- Что такое электроды для пайки пластика и как правильно ими пользоваться?
- Когда могут понадобиться электроды для пайки пластика?
- Особенности данных электродов
- Плюсы и минусы
- Обзор плоских электродов
- Как работать с плоскими электродами?
- Как выбрать и использовать пруток для сварки пластика?
- Выбор прутка
- Применение
- Вместо заключения
- Пруток для сварки пластика — как выбрать и использовать?
- Виды пластика, которые свариваются
- Устройство и принцип действия ручного аппарата для сварки пластика
- Примечание
- Особенности аппарата
- Мощность
- Толщина соединяемых изделий
- Диаметр прутка
- Тип подаваемого материала
- Органы управления
- Производительность
- Виды сварки для пластмассы
- Выбор прутка для спайки полимеров
- Производители
- Munsch
- Leister
- Stargun (Ritmo)
- Weldy
- Отечественное производство
- Самые удачные модели экструдеров
- RITMO STARGUN R-SB 50
- Leister Fusion 3C 123.866
- Munsch MAK-18-S-B
- Видео-обзор сварочного экструдера Leister Fusion 3C 123.866
Что такое электроды для пайки пластика и как правильно ими пользоваться?
Любой ремонт, который выполняется при использовании электрод для пайки пластиковых изделий, считается качественным. Благодаря их использованию сварка получается прочной, почти как целая пластмасса, а иногда выглядит даже лучше заводских характеристик, предусмотренных изготовителем.
Важное качество при сварке – это умелая укладка планки мастером таким образом, чтобы деталь была максимально эффективной и не была помехой для других запчастей ремонтируемого оборудования.
Когда могут понадобиться электроды для пайки пластика?
Ремонтировать, используя плоские электроды, можно почти все конструкции, изготовленные из пластмассы термопластичного характера.
К примеру пластиковые электроды используются для:
- ремонта бамперов;
- деталей в кузове или декоративных накладок;
- корпуса фар;
- различных баков и ёмкостей, куда заливают бензин или другую необходимую жидкость;
- ремонта деталей в салоне машины;
- других изделий из пластмассы, изготовленных из полипропилена.
Особенности данных электродов
Плоские электроды – это планки с разными размерами, изготовляемые из измененного пластика под химической и вторичной обработкой. Такой материал обладает высокой сопротивляемости к разрыву или внешним повреждениям, имеет хорошую пластичность, высокую адгезию ко многим пластиковым сополимерам.
Одной из главных трудностей, которые возникают в период ремонтных работ пластиковых бамперов либо других деталей автомобиля, считается сварка таким образом, чтобы шов был прочный, похож на характеристики первоначального вида, а также максимально ровным.
 Таблица характеристик пластмасс.
Таблица характеристик пластмасс.
Прочность может быть низкого уровня за счет особенностей материала, которые применяют при производстве деталей из пластика, а также активного процесса окисления в случае повышении температуры. Конструкция стареет, что провоцирует раннее повреждение.
Многие запчасти к машинам, изготовленные из пластмассы, термопласты или полимера могут сохранять свои функции при частом плавлении. Благодаря этому большинство запчастей в автомобиле поддается термическому процессу во время ремонтных работ.
Одними из самых популярных типов пластика, который применяется при машиностроении, считаются:
- полипропиленовый пластмассовый электрод – используется в ремонте машины с пластиковыми деталями;
- полиэтиленовый материал;
- полиамидовый;
- стироловый, акрилонитриловый, сополимерно-бутадиеный;
- полибутилнтерефталатовый.
Любой опытный мастер, который хоть раз паял при помощи электрода пластик, знает, что эти материалы ремонтопригодны.
Плюсы и минусы
Плоские электроды имеют существенный ряд преимуществ и небольшое количество недостатков. К последнему можно отнести лишь то, что необходим контроль над сварочным электродом для сварки пластика, чтобы он не перегревался и мог долго держать крепление.
