- Клуб студентов «Технарь». Уникальный сайт с дипломами и курсовыми для технарей.
- Все разделы / Ремонт, техобслуживание машин и механизмов /
- Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ) двигателя внутреннего сгорания (ДВС) (конструкторский раздел дипломного проекта)
- Модернизация приспособления для сборки шатунно-поршневой группы двигателя
- Клуб студентов «Технарь». Уникальный сайт с дипломами и курсовыми для технарей.
- Все разделы / Ремонт, техобслуживание машин и механизмов /
- Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ) двигателя внутреннего сгорания (ДВС) (конструкторский раздел дипломного проекта)
- Устройство для разборки шатунно-поршневой группы
- Текст
- Заявка
Клуб студентов «Технарь». Уникальный сайт с дипломами и курсовыми для технарей.
Все разделы / Ремонт, техобслуживание машин и механизмов /




Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ) двигателя внутреннего сгорания (ДВС) (конструкторский раздел дипломного проекта)
Тип работы: Диплом и связанное с ним
Форматы файлов: КОМПАС, Microsoft Word
5 Конструкторская разработка
5.1 Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ)
5.2 Технические расчеты приспособления
5 Конструкторская разработка
5.1 Приспособление для разборки и сборки шатунно-поршневой группы
По целевому назначению приспособления, применяемые в ремонтном производстве, подразделяются на пять групп:
1) Разборочно-сборочные — для соединения сопрягаемых деталей сборочных единиц, крепления базовых деталей собираемых изделий, предварительного деформирования собираемых упругих элементов изделий, разъединения и соединения элементов изделий, требующих приложения больших усилий, и др.;
2) Станочные — для выполнения всех видов механической обработки на станках;
3) Для крепления рабочих инструментов;
4) Для захвата, перемещения и изменения положения восстанавливаемых деталей;
5) Контрольные — для проверки качества ремонта или технического состояния изделий.
По степени специализации различают приспособления:
1) Универсальные — для расширения технологических возможностей основного оборудования;
2) Специальные (одноцелевые) — для выполнения определённой операции технологических процессов ремонта изделий.
В проекте я разрабатываю универсальное приспособление по целевому назначению относящееся к разборочно-сборочной группе.
На мой взгляд рациональнее использовать универсальные приспособления, т.к. они выполняют несколько функций, тем самым уменьшая количество ис-
пользуемого при разборочно-сборочных работах производственного инвентаря и материальные затраты связанные с его потреблением и обслуживанием.
В настоящее время сборка соединения шатун-поршень осуществляется вручную следующим образом: поршень нагревают, а затем с помощью оправки и молотка производят сборку, что негативно влияет на целостность деталей данного соединения.
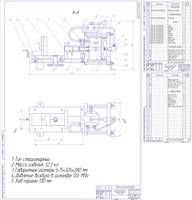
Работа по сборке соединения шатун-поршень при помощи разрабатываемого приспособления (рисунок 1) будет осуществляться следующим образом. Устанавливаем во втулке 4 короткий наконечник 5 (длина которого составляет 78мм). Поршень 6 нагреваем в печи. Вкладываем палец 3 во втулку 4, устанавливаем поршень 6 на плиту 8, центрируем поршень 6 с шатуном 11 при помощи оправки 9. Повернуть рукоять распределительного крана 1, воздух под давлением поступает в надпоршневую полость. Поршень под воздействием воздуха начинает перемещаться, в свою очередь перемещая шток с наконечником 5. Палец, перемещаясь во втулке 4 под воздействием наконечника 5, выталкивает оправку 9. Поршень 6 приходит крайнее положение, палец 3 установлен, включаем распределительный кран 1. Далее палец фиксируется стопорными кольцами. Сборка шатуна с поршнем завершена. Переключением рукоятки распределительного крана 1 вернуть пневмоцилиндр 2 в исходное положение.
