- О балансировочном оборудовании для ремонта коленчатых валов и турбокомпрессоров
- О балансировочном оборудовании для ремонта коленчатых валов и турбокомпрессоров
- Станок для балансировки коленчатых валов и роторов массой до 300 кГ (9Д715УС)
- Балансировочный станок модели БВИ-03-10Т
- Балансировочный станок для турбокомпрессоров модели ДБС-Т10
- Балансировочная система ПБ-02М
- Стенд по восстановлению коленчатого вала
- Содержание работы
- Описание работы
- Содержание архива
- Разработка стенда для правки коленчатых валов двигателей
- Стенд для балансировки коленчатых валов
- Содержание работы
- Описание работы
- Содержание архива
О балансировочном оборудовании для ремонта коленчатых валов и турбокомпрессоров

О балансировочном оборудовании для ремонта коленчатых валов и турбокомпрессоров
В данной статье мы рассмотрим наиболее популярные модели оборудования для балансировки деталей:
- Станок для балансировки коленчатых валов и роторов массой до 300 кГ (9Д715УС);
- Балансировочный станок модели БВИ-03-10Т;
- Балансировочный станок для турбокомпрессоров модели ДБС-Т10;
- Разгонный балансировочный станок для турбокомпрессоров модели СБР-10;
- Балансировочная система ПБ-02М.
Станок для балансировки коленчатых валов и роторов массой до 300 кГ (9Д715УС)

9Д715УС: специальный дорезонансной станок предназначен для определения параметров динамической неуравновешенности (балансировки) различных двух опорных роторов массой от 3,0 до 300 кГ. Вращение коленчатого вала (ротора) при балансировке выполняется на опорных шейках или собственных подшипниках качения, установленным на роликовые опоры станка. Приводится во вращение ротор накладным бесконечным плоским ремнем.

Конструктивные особенности станка:
- Станок оснащается частотно-регулируемым асинхронным электроприводом с векторным управлением, что позволяет осуществлять бесступенчатое регулирование частоты вращения детали без остановки приводного электродвигателя;
- Роликовые установочные опоры позволяют охватывать диапазон роторов по диаметру опорных шеек от 20 до 140 мм;
- Ременной привод станка обеспечивает универсальность станка, и позволяет применять его для балансировки роторов с диаметрами приводных шеек от 50 до 500 мм;
- Вертикальный сверлильный модуль установленный на собственных направляющих позволяет устранить дисбаланс ротора непосредственно на станке.
Балансировочный станок модели БВИ-03-10Т

БВИ-03-10Т: предназначен для определения параметров динамической неуравновешенности роторов типа турбина массой до 3,0 кГ, позволяющих осуществить вращение приводом при помощи плоского бесконечного ремня. Определение параметров дисбаланса осуществляется при вращении ротора на собственных шейках во вкладышах призм, установленных на опорах стенда.
Станок спроектирован для балансировки роторов турбокомпрессоров (вала в 2-х плоскостях, а затем колеса в 2-х плоскостях) легковых, грузовых автомобилей, сельскохозяйственной и другой техники использующей турбонаддув на двигателях внутреннего сгорания.

Конструктивные особенности станка:
- Балансировочная система станка модели ПБ-02М с графическим экраном.
- Цикл измерения параметров дисбаланса ротора (угол места и величина неуравновешенной массы) производится cистемой одновременно в двух плоскостях коррекции, определяется автоматически.
- Параметры дисбаланса для каждой плоскости отображаются на ЖК мониторе прибора в числовых и графических значениях.
Балансировочный станок для турбокомпрессоров модели ДБС-Т10