К основным же достоинствам можно отнести следующие аспекты:
- Электроды не ограничены во времени, то есть, у них нет срока годности.
- Они имеют высокую прочность из-за особой структуры данных деталей.
Это можно увидеть при повторном повреждении бампера, трещина возникает не на месте шва, а рядом на пластмассе, которая не подлежит ремонту. - Детали удобны в эксплуатации.
Они являются однокомпонентными. Для работы с ними требуется лишь очистить поверхность и нагреть до необходимой температуры плавления плоский электрод. - Данные запчасти также обладают хорошей эластичностью.
Благодаря этому свойству деталь можно прикладывать в места, куда достаточно трудно добраться, делать первоначальные хитрые крепления появившихся трещин. - При использовании плоских планок качество ремонта будет высоким, а сам результат сохранится на долгое время без каких-либо дополнительных условий по уходу.
- В особых ситуациях можно восстановить не хватающие части пластика при помощи плоских планок.
Это производится накладыванием одного слоя поверх другого, образовывая необходимую для восстановления форму. - В составе рассматриваемых деталей отсутствуют вредные вещества, которые могут навредить здоровью.
Однако не стоит пренебрегать советом по поводу своевременного проветривания помещения. - Стоимость любого вида планок минимальная.
Это дает возможность специалисту сэкономить внушительную сумму, что позволяет потратиться на более дорогостоящие детали. При оптовой покупке деталей действует скидка. У каждого специализирующегося магазина она может быть индивидуальной. - Плоский электрод покрывает большую часть поверхности возле той части, где необходимо сварить шов.
Благодаря этой особенности нагрузки со сломавшегося места равномерно распределяются на нетронутые части. Это также дает дополнительную прочность креплению. - Если соблюдать правильную технологию сварочного процесса и эксплуатации рассматриваемых планок, то, при достаточном опыте и умении специалиста, можно значительно расширить возможности, позволяя сохранить исходную прочность материала.
- Также присутствует соотношение коэффициентов температурного расширения материала между планкой и ремонтированной деталью.
Обзор плоских электродов
Существуют несколько главных видов электрод, применяемых в процессе пайки пластика. Их зачастую обозначают латинскими буквами: А, В и С. Классификация электродов делится только за счет толщины и ширины. Стандартной длиной является значение в 200 миллиметров.
Электрод группы «А» может включать в себя планки размером в 1х15. Их используют для лицевых частей конструкции либо внутренних швов запчастей, где толщина достигает 4 миллиметров.
Плоские электроды вида «В» имеются в сварочных прутках в размере 1,3х18 для ремонтных работ бамперов. Их также можно использовать, чтобы сварить трещину или разлом, находящийся с внешней стороны конструкции с толщиной не больше 6 миллиметров.
Электроды типа «С» объединяет в себе планки размеров 1,5х20. Их можно применять в качестве усиливающей арматуры швов, на которые приходится увеличенная нагрузка во время работы различных запчастей. Толщина стенок не должна быть больше 10 миллиметров.
Кроме перечисленных методов эксплуатации, данные виды электродов для пайки можно применять, дабы нарастить отломавшиеся детали в пластиковых изделиях либо чтобы залатать любую образовавшуюся дыру.
Благодаря такой классификации можно быстро и точно подобрать необходимую планку под конкретный размер стенки.
К примеру, бампер можно отремонтировать плоской планкой из группы «А» либо «В» только там, где стенка не больше 3 миллиметров. В ином случае есть риск деформировать запчасть в момент остывания поверхности после совершенной работы.
Как работать с плоскими электродами?
При наличии задачи сварить между собой несколько частей пластика или провести ремонтные работы с пластиковым изделием, пайка окажется самым легким и дешевым вариантом. В этих целях понадобится сварочное оборудование и плоский электрод к нему.
Чтобы швы были качественные и ровные, планка должна выдерживать высокую температуру сварочной горелки.