Разборка соединения шатун-поршень будет осуществляться следующим образом. Устанавливаем наконечник (длина которого 160мм) во втулку 4. Уста¬навливаем поршень 6 с шатуном 11 в сборе на плиту 8, предварительно сняв стопорные кольца, при помощи оправки 9 центрируем с упором 7. Поворачиваем рукоять распределительного крана 1, происходит заполнение надпоршневого пространства. Под давлением воздуха поршень пневмоцилиндра 2 перемещает¬ся, воздействуя на шток с наконечником. В свою очередь наконечник выдавли¬вает палец. Разборка шатуна с поршнем завершена. Переключением рукояти распределительного крана 1 вернуть пневмоцилиндр 2 в исходное положение.
Размер файла: 4,5 Мбайт
Фаил: (.rar)
Источник
Модернизация приспособления для сборки шатунно-поршневой группы двигателя
При ремонте двигателей часто приходится комплектовать шатунно-поршневую группу (ШПГ) ввиду восстановления сопряжений палец – шатун, либо ввиду замены поршневой группы вместо изношенной. Традиционно для сборки ШПГ используют в качестве оснастки слесарные тисы, оправку, легкий молоток, осуществляют нагрев поршней различными способами.
До сих пор традиционная сборка ШПГ не осуществлялось применением в ремонтном производстве приспособлениями при помощи специальных устройств, которые были бы адаптированы к разным моделям и размерам сопряжений ШПГ. Для осуществления сборки ШПГ предлагается приспособление закрепляемое на верстаке и при помощи его производится качественная сборка.
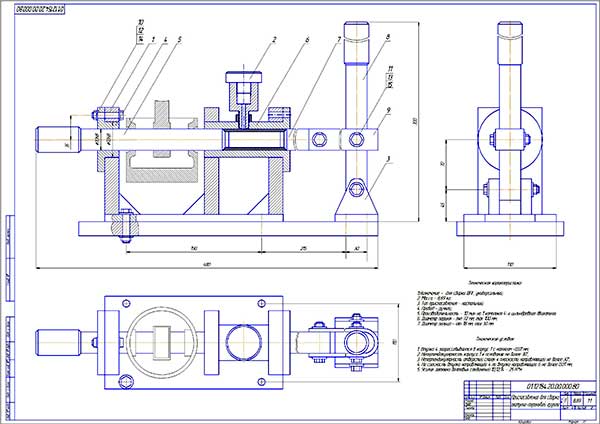
Приспособление предназначено для сборки – разборки ШПГ двигателя. Приспособление относится к типу – настольный. Привод – ручной. Производительность – 10 мин на 1 комплект. Диаметры поршней обслуживаемые приспособлением: 72…100 мм. Диаметры пальцев: 18…30 мм. Усилие прикладываемое на рычаг – 1 кг. Кинематическая схема приспособления показана на рис 3.1.
Приспособление состоит из следующих узлов и деталей: корпус, смазочный магазин, кронштейн, двух видов направляющих втулок, оправки поршневого пальца, толкателя поршневого пальца, рычаг, соединительной скобы и крепежных болтов. Все узлы и детали приспособления производятся из стали Ст 3 ГОСТ 380 – 71. Основным способом производства является штамповка.
В данном дипломном проекте мы усовершенствуем приспособление для сборки ШПГ двигателя (рис. 3.2), которое состоит из корпуса 1, крепящегося к верстаку четырьмя болтами М10х1,5. В сам корпус вставляются сменные втулки 4 и 6, направляющие ход оправки 5 и толкателя 7. Толкатель непосредственно запрессовывает палец в поршень с помощью рычага 8, который в шарнирном соединении с кронштейном 3 крепится к верстаку. Во избежание сил трения и перекосов толкатель шарнирно соединен с рычагом 8 соединительной серьгой 9. В сменную втулку 6 вкручивается смазочный магазин 2 для смазки поршневого пальца.
