*9) Отметка «Верх», указанная на прокладке, идет со стороны шкива коленвала лицевой стороной вверх.
Вращающий момент затяжки
Не использовать повторно.
Смажьте моторным маслом скользящую поверхность каждой части.
Сбросьте давление топлива.
Отключите отрицательный кабель от аккумулятора.
Осушите систему охлаждения.
Убедитесь в том, что температура антифриза двигателя низкая прежде, чем снимать любые части системы охлаждения.
Также удостоверьтесь в том, что отрицательный кабель отключен от аккумулятора, прежде чем снимать любые части.
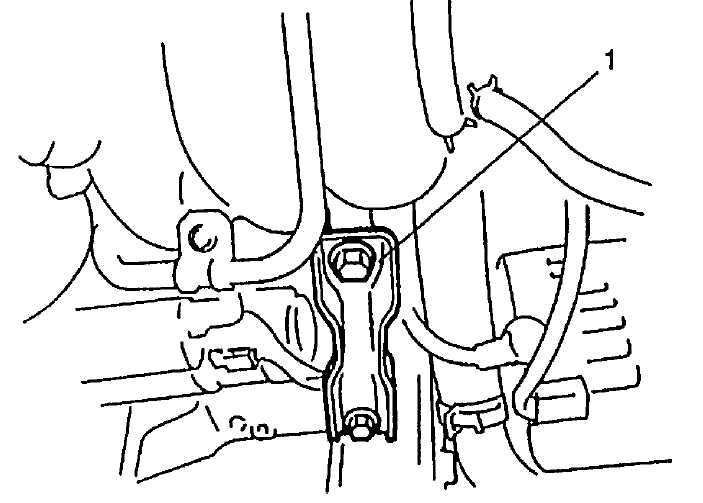
Снимите элемент жесткости впускного коллектора (1).
Снимите воздухозаборный рукав.
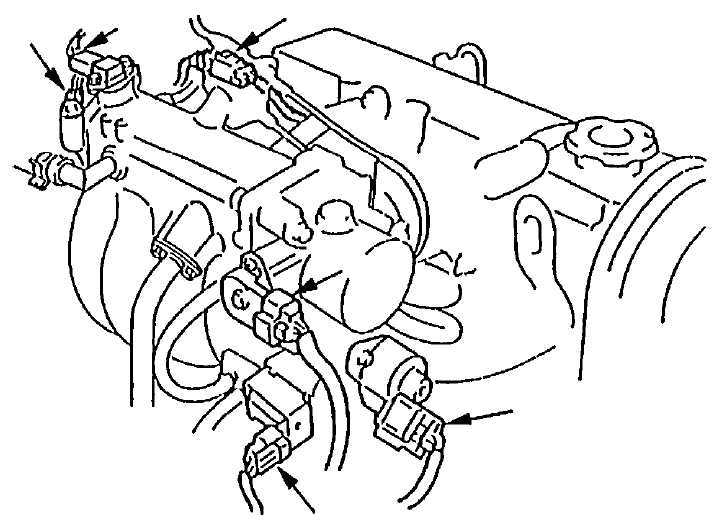
Отключите следующие электрические провода, и затем освободите жгуты проводов от зажимов.
Датчик положения дроссельной заслонки
Регулирующий пневмоклапан холостого хода
Датчик температуры охлаждающей жидкости двигателя
Датчик положения распредвала
Провода заземления от впускного коллектора
Клапан системы рециркуляции отработавших газов
Датчик давления дифференциала коллектора
Вентиль для выпуска неконденсирующих газов
Провода форсунки у муфты
Датчик нагрева кислорода-1
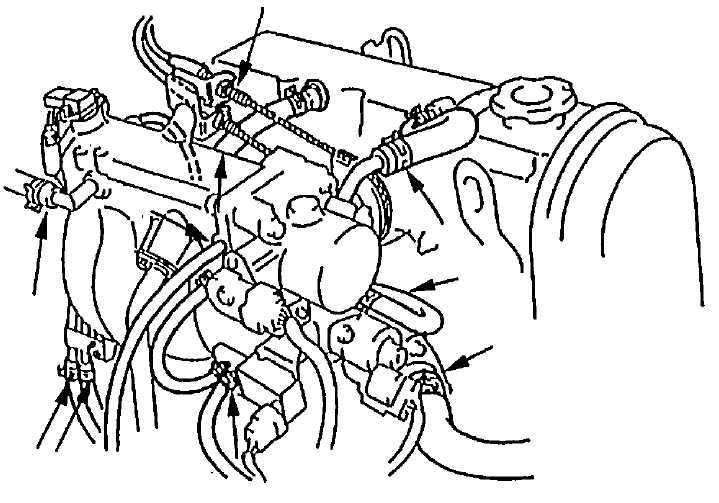
Отсоедините следующие шланги:
Шланг для выпуска неконденсирующих газов от вентиля для выпуска неконденсирующих газов
Шланг усилителя тормозов от впускного коллектора
Шланг антифриза двигателя (выходная сторона) от корпуса дроссельных заслонок
Впускной шланг радиатора от крышки термостата
Впускной шланг обогревателя от трубы
Шланг подачи топлива и возвратный шланг от каждой трубы
Вакуумный шланг от впускного коллектора
Отсоедините тросик акселератора и трос привода дроссельных заслонок А/Т (если таковой имеется) от корпуса дроссельных заслонок.