Отремонтированные бамперы являются одними из самых простых деталей для сварки между друг другом.
В целом принцип работы заключается в следующем:
- Необходимо разогреть сварочное оборудование до нужной температуры.
- Готовим пластик к процедуре, то есть, отделяем его от всей конструкции, по возможности, чистим его при помощи воды и мыла либо моющего средства.
Вытираем насухо. - Далее пластик необходимо зачистить.
Это выполняется при помощи наждачной бумаги, то гладкого состояния поверхности. - При помощи фольги, обмотанной по краям пластиковой поверхности, создается защита, чтобы планки не повредили ненужные части.
Внимательно проконтролируйте скрепление. - Вставляем планку в уже разогретое оборудование.
Детали будут действовать как направляющая линия для потока горячего воздуха в сварочном инструменте. - Медленно ведем кончиком инструмента по краю или месту крепления, чтобы приварить пластик друг к другу.
Движения должны быть стабильными и равномерными. - Оставьте пластиковые детали на несколько минут, чтобы они остыли.
- Очистите полученный шов при помощи наждачной бумаги до однородной концентрации.
Плоский электрод делится на определенные виды, чтобы им проще было пользоваться. Каждый вид применяется под конкретную толщину и прежде, чем начать эксплуатацию оборудования с целью выполнения той или иной задачи, необходимо знать все тонкости электродов.
Источник
Как выбрать и использовать пруток для сварки пластика?
Время чтения: 3 минуты
У большинства из нас сварка ассоциируется только с металлом, когда искры летят стороны, мастер вынужден надевать защитную маску и тщательно подготавливать поверхность, чтобы получить швы достойного качества. Но металл — это не единственный материал, который можно соединить путем сварки или пайки.

Нередко выполняется сварка полимеров. Таких как пластмасса, полипропилен и т.д. И если в случае с металлом используется электрод или металлическая проволока, то при пайке полимеров применяется пруток для сварки из искусственных материалов. Это может быть сварочный пруток из полипропилена, той же пластмассы, ПНД и прочих материалов.
Выбор прутка
Сварочные прутки для пластика (или любого другого полимера) могут изготавливаться из самых разнообразных материалов. Это может быть сварочный пруток ПП (он же PP или полипропилен), сварочный пруток АБС (ABS) и еще десятки разновидностей. Проще говоря, сколько видов пластмасс, столько же видов прутков.
Связано это с тем, что прутки для сварки пластика должны иметь точно такой же состав, что и у детали. Здесь все так же, как и при сварке металла, где состав проволоки тоже должен совпадать с составом металла. Проще говоря, если варите ПНД (полиэтилен низкого давления), то используйте сварочный пруток ПНД.
Обратите внимание на толщину прутка. Она не должна быть больше диаметра отверстия в вашем сварочном фене. Иначе при плавлении пруток просто застрянет в паяльнике. Это касается любого типа прутков, будь то сварочный полипропиленовый или пластиковый пруток.
Пластиковый сварочный пруток может иметь разное сечение. Один производитель выпускает прутки с треугольным сечением, другой с круглым, третий вообще производит плоские прутки. Какой выбрать? Круглое сечение — универсальное. Подходит для большинства работ. Треугольное хорошо зарекомендовало себя при пайке под углом. Плоское сечение подойдет для деталей, состыкованных в одной плоскости.
Применение
Сварка пластика начинается с тщательной зачистки поверхности от грязи и неровностей. В зависимости от типа полимера для шлифовки можно использовать наждачную бумагу или шлифмашинку. Здесь причина зачистки такая же, как и при подготовке металла. На зачищенной поверхности соединение формируется куда качественнее и надежнее.
Если у вас пруток с круглым сечением, то заточите его конец. Дальнейшие действия зависят от типа вашего паяльника. Если вы используете экструдер с отверстием под пруток, то вставьте пруток в аппарат и включите. Дождитесь, пока пруток нагреется и нажмите кнопку подачи прутка, предварительно приложив сопло к стыку.

