Судовой ремонт крышки цилиндров



Неисправности крышек цилиндров и способы их устранения
Трещины в дне крышки со стороны камеры сгорания
Причины: Температурные напряжения; работа без охлаждения крышек; неравномерная затяжка гаек.
Способы устранения: Мелкие трещины выбирать, на глубокие установить вставки, стяжки (см. рис.) или устранить с помощью сварки.
Примечания: При трещине глубиной, превышающей половину толщины крышки, крышки восстановлению не подлежат. Восстановленные крышки подвергают гидравлическому испытанию.
Трещины вокруг отверстия под форсунки или под пусковые клапаны
Причины: Установка холодной форсунки вместо дефектной, когда металл форсунки вследствие нагрева расширяется и создает повышенные напряжения в теле крышки; чрезмерная затяжка крепления форсунки.
Способы устранения: При утечке воды чугунные крышки заменить, стальные можно восстановить заваркой; для мелких дизелей гнездо можно восстановить с помощью вставки (см. рис.).
Примечания: Производить затяжку только тарированными ключами.
Раковины, забоины, вмятины и риски на обрабатываемых поверхностях крышки
Причины: Дефекты литья; механические повреждения.
Способы устранения: Зачистить, разделать, соблюдая равномерные переходы к основной поверхности; при необходимости восстановления поверхности произвести наплавку с последующей проточкой.
Примечания: При значительных глубинах производят гидравлические испытания.
Смятие, или другие повреждения посадочного бурта крышки
Причины: Механические повреждения, прогары, коробление опорных поверхностей.
Способы устранения: При незначительных дефектах зачистить, при сквозных и более глубоких дефектах проточить или восстановить наплавкой по специальной технологии.
Примечания: Произвести проверку и регулировку камеры сжатия.
Пропуски газа из-под крышки цилиндра через уплотнения
Причины: Повреждения опорного бурта, прокладки или опорной поверхности втулки; отсутствие уплотнительных лабиринтов на опорном бурту; удлинение шпилек крепления.
Способы устранения: Зачистить посадочные поверхности, заменить прокладку, при значительном пропуске заменить шпильки крепления крышек шпильками из более прочной стали или изменить форму посадочного бурта.
Примечания: Подъем крышки во время работы не должен превышать 0,03 мм для мелких дизелей и 0,2 мм для крупных.
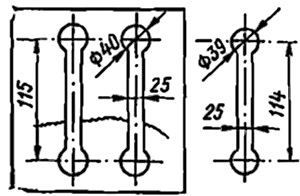
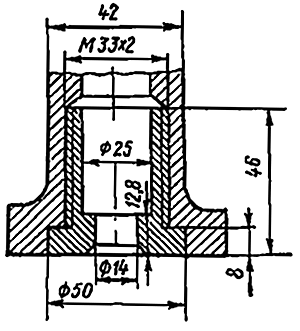
Коррозия, выгорание и другие повреждения на опорном гнезде форсунки
Причины: Низкое качество металла; недостаточное охлаждение; низкое качество уплотнения.
Способы устранения: Допускается расточить отверстие (см. рис. а), расточить и поставить кольцо (см. эскиз б) и поставить втулку (см. эскиз в).
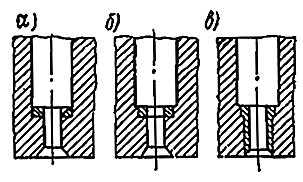
Примечания: После восстановления провести гидравлическое испытание как со стороны полости охлаждения, так и со стороны камеры сгорания.
Источник
Крышки рабочих цилиндров
Крышка цилиндра, являющаяся одним из элементов остова дизеля, служит для плотного закрытия цилиндра, образования камеры сгорания (вместе с днищем поршня и стенками втулки), размещения клапанов и форсунки.