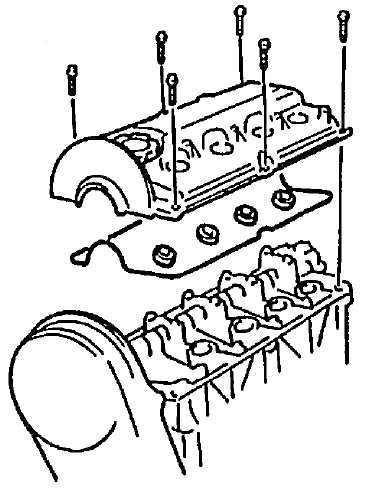
Снимите крышку головки цилиндра, обратившись к Разделу Крышка головки цилиндров в этой Главе.
Полностью отвинтите все винты, регулирующие клапанный зазор.
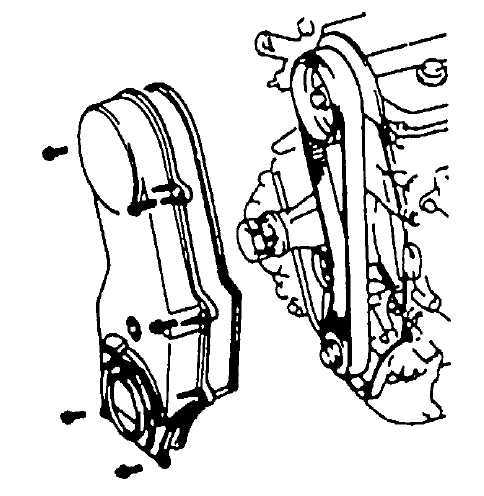
Снимите ремень привода газораспределительного механизма и распредвал, обратившись к Разделам Ремень привода газораспределительного механизма и натяжное устройство для ремня и Коромысло клапана, ось коромысел и распредвал в этой Главе.
Снимите регулирующий рычаг генератора с впускного коллектора.
Снимите регулирующий рычаг компрессора для кондиционирования воздуха с головки цилиндра (если таковой имеется).
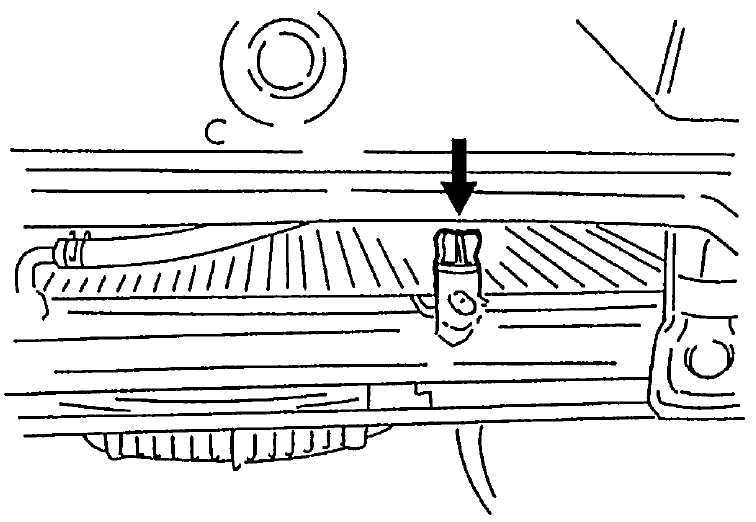
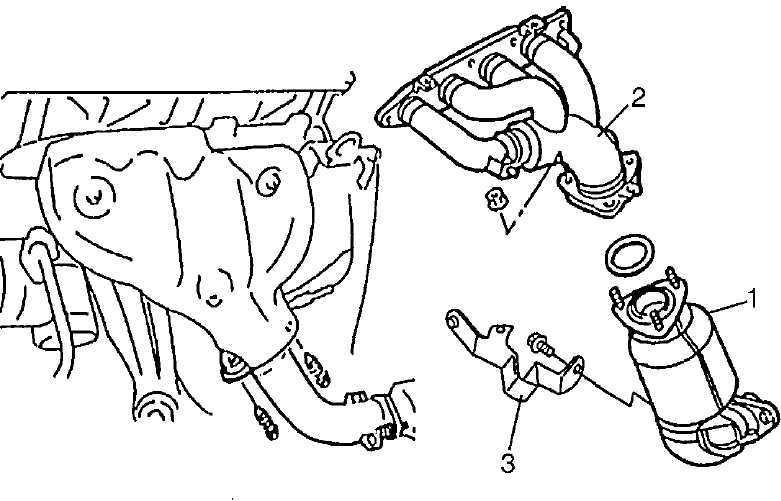
Отключите выхлопную трубу №1 (1) от коллектора отработавших газов (2) и снимите элемент жесткости коллектора отработавших газов (3) или болт кронштейна выхлопной трубы.
