе сами, скорее всего, только угробите деталь, приведя ее в полную негодность. Для расточки шеек коленчатого вала нужен хорошо оборудованный токарный станок. С шеек убираются вкладыши, производят замер и растачивают на 0.
15 миллиметра, подбирают соответствующий ремонтный вкладыш под данную расточку.
Что делать если уже делали расточку
Если ранее уже проводились ремонтные работы на данном коленчатом валу, то растачивать шейки можно на 0.25 миллиметра, также подбираются ремонтные вкладыши для вторичной расточки. Стоит отметить, что коленчатый вал растачивать можно не больше двух раз, а иногда и вовсе один.
Это зависит от степени износа рабочих поверхностей. Если они сильно повреждены, имеются глубокие трещины, то проводится расточка сразу на 0.25 миллиметра.
Этот ремонтный размер является максимальным, если провести расточку большего размера, то вы уже не сможете подобрать нужный вкладыш и коленчатый вал долго после ремонта не прослужит.
На что стоит обратить внимание
После расточки обязательно следует закаливать поверхности, над которыми проводились ремонтные работы. От закалки также зависит срок службы детали после ремонта. Иных способов ремонта не существует, только замена.
Полировка коленвала – важный и ответственный процесс
Коленвал – это важная часть автомобильного двигателя, которая, собственно, и приводит его в движение. В процессе работы он подвергается значительным нагрузкам, а в случае повреждения его замена влетит автовладельцу «в копеечку». Как правило, полировка коленвала обходятся значительно дешевле, нежели его замена.
Естественно, что расточка коленчатого вала процесс очень ответственный, требующий специального оборудования и мастерства исполнителя. Ведь малейшая неточность может привести к его порче, что крайне нежелательно, так как потребуется дополнительный ремонт двигателя.
Причин, по которым происходит износ коленчатого вала, несколько, вот только некоторые из них:
- Недостаточное количество смазки, что может привести к задирам шеек коленвала.
- Использование некачественного масла, либо масла не той марки, что рекомендует изготовитель автомобиля.
- Несвоевременная замена масляных фильтров.
- Работа двигателя на максимальных оборотах в то время, пока он еще недостаточно прогрелся.
Перед тем, как приступать к полировке или шлифовке коленвалов, необходимо тщательно очистить и промыть масляные каналы и проверить состояние всех комплектующих, в частности, коренных и шатунных вкладышей. Но в любом случае их придется менять.
Основными дефектами коленвала могут быть его деформация, то есть, искривление, в результате чего он начинает «бить», либо задиры шеек. Эти дефекты провоцируют быстрый износ рабочей поверхности, а также увеличивают зазоры в подшипниках.
Перед полировкой коленвала нужно аккуратно выверить его положение посредством индикаторной стойки и с помощью грузов сбалансировать его.
Процесс расточки обычно начинается с шатунных шеек, поскольку именно они являются слабым местом. После полировки на шатунных шейках внутренние напряжения могут измениться, и довольно существенно, что повлечет за собой деформацию всего коленвала. Если же работы начинать с коренных, то это может привести к биению, что повлечет за собой опять же деформацию.
Начинать полировку с коренных шеек рекомендуется только «не жестких» валов, так как они довольно сильно подвергаются деформации, а шатунные шейки у них меньшего диаметра и не имеют противовесов.
Также в процессе работы следует обязательно принимать во внимание радиус галтелей, поскольку в результате их подрезания может произойти уменьшение прочности и поломка коленвала. Для более точного определения ремонтного размера начинать полировку нужно с тех шеек, износ которых максимальный. По окончании работ необходимо проверить геометрию.
Если шлифовка коленчатого вала выполнена на профессиональном уровне, то можно добиться 0,3 миллиметра эллипсности, минимальной конусности и биения.
Но это еще не все, так как на поверхности коленвала остались микрозадиры, которые повредят вкладыши. Поэтому окончательная операция – это полировка коленвала. Во время полировки коленвал вначале обрабатывают мелкой наждачкой, а затем абразивной смесью, так что все микрозадиры и заусеницы полностью устраняются.
Когда нужно растачивать коленвал — Drive
Рекомендуем также прочитать статью о том,
Так как коленвал является нагруженной деталью, о его неисправностях водитель может узнать по появлению стука в двигателе. Если коленвал начал стучать, силовой агрегат нуждается в неотложном ремонте. В блоке цилиндров сам коленвал лежит в так называемой постели, закреплен посредством коренных подшипников скольжения (коренные вкладыши).
Также в месте крепления шатунов к валу имеются шатунные подшипники (шатунные вкладыши). Материалы для изготовления вкладышей используются такие, чтобы элемент был прочным и имел гладкую поверхность. Это необходимо для минимизации трения в месте контакта вала и вкладыша, а еще позволяет валу свободно вращаться.
На вкладыши в обязательном порядке дополнительно подается моторное масло из системы смазки, что и обеспечивает бесперебойную работу механизма.
Становится понятно, что идеальные поверхности вкладышей и шеек коленвала, полученные при изготовлении деталей благодаря тщательной полировке, подвержены износу в процессе эксплуатации двигателя. Со временем происходит увеличение зазоров, появляются люфты, коленвал начинает стучать. В результате сильно возрастает общий износ ЦПГ и КШМ.
Также в случае проблем с коленвалом может возникнуть снижение давления в системе смазки, что приводит к загоранию сигнальной лампы аварийного давления масла на приборной панели.
В подобной ситуации простой заменой вкладышей на новые обойтись не удается. Следует устанавливать вкладыши ремонтного размера. Например, толщина стенки ремонтного вкладыша будет на 0.