ДБС-Т10: балансировочный станок для турбокомпрессоров модели ДБС-Т10 Станок предназначен для низкоскоростной балансировки роторов турбокомпрессоров двигателей внутреннего сгорания в собственном среднем корпусе. Максимальная масса устанавливаемых для балансировки турбокомпрессоров до 15 кГ.
Определение параметров дисбаланса (величины и угла) осуществляется в двух плоскостях при установке корпуса турбокомпрессора на присоединительные плоскости среднего корпуса с подачей масла в подшипники скольжения под рабочим давлением и температурой.
Так же данный станок может использоваться для обкатки турбокомпрессоров и проверки среднего корпуса турбокомпрессора в сборе на утечки в масляной системе.
Конструктивные особенности станка:
- Вращение балансируемого ротора осуществляется в собственных подшипниках скольжения с приводом с помощью сжатого воздуха.
- Конструкция станка позволяет определить и устранить технологический дисбаланс возникший при сборке.
Разгонный балансировочный станок для турбокомпрессоров модели СБР-10

СБР-10: разгонный балансировочный станок для турбокомпрессоров модели СБР-10 Станок предназначен для высокоскоростной балансировки роторов турбокомпрессоров двигателей внутреннего сгорания в собственном среднем корпусе и устранения технологического дисбаланса. Максимальная масса устанавливаемых для балансировки турбокомпрессоров 9 кг.
Проверка работоспособности проводится при вращении ротора на частотах, достигающих максимальных эксплуатационных значений. Для создания условий, близких к эксплуатационным, испытания проводятся с подачей масла в подшипники скольжения под рабочим давлением и температурой, близкой к рабочей.
Балансировочная система ПБ-02М