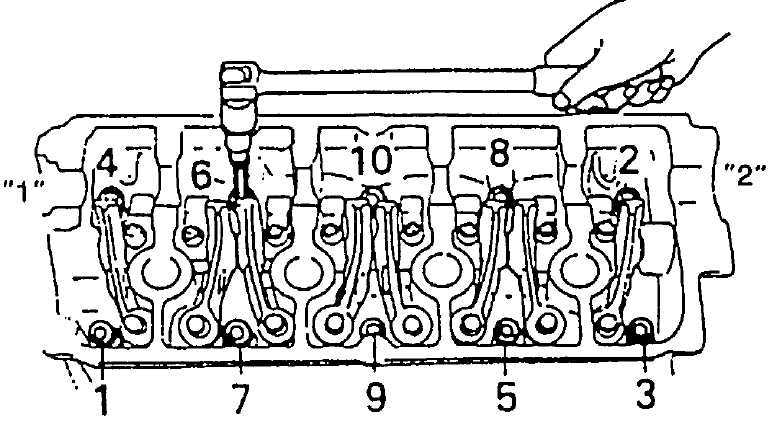
Раскрутите болты головки цилиндра в порядке, указанном на рисунке ниже, и выньте их.
«1» — сторона шкива распредвала «2» — сторона распределителя зажигания
Проверьте все вокруг головки цилиндра, есть ли еще какие-либо детали, которые необходимо снять или отключить, снимите или отсоедините, все что необходимо.
Снимите головку цилиндра с впускным коллектором и коллектором отработавших газов с помощью подъемного устройства.
Для того, чтобы упростить обслуживание головки цилиндров, снимите впускной коллектор с корпусом дроссельных заслонок и коллектор отработавших газов с головки цилиндров.
Снимите коромысла и ось коромысел, обратившись к Разделу Коромысло клапана, ось коромысел и распредвал в этой Главе.
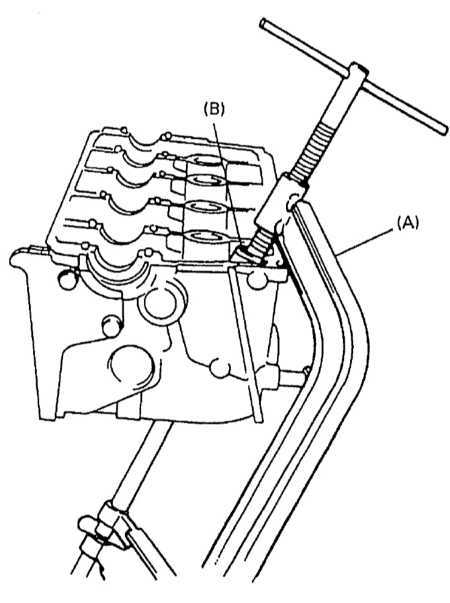