Если у вас обычный ручной фен, то приложите пруток прямо к стыку и нагревайте его феном с небольшого расстояния.
Формируйте соединение постепенно. Но не позволяйте прутку плавиться слишком сильно и образовывать неравномерный шов. Полипропиленовый пруток нужно немного прижимать к стыку, чтобы полностью заполнить его.
После сварки есть вероятность, что вы не до конца израсходуете пруток, и его излишек останется на поверхности соединения. Чтобы убрать излишки немного прогрейте их и срежьте. Следите, чтобы само соединение не перегрелось и не деформировалось во время нагревания излишков.
Вместо заключения
Пруток сварочный для пайки полимеров должен быть изготовлен из того же материала, что и сама деталь. Вопреки расхожему мнению, детали из пластика или любого другого искусственного материала тоже нуждаются в предварительной зачистке и шлифовке. Поэтому не игнорируйте подготовительный этап, если хотите получить прочное и долговечное соединение. Желаем удачи в работе!
Источник
Пруток для сварки пластика — как выбрать и использовать?


Сварка пластика является самым экономичным технологичными способом, не имеющим аналогичных методов скрепления пластмассовых деталей.
Сварочные работы пластиковых изделий гарантируют высокое качество скрепления, а также возможность совершать процесс вне зависимости от условий – в массовом или единичном производстве, на промышленных предприятиях либо в домашних условиях.
Виды пластика, которые свариваются
Свои свойства при расплавлении с последующим остыванием сохраняют не все разновидности пластика. Невозможна сварка пластика, который боится нагрева. Эти виды полимерных материалов называются реактопластами. Они горючие, при нагреве начинают дымить, при высокой температуре горят, обугливаются.
Хорошо свариваются только термопласты, самые распространённые из них ПВХ (поливинилхлорид), полиэтилен и полипропилен. Другие виды разогреваемых пластмасс обычно склеивают или монтируют на обрешетке. Это:
- нейлон;
- поливинилацетат;
- поликарбонат;
- полиэтилентерефталат;
- полистирол.
Сварочный процесс возможен, если детали выполнены из однородного пластика. Формат особенной роли не играет. Соединять детали можно на всю толщину или на треть слоя, при меньшем шве сцепление деталей считается ненадежным. Трубные изделия чаще монтируются внахлест. Такое соединение имеет большую площадь сцепления.
Устройство и принцип действия ручного аппарата для сварки пластика
 По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
По форме экструдер несколько напоминает пистолет-пулемёт времён Второй мировой войны с боковым расположением магазина, только массивнее и более угловатый.
Агрегат для сварки изделий из пластика чаще всего выполняется с рукояткой пистолетного типа, как и многие другие инструменты, например, электродрель.
В конструкцию любого экструдера входят следующие элементы:
- Электропривод. Эту функцию выполняет мощный электромотор, который устанавливается в задней части прибора. Питание производится от сети 220 вольт.
- Электронагреватель с вентилятором. Здесь снова же с помощью электричества формируется поток горячего воздуха, предназначенный для приведения заготовок в размягчённое состояние.
- Камера подачи материала. Имеет трубчатую форму, внутри полая, но по центру её проходит ось шнекового винта, как в мясорубке. При вращении он не только измельчает материал, подаваемый в камеру, но и продвигает его к выходу, формируя необходимое давление.
- Экструзионная камера. Здесь измельчённый и расплавленный пластик скапливается и под давлением начинает выходить из отверстия в конце камеры.
- ТЭН. Создаёт нагревательную рубашку вокруг камеры подачи и экструзии, обеспечивая нагрев и расплавление пластика.
- Сварочный башмак. Это насадка, надевающаяся на подающее сопло экструзионной камеры. Благодаря башмаку разогретая пластиковая масса имеет определённую форму. Это позволяет работать с разной конфигурацией сварочных швов.