Чертеж общего вида приспособления для сборки шатунно-поршневой группы двигателя
Сборочные чертежи приспособления для сборки шатунно-поршневой группы двигателя

Деталировка приспособления для сборки шатунно-поршневой группы двигателя

Технологический маршрут изготовления втулки направляющей приспособления

3 КОНСТРУКТОРСКАЯ ЧАСТЬ 37
3.1 Необходимость разработки приспособления для сборки разборки шатунно-поршневой группы 37
3.2 Кинематическая схема приспособления 37
3.3 Прочностной расчет деталей на срез, изгиб и устойчивость 38
- 3.3.1 Прочностной расчет пальца на срез 38
- 3.3.2 Прочностной расчет рукоятки на изгиб 39
- 3.3.3 Прочностной расчет толкателя на устойчивость 40
3.4 Технологический маршрут изготовления втулки направляющей 41
- 3.4.1 Выбор заготовки 41
- 3.4.2 Технологический маршрут 41
- 3.4.3 Определение межоперационных припусков 42
- 3.4.4 Разработка пооперационных технологий 42
- 3.4.5 Расчет режимов резания 44
Источник
Клуб студентов «Технарь». Уникальный сайт с дипломами и курсовыми для технарей.
Все разделы / Ремонт, техобслуживание машин и механизмов /
Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ) двигателя внутреннего сгорания (ДВС) (конструкторский раздел дипломного проекта)
Тип работы: Диплом и связанное с ним
Форматы файлов: КОМПАС, Microsoft Word
5 Конструкторская разработка
5.1 Приспособление для разборки и сборки шатунно-поршневой группы (ШПГ)
5.2 Технические расчеты приспособления
5 Конструкторская разработка
5.1 Приспособление для разборки и сборки шатунно-поршневой группы
По целевому назначению приспособления, применяемые в ремонтном производстве, подразделяются на пять групп:
1) Разборочно-сборочные — для соединения сопрягаемых деталей сборочных единиц, крепления базовых деталей собираемых изделий, предварительного деформирования собираемых упругих элементов изделий, разъединения и соединения элементов изделий, требующих приложения больших усилий, и др.;
2) Станочные — для выполнения всех видов механической обработки на станках;
3) Для крепления рабочих инструментов;
4) Для захвата, перемещения и изменения положения восстанавливаемых деталей;
5) Контрольные — для проверки качества ремонта или технического состояния изделий.
По степени специализации различают приспособления:
1) Универсальные — для расширения технологических возможностей основного оборудования;
2) Специальные (одноцелевые) — для выполнения определённой операции технологических процессов ремонта изделий.
В проекте я разрабатываю универсальное приспособление по целевому назначению относящееся к разборочно-сборочной группе.
На мой взгляд рациональнее использовать универсальные приспособления, т.к. они выполняют несколько функций, тем самым уменьшая количество ис-
пользуемого при разборочно-сборочных работах производственного инвентаря и материальные затраты связанные с его потреблением и обслуживанием.
В настоящее время сборка соединения шатун-поршень осуществляется вручную следующим образом: поршень нагревают, а затем с помощью оправки и молотка производят сборку, что негативно влияет на целостность деталей данного соединения.
Работа по сборке соединения шатун-поршень при помощи разрабатываемого приспособления (рисунок 1) будет осуществляться следующим образом. Устанавливаем во втулке 4 короткий наконечник 5 (длина которого составляет 78мм). Поршень 6 нагреваем в печи. Вкладываем палец 3 во втулку 4, устанавливаем поршень 6 на плиту 8, центрируем поршень 6 с шатуном 11 при помощи оправки 9. Повернуть рукоять распределительного крана 1, воздух под давлением поступает в надпоршневую полость. Поршень под воздействием воздуха начинает перемещаться, в свою очередь перемещая шток с наконечником 5. Палец, перемещаясь во втулке 4 под воздействием наконечника 5, выталкивает оправку 9. Поршень 6 приходит крайнее положение, палец 3 установлен, включаем распределительный кран 1. Далее палец фиксируется стопорными кольцами. Сборка шатуна с поршнем завершена. Переключением рукоятки распределительного крана 1 вернуть пневмоцилиндр 2 в исходное положение.