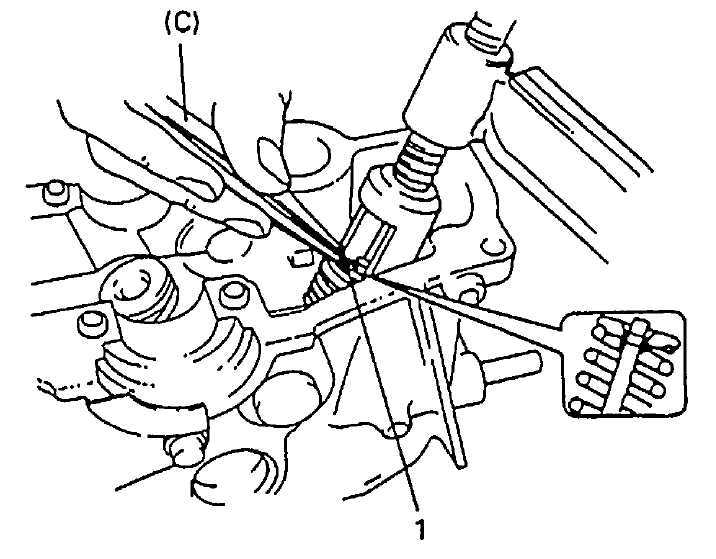
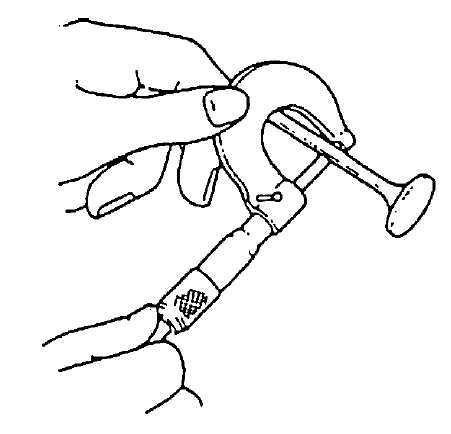
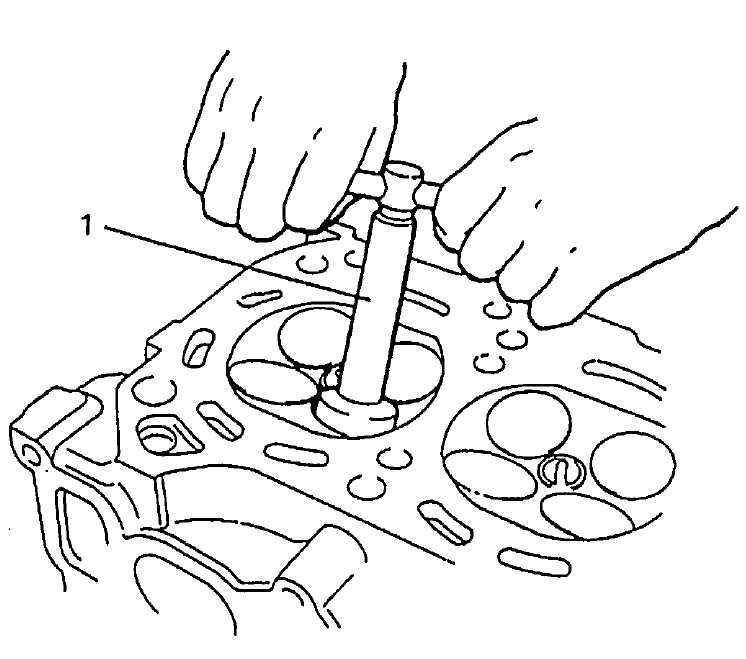
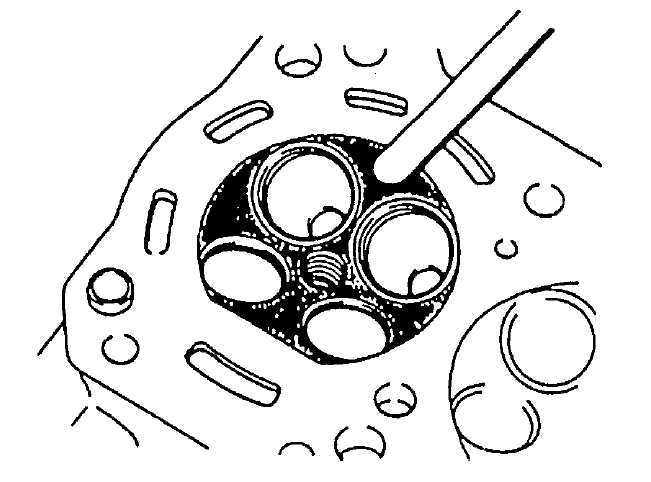
С помощью специального инструмента (подъемник клапана) сожмите клапанные пружины и затем снимите чеки клапана (1), используя специальный инструмент (щипцы).
Специальный инструмент
(А): 09916-14510
(В): 09916-14910
(С): 09916-84511
Освободите (разомкните) специальный инструмент и снимите держатель пружины и клапанную пружину.
Снимите клапан со стороны камеры сгорания.
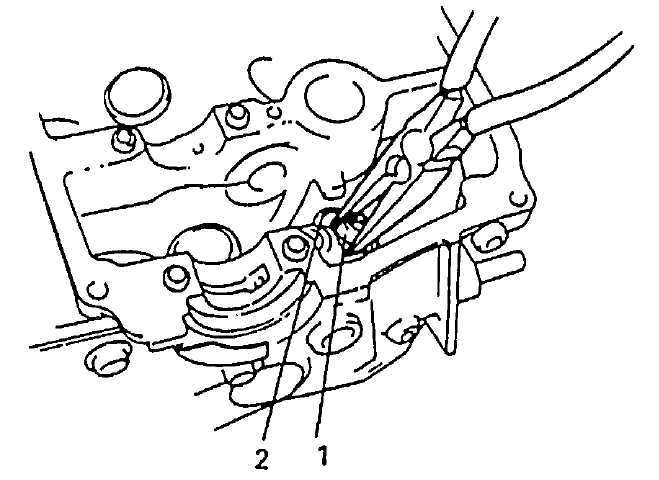
Снимите масляное уплотнение стержня клапана (1) с направляющей втулки клапана и затем чашку клапанной пружины (2).
Не используйте масляное уплотнение повторно после демонтажа. При сборке обязательно используйте новое масляное уплотнение.