- Блок регулировок. Имеет органы управления для изменения параметров нагрева и скорости вращения шнека.
Принцип действия ручного сварочного экструдера принципиально выглядит следующим образом: подаваемый внутрь аппарата присадочный пруток или гранулы пластика в загрузочной камере начинают размягчаться и становятся вязкими.
Шнековый винт измельчает и продвигает пластик, пока тот не накопится в экструзионной камере. Оттуда тот выдавливается под давлением, как с помощью кондитерского шприца выдавливают крем. Одновременно горячий воздух, подаваемый на заготовки из сопла, разогревает их до состояния склеивания с выходящей массой.
Куликов Владимир Сергеевич
Результат — шов, который составляет около 80% прочности монолитного изделия. В случае тонких листовых конструкций линия излома даже не пройдёт по сварке, так как шов будет обладать большей прочностью, чем поверхность.
Примечание

Прутки для пластика могут поставляться в небольших бобинах
Работа над свариванием пластика берет начало на уровне подготовки. Поверхность детали зачищается от грязи, шероховатостей и неровностей. Для разных типов полимеров используется разные способы зачистки – от наждачной бумаги до шлифовальных машин.
Принцип выравнивания поверхности работает так же, как и с металлическими деталями – это обеспечивает надежный, качественный шов.
У прутков для сварки пластика с круглым сечением затачивается внешний край. Остальное зависит от вида используемого паяльника. При работе с экструдером, имеющим разъем для присадочной проволоки, нужно вставить туда пруток и включить аппарат.
Далее подождать нагревание рабочего элемента, и включить подачу, прикоснувшись соплом месту спайки. При работе с ручным феном достаточно приложить к месту сваривания деталей пруток для сварки пластика и нагреть его с малого расстояния.
Формирование шва происходит постепенно. Рабочая часть не должна плавиться чересчур быстро, не допускается неравномерность шва. При использовании полипропиленового типа требуется прижатие к поверхности детали для равномерного заполнения стыка.
Если во время пайки пруток был задействован не весь, излишки можно убрать. Поверхность шва прогревается, лишняя часть срезается. Однако нельзя перегревать шов, это может привести к деформации.
Особенности аппарата
 Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Несмотря на общий для всех сварочных экструдеров принцип работы, они могут иметь некоторые отличия.
Параметры устройств обусловливают их сферу применения.
Мощность
Один из главных параметров в любом инструменте. Определяет как работу привода шнекового винта, осуществляющего измельчение и подачу пластика, так и работу нагревательного элемента. Непосредственно от мощности зависит производительность экструдера, то есть насколько быстро он может работать с максимальной длиной сварочного шва. Как и любой предмет с электрическим нагревом, ручной экструдер должен иметь довольно большую мощность для комфортной и быстрой работы. У большинства представленных на рынке устройств она находится в пределах от 1600 до 3600 Ватт. Чем больше этот параметр, тем больше пластика он может расплавить и подать через башмак на свариваемые заготовки.
Толщина соединяемых изделий
Определяет, с какими заготовками может допускается работа аппарата. Линейно зависит от мощности — чем она выше, тем толще можно брать детали на сварку. Параметр актуален для производства и ремонта, так как далеко не у всех есть необходимость производить сварку толстых листов. Нижний порог обычно начинается от 1,5 мм. Соединить можно и более тонкие листы, однако в этом случае заготовка может деформироваться под влиянием мощного разогрева. Верхний предел у мощных устройств может достигать 40 мм. При большей толщине прочность сварочного шва резко падает, так как прогреть и расплавить такую заготовку на всю глубину уже проблематично.
Диаметр прутка
Для моделей с подачей именно пластикового стержня вводится параметр допустимого диаметра. У профессиональных моделей он составляет 5 — 6 мм, в противном случае обеспечить необходимую производительность килограмм пластика в час не удастся. Компактные модели для меньшей толщины изделий и пруток используют 3 мм.