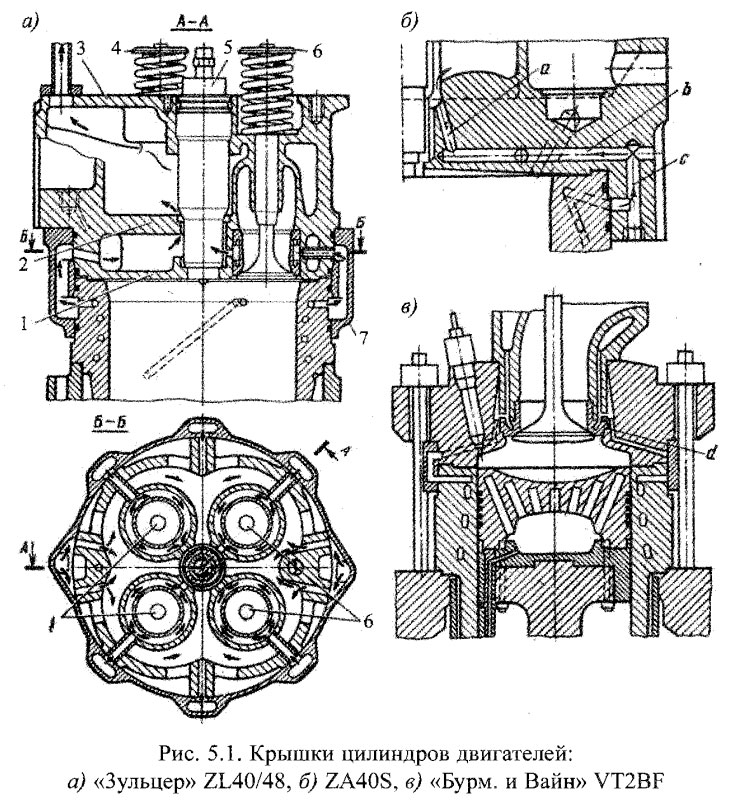
У четырехтактного дизеля крышка состоит из днищ нижнего огневого 1 (рис. 5.1а) и верхнего 3, соединенных вертикальными стенками и стаканами для форсунки 5, клапанов впускных 4, выпускных 6, пускового и предохранительного. В крышке имеются воздушные и газовые каналы и полость охлаждения.
Крышки четырех- и двухтактных дизелей с прямоточно-клапанной продувкой конструктивно подобны. Конструкции крышек двухтактных дизелей с контурной продувкой более простые, так как в них отсутствуют впускные и выпускные клапаны.
Условия работы крышки — она подвергается воздействию больших механических и термических нагрузок.
Механические нагрузки возникают под давлением газов и силы затяга крепежных шпилек. Под действием этих сил крышка изгибается. Опасным, как правило, является сечение, проходящее через отверстия для клапанов.
Термические нагрузки обусловлены непосредственным соприкосновением огневого днища крышки с горячими газами. Нагрев днища снижает его прочность, а температурный перепад по толщине вызывает термические напряжения.
К конструкции цилиндровой крышки предъявляются следующие основные требования:
- возможно меньшие напряжения в огневом днище;
- свободное расширение наиболее нагретых частей;
- простая и симметричная форма для обеспечения равномерного распределения температур и снижения напряжений от неодинаковой скорости нагрева и остывания отдельных стенок;
- большие проходные сечения газораспределительных клапанов;
- оптимальная форма камеры сгорания в соответствии с принятой системой смесеобразования и схемой газообмена;
- должна способствовать уменьшению тепловых нагрузок верхнего пояса цилиндровой втулки.
Материал для изготовления крышек МОД (малооборотные) — легированная сталь (молибденовая или хромоникелевая), крышек СОД(среднеоборотные) — легированный чугун с присадками молибдена, хрома, никеля или серый чугун. Огневую часть составных крышек изготавливают из легированной стали, верхнюю — из чугуна или углеродистой, а шпильки СОД — из легированной стали и др.
По конструкции различают цилиндровые крышки цельные и составные. Крышка может быть четырех-, шести-, восьмигранной или круглой. Многогранная и круглая формы крышки дают возможность расположить крепежные шпильки по окружности, увеличить их число и уменьшить диаметр, а, следовательно, уменьшить прогиб участков крышки между шпильками и усилие затяга шпилек.