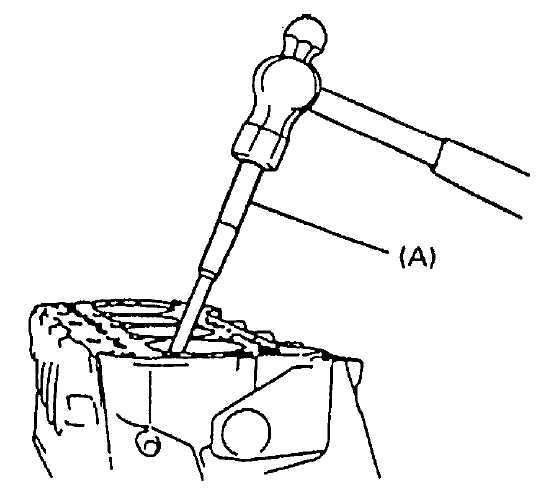
С помощью специального инструмента (съемник направляющей втулки клапана) сдвиньте направляющую втулку клапана со стороны камеры сгорания на сторону клапанной пружины. Специальный инструмент (А): 09916-44910.
Не используйте направляющую втулку клапана повторно после демонтажа. Обязательно используйте новую направляющую втулку клапана (рабочего размера) при сборке.
Сложите разобранные части, за исключением уплотнения стержня клапана и направляющей втулки клапана, по порядку, так чтобы их можно было установить на их первоначальные места.
Направляющие втулки клапана
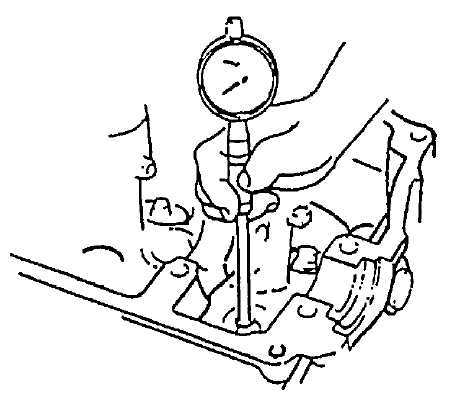
С помощью микромера и кругломера снимите показания диаметров стержней клапанов и направляющих, для того, чтобы проверить зазор между стержнями и направляющими.
Не забудьте снять показания с нескольких мест по всей длине каждого стержня и направляющей. Если зазор выходит за пределы нормы, замените клапан и направляющую втулку клапана.
Технические характеристики клапана и направляющей втулки клапана
Диаметр стержня клапана
5.465 – 5.480 мм (0.2152 – 0.2157 дюймов)
5.440 – 5.455 мм (0.2142 – 0.2147 дюймов)
Внутренний диаметр направляющей втулки клапана
5.500 – 5.512 мм (0.2166 – 0.2170 дюймов)
Зазор между стержнем и направляющей
0.020 – 0.047 мм (0.0008 – 0.0018 дюймов)
0.07 мм (0.0027 дюймов)
0.045 – 0.072 мм (0.0018 – 0.0028 дюймов)
0.09 мм (0.0035 дюймов)
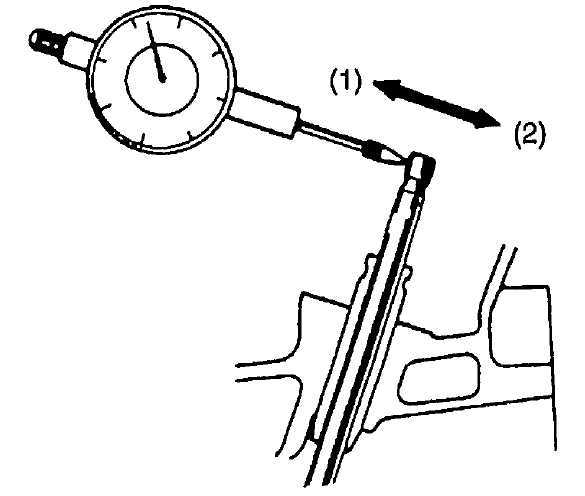
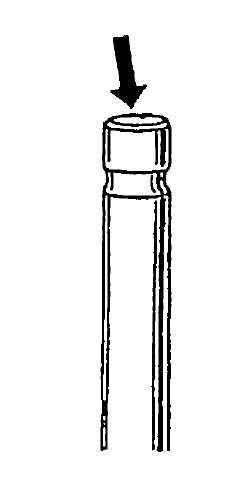
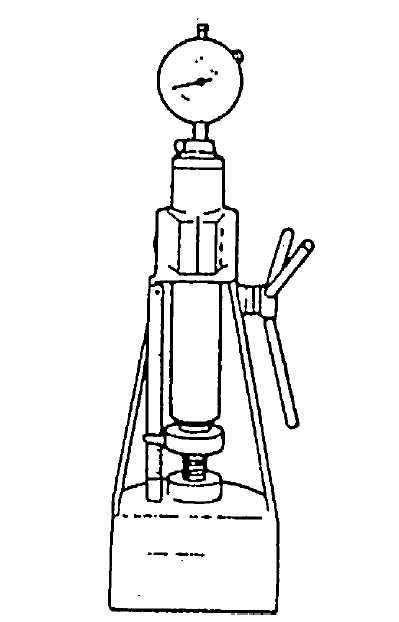
Если нет кругломера в наличии, вместо этого проверьте деформацию конца стержня клапана с помощью циферблатного индикатора. Подвигайте конец стержня в направлениях (1) и (2), для того чтобы измерить деформацию конца. Если деформация выходит за пределы норм, замените стержень клапана и направляющую втулку клапана.
