Технология ремонта турбины
Турбокомпрессор является одним из наиболее прецизионных агрегатов двигателя внутреннего сгорания или дизеля.
Ремонт турбокомпрессоралюбого типа требует четкого соблюдения последовательности технологических операций, перечисленных ниже.
- Производится предварительный осмотр поступающего в ремонт (или на диагностику) турбокомпрессора на наличие внешних механических повреждений и деформаций корпусных деталей и актуатора.
- Турбокомпрессор полностью разбирается для проведения дефектовки.
- Производится дефектовка деталей и элементов ТК. Осматриваются внутренние полости корпусов на наличие повреждений, сколов, трещин, вмятин и т.д. Осматривается колесо компрессора на наличие внешних механических повреждений и деформаций. Особое внимание обращается на состояние вала с турбинным колесом. При отсутствии внешних видимых механических повреждений и деформаций, вал устанавливается в призмы для проверки радиального биения. После всего вышеперечисленного принимается решение о пригодности дальнейшей эксплуатации колеса компрессора и вала с турбинным колесом.
- Дефектовка радиальных подшипников, упорного подшипника, дистанционных втулок, уплотнительных колец, манжет и прокладок не производится — перечисленные элементы при ремонте заменяются на новые.
- Все корпусные детали и колеса (если они не подлежат замене) тщательно очищаются в пескоструйной камере. Внутренняя полость корпуса подшипников при очистке изолируется от попадания внутрь песка специальными заглушками. Вал изолируется при очистке специальной оправкой во избежание повреждений поверхностей трения и посадочных поверхностей, производится очистка только лопастей турбинного колеса. У компрессорного колеса при очистке изолируется посадочная поверхность.
- После очистки детали и элементы тщательно обдуваются сжатым воздухом, заглушки и оправки удаляются, корпус подшипников, колесо компрессора и вал с турбинным колесом промываются специальным составом в ультразвуковой ванне, после чего повторно обдуваются сжатым воздухом.
- Производится первый этап четырехступенчатого балансировочного цикла. Вал с турбинным колесом балансируется на станке для балансировки валов. Частота вращении вала до 9000 об/мин – зависит от диаметра приводной шейки вала. Это самый важный этап балансировочного цикла, от него в большей мере зависит итог всего балансировочного цикла.

- Второй этап – балансировка ротора в сборе (вал с турбинным колесом, дистанционные втулки, колесо компрессора, гайка) на том же стенде, только по другим калибровочным данным. Частота вращении ротора до 9000 об/мин.
- Производится сборка картриджа турбокомпрессора. Детали и элементы перед сборкой картриджа обдуваются сжатым воздухом, при сборке соблюдается чистота всех комплектующих. Масляные каналы радиальных подшипников, упорного подшипника, корпуса подшипников повторно проверяются на отсутствие загрязнений и посторонних предметов.
- Картридж устанавливается на стенд для балансировки картриджей турбин, часть станка, предназначенную для балансировки на низких оборотах. Подключается маслоподающая магистраль. Моторное масло в стенде прогревается до температуры 45-55 градусов. Давление масла — 5 атм. Практически, на этом этапе создаются рабочие условия эксплуатации турбокомпрессора на автомобиле. Производится третий этап балансировочного цикла. Ротор турбокомпрессора балансируется на этом этапе на частотах до 40000 об/мин. в двух плоскостях. Одновременно картридж проверяется визуально на утечку масла с компрессорной и турбинной сторон.
- Завершающий, четвертый этап балансировочного цикла производится на том же стенде, на высокооборотистой части. При проведении квалифицированной балансировки на первых трех этапах, добалансировка на завершающем этапе практически не требуется. Картридж разгоняется с положения покоя до своих максимально допустимых (паспортных) оборотов, при этом во всем диапазоне рабочих частот снимаются значения остаточного дисбаланса и отображаются в виде графика на мониторе. При необходимости, значение остаточного дисбаланса на каком-либо участке рабочего диапазоне корректируется методом удаления массы.
- После завершения балансировочного цикла картридж снимается со стенда, маслоподающий и маслосливной каналы корпуса подшипников блокируются заглушками во избежание попадания пыли и грязи внутрь.Производиться окончательная сборка турбокомпрессора.
Источник
Ремонт турбокомпрессора.