Форму огневого днища выбирают из условия обеспечения качественных процессов смесеобразования и газообмена с учетом возникающих в нем напряжений (напряжения растяжения нежелательны).
Охлаждается крышка водой, подводимой из фланцевой части цилиндровой втулки или из зарубашечного пространства у дизелей ранней постройки. Поток воды последовательно охлаждает огневое днище, стаканы форсунки и клапанов (часто непосредственно седла клапанов), каналы для газа и воздуха (см. рис. 5.1 а). Для улучшения охлаждения наиболее нагретых поверхностей отливают в крышке направляющие стенки, устанавливают специальные патрубки или сопла. Вода из крышки отводится из наиболее высокой точки полости охлаждения, что предотвращает образование застойных зон, воздушных и паровых мешков.
Конструктивные способы снижения механической и тепловой напряженности цилиндровой крышки.
В крышке СОД «Зульцер» Z40/48 (см. рис. 5.1 а) толстое промежуточное днище 2 является опорой для тонкостенного огневого днища 1 и принимает на себя механические нагрузки (через стенки, ребра и стаканы клапанов). Снижение механических напряжений в огневом днище достигнуто приближением к нему нейтральной оси крышки.
Снижение термических напряжений достигается уменьшением толщины тепловоспринимающей стенки огневого днища и его интенсивного охлаждения. Вода в крышку поступает по круговому кожуху 7. Часть воды поступает в полость между огневым и промежуточным днищами, часть — на охлаждение седел клапанов. Затем вода в верхнюю полость крышки проходит по каналу вокруг стакана форсунки.
В конструкции крышек современных форсированных двигателей в связи с ростом тепловых нагрузок промежуточное днище устранено, и огневое днище воспринимает все механические и тепловые нагрузки. Поэтому его толщина увеличена, но для снижения тепловых напряжений близко к тепловоспринимающей поверхности просверлены охлаждающие каналы (см. рис. 5.16). Охлаждающая вода циркулирует в наклонных а, радиальных б и вертикальных с сверлениях. Вследствие близкого расположения охлаждающих каналов к огневой поверхности обеспечивается ее хорошее охлаждение, а температурные перепады концентрируются между каналами и огневой поверхностью. Температура основной массы днища (выше каналов) в крышке двигателя ZA40S остается приблизительно постоянной и относительно невысокой. Несмотря на возросший уровень нагрузок на огневое днище, его теплонапряженность осталась приблизительно на прежнем уровне (как в дизеле Z40/48), а максимальные механические напряжения снижены почти на 70%.
Увеличение толщины стенок и сверление в них охлаждающих каналов — основной способ снижения механической и тепловой напряженности тепловоспринимающих деталей в современных дизелях. Эффективное снижение напряженности крышек цилиндров в большинстве форсированных дизелей достигнуто их изготовлением в виде стальной кованой плиты с выточкой для камеры сгорания и интенсивным охлаждением с помощью системы сверленых каналов.
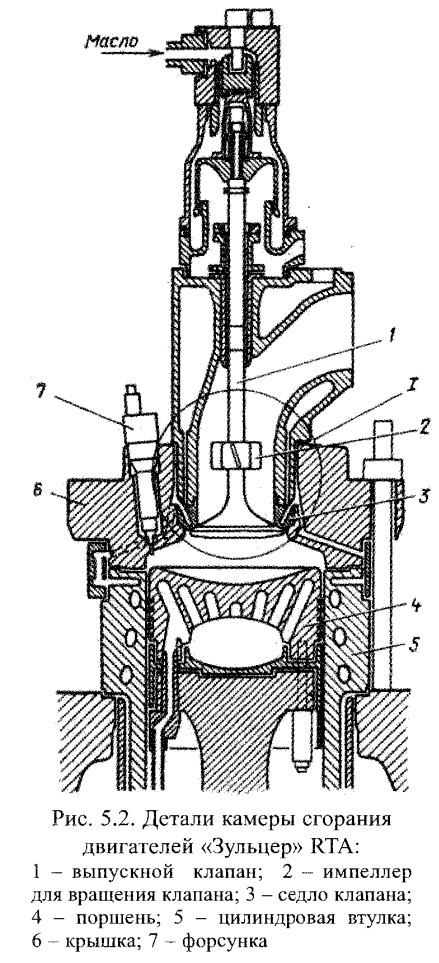
Так, в крышке дизеля «Зульцер» RTA (рис. 5.2) вода подводится по сверлениям для охлаждения не только корпуса, но и непосредственно седла выпускного клапана. Низкая температура крышки за сверлениями и интенсивное охлаждение нижней части стакана форсунки позволили применить для ее охлаждения топливо (вместо воды), что значительно удобнее в эксплуатации.
