Cтанки для раcтoчки шатунов
Станки KT600 и KT600 О для расточки шатунов
Станки KT600 и KT600 О предназначены для точной расточки отверстий в шатунах и подобных деталях. Станки изготовлены из жесткого и качественного чугуна. Держатели детали и расточные шпиндели изготовленные из высококачественной стали прошедшей термическую обработку.
Станок KT600 имеет плавную цифровую регулировку скорости вращения шпинделя и ручную регулировку продольного хода стола (с помощью маховика).
Станок KT600 О имеет плавную цифровую регулировку скорости вращения шпинделя и автоматическую цифровую регулировку продольного хода стола (с возможностью ручной регулировки). Концевой выключатель помогает столу автоматически остановиться в любом заданном положении.
- Расточной шпиндель (Ø 14-30 мм) – 1 шт.;
- Расточной шпиндель (Ø 30 мм) – 1 шт.;
- Расточной шпиндель (Ø 60 мм) – 1 шт.;
- Зажим для резцов (Ø 17-30 мм) – 1 шт.;
- Зажим для резцов (Ø 35 мм) – 1 шт.;
- Зажим для резцов (Ø 55 мм) – 1 шт.;
- Набор зажимных упоров для детали – 1 шт.;
- Устройство для центрирования детали – 1 шт.;
- Устройство для подачи шпинделя – 1 шт.;
- Устройство для подачи шпинделя малого диаметра – 1 шт.;
- Индикатор – 1 шт.;
- Шестигранные ключи – 3 шт.;
- Масляный насос – 1 шт.;
- Набор державок (Ø8×29,5мм-1шт., Ø10×39,5мм-1шт., Ø10×54мм-1шт.) с алмазными расточными пластинами – 1 шт.;
- Руководство по эксплуатации – 1 шт.
Источник
Станки ROBBI для расточки шатунов
 Русский каталог оборудования ROBBI с ценами в формате PDF скачать здесь ->
Русский каталог оборудования ROBBI с ценами в формате PDF скачать здесь ->
Скачать русские каталоги станков и оборудования ROBBI в формате PDF можно здесь ->
Итальянская компания ROBBI является сегодня одним из самых известных в мире производителей оборудования и станков для ремонта моторных деталей.
С 2012 года Специализированный моторный центр (СМЦ) «АБ-Инжиниринг» является представителем компании ROBBI.
Для того, чтобы посмотреть оборудование в работе, получить дополнительную информацию, пройти обучение, составить комплектацию и сделать заказ, свяжитесь с нами по тел. +7 925 544-8195 или по электронной почте.
Станки для расточки и шлифовки отверстий шатунов выпускаются в Италии фирмой ROBBI S.p.A..

Это недорогие, но качаственные станки, которые выпускаются на основании 75-летнего опыта фирмы в производстве прецизионного оборудования для восстановления двигателей.
Станки для расточки и шлифовки отверстий головок шатунов RO55 и STAR – это легкое управление, минимум операций для прецизионной работы и высокое качество работы благодаря жесткой подаче брусков хонинговальной головки. Окраска в любой цвет по выбору заказчика.
Каждый такой станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.


Линия оборудования для ремонта шатунов ROBBI включает 5 моделей станков для расточки и шлифовки шатунов любых двигателей:
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ:
- Точное и быстрое центрирование отверстия шатуна специальным устройством с индикатором, когда машина в движении. Выгоды — центрирование различных типов шатунов меньше чем 20 секунд, а центрирование того же самого шатуна меньше чем 10 секунд.
- Высокая точность измеряющего устройства прямого считывания.
- Специальный быстрый инструмент, регулирующий установку для расточки и/или шлифовки.
- Главный шпиндель, установленный на регулируемых антифрикционных прецизионных втулках, специально разработанный для точной расточки/шлифовки всех диаметров.
- Шпиндельные скорости: медленная для центрирования и быстрая для расточки/шлифовки. Вертикальное регулируемое крепление для стержней шатунов
- Быстрый и точный захват и крепление шатуна.
- Совершенная параллельность между отверстиями головок шатуна.
ОСОБЕННОСТИ ПРОЦЕССА РАСТОЧКИ И ШЛИФОВКИ ОТВЕРСТИЙ ШАТУНОВ:

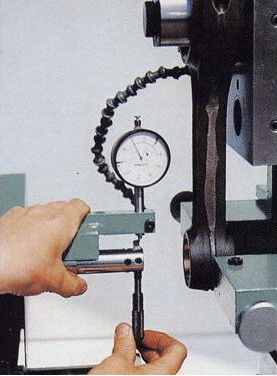
1. Центрирование шатуна для расточки.
Центрирование шатуна для расточки с помощью центроискателя.
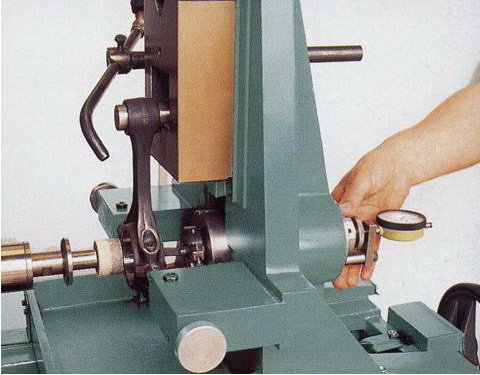
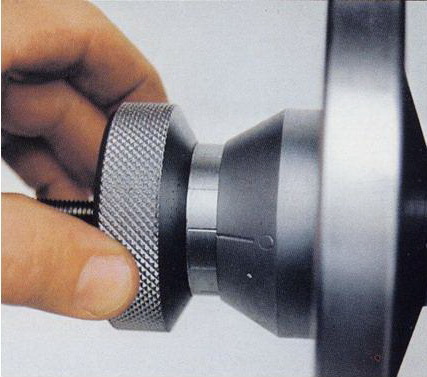
2. Калибровка резца.
Калибровка резца с помощью микрометра.
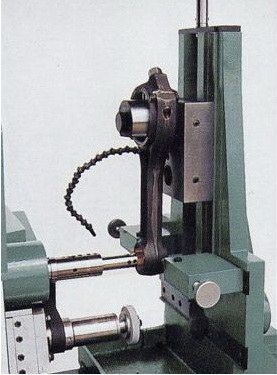
3. Расточка.
Расточка отверстия головки шатуна.
4. Центрирование шатуна для шлифовки.
Центрирование шатуна для шлифовки.

5. Грубая регулировка припуска на шлифование.
Грубая регулировка припуска на шлифование.

6. Микрометрическая регулировка.
Тонкая микрометрическая регулировка припуска на шлифование.
7. Окончательная регулировка.
Окончательная регулировка диаметра шлифования.
Расточка шатуна
Параметры
RO 55/A
RO 55/B
RO 55/AS
RO 83
Обрабат. способн-ть
Скорости и подачи
5000 — 8000
Мощности
Размеры и вес
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
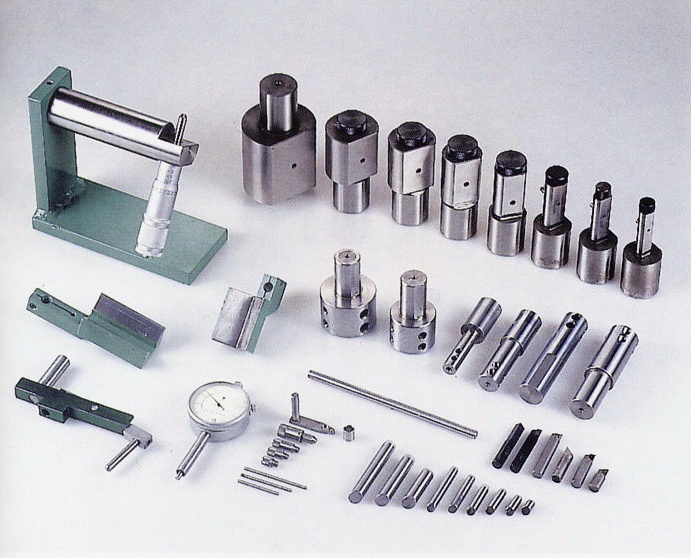

- Приводной двигатель, подходящий для 220, 380, 400 или 440 В, 50 или 60 Гц.
- Вертикальные крепления для шатуна (4 шт.).
- Универсальный расточной шпиндель (шлифовальный шпиндель для RO 83 или 2 шпинделя для STAR).
- Набор режущих инструментов для расточки (кроме RO 83).
- Набор 14 шлифовальных кругов 40-85 мм с устройством для правки алмазом (для RO 83 и STAR).
- Система охлаждения (для RO 83 и STAR).
- Центроискательное устройство с индикатором (2 устройства для STAR).
- Центрирующий конус (для RO 83 и STAR).
- Держатели для измерения с индикатором (2 шт.).
- Приспособление с микрометром для 13-90 мм (дополнительно 80-160 мм для RO 55/B и STAR).
- Набор раздвижных оправок 15-76 мм (32-122 мм для RO 55/B).
- Набор зажимных кронштейнов.
- Набор гаечных ключей.
- Инструкция по эксплуатации.
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)