Балансировочные станки, оснащенные ПБ-02М, в полной мере соответствуют точностным требованиям ГОСТ 20076-2007 и стандарту ISO 2953-99.
Простота настройки и работы с прибором не требуют специальных теоретических знаний, что позволяет освоить работу на любом балансировочном станке в кратчайшие сроки.
Алгоритм работы прибора позволяет проводить настройку станка на серийных роторах с реальными начальными дисбалансами, что исключат необходимость изготовления эталонных роторов и потери времени на проведение условной балансировки.
Хранящиеся в памяти прибора настройки на ранее балансированные ротора сокращают время переналадки станка, а запоминание результатов до 100 последних измерений позволяет анализировать и контролировать процесс балансировки.
Источник
Стенд по восстановлению коленчатого вала
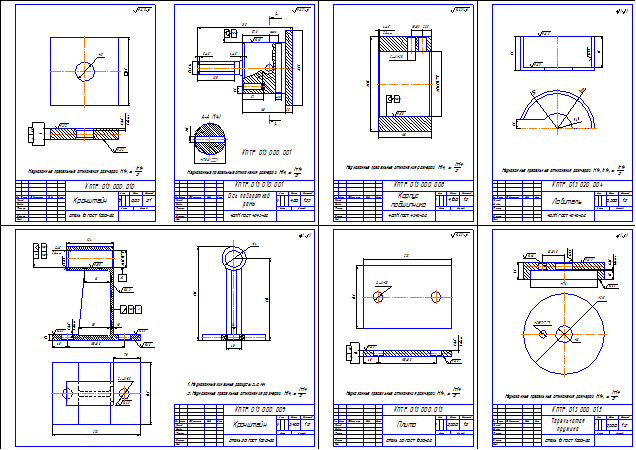 Деталировка стенда восстановления коленчатого валов Деталировка стенда восстановления коленчатого валов | 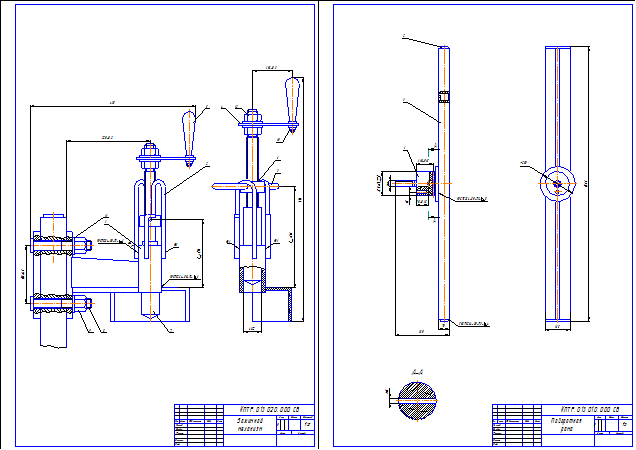 Зажимной механизм стенда по восстановлению коленвалов Зажимной механизм стенда по восстановлению коленвалов |
|---|---|
 Стенд для восстановления коленчатых валов Стенд для восстановления коленчатых валов | 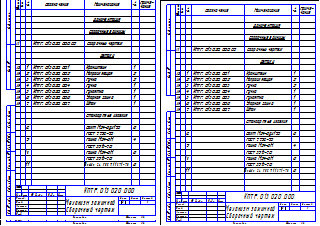 Специф механизм зажимной Специф механизм зажимной |
Содержание работы
Аннотация
Введение
1 Ремонтная технологичность
1.1 Способы восстановления коленчатых валов
1.2 Разработка метода восстановления шатунных шеек коленчатых валов
1.3 Разработка технологического процесса восстановления коленчатых валов
2 Технологический раздел
2.1 Стенд для правки коленчатых валов
2.2 Универсальное приспособление для сборки и разборки коленчатого вала
3 Конструкторская часть
3.1 Описание установки
3.2 Прочностные расчеты
4 Техника безопасности при работе со стендом
5 Технико-экономическое обоснование
Заключение
Список используемой литературы
Описание работы
Разрабатываемый стенд является вспомогательным оборудованием и необходим для повышения производительности труда в моторном цеху АТП.
Стенд используется для закрепления коленчатого вала в вертикальном положении (при этом высокая точность позирования не требуется), для приварки ремонтных колец на шейки вала.
Коленчатый вал проворачивается вокруг своей оси с помощью рукояти, демонтируется и монтируется с помощью специальных зажимов.
Содержание архива
1. Записка пояснительная;
2. Графическая часть (комплект чертежей):
— Деталировка стенда восстановления коленвалов;