Тип подаваемого материала
 Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Для работы экструдерам требуется непрерывная подача материала, который аппарат в расплавленном состоянии выдавливает на заготовки.
Материал может быть в двух вариантах исполнения — пластиковый присадочный пруток либо гранулят.
Первый вариант оказался удобнее и получил значительно большее распространение, чем второй по нескольким причинам:
- Пруток, смотанный в бухты, удобнее транспортировать. В случае повреждения транспортировочной упаковки материал не получает критических повреждений. А вот гранулят при разрыве мешка высыпался, и никто его уже не собирал.
- Пруток, заведённый в приёмную камеру, может подаваться до тех пор, пока не размотается бухта. Нужно лишь слегка высвобождать несколько витков для последующей работы. Гранулят засыпается в специальный бункер. Для того, чтобы заполнить, его нужно снять. Бункер открытого типа неудобен в работе, материал из него может высыпаться. Но даже в этом случае для снаряжения экструдера нужно либо оторваться от работы, либо иметь в штате помощника-ассистента.
Органы управления
Простые модели экструдеров оснащены всего лишь парой механических переключателей — рукояток с делениями. С помощью них можно отрегулировать температуру подаваемой пластиковой массы и скорость её подачи. Продвинутый профессиональный инструмент комплектуется электронными системами. Здесь за регулировку отвечает электронный блок, а информация выводится на жидкокристаллический дисплей. Как вишенка на торте — оснащённость датчиками окружающей температуры для минимизации перепада на выходе пластиковой массы.
Производительность
Поскольку далеко не все операторы могут напрямую безошибочно связать мощность и объём работы, который позволяет выполнить инструмент, вводится понятие производительности в единицу времени. Эта характеристика показывает, сколько расплавленной пластиковой массы может произвести аппарат в час. Соответственно, чем больше показатель, тем более пригоден прибор для профессионального использования при больших объёмах работы. Измеряется в килограммах в час, может варьироваться в пределах от 0,5 до 3 кг/ч.
Виды сварки для пластмассы
Сварка пластмассы может осуществляться большим количеством методов.
Их классификация насчитывает два основных типа: скрепление частей при помощи нагрева поверхности строительного пластика до вязкотекучей концентрации и сварка полиэтилена без применения нагрева, с более низкой температурой, не доходя до вязкотекучей консистенции.
Этого состояния можно добиться при помощи растворителя.
Самым распространенным методом сварки пластиковых изделий является плавление при помощи термофена.

Разновидности сварки пластика.
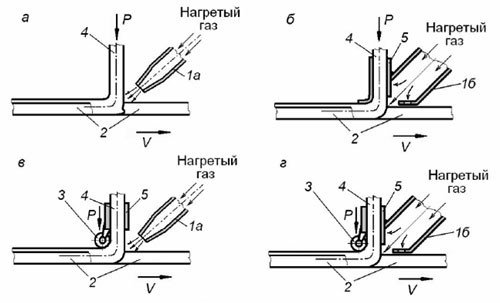
Помимо этого, принимая ко вниманию способ изменения и ввод в контактное место, стоит отметить и другие способы работы с пластиком, а именно:
- нагретый газ – сварка происходит встык;
- расплавленная присадка;
- ультразвук;
- трение – для этого используются специальные прутки;
- световое, инфракрасное либо лазерное излучение;
- специальное нагретое оборудование;
- ток повышенной частоты.
Под воздействием горячей температуры, а также за счет свойства свариваться при помощи тепла, полимер делится на термопласт и реактопласт. В первом случае вязкотекучего состояния добиться крайне трудно из-за химического состава элемента.
Главной особенностью выступает многократное нагревание, доведение конструкции до мягкого состояния, а затем возвращение её в первоначальное состояние, не нарушая структуру и свойства.