Проверьте каждый клапан на наличие износа, прожога или деформации на передней поверхности и стержне и, если необходимо, замените его.
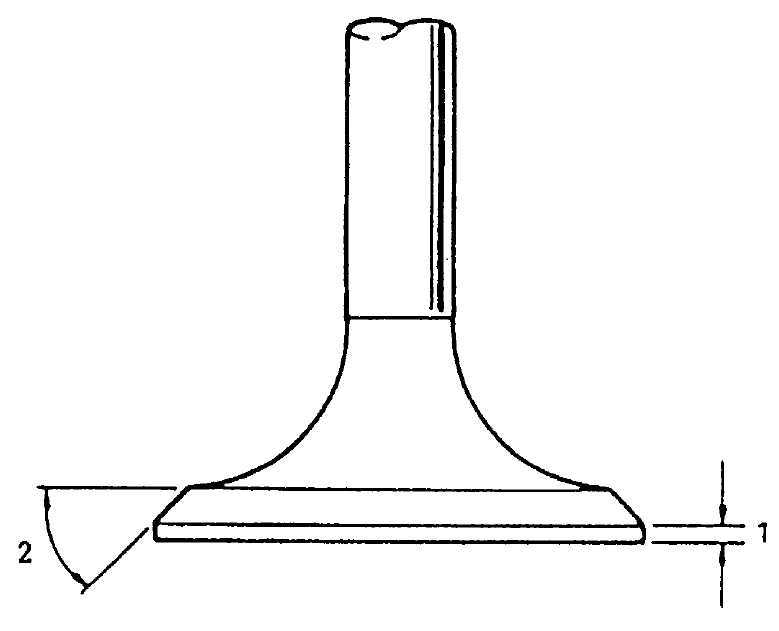
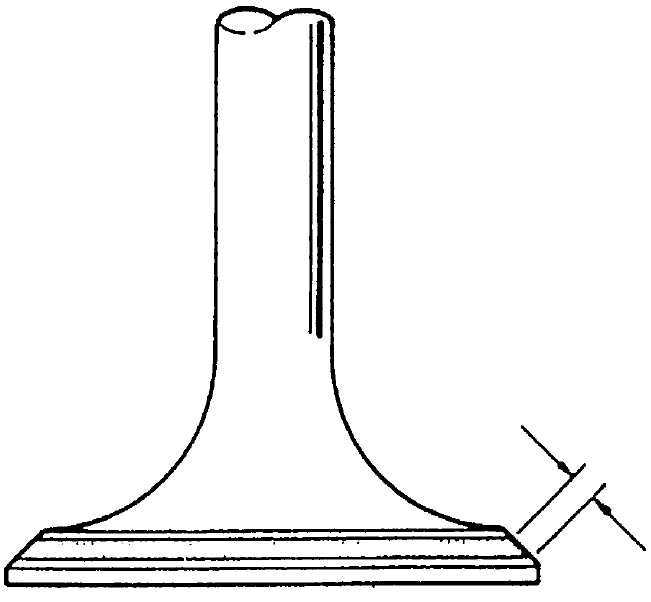
Измерьте толщину головки клапана. Если измеренная толщина выходит за пределы норм, замените клапан.
Толщина головки клапана
0.8 – 1.2 мм (0.032 – 0.047 дюйма)
0.6 мм (0.023 дюйма)
0.7 мм (0.027 дюйма)
1 — толщина головки клапана 2 — 45°
Проверьте торец стержня клапана на предмет изъязвления и износа. Если обнаружен износ или изъязвление, торец стержня клапана можно повторно очистить, но не сильно, так чтобы не сошлифовывать его камеру. Если он изношен так сильно, что его камера стерта, замените клапан.
Ширина контакта прилегания
Создайте рисунок расположения контактов на каждом клапане привычным образом, т.е., нанеся стандартное покрытие маркирующей смесью на чашку клапана, и вращательным движением пристукнув чашку клапана с головкой клапана. Необходимо использовать клапанный притирочный станок (инструмент, используемый для притирки клапанов).