— Зажимной механизм стенда по восстановлению коленвалов;
— Спецификация механизм зажимной;
— Спецификация поворотная рама;
— Стенд для восстановления коленчатых валов.
Остальные чертежи смотрите в папке «Скрины», архив
Цена конструкторской работы 610 ₽ Получить скидку 20%
Источник
Разработка стенда для правки коленчатых валов двигателей
Стенд предназначен для правки коленчатых валов, т.е. для коррекции геометрии, которая нарушается при долговременной работе двигателя.
Основой данной конструкции являются:
- рама, на которой крепятся все основные узлы и элементы установки. Рама состоит из продольного элемента, на него установлены базирующие зажимы, основной рабочий зажим с силовым гидроцилиндром, электродвигатель с насосом и пульт управления. К продольному элементу при помощи сварного соединения крепятся вертикальные опорные стойки.
- база с ручным зажимом представляет из себя устройство с подвижными кулачками. Данная конструкция зажима дает возможность базировать валы с диаметром 60-110 мм. Для возможности базировать валы различной длины предусмотрены подвижные основания патронов.
- силовой гидроцилиндр крепится к раме и посредством зажима осуществляет правку вала. Главный зажим предназначен для крепления вала к силовому гидроцилиндру, который при помощи осевого движения восстанавливает нарушенную геометрию вала.
- предохранительный клапан сбрасывает в системе давление при превышении его допустимого значения.
- насос раскручивается электродвигателем и создает в гидросистеме давление. При этом гидроцилиндр оказывает на вал необходимое усилие для правки.
- соединительная муфта предназначена для сообщения насоса и электродвигателя.
- электродвигатель передает крутящий момент на насос.
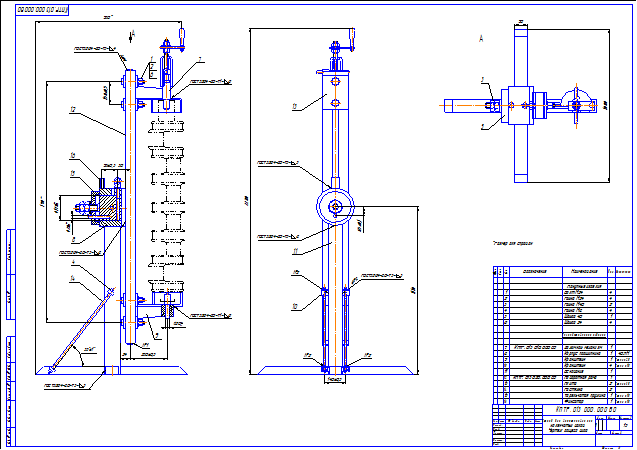
Технологический процесс работы установки начинается с того, что вал с нарушенной геометрией базируется на стенде с помощью зажимных устройств 2. Далее вал крепится главным зажимом к силовому гидроцилиндру 3. При помощи пульта управления запускается электродвигатель 7. Крутящий момент с электродвигателя через муфту 6 передается на насос 5, который создает давление в гидросистеме 10,4 мПа. При этом силовой гидроцилиндр перемещается в базовое положение по отношению к оси вала, осуществляя при этом коррекцию геометрии коленчатого вала. При завершении технологического процесса вал снимается со стенда и направляется на шлифовку опорных шеек.
Чертеж общего вида стенда для правки коленчатых валов двигателей