Важно отметить, что крышка имеет колпачковую форму. Это повышает жесткость конструкции, а главное, в ней размещается камера сгорания. Верхняя часть цилиндра перекрывается поршнем при его положении в ВМТ. В результате существенно снижается тепловая нагрузка верхнего пояса втулки, так как он подвергается воздействию газов на ходе расширения, когда их давление и температура сравнительно низкие. Для охлаждения бурта крышки (толстой вертикальной стенки колпака) ближе к огневой поверхности сделаны тангенциальные каналы — сверления, подобные сверлениям в бурте втулки.
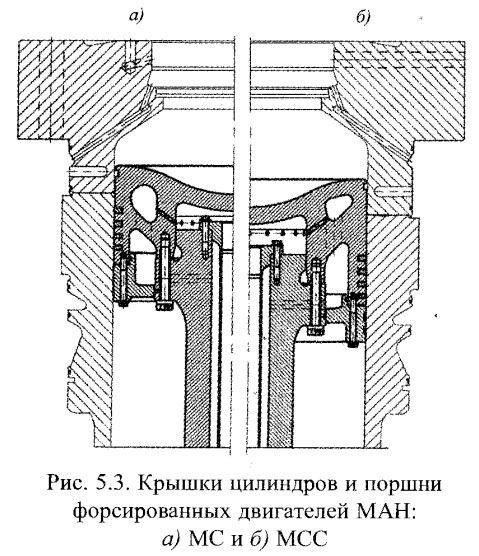
Подобная конструкция крышки применена и в новейших, сверхдлинноходных форсированных дизелях «МАН-Бурмейстер и Вайи» типа L-MC/MCC (см. рис. 5.3). Использование колпачковых крышек наряду с отмеченными преимуществами дает возможность отказаться от резьбовых сверлений (для подъемных рымов) в днище поршня, являющихся концентраторами напряжений, а иногда расположить пусковой, предохранительный и индикаторный клапаны на боковой поверхности колпака, в итоге уменьшается количество отверстий в огневом днище.
Литература
Судовые двигатели внутреннего сгорания — Возницкий И.В. Пунда А.С. [2010]
Источник
РД 31.52.23-89
Дизели судовые. Восстановление крышек цилиндров с применением сварки. Типовые технологические процессы
Купить РД 31.52.23-89 — бумажный документ с голограммой и синими печатями. подробнее
Цена на этот документ пока неизвестна. Нажмите кнопку «Купить» и сделайте заказ, и мы пришлем вам цену.
Распространяем нормативную документацию с 1999 года. Пробиваем чеки, платим налоги, принимаем к оплате все законные формы платежей без дополнительных процентов. Наши клиенты защищены Законом. ООО «ЦНТИ Нормоконтроль»
Наши цены ниже, чем в других местах, потому что мы работаем напрямую с поставщиками документов.