Многие полимеры оказываются термопластами. Реактопласт, наоборот же, после проведения обработки под влиянием сварочного оборудования видоизменяется и теряет своё первоначальное состояние, переходя в более вязкотекучую консистенцию. Не рекомендуется такой материал сваривать при помощи увеличения температуры.
Технология сварки пластика.
Сварка пластика феном проходит несколько основных этапов:
- Подвод и изменение энергетического потока, который обеспечивает надежность деталей, подвергаемых сварке.
- Взаимодействие двух скрепляемых частей при соприкосновении друг к другу.
- Формирование структуры пластика в месте соприкосновения.
Второй этап в процессе сварки пластиковых изделий является одним из самых важных, поскольку от него зависит качество скрепления.
Вязкотекучее состояние возникает за счет смешивания расплавленных слоев, где в итоге грань трещины пропадает и соединение имеет повышенную прочность, нежели при высокоэластичной консистенции. Скрепляются детали достаточно быстро, даже при ультразвуковой и высокочастотной сварке.
Выбор прутка для спайки полимеров
Присадочные проволоки для полимеров производятся на базе различных материалов. Существуют присадочные прутки типа ПП (РР, полипропилен), присадочная проволока АБС (ABS), а также прочие разновидности, которых довольно много. Ведь количество типов проволок зависит от количества разновидностей пластмасс.
Это основано на том, что для качественного выполнения шва состав материала детали должен быть идентичен составу рабочего элемента.
Это правило, работающее как для металлов, так и для полимерных соединений. Нужно выполнить сваривание полипропилена низкого давления? Берется присадочный тип ПНД.
Стоит помнить, что диаметр прутка для сварки пластика не должен превышать ширину отверстия паяльного аппарата. Превышение толщины рабочего элемента приведет к его застреванию внутри паяльника. Это правило относится ко всем его видам.
Полимерные присадочные элементы бывают разного типа сечения. Этот показатель зависит от производящей их компании.
Кто-то производит их с сечением в форме треугольника, кто-то – в форме круга. Встречаются также плоские модели прутков для сварки пластика. Круглое сечение подходит для всех типов работ.
Сечение в форме треугольника лучше справляется со сваркой под углом. Плоские модели хорошо паяют стыки в одной плоскости.
Производители
В отличие от такого распространённого инструмента, как дрели, болгарки и перфораторы, ручные сварочные экструдеры характеризуются весьма узкой специализацией. Массовый спрос на них практически отсутствует, зато те специалисты, которые приобретают данный аппарат хорошо разбираются в характеристиках и готовы выложить за профессиональный инструмент не одну сотню тысяч рублей. Правда, и риск высок.
К примеру, экструдер приобретается для сращивания пластиковых элементов бассейна. Стоимость личного плавательного водоёма весьма высока, а если представить, что резервуара клиентов начали давать течь из-за сварки некачественным аппаратом… Это не пару саморезов закрутить. Убыток от ций способен поставить на прибыльном бизнесе крест. Поэтому и покупают дорогой фирменный прибор, чтобы не запятнать репутацию.
Так складывается ситуация на рынке оборудования. Ручной экструдер практически невозможно найти в обычном строительном магазине. Его реализуют либо специализированные организации под заказ, либо через интернет на профильных сайтах. И цена у такого устройства стартует от 50 тысяч рублей. Мощные экземпляры стоят уже значительно дороже: 200 — 500 тысяч.
Взять «левый» инструмент в профессиональном деле подобно провалу поэтому сосредоточить внимание стоит на продукции надёжных производителей.

Munsch
Германия. Вроде настоящая, без китайской сборки. Качественная надёжная сборка и материалы. Высокая ремонтопригодность, что немаловажно для аппарата такого класса — после поломки его не выкинешь, будет жалко потраченных денег. Впрочем, поломке ещё надо случиться, ведь всё продумано до мелочей. Большинство инструментов имеют раздельный нагрев массы и заготовки, что позволяет работать на улице при низких температурах.