Рисунок, отпечатанный на контактной поверхности клапана должен представлять собой непрерывное кольцо без каких-либо разломов, и ширина рисунка должна быть в указанных пределах. Стандартная ширина контакта, образованная с помощью рисунка расположения контактов на лицевой поверхности клапана: на впуске на выпуске — 1.1 – 1.3 мм (0.0433 – 0.0511 дюйма).
Ремонт чашки клапана
Чашка клапана, не создающая полного контакта со своим клапаном или показывающая ширину контакта прилегания, выходящую за указанный диапазон, должна быть отремонтирована путем перешлифовки или срезания и перешлифовки, и отшлифована до готовности притиркой.
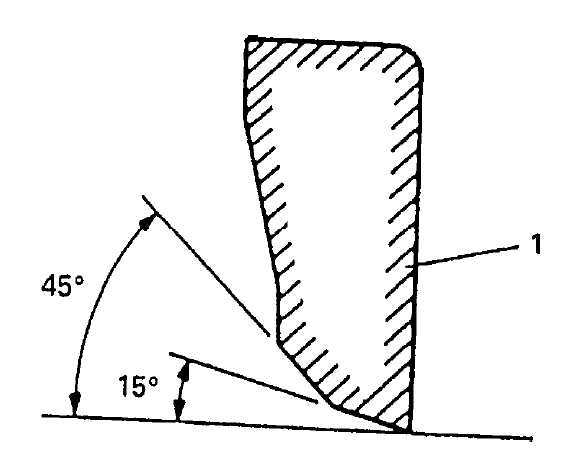
ЧАШКА ВЫХЛОПНОГО КЛАПАНА: Используйте фрезу чашки клапана (1), для того чтобы сделать два надреза. Необходимо использовать две фрезы: первую, для того, чтобы сделать угол в 15°, и вторую, для того чтобы сделать угол в 45°. Вторую фрезу необходимо использовать, для того, чтобы получить необходимую ширину чашки. Ширина чашки для чашки выхлопного клапана: 1.1 – 1.3 мм (0.0433 – 0.0511 дюйма).
ЧАШКА ВПУСКНОГО КЛАПАНА: Последовательность надреза точно такая же, как для чашек выхлопного клапана. Ширина чашки для чашки впускного клапана: 1.1 – 1.3 мм (0.0433 – 0.0511 дюйма).
ПРИТИРКА КЛАПАНОВ: Притрите клапан к чашке (1) в два приема: сначала с помощью грубого состава смеси притирки лицевой поверхности, а затем с помощью мелкого состава смеси, каждый раз используя станок для притирки гнезд клапанов в соответствии со стандартным методом притирки.
Не используйте острый инструмент для соскребания нагара. Будьте осторожны, чтобы не сделать задиры или бороздки на металлических поверхностях при соскребании нагара. Это также относиться и к клапанам, и чашкам клапанов.
Проверьте головку цилиндра на предмет трещин во впускных и выпускных каналах, камерах сгорания, и на поверхности головки.
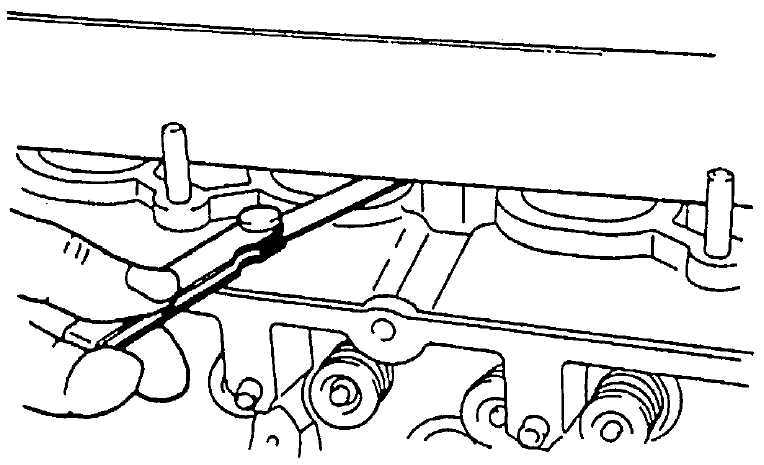
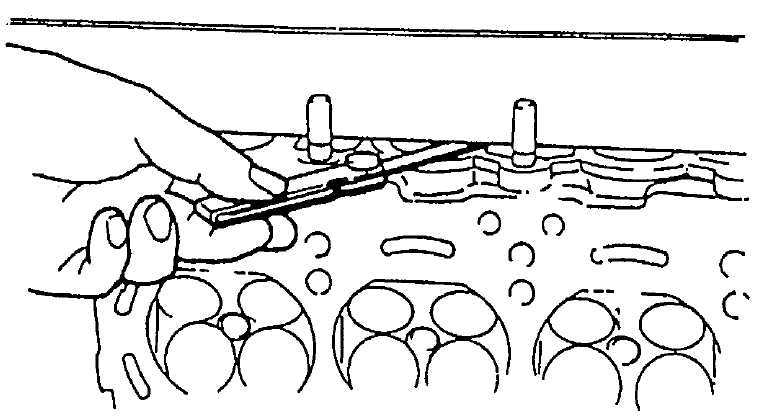
Планшетность уплотненной поверхности:
С помощью калибромера проверьте поверхность в 6 местах. Если норма деформации, указанная ниже, превышена, поправьте уплотненную поверхность с помощью разметочной плиты и абразивной бумаги #400 (водонепроницаемая абразивная бумага на основе карбида кремния): положите бумагу на разметочную плиту, и потрите уплотненную поверхность о бумагу, для того чтобы сошлифовать высокие места. Если это не поможет снизить показания калибромера до пределов нормы, замените головку цилиндра. Утечка рабочих газов, образованных продуктами сгорания, из этого уплотненного соединения часто происходит из-за деформации уплотненной поверхности: такая утечка является результатом снижения производимой мощности.