Способы доставки
- Срочная курьерская доставка (1-3 дня)
- Курьерская доставка (7 дней)
- Самовывоз из московского офиса
- Почта РФ
Руководящий документ устанавливает технические требования и технологические указания по восстановлению сваркой крышек с заменой и без замены нижней части (днища) дизелей отечественной и иностранной постройки. РД предназначен для организаций и предприятий Минморфлота, занимающихся восстановлением стальных крышек цилиндров
Оглавление
1 Требования безопасности
2 Общие требования
3 Оборудование и материалы
5 Технологический процесс восстановления крышек цилиндров двигателей «Бурмейстер и Вайн» ДКРН 74/160, ДКРН 74/169-2, ДКРН 74/160-3, ДКРН 62/140-2, ДКРН 62/140-3
5.1. Подготовка к восстановлению без замены днища
5.2. Заварка дефектов без замены днище
5.3. Подготовка к восстановлению с заменой днища двигателей
5.4. Подготовка к восстановлению с заменой днища двигателей ДКРН 50/110
5.5. Приварка днища
6 Технологический процесс восстановления крышек цилиндров двигателей «Зульцер»
6.1. Подготовка к восстановлению без замены днища
6.2. Заварка дефектов без замены днища
6.3. Подготовка к восстановлению с заменой днища
6.4. Приварка днища
7 Технологический процесс восстановления крышек цилиндров двигателей МАН
7.1.Подготовка к восстановлению
7.2. Заварка дефектов
8 Термическая обработка
9 Механическая обработка
9.1. Окончательная механическая обработка
9.2. Обработка крышек двигателей «Бурмейстер и Вайн» ДКРН 74/160, ДКРН 74/169-2, ДКРН 74/160-3, ДКРН 62/140-2, ДКРН 62/140-3
9.3. Обработка крышек двигателей «Бурмейстер и Вайн» ДКРН 50/110, ДКРН 50/110-2
9.4. Обработка крышек двигателей «Зульцер»
9.5. Обработка крышки двигателей МАН KZ 70/120Е
9.6. Обработка крышки двигателей МАН KSZ 70/125
10 Контроль качества и приемки
11 Маркировка, консервация и упаковка
12 Гарантии предприятия
Приложение 1. Перечень действующей нормативно—технической документации
Приложение 2. Альбом чертежей
Приложение 3. Перечень НТД на сварочные материалы
Приложение 4. Акт дефектации крышки рабочего цилиндра
| Дата введения | 01.06.1990 |
|---|---|
| Добавлен в базу | 01.01.2018 |
| Актуализация | 01.01.2021 |
Этот документ находится в:
- Раздел Строительство
- Раздел Нормативные документы
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Проектирование и строительство морских сооружений
- Раздел Отраслевые и ведомственные нормативно-методические документы
- Раздел Нормативные документы
Организации:
| Разработан | ЮжНИИМФ | |
| Издан | В/О Мортехинформреклама | 1990 г. |
| Принят | ЦК профсоюза рабочих морского и речного флота | |
| Принят | Регистр СССР | |
| Принят | Центральный научно-исследовательский и проектно-конструкторский институт морского флота | |
| Утвержден | Главное управление судостроения, судоремонта и технического обслуживания ММФ |
Чтобы бесплатно скачать этот документ в формате PDF, поддержите наш сайт и нажмите кнопку:
МИНИСТЕРСТВО МОРСКОГО ФЛОТА СССР
ДИЗЕЛИ СУДОВЫЕ ВОССТАНОВЛЕНИЕ КРЫШЕК ЦИЛИНДРОВ С ПРИМЕНЕНИЕМ СВАРКИ ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ СУДОВ С УПРАВЛЕНИЕМ АТОМНОГО ФЛОТА (Главсудоиех)
Могкпа. 103759. ул. Ждано»», 1/4
МИНИСТЕРСТВО АЮРСКОГО ФЛОТА
Главное управление СУДОСТРОЕНИЯ. СУДОРЕМОНТА И
22.12.89 г. к, ГСМ 52-55/ 2481
Руководителям предприятий и организаций Минморфлота СССР
Главсудомехом утвержден РД 31.52.23-89 «Дизели судовые. Восстановление крышек цилиндров с применением сварки. Типовые технологические процессы» со сроком введения с 01.06.90г.
1. Руководителям предприятий, организаций: при восстановлении крышек цилиндров главных двигателей руководствоваться положениями настоящего РД.
обеспечить издание и рассылку РД 31.52.23-89 пароход-ствам, заинтересованным предприятиям и организациям, контроль за исполнением настоящего письма.