Leister
Швейцария. Где находится производство, компания не афиширует, а пользователи доверяют ей, пока их устраивает высокое качество инструмента. Известная марка в России, есть несколько линеек разной мощности. «Фишкой» Ляйстера является продвинутая система интеллектуального управления процессом экструзии. Информация выводится на дисплей, пользователь имеет доступ к большому числу точных настроек.

Stargun (Ritmo)
Италия. Достойный конкурент приведённых выше аппаратов. Большинство изделий характеризуются высокой мощностью (минимальная производительность 2 кг/час). Имеет компактные размеры и различные удобства вроде эргономичных рукояток, выверенного центра тяжести и подсветки зоны сваривания.
Weldy
Дочерний бренд Leister. Видя, что многие хотят подешевле, швейцарцы организовали сборку в Китае, немного снизили качество и ощутимо сбросили цену. Впрочем, бояться инструмент, как кота в мешке, не стоит: даже китайская сборка всё равно опережает российскую, тем более что контроль качества всё же не пропускает откровенно ущербные аппараты на рынок.
Отечественное производство
Маркируется РСЭ, то есть просто аббревиатурой, за которой идёт расшифровка мощности и других параметров. Иногда могут брендироваться именем собственным, например, Урал-1. Собирается на отечественных заводах или на китайских по заказу из Москвы. По обещанию некоторых производителей, окупает себя после первого выполненного заказа.
Хотите инструмент по цене работы на нём — тогда вам сюда. Серьёзно, есть поклонники и этого оборудования. Чаще всего это мастера, которые и сами экструдер собрать могут. Покупают изделие российской марки как конструктор, из которого можно «сварганить» что-то под свои нужды.
Самые удачные модели экструдеров
RITMO STARGUN R-SB 50

- Мощность 4 кВт.
- Производительность 5 кг/ч.
- Диаметр прутка 4 -5 мм.
- Толщина свариваемых.
поверхностей 15 — 40 мм. - Средняя цена 450 000 р.
Мощная высокопроизводительная модель, обеспечивает выход пластиковой массы до 5 кг-час. Относительно компактные размеры при большой мощности позволяют использовать экструдер в ограниченном пространстве, например, в системах вентиляции, внутри ёмкостей и трубопроводов. Контроллер температуры раздельный, что позволяет отдельно регулировать жар из сопла разогрева и экструзионную массу. Производителем заявлен расход воздуха 350 л/мин. Такой мощный горячий поток способен разогреть толстостенные конструкции до 40 мм толщиной.
Leister Fusion 3C 123.866

- Мощность 2,8 кВТ.
- Производительность 1,8 — 3,6 кг/ч.
- Диаметр прутка 4 — 5 мм.
- Толщина свариваемых.
поверхностей 3 — 20 мм. - Средняя цена 280 000 р.
Компактный и высокопроизводительный экструдер средней мощности. Универсальный аппарат благодаря широкому диапазону регулировок. Производитель обращает внимание на наличие контроллера скорости вращения шнека, сопряжённого с температурой. Это даёт возможность плавно регулировать количество подаваемого материала. В результате становится возможной работа как с тонкими материалами, так и с толстостенными элементами вроде бочек и бассейнов.
Munsch MAK-18-S-B

- Мощность 2300 Вт.
- Производительность до 2,5 кг/ч.
- Диаметр прутка 3 — 4 мм.
- Толщина свариваемых.
поверхностей 4 — 15 мм. - Средняя цена 240 000 р.
Одно из самых бюджетных решений среди экструдеров Мюнш. Мощность невелика для профессионального аппарата, поэтому он предназначен для тонких и лёгких работ. Зато сварочный шов получается идеальным. Модель почти не содержит различных «примочек», нагрев прутка и выходящего воздуха совмещён. Это ограничивает сферу применения тёплыми цехами. Зато качество изготовления и надёжность позволяют не жаловаться на инструмент.
Видео-обзор сварочного экструдера Leister Fusion 3C 123.866
Источник