При техническим обслуживании ТО-3 проверяют плавность вращения ротора турбокомпрессора; осматривают концы вала ротора и полости подшипников; проверяют крепление турбокомпрессора на кронштейнах, состояние дюритовых соединений и трубопровода; очищают тройник трубопровода и фильтр подвода смазки к подшипникам; проверяют свободный выбег роторов турбокомпрессоров. После остановки дизеля, работающего на нулевой позиции при температуре масла не ниже 65 °С, роторы должны вращаться не менее 1 мин. Для очистки от нагара лабиринтов без снятия турбокомпрессора с дизеля его промывают через одно техническое обслуживание ТО-3.
Для предупреждения заклинивания ротора при каждом техническом обслуживании ТО-3 производят контрольные замеры зазора «на масло» в опорно-упорном подшипнике со стороны компрессорного колеса, проверяют отсутствие пропуска масла во всасывающую полость и качество крепления прокладок колпачков подшипников.
Запрещается эксплуатация дизелей 10Д100 с давлением наддува в ресивере ниже следующих значений:
Температура окружающего воздуха, °С —40 —30 —20 —10 0 +10 +20 +30 +40
Давление наддува, 10 5 Па 1,59 1,52 1,45 1,38 1,3 1,24 1,15 1,10 1,03
При текущем ремонте ТР-1 турбокомпрессор снимают с дизеля, разбирают и очищают от нагара колесо турбины и внутренние полости корпуса. При текущих ТР-2, ТР-3 и капитальных ремонтах турбокомпрессоры снимают, полностью разбирают, очищают и ремонтируют. Для снятия турбокомпрессора отсоединяют от него выпускные и продувочные коллекторы, масляный и водяной трубопроводы и отвертывают болты крепления к кронштейнам. При разборке турбокомпрессора снимают крышки подшипников и измеряют осевой разбег ротора (рис. 8), радиальные зазоры между лопатками колеса компрессора и вставкой, между лопатками колеса турбины и кожухом соплового аппарата. Для облегчения дальнейшей разборки турбокомпрессор устанавливают на специальных подставках компрессорным колесом вверх. Для предохранения резьбовой части ротора со стороны турбины на нее навертывают предохранительный колпачок.
После разборки детали турбокомпрессора очищают от нагара и масла. Особое внимание уделяют масляным и воздушным каналам, подходящим к лабиринтным уплотнениям. Трещины в корпусе компрессора, выпускном и газоприемном корпусах заваривают при условии, что они несквозные. Раковины зашурупливают, царапины выводят шлифовкой; мелкие кольцевые риски (глубиной до 0,15 мм) на втулках корпусов от пластин лабиринтов и уплотнительных колец оставляют без исправления.
У соплового аппарата проверяют суммарную площадь выходных сечений, которая должна быть в пределах 126—129 см2. Увеличение площади сечения приводит к снижению частоты вращения и подачи турбокомпрессора, а разница в площадях сечения направляющих сопловых аппаратов двух турбокомпрессоров на одном дизеле приводит к помпажу турбокомпрессора, имеющего меньшую площадь сечения. Регулировку осуществляют подгибкой лопаток по шаблону. Коробление соплового аппарата проверяют по плите; заход щупа допускается: между плитой и наружным ободом не более 0,15 мм, а между плитой и внутренним ободом не более 0,25 мм. Коробление до 1 мм устраняют шабровкой.
После разборки масляного фильтра промывают и очищают фильтрующие элементы, при изломе и обрыве сетки элементов заменяют. Маслоподводящие трубки и шланги спрессовывают давлением 10 6 Па, при наличии течи трубки и шланги заменяют, медные патрубки отжигают.
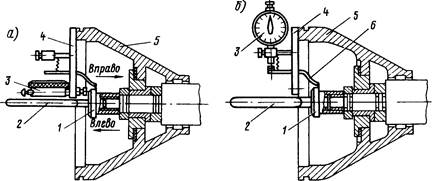
Рис. 8. Схема проверки вала ротора турбокомпрессора:
а — разбега вала; б — радиального зазора в подшипниках вала ротора, 1 — гайка, 2 — стержень, 3 — индикатор, 4 — приспособление; 5 — корпус турбокомпрессора; 6 — лапка

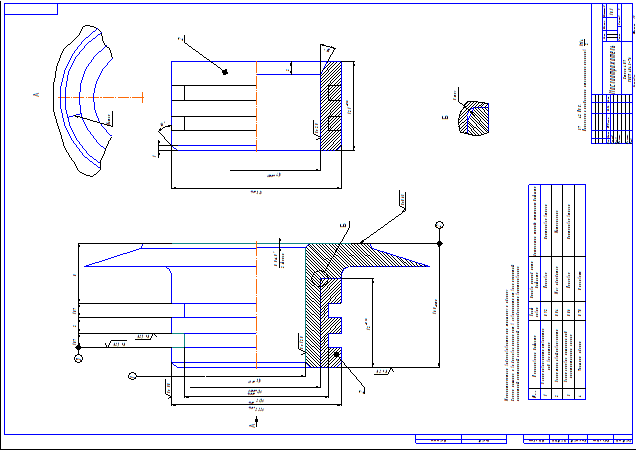
Рис. 9. Ротор турбокомпрессора ТК-34
Пяту ротора турбокомпрессора проверяют дефектоскопом, при наличии трещин или глубоких задиров на рабочих поверхностях — заменяют. Неглубокие задиры, забоины устраняют шлифовкой с уменьшением высоты пяты не более 1 мм против чертежной.