Разборка соединения шатун-поршень будет осуществляться следующим образом. Устанавливаем наконечник (длина которого 160мм) во втулку 4. Уста¬навливаем поршень 6 с шатуном 11 в сборе на плиту 8, предварительно сняв стопорные кольца, при помощи оправки 9 центрируем с упором 7. Поворачиваем рукоять распределительного крана 1, происходит заполнение надпоршневого пространства. Под давлением воздуха поршень пневмоцилиндра 2 перемещает¬ся, воздействуя на шток с наконечником. В свою очередь наконечник выдавли¬вает палец. Разборка шатуна с поршнем завершена. Переключением рукояти распределительного крана 1 вернуть пневмоцилиндр 2 в исходное положение.
Размер файла: 4,5 Мбайт
Фаил: (.rar)
Источник
Устройство для разборки шатунно-поршневой группы
Номер патента: 1274899



Текст
(54 ) УСТРОЙСТВО НО-ПОР 1 НЕВО 1 ГР (57) Изобретени ройствам для ра вой группы расп ЛЯ РАЗБОРКИ АТУП 1 Ы относится орки шату ссовкой и водительн к уст- но-поршнепозволяно ое ть трудавозможт повысить п расширить технологичес снастка автомобЦБН 1976,ля ей В/ 22,4ОО 1:О Ж СУДАРСТНЕКНЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ВТОРСКОМУ СВИДЕТЕЛЬСТВ(71) Центральное опытное проеконструкторское и технологичебюро «Авторемонт» ГОСНИТИ»Россельхозтехника»,с ности устроиства. Достигается этотем, что при перемещении съемника ввиде корпуса 8 закрепленные на немпуансоны 9 своими пластинами 10 внедряются в поршень 16 и извлекают поршневые кольца 7, оставляя их на выступах 1. Одновременно перемещается,совершив предварительно выпрессовкупальца 3, гидроцилиндр 2, который,воздействуя на толкатель 4, выпрессовывает бронзовую втулку 21. 1 з,п.А-лы, 2 ил.Изобретение относится к прессовым устройствам, в частности к устройствам для съема порщневых колец а также выпрессовки поршневого пальца и втулки яатуна,Пелью изобретения Является повыпение производительности и расширение технологических воэможностей путем обеспечения снятия поршневых колец,На фиг,1 изображено предлагаемоеустройство, общий вид, с подвюкнымирабоч 1 ми органами в верхнем положении; на фиг.2 — та же, с подвижнымирабочими органами в нккнем положении,Устройство содержит опору 1 длябазирования разбираемой шатуннопоршневой группы, силовой гидроцилиндр 2 для выпрессовки поршневыхпальцев З,средство для вы 11 рессовкибронзовых втулок, выполненное в виде толкатсля 4, имеющего форму полойвтулки с хвостоником 5, на которомвыполнена полукольцевая выемка.Устройство содержит также сьемникдля снятия поршневьв; колец 7, выполненный Б виде установленного с возможностью перемещения от приводакорпуса 8, на котором по окружностина равном расстоянии один относительно другого закреплены пуансоны 9,несущие режущие пластины 10 с выступами 11, служащими для удержанияпоршневых колец 7.Силовой Гидроцилиндр 2 жестко свя»эан посредством кронштейна. 12 с корпусом 8.На штоке 13 силового цилиндра 2 выполнен кольцевой бурт 14,Опора установлена на упоре 15 и выполнена с гнездами для базирования составных частей щатунно-поршневой группы.Устройство работает следующим образом.На опору 1 устанавливается поршень 16 в сборе с шатуном 17 и поршневыми кольцами 7. Ориентированное положение поршня достигается за счет наличия гнезд в опоре для размещения составных частей щатунно-поршневой группы: гнезда 18 — для поршня,. гнезда 19 — для штока.