2.8. Все повреждения крышки, подлежащие устранению, должны быть зафиксированы в ремонтной документации (акт дефектации)
на деталь с указанием характера повреждений и методов их устранения.
2.9. Возможность устранения повреждений крышки, характер и размеры которых не оговорены в настоящем РД, устанавливают в каждом конкретном случае представители предприятия и Регистра СХР.
2.10. Характерные дефекты крышек.
1) дизелей «Бурмейстер и Байн” (рис.1):
трещины, располагающиеся со стороны полости охлаждения в районе — бобышки выпускного клапана, на днище, в местах скруг-ления между стенкой камеры сгорания и бобышкой выхлопного кла-дана, на конической стенке;
трещины в каналах подвода и отвода охлаждающей воды; трещины в местах установки втулок (стаканов) форсунок, •пускового клапана, трубки для отвода газов на индицировЯние; выгорания поверхности со стороны камеры сгорания, коррозионные разъедания со стороны полости охлаждения; дефекты резьбовых отверстий; износ канавки под уплотнительное кольцо; изменения присоединительных и габаритных размеров, обусловленные износами и проточками посадочных мест при ремонте крышки;
износ (выгорание, коррозия, разъедание) мест сопряжения с цилиндровой втулкой;
отложения со стороны полости охлаждения, коррозии, эррозии, дефекты отливки с внутренней стороны;
2) дизелей Зульцер (рис.2):
трещины сквозные и несквозные, расположенные на конусной части крышки, зарождение и распространение которых наблюдается
(• износ поверхности под Втtjnntj цилиндра.
Карашерные. дефекты крыш цилимброб.^азслси .бурмсистср и Войн
?- износ поверхности под уплотнительное кольцо. з- трещины.
Рис. I.
I-скопление нелких трещин.
2 — повреждения коррозионно- усталостною характера
3 — радиальные трещинеi
4 — трещина\ распространяющиеся по окружности
5 — Выгорания поверхности
со стороны полости охлаждения;
отдельные радиальные трещины и скопление мелких трещин со стороны камеры сгорания, глубокие повреждения коррозионно-усталостного характера;
выгорания конусной части;
дефекты резьбовых отверстий и крепежных деталей; изменения габаритных размеров, обусловленные проточками посадочных мест при текущих ремонтах;
3) дизелей МЛН (рис.З):
трещины расположенные по окружности на днище крышки и распространяющиеся со стороны полости охлаждения;
радиальные трещины и скопления мелких трещин на днище крышки со стороны камеры сгорания;
трещины и сколы направляющих ребер охлаждающей воды и приливов форсуночного стакана;
трещины на галтели отверстия пускового канала со стороны камеры сгорания;
коррозионные повреждения уплотнительных поясков и мест под резиновые уплотнения;
глубокие коррозионные повреждения направляющих ребер охлаждающей воды и стенок крышки со стороны камеры охлаждения;
уменьшение габаритных размеров, обусловленное проточками посадочных мест при текущих ремонтах.
2. II. РД предусматривает два метода восстановления крышек:
I) с заменой днищевой части на крышках дизелей п Бурмейстер и Зайн», «Зульцер», имеющих следующие дефекты в районе камеры сгорания:
сквозные трещины любой длины и расположения;
единичные трещины глубиной более 15 мм и общей длиной более 100 мм;
Характерные дефекты крыЬек цилиндроЪ дизспсй „МАИ I-трещины на днище и стороны полости охлаждения, I-трещина на днище со стороны полости .охлаждения, 5- трещины и сколы напраблятщих ребер, Р-коррозионные разъедания, S-быгорания.
выгорания и коррозионные раковины глубиной более 15 мм и площадью более 25% от общей поверхности камеры сгорания;
трещины со стороны полости охлаждения глубиной более 2/3 толщины стенки и протяженностью более 100 мм.
При наличии трещин коррозионно-усталостного характера в районе камеры сгорания (характерно для крышек двигателей «Зульцер») и наработке крышки более 20 тысяч часов нижнюю часть крышки (днище) рекомендуется заменить;
2) исправление дефектов без замены днищевой части на крышках дизелей «Бурмейстер и Вайн», «Зульцер», «МАИ» (раковин, коррозионных повреждений, трещин и выгораний) на крышках, отработавших менее 2056 своего моторесурса и получивших повреждения в результате развития литейных дефектов либо в процессе технической эксплуатации.