Ослабшее колесо компрессора на валу ротора, определяемое обстукиванием, заменяют. Новое колесо сажают на вал с натягом 0,02—0,04 мм, с предварительным нагревом в масле до температуры 80—100 °С. В лопатках турбинного и воздушного колес проверяют, нет ли трещин, забоин, следов касания и других дефектов. На роторах с «елочным» креплением лопаток негодные лопатки заменяют. Посадку новых лопаток в диск ротора производят в диаметрально противоположных местах, подбирая их одинаковой массы. Газовое колесо, имеющее трещины и отколы, заменяют вместе с ротором.
Биение ротора проверяют по индикатору в центрах станка после затяжки гайки. Допускается биение поверхностей: А и Г (рис. 9) — не более 0,02 мм; П, Т, Р — не более 0,05 мм; Я — не более 0,15 мм; Б — не более 0,1 мм; Е — не более 0,03 мм. При большем биении ротор обрабатывают на станке в пределах допускаемых размеров. Вал выправляют с нагревом. После ремонта ротора проводят динамическую балансировку. Допускается дисбаланс не более 2,5-10 -4 Н-м в каждой плоскости коррекции. Балансируют вал без уплотнительных колец. Для балансировки снимают материал с борта К не более 7 мм, а с борта Н — не более 4 мм. Трещины в кожухе ротора заваривают электродуговой сваркой с присадкой алюминия марки АЛ5. Трещины в водяной полости газоприемного и выпускного корпусов, обнаруженные при опрессовке полости давлением (2¸ 3) 10 5 Па с выдержкой 5 мин, заваривают электродуговой сваркой угольными электродами с присадкой алюминия марки АЛ9В.
Трещины в сопловом аппарате заваривают электродуговой сваркой электродами типа Э42А. Трещины в лопатках диффузора заваривают с проверкой профиля лопаток по шаблону. Перед сборкой детали турбокомпрессора промывают в осветительном керосине и продувают сжатым воздухом. Фланцы корпуса перед сборкой смазывают тонким слоем лака «Герметик», прокладывают шелковую нитку. Прокладки устанавливать не разрешается. Собирают турбокомпрессор в порядке, обратном разборке.
После сборки турбокомпрессора прокачивают масло с тем, чтобы убедиться, что оно проходит через подшипники и сливается в сливные отверстия. Водяные полости спрессовывают водой давлением 3×10 5 Па в течение 5 мин. Течь воды не допускается. Проверяют осевой разбег вала ротора, радиальный зазор на масло индикаторными приспособлениями, зазор между лопатками воздушного колеса и вставкой, а также плавность вращения ротора от руки после установки турбокомпрессора на дизель.
Перед постановкой на дизель турбокомпрессор обкатывают на стенде, где испытывают водяную полость давлением 5×10 5 Па, приводят во вращение воздухом ротор турбокомпрессора [при давлении воздуха 6×10 5 Па частота вращения ротора достигает 4000— 5000 об/мин (58—83 с -1 )] и проверяют систему смазки подшипниковых узлов давлением 4,5×10 5 Па. Испытание продолжается 2 ч. Ритм вращения ротора равномерный, не должно быть течи масла, появления капель масла в наддувочной горловине компрессора.
При снятии с дизеля, разборке, ремонте, сборке и установке турбокомпрессора выполняют общие для ремонтного производства правила техники безопасности.