Первоначально включается в работу силовой гидроцилиндр 2, который своим штоком выпрессовывает палец 3 пор 1 пня 16. После возвращения ока гидроцилиндра Б первоначальное положение начинается движение вниз подвижных частей пресса 20 с закрепленным на нем съемником в виде корпуса 8 с пуансонами 9 и гидроци-т 1 индром 2, а отсоединенный от поршня 16 шатун 17 падает под собственным весом по направляющим опоры 1 в положение при котором Ось Отверстия головки шатуна 17 совпадает с осью толкателя 4.При движении съемника вниз пуансонь 1 9 внедряются Б тело поршня 16 и своей конической частью,т,е. пластинами 10, извлекают поршневые кольца 7 иэ пазов поршня 16 и размещают их между корпусом 8 и выступами 11 пластин 1 О.Псршневые. кольца не разрушаются не разрезаются), так как они имеют степень свободы на расширение. В конце хода съемника вновь включается в работу силовой Гидроцилиндр 2 кОтО- рьгй, воздействуясвоим штоком 13 на толкатель 4, выпрессовывает втулку 21 щатуна 16.При возвращении штока 13 гидро- цилиндра 2 перемещается в исходное положение и толкатель 4 за счет соединения, которое создается после опускания гидроцилиндра 2, между буртом 14 штока гидроцилиндра 2 и выемкой 6 толкателя 4. После завершения хода щтока. гидроцилиндра 2 включается перемещение подвижных частей пресса 20 вверх, т.е. в первоначальное положеяиеВместе с пуансонами 9 поднимаются зафиксированные на них поршневые кольца 7 и поршень 16.Применение предлагаемого устройства позволит повысить производительность труда,Формула изобретения1. Устройство для разборки шатун- но-поршневой группы, содержащее опору для базирования разбираемой группы, силовой гидроцилиндр для выпрессовки поршневых пальцев, средство для выпрессовки бронзовых втулок, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности и расширения технологических возможностей путем обеспечения снятия поршневых колец, оно снабжено установленньи с воэ 1 ожностью переме1274899 Составитель Н.ЧернилевскаяРедактор И.Николайчук Техред И.ПоповичКорректоР Г. Решетник Заказ 6521/14 Тираж 1001 ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д.4/5Подписное Производствецно-полиграфическое предприятие, г.ужгород, ул. Проектная, 4щения от привода в направлении, перпендикулярном оси силового гидроцилиндра, съемником поршневых колец,выполненным в виде корпуса с жесткозакрепленными на нем по окружностина равном расстоянии один от другого пуансонами, несущими режущие пластины со скошенными торцами, обращенными острыми углами внутрь, приэтом силовой гидроцилиндр жесткосвязан, через промежуточное звено скорпусом съемника, а на его штокевыполнен кольцевой бурт средстводля выпрессовки бронзовых втулок вылолнено в виде смонтированного вопоре параллельно оси силового гидрацилиндра толкателя, состоящего изполой втулки с хвостовиком, имеющим 5 полукольцевую выемку на внутреннейповерхности для размещения кольцевогобурта при перемещении съемника, аопора выполнена с отдельными гнездами для базирования составных частейшатунно-поршневой группы.2. Устройство по п.1, о т л и -ч а ю щ е е с я тем, что на режущихпластинах выполнены выступы дляудержания снятых поршневых колец.
Заявка
ЦЕНТРАЛЬНОЕ ОПЫТНОЕ ПРОЕКТНО-КОНСТРУКТОРСКОЕ И ТЕХНОЛОГИЧЕСКОЕ БЮРО «АВТОРЕМОНТ» ГОСНИТИ
ЕФИМОВ АНАТОЛИЙ НИКОЛАЕВИЧ, ВАСЬКО ВЛАДИСЛАВ АЛЕКСАНДРОВИЧ
Источник