2.12. РД предусматривает применение следующих видов сварки:
ручная аргонодуговая неплавящимся электродом;
автоматическая под флюсом;
автоматическая и полуавтоматическая в защитном газе плавящимся электродом;
2.13. А сварочным работам допускаются сварщики не ниже четвертого разряда, аттестованные согласно ОСТ 5.9126-83, ознакомленные с требованиями и указаниями настоящего РД и прошедшие дополнительную подготовку по ручной аргонодуговой сварке неплавящимся электродом корневых швов.
2.14. Технологический процесс восстановления крышки осуществлять на основе типовой технологической схемы, приведенной на рис.4.
МИНИСТЕРСТВО МОРСКОГО ФЛОТА СССР
ДИЗЕЛИ СУДОВЫЕ ВОССТАНОВЛЕНИЕ КРЫШЕК ЦИЛИНДРОВ С ПРИМЕНЕНИЕМ СВАРКИ ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Южным научно-исследовательским и проектноконструкторским институтом морского флота
Главный инженер В.Н.Афанвщенко
Зев. отделом стандартизации и качества Б.И.Рапопорт
Руководитель темы и ответственный исполнитель, научн. сотр. Л.И.Новикова
Зам. директора Ф.П.Евшин
ЦК профсоюзов рабочих морского и речного флота Зав. отделом охраны
Центральный научно-исследовательским и проектноконструкторским институтом морского флота
по КТР В.С.Мельников
Главным управлением судостроения,судоремонта и технического обслуживания судов (Главсудомех)
Зам. начальника В.Н.Штонда
О 8Ю «МОРГЕ ХИНФОРМРЕКЛАМА». 1990
РД 31.52.23-89 Вводится впервые
ВОССТАНОВЛЕНИЕ КРЫШЕК ЩИНЦРОВ С ПРИНЕНЕВЕН СВАТКИ.
провесы_
Письмом Гловсу^ом^хэ or 22.12.89 г. № ГСМ о2-оо/2481 срок взйчрния в действие установлен с
Настоящий руководящий документ (РД) распространяется на восстановление дефектных стальных крышек рабочих цилиндров * главных судовых малооборотных дизелей типов:
Бурмейстер и Вайн — 50VTBF -ПОСДКРЯ 50/110), 50иТ2ВР-1Ю(ДКРН 50/II0-2), 62\Я2ВР-140(ДКРЯ €2/140-2), К62ЕР(ДКРЯ 62/140-3), 74VTBF -160(ДКИ1 74/100), 74VT2BF-I60 (ДОН 74/160-2), К’4БР(ДКИ! 74/160-3);
Зульцер: ЯД68,КлД68, 2Д76, ЯАД76, *Д90, ЯД/Д90;
UAH: К270/12СЕ, КSZ 7Q025.
РД устанавливает технические требования и технологические указания по восстановлению сваркой крылек с заменой и без замены нижней части (днища) дизелей отечественной и иностранной постройки.
РД предназначен для организаций и предприятий Мжморфлота 9 занимающихся восстановлением стальных крышек цилиндров.
и В дальнейшем тексте именуется «крынка’
I. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. Исправление дефектов в крышках с использованием металлорежущих станков, пневматических и абразишых инструментов, электросварочного и газорезательного оборудования, нагревательных печей, электрической энергии, горючих и взрывоопасных газов сопровождается вьщеленияыи тепла, пыля и токсичных сварочных аэрозолей.