Источник
Организация ремонта турбокомпрессоров типа ТКР
 Маслоотражатель Маслоотражатель | 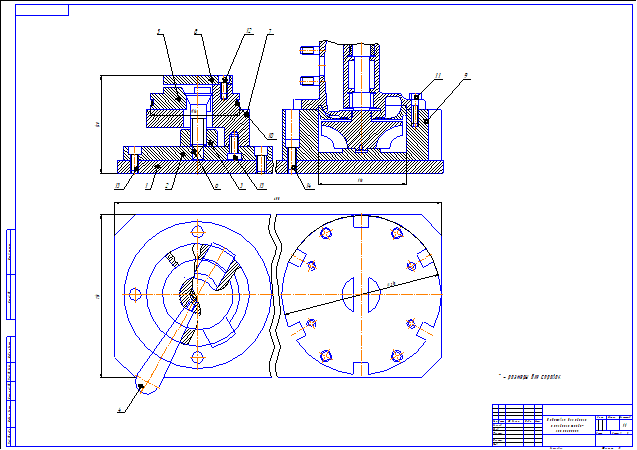 Подставка для сборки и разборки турбокомпрессора Подставка для сборки и разборки турбокомпрессора |
|---|---|
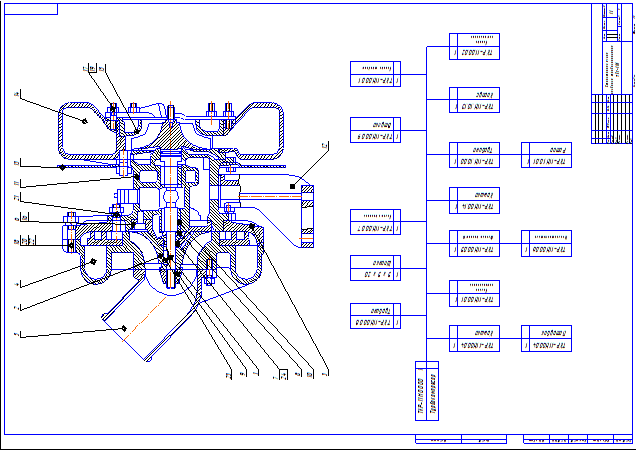 Структурная схема разборки турбокомпрессора ТКР-11М Структурная схема разборки турбокомпрессора ТКР-11М | 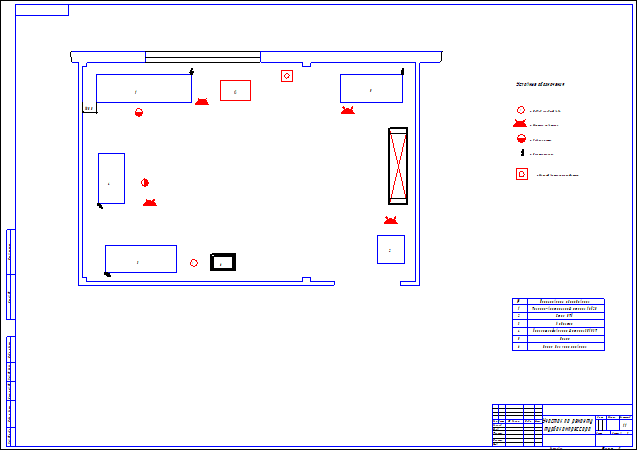 Участок по ремонту турбокомпрессора Участок по ремонту турбокомпрессора |
Содержание работы
Введение 5
1 Анализ объекта ремонта 7
1.1. Устройство, анализ работы и основных причин потери работоспособности турбокомпрессора 7
1.2 Обоснование темы выпускной квалификационной работы 10
2 Технологический раздел 12
2.1 Определение количества ремонтов и технического обслуживания техники 12
2.2 Определение годовой трудоемкости работ по ремонту машинно-тракторного парка 15
2.3 Производственный процесс ремонта машин 18
2.4 Определение режимов работы и фондов времени 19
2.5 Распределение трудоемкости работ по отделениям мастерской 20
2.6 Расчет количества рабочих 20
2.7 Расчет и подбор оборудования 22
2.8 Определение площади ремонтной мастерской 24
2.9 Общая компоновка мастерской 25
2.10 Проектирование участка ремонта турбокомпрессора 26
2.10.1 Режим работы и фонды времени участка 26
2.10.2 Определение годовой трудоемкости 27
2.10.3 Расчет численности персонала участка 27
2.10.4 Расчет количества основного оборудования 28
2.10.5 Расчет производственной площади участка 28
2.10.6 Планировка участка 29
2.11 Технологический процесс ремонта турбокомпрессора 29
2.11.1 Очистка, разборка, дефектация и сборка турбокомпрессора 29
2.11.2 Дефекты и способы восстановления деталей турбокомпрессора 31
2.12 Технологический процесс восстановления маслоотражателя 32
2.12.1 Выбор рационального способа восстановления 34
2.12.2 Разработка технологического процесса восстановления 35
2.12.3 Выбор и расчет режимов выполнения основных технологических операций 38
2.12.4 Обкатка и испытание турбокомпрессора 39
3 Конструкторский раздел 41
3.1 Обоснование выбора конструкции приспособления для сборки и разборки турбокомпрессора ТКР-11Н 41
3.2 Анализ существующих конструкций приспособлений на основе проведения патентного поиска 41
3.3 Описание конструкции и принципа работы приспособления 42
3.4 Разборка и сборка турбокомпрессора 43
3.5 Инженерные расчеты 46
3.5.1 Расчет на прочность болтов крепления пластины 46
3.5.2 Расчет на прочность болтов крепления турбокомпрессора к подставке 46
3.5.3 Расчет на прочность болтов крышки 47
3.5.4 Расчет на рукоятки на изгиб 48
4 Безопасность жизнедеятельности 49
4.1 Классификация и присвоение категорий проектируемому объекту 49
4.2 Разработка комплексных решений, обеспечивающих безопасность 49
4.3 Мероприятия по улучшению условий труда 50
4.3.1 Противопожарные мероприятия 50
4.3.2 Расчет вентиляции 51
4.4 Экологическая безопасность 52
5 Технико-экономическое обоснование 54
5.1 Расчет единовременных капитальных вложений 54
5.2 Расчет суммарного экономического эффекта 55
Заключение 60
Список литературы 61