2 мм толще, чем у стандартного или же установленного до этого ремонтного. По указанной причине установить ремонтные вкладыши возможно только после расточки коленчатого вала. Такая расточка означает, что наружный диаметр шеек будет подогнан под размеры вкладышей. Для каждого ДВС имеются различные комплекты ремонтных вкладышей, которые отличаются по размерам.
Чем больше размеров выпускается для того или иного мотора, тем большее количество раз коленвал можно растачивать под конкретный ремонтный размер при ремонте. Для многих моторов предполагается 4 ремонтных комплекта.
В процессе окончательной подгонки также может потребоваться такая операция, как расточка вкладышей коленвала, что будет зависеть от определенных индивидуальных особенностей устанавливаемых деталей.
Необходимость ремонта вала возникает и в том случае, если вкладыши рабочие, но на самом валу имеются производственные дефекты (брак). Эта ситуация возникает естественным образом, проявляясь в процессе эксплуатации. Другими словами, расточку проводят тогда, когда пострадали шейки коленчатого вала. Возникновение задиров, канавок, износ шеек коленвала более 0.03 мм.
уже принято считать основанием для расточки, так как полное восстановление гладкой поверхности шеек попросту невозможно без этой процедуры. Вкладыши после расточки также нужно будет менять.
В конечном итоге, при ремонте получается добиться того, что коленвал после расточки и новые вкладыши имеют абсолютно гладкую и ровную поверхность в местах сопряжения, позволяя нагруженному механизму нормально работать.
Если суммировать полученную информацию, общее состояние поверхности шеек коленчатого вала сильно зависит от того, в каком состоянии находятся вкладыши коленвала.
Указанные элементы должны быть подогнаны друг к другу с филигранной точностью, чтобы сопряженная пара (шейка-вкладыш) могла нормально работать при условии значительных и постоянно меняющихся нагрузок. Добавим, что частой проблемой многих ДВС является проворачивание вкладышей коленвала.
Нужно помнить, что если вкладыш провернуло, заменить один или все вкладыши без расточки коленвала будет недостаточно. По этой причине для проведения квалифицированного ремонта двигателя необходимо:
определить износ вкладышей коленчатого вала;
Другими словами, во время капремонта мотор полностью разбирается, после чего двигатель дефектуют, проводятся различные замеры при помощи нутромера, микрометра и другого оборудования. Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется ГБЦ, осуществляется расточка постели коленвала и т.д.
Только после выполнения всех этих операций подбираются ремонтные поршни и кольца, а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более.
Это зависит от характерных особенностей имеющейся выработки, глубины повреждений и т.п.
Как растачивается коленвал
Начнем с того, что расточка и шлифовка коленвала своими руками в гаражных условиях под силу только опытным специалистам, которые имеют соответствующий набор специального оборудования. Прежде всего, в наличии должен быть станок для расточек коленвала, так как вся процедура должна выполняться с высокой точностью. Нужно учитывать и то, что от качества работ с коленвалом будет напрямую зависеть и сложность дальнейшей подгонки ремонтных вкладышей.
Также некоторые автолюбители в целях максимальной экономии умудряются шлифовать коленвал в гараже подручными средствами, но выполнять данную процедуру настоятельно не рекомендуется, так как результат может быть абсолютно непредсказуемым.
Добавим, что перед началом работ специалист должен обязательно проверять коленвал на предмет осевого смещения шатунных шеек, искривления коленчатого вала и т.д.
При этом все равно получается, что хотя ремонт вала представляет собой сложную токарную операцию, купить новую деталь все равно получится в среднем на 50-60% дороже сравнительно с тем, сколько стоит расточка коленвала опытным мастером.
Подведем итоги
Для экономии денежных средств во время проведения капитального ремонта двигателя владелец автомобиля при желании всегда может взять разборку агрегата на себя.
Самостоятельное снятие навесного оборудования, демонтаж ДВС и его извлечение из подкапотного пространства, а также мойка мотора позволит ощутимо уменьшить общую стоимость затрат.
Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, БЦ или коленвал). Последующую сборку мотора также можно провести самостоятельно.
При этом следует помнить, что замена вкладышей и расточка коленчатого вала является сложной процедурой. Если вы не уверены в своих силах, лучше полностью доверить весь процесс разборки, ремонта и сборки двигателя специалистам. Дело в том, что в автосервисе с хорошей репутацией имеется нужное оборудование, стенд для ремонта двигателя и т.д.
В таких условиях мотор тщательно промывается изнутри, очищаются масляные каналы, труднодоступные полости. После ремонта на двигатель обязательно должны дать гарантию, так как в процессе сборки все детали перед установкой проверяются мастером и подгоняются при необходимости прямо на месте.
Это позволяет упростить процесс сборки и экономит время, возможные дефекты обнаруживаются и устраняются до того момента, когда мотор уже стоит на автомобиле.
Также добавим, что после расточки коленвала и замены вкладышей, расточки цилиндров, замены поршней и колец, а также целого ряда других операций, которые входят в список работ в рамках частичного или капитального ремонта двигателя, бензиновому или дизельному мотору необходима обкатка.
Дело в том, что новые или восстановленные нагруженные узлы и агрегаты всегда требуют определенной притирки, что не позволяет сразу эксплуатировать ДВС в привычном режиме.
Не следует забывать и о том, что от качества моторного масла и своевременной замены смазочного материала и фильтров напрямую будет зависеть ресурс отремонтированного ДВС.
Обратите внимание, шатунные и коренные вкладыши являются теми деталями, которые первыми выходят из строя в случае проблем с системой смазки двигателя. По этой причине следует следить за уровнем масла, использовать соответствующие данному типу силовой установки ГСМ, избегать активной езды на холодном моторе и т.д.
Провернуло шатунный вкладыш: решение проблемы
Источник