1.2. С целью обеспечения безопасности работ в процессе восстановления крышек следует руководствоваться требованиями следующих нормативных документов:
ГОСТ 12.3.002-75 «ССБ7. Процессы производственные. Общие требования безопасности»,*
ГОСТ 12.3.003-86 «ССБТ. Работы электросварочные. Общие требования безопасности»;
ГОСТ 12.3.025-80. «ССБТ. Обработка металлов резанием. Требования безопасности»;
ГОСТ 12.3.036-84 » ССНГ. Газопламенная обработка металлов
РД 31.83.04-75 «Правил техники безопасности и производственной санитарии на промышленных предприятиях ШФ»;
» 1009-73. «Санитарных правил при сварке, наплавке и резке металлов», утвержденных заместителем Министра здравоохранения СССР 5 марта 1973 г.»;
«Санитарных норм и правил при работе с оборудованием создающим ультразвук, передаваемый контактным, путем на руки работающим 2282-60», утвержденных Минздравом СССР;
«Правил технической эксплуатации электроустановок потребителей и правил техники безопасности при эксплуатации электроустановок потребителей», утвержденных начальником Госэнергонадзора 21.12.84 г^
1.3. Эксплуатация баллонов с газом должна осуществляться в соответствии с требованиями «Правил уртройства и безопасной
эксплуатации сосудов, работающих под давлением», утвержденных Госгортехнадзором СССР 19.05.70 г.
1.4. При работе с пневматическим инструментом необходимо руководствоваться требованиями ГОСТ 12.2.010-75 ,‘‘ССВТ. Малины ручные пневматические. Общие требования безопасности»,
ГОСТ 12.3.028-82,*ССБТ Процессы обработки абразишш и эльборовыи инструментом. Требования безопасности».
1.5. При термической обработке крьшек необходимо руководствоваться требованиями ГОСТ 12.3.004-75″ ССБТ. Термическая обработка металлов. Общие требования безопасности».
1.6. При использовании для предварительного и сопутствующего подогрева газопламенных историков тепла, необходимо соблюдать требования разделов У1 и УШ «Правил техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газопламенной обработки металлов», утвержденных постановлением
ЦК профсоюза рабочих метростроения 2 апреля 1963 года с изменениями и дополнениями от 20 апреля 1966 г.
1.7. Для снижения запыленности и загазованности помещений должна применяться общеобменная и местная вентиляция, удаляющая токсичные сварочные аэрозоли непосредственно у места их образования.
1.8. Администрация предприятия, организующая работы по холодной и термической обработке металлов, сварке, наплавке, химической очистке, контролю качества крышек должна на основании настоящего РД и с учетом местных условий разработать должностаые рабочие инструкции по технике безопасности и пожарной безопасности, выдать их работающим и следить за их соблюдением.
Допуск к работе разрешается только после проведения инструктажа, проверки рабочими требований безопасности и оформления результатов проверки в специальном журнале.
2. ОБЩИЕ ТРЕБОВАНИЯ
2.1. Дефектные крынки должны быть предварительно освидетельствованы представителями судовой администрации и СТЭФ пароходства с целью определения необходимости их восстановления.
2.2. Предназначенные для восстановления крышки должны передаваться на судоремонтное предприятие с сопроводительной документацией в соответствии с требованиями ВД 31.55.03.01-82 «Положение о порядке сбора, хранения и учета изношенных деталей, подлежащих восстановлению на предприятиях Минморфлота».
2.3. Восстановлению по настоящему РД подлежат крышки с дефектами, доступными на всем протяжении разделке под сварку, сварке и контролю качества, а также с дефектами,превышающими допустимые размеры, указанные в технических условиях на ремонт (Приложение I).
2.4. По данным заводов-изготовитвлей и зарубежных фирм материал крышек цилиндров должен иметь химический состав и механические свойства, указанные в табл.1.
2.5. Химический состав и механические свойства, поступившей на восстановление крышки, могут отличаться от приведенных в табл.1, поэтому кзждая крышка перед сваркой подлежит проверке
ее химического состава и твердости.
2.6. Окончательное решение о возможности восстановления изношенной крышки в соответствии с настоящим РД устанавливают представители судоремонтного завода и Регистра СССР, исходя из ее технического состояния и экономической целесообразности.
2.7. Для определения возможности, объема и метода восстановления, судоремонтньы предприятием должна быть проведена полная дефекгация крдаки и составлен акт дефектации.
Источник