Приложение Б — Основное оборудование участка 63
Описание работы
Выпускная квалификационная работа состоит из пояснительной записки и графической части. В первом разделе дан анализ объекта ремонта, обоснована тема ВКР.
Во втором предложены мероприятия по организации ремонта с.-х. техники в хозяйстве, проанализирован состав машинно-тракторного парка хозяйства, определен объем ремонтно-обслуживающих работ, произведена перепланировка мастерской, произведены необходимы расчеты для создания участка по ремонту турбокомпрессоров. Также рассматриваются основные дефекты турбокомпрессора ТРК-11Н и разрабатывается технология восстановления маслоотражателя.
В третьем разделе предложена конструкция для разборки- и сборки турбокомпрессора и произведены расчеты элементов конструкции. Ее применение позволит снизить трудоемкость работ и улучшить качество ремонта турбокомпрессора. В четвертом разделе разработаны вопросы обеспечения безопасности жизнедеятельности при выполнении работ на предприятии и соблюдение требований по экологии. В пятом разделе проведен расчет технико-экономического обоснования предлагаемых мероприятий.
Известно, что для обеспечения эффективной работы предприятия АПК необходимо совершенствовать техническое обслуживание и ремонт имеющейся техники. Для поддержания техники в работоспособном состоянии необходимо провести в текущем году работы в объеме 17029 чел.-ч. Для этого потребуется 11 производственных рабочих и производственная площадь 648 м2. Общий штат мастерской составит 17 человек.
Для снижения эксплуатационных затрат, предлагается организовать участок ремонта турбокомпрессоров типа ТКР. С этой целью разработан технологический процесс ремонта турбокомпрессора ТРК-11Н. Укомплектован штат соответствующего участка, определены производственные площади, подобрано необходимое технологическое оборудование. Также разработан технологический процесс восстановления маслоотражателя.
Чтобы обеспечить высокие качество ремонта и уровень производительности труда, предложена конструкция зажимного приспособление, используемого для разборки и сборки турбокомпрессора. На основании произведенных технико-экономических расчетов можно сделать вывод, что предложенные в работе мероприятия по планированию работ ремонтно-обслуживающей базы и резервные возможности по ремонту агрегатов, сборочных единиц и деталей машин в условиях хозяйства дадут дополнительный экономический эффект в течении 5 лет в размере 6599,4 тыс.руб., вложенные материальные затраты окупаются в течении 2,33 лет.
Содержание архива
1. Записка пояснительная;
2. Комплект чертежей:
— Гайка.cdw
— Конус.cdw
— Корпус.cdw
— Крышка.cdw
— Кулачок.cdw
— Маслоотражатель.cdw
— Операционные карты на маслоотражатель.frw
— Пластина.cdw
— Плита.cdw
— Подставка для сборки и разборки турбокомпрессора. Спецификация.cdw
— Подставка для сборки и разборки турбокомпрессора.cdw
— Подставка.cdw
— Пояснительная записка.doc
— Рукоятка.cdw
— Структурная схема разборки турбокомпрессора ТКР-11М.cdw
— Участок по ремонту турбокомпрессора.cdw
Остальные чертежи смотрите в папке «Скрины», архив
Цена дипломной работы 3233 ₽ Получить скидку 20%
Источник