Обзор аналогов стенда для правки коленчатых валов

Сборочный чертеж предохранительного клапана стенда


Технологическая карта на восстановление коренных и шатунных шеек коленчатого вала

3.1 Анализ конструкции стендов для ремонта коленчатых валов
3.2 Описание конструкции установки для правки коленчатых валов
3.3 Расчет и конструирование стенда для ремонта коленчатых валов
- 3.3.1 Расчет усилия правки
- 3.3.2 Расчет силового гидроцилиндра
- 3.3.3 Расчет гидравлического насоса
- 3.3.4 Расчет трубопроводов
- 3.3.5 Расчет параметров предохранительного клапана
- 3.3.6 Расчет пружины предохранительного клапана
- 3.3.7 Расчет рамы
3.4 Технико-экономические показатели установки
Пояснительная записка 27 листов описания и расчетов, спецификации.
Чертежи выполнены в AutoCAD, есть возможность перевести в Компас.
Источник
Стенд для балансировки коленчатых валов
 Анализ существующих конструкций балансировочный стендов Анализ существующих конструкций балансировочный стендов | 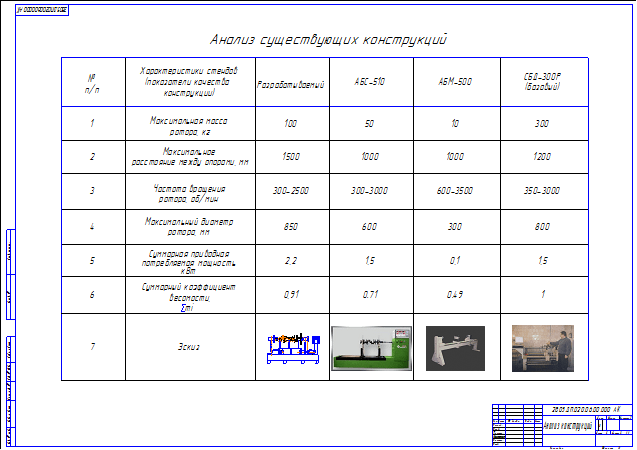 Анализ существующих конструкций Анализ существующих конструкций |
|---|---|
 Стенд для баллансировки коленчатых валов Стенд для баллансировки коленчатых валов |  Экономическая эффективность проекта Экономическая эффективность проекта |
Содержание работы
Введение
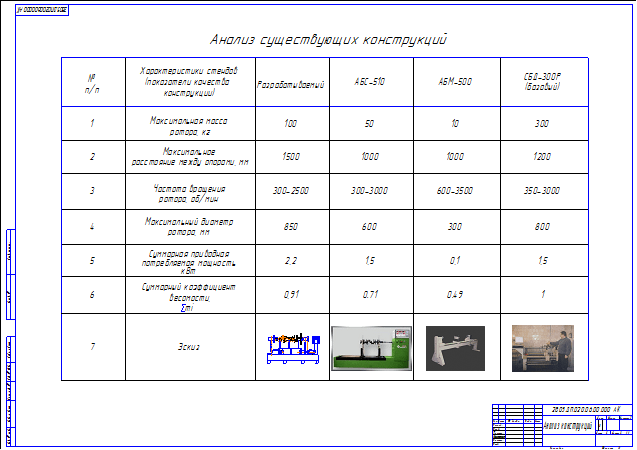
1. Анализ существующих конструкций
1.1. Оценка технико-экономических показателей характеризующих уровень совершенства конструкции
2. Техническое описание проектируемой конструкции
3. Расчеты, подтверждающие работоспособность и прочность конструкции
Описание работы
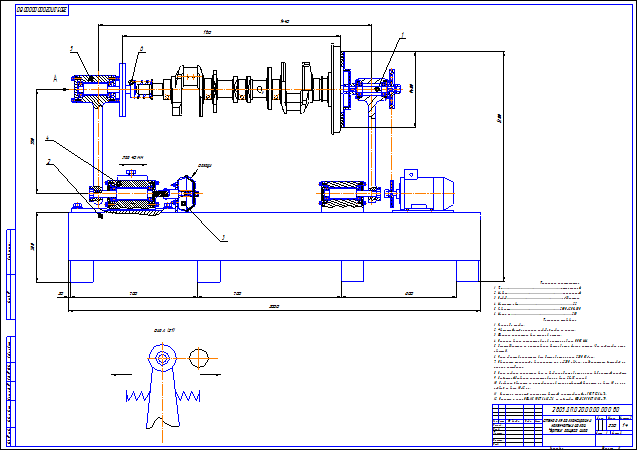
Разрабатываемый стационарный, автоматизированный стенд балансировки коленчатых валов ДВС, предназначен для устранения дисбалансов коленчатых валов автомобильных двигателей и различных изделий-роторов собственной массой не более 100 килограмм и длиной не более 1500 миллиметров.
В конструкцию стенда входят два маятниковых рычага, качающихся на опорах и удерживаемых пружинами; головки, в которых на подшипниках установлены валы. Опора одного из маятниковых рычагов может передвигаться по направляющим и фиксироваться в нужном положении зажимом. При вращении балансируемой детали от электропривода через ременную передачу маятниковые рычаги будут отклоняться от вертикали на величину, пропорциональную дисбалансу детали. Величина дисбаланса определяется амплитудомером, или индикатором. На каждом из валов укреплены два диска, имеющие по одному одинаково расположенному отверстию. Если отверстия дисков расположены противоположно, то каждая пара дисков будет сбалансированной, и такое их положение принимается за нейтральное.
Поворачивая один диск относительно другого, можно добиться такого их положения, когда при вращении балансируемой детали индикатор покажет отклонение, близкое к нулю. В этом случае система деталь — диски будет уравновешена. Деталь можно сбалансировать, высверливаем на щеках к/валов отверстий диаметром 10 мм глубиной до 12 мм. На торцовых сторонах щек. Индикаторы для определения величины и расположения дисбаланса, применяемые на балансировочных станках, представляют собой подвижную катушку, расположенную в поле довольно мощного постоянного магнита. Катушка механически соединена с одним из концов качающейся рамки и электрически через выпрямляющее устройство с электрическим индикатором (миллиамперметром). Амплитуда тока пропорциональна величине дисбаланса. Момент, когда кривая тока проходит через максимальное значение, зависит от места расположения дисбаланса детали. Это позволяет судить о величине и угловом расположении дисбаланса.
Тарировку индикатора (указывающего прибора) производят перед балансировкой деталей путем установки на стенде эталона детали, искусственно создавая определенные ее дисбалансы. Ротор приводится во вращение через ременную передачу передаточным отношением U=1.42 электродвигателем мощностью 2,2 кВт.
Содержание архива
1. Записка пояснительная;
2. Чертеж общего вида стенда;
3. Анализ существующих конструкций;
4. Сборочный чертеж разрабатываемого узла;
5. Деталировка сборочного;
6. Спецификации.
Остальные чертежи смотрите в папке «Скрины», архив
Цена конструкторской работы 2257 ₽ Получить скидку 20%
Источник