Пределы деформации уплотненной поверхности головки цилиндра: 0.05 мм (0.002 дюйма).
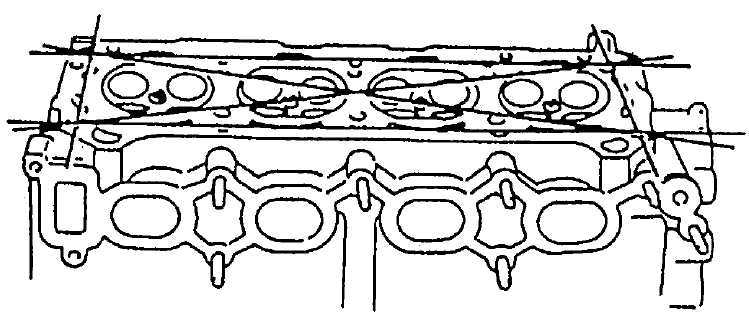
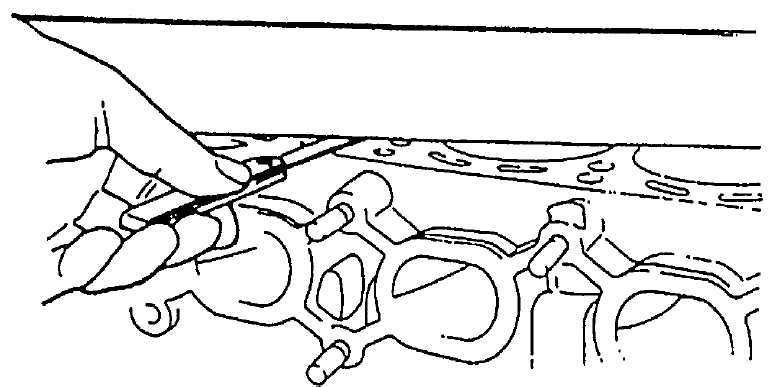
Деформация поверхностей прилегания коллектора:
Проверьте поверхности прилегания головки цилиндра и коллекторов с помощью калибромера, для того чтобы определить есть ли необходимость скорректировать эти поверхности или заменить головку цилиндра.
Пределы деформации поверхностей прилегания коллектора: 0.10 мм (0.004 дюйма).
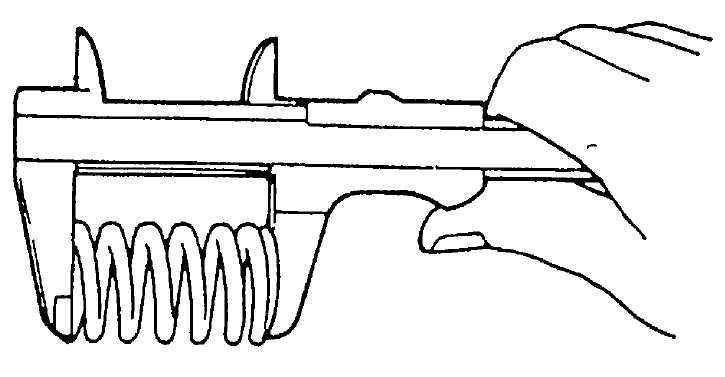
Основываясь на данных, предоставленных ниже, убедитесь в том, что каждая пружина находится в хорошем состоянии, без свидетельств поломки или ослабления. Помните, что ослабленные клапанные пружины могут быть причиной дребезжания, не говоря уже о возможном снижении производимой мощности из-за утечки газа, вызванной снижением давления прилегания.
Длина клапанной пружины в свободном состоянии:
норма: 36.83 мм (1.4500 дюйма)
предел: 35.67 мм (1.4043 дюйма)
Предварительная нагрузка клапанной пружины:
норма: 10.7 – 12.5 кг для 31.5 мм (23.6 – 27.5 фунтов на 1.24 дюйма)
предел: 9.3 кг для 31.5 мм (20.5 фунтов на 1.24 дюйма)