- Установочное приспособление с микрометром 67-130 мм.
- Расточные головки.
- Наборы резцов.
- Заточное устройство для резцов.
- Станок для шлифовки крышек подшипников RO 70.
- Наборы расточных шпинделей 20-150 мм.
- Ориентировочные отпускные цены (EURO, без НДС и транспорта) в стандартной комплектации без инструмента:
RO 55/A — от 14 300.00
RO 55/B — от 17 500.00
RO 55/AS — от 16 100.00
RO 83 — от 14 800.00
STAR — от 21 300.00
Наиболее полная информация о станках и оборудовании для ремонта шатунов ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
Скачать инструкцию по эксплуатации станка для расточки шатунов STAR в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
СМЦ «АБ-Инжиниринг» также поможет сделать эскизный проект и скомплектовать оборудованием участок механической обработки деталей по конкретному техническому заданию.
Всем покупателям сообщаем, что для заказа станка ROBBI для Вашего цеха достаточно просто отправить запрос на станочное оборудование Robbi прямо с нашего сайта. Или позвонить в отдел оборудования по тел. +7 925 544 8195.
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка.
Источник
РЕМОНТ ШАТУНОВ

Любой шатун, поступающий в ремонт, последовательно проходит два этапа восстановления:
- восстановление отверстия нижней (большей) головки;
- восстановление отверстия верхней (меньшей) головки – если в шатуне конструктивно заложена втулка.
Этап 1: ВОССТАНОВЛЕНИЕ НИЖНЕЙ (БОЛЬШОЙ) ГОЛОВКИ ШАТУНА

Шатун разбирается и осаживается (припиливается) на абразивной плите по плоскостям стыка, отверстие, как правило, приобретает эллипсную форму. Затем шатун поступает на хонингование большого отверстия. Контроль в ходе обработки производится нутромером с микронной головкой. Некруглость отверстия после хонингования составляет не более 0,002мм

Обработка может производиться на самом убитом токарном станке, где есть главное движение, либо на «ПРЕЦИЗИОН-БГШ» — специальной хонинговальной установке, позволяющей осуществлять регулировку диаметра обработки не останавливая шпиндель, что повышает производительность обработки.

Для различных шатунов мы предлагаем хонголовки трех типоразмеров:
- с базой Ǿ35мм;
- с базой Ǿ40мм;
- с базой Ǿ50мм.

Каждая хонголовка перенастраивается в своем диапазоне посредством замены опорного сектора и колодки с абразивными брусками в течении 1мин. Таким образом одна хонголовка способна обработать разные шатуны, например, «ЯМЗ», «КАМАЗ», «ИКАРУС» и др.
Этап 2: ВОССТАНОВЛЕНИЕ ВЕРХНЕЙ (МАЛОЙ) ГОЛОВКИ ШАТУНА
После замены втулки для более плотной ее посадки в отверстии в некоторых шатунах (зависит от конструкции сменной втулки) мы применяем раскатывание. Раскатки регулируются по диаметру и гарантируют стабильный припуск для последующей расточки. При раскатывании также используется токарный станок.

В большинстве же случаев шатун с замененной втулкой поступает сразу на расточку «под палец». «ПРЕЦИЗИОН-МГШ» способен растачивать разные шатуны, его переналадка на расточку другого шатуна производится в течении 2..3мин.

Данный станок обеспечивает все заводские требования по параллельности (не более 0,02мм на длине 100мм), скрещиваемости осей (не более 0,08мм на длине 100мм) большого и малого отверстий, а также стабильное межцентровое расстояние всех шатунов в комплекте. Далее финишная обработка малого отверстия – разворачивание под палец (контроль также нутромером с микронной головкой). Алмазные развертки, применяемые для подгонки под палец, убирают все неровности, оставленные после резца и придают отверстию правильную круглость, с их помощью реально обеспечить зазор, например — 0,008мм.

Чтобы проконтролировать один из самых главных параметров (параллельность осей нижней и верхней головок) шатун устанавливается в «нехитром» приспособлении. Здесь же контролируется и «скрещивание».

Завершающим действием в ремонте любых шатунов (в комплекте) является их подгонка по весу.
Источник