- Пайка алюминиевого радиатора
- Спаиваемость алюминия
- Трудности пайки алюминиевых радиаторов
- Способы пайки алюминиевых радиаторов
- Подготовка к пайке
- Пошаговая инструкция по пайке
- Таблица режимов пайки
- Ремонт автомобильных радиаторов сваркой
- Причины повреждения и варианты ремонта
- Аргонодуговая технология
- Ремонт пайкой
- Применение полимерных составов
- Пайка отверстий и трещин в алюминиевом радиаторе
- В чем заключается сложность пайки алюминия
- Инструменты и материалы
- Пайка радиатора: способ 1
- Пайка: способ 2
Пайка алюминиевого радиатора
Существует несколько основных способов соединения металлов, которые применяются для ремонта различных изделий. Одним из них является пайка, который позволяет относительно просто и доступно заделать трещины, дыры и сколы в различных местах. Радиаторы нередко выходят из строя из-за мелких неполадок, связанных с целостностью корпуса. С учетом сложности их конструкции и относительно небольшой толщины металла, заделывать дыры сваркой не всегда удобно. В данном случае, пайка алюминиевого радиатора оказывается наиболее подходящим методом.

Пайка алюминиевого радиатора
Как и в случае со сваркой, алюминий сложно поддается спаиванию, что вызывает ряд сложностей во время ремонта. Современные технологии призваны помочь решить данную проблему. Для этого выпускаются новые виды припоев, более совершенное оборудование, узкоспециализированные флюсы и разрабатываются новые техники. Все это в комплексе необходимо знать специалисту, занимающемуся пайкой.
Сделать все можно и в домашних условиях, не обращаясь к специалисту. Для этого нужно иметь опыт работы с такими материалами, так как новичкам далеко не всегда удастся достичь результатов высокого качества.
Спаиваемость алюминия 

Пайка алюминиевых радиаторов автомобилей относится далеко не к самым легким процедурам. Виною тому сложности, которые вызваны свойствами спаиваемости металла. Рабочая температура здесь относительно невысокая, так что для этого используются легкоплавкие припои. Это приводит к тому, что соединение получается не очень прочным. Слабое воздействие температур затрудняет проникновение вещества в структуру основного металла, что ухудшает соединение.
Главная сложность пайки алюминия и его сплавов состоит в образовании оксидной пленки. В отличие от температуры плавления самого металла, пленка плавится при более чем 2 тысячах градусов Цельсия. Таким образом, расплавить ее невозможно при пайке. Она затрудняет получение качественного соединения. Второй сложностью является скорость образования пленки, так как даже после очистки она может появиться через несколько секунд, что требует применения дополнительных растворителей. Металл в расплавленном виде сильно растекается. Это же касается и припоев с его содержанием, так что сложно формировать валик шва во время ремонтного процесса.
Трудности пайки алюминиевых радиаторов
Пайка алюминиевого радиатора паяльником осложняется формой самого изделия. В зависимости от того где случилась поломка, место может быт труднодоступным, обладать поверхностью предрасполагаемой к растеканию металла и так далее. Осложняется все и высокой активностью металла, приводящей к окислам. При разогревании алюминия до нужной температура очень сложно отследить, как хорошо он прогрелся, так как металл почти не меняет цвет в этой время. Это может привести к переплавлению основного металла.
Способы пайки алюминиевых радиаторов
Существует два основных типа пайки, использующегося при работе с алюминиевыми радиаторами. Первым является использование паяльника, что более доступно, но менее эффективно и удобно. Второй способ – пайка алюминия газовой горелкой дает более эффективный результат, но обходится дороже, а также далеко не у всех имеется соответствующая техника, так как она имеет относительно высокую стоимость.

Пайка алюминиевого радиатора газовой горелкой
В качестве флюса при каждом из способов могут использовать в качестве припоя:
- Кадмий;
- Олово;
- Висмут;
- Цинк;
- Комбинированный флюс;
- Специализированные марки для алюминия.
Подготовка к пайке
Пайка алюминиевого радиатора охлаждения начинается с подготовительного процесса. В первую очередь следует заняться поверхностью основного металла. Здесь идет механическая обработка, чтобы снять частички грязи, пыли и прочих ненужных элементов. После этого следует обработать все растворителем. Это может быть бензин, ацетон или что-либо схожее. Эти процедуры должны помочь избавиться от оксидной пленки.
Пайка алюминиевого радиатора автомобиля требует правильного выбора флюса. Если его требуется приготовить самостоятельно, то это следует сделать еще до разогрева металла. В ином случае нужно просто подготовить его на рабочем месте, чтобы удобно было пользоваться.
Пошаговая инструкция по пайке
Когда все подготовительные процедуры завершены, то можно приступать к нанесению флюса на поверхность основного металла. флюсом нужно покрыть практически всю поверхность пайки. Это требуется сделать для того, чтобы максимально изолировать от влияния кислорода из воздуха, так как он приводит к появлению сложно разрушаемых оксидов. Если флюс не жидкий и работа ведется паяльником, то его нужно предварительно расплавить перед нанесением. При использовании газовой горелки его можно плавить уже на основном металле.
Желательно сделать промежуток между подготовительными операциями и основной пайкой как можно меньшим.»
После этого берется небольшая часть припоя и наносится на поверхность под температурным воздействием. Расплавленный металл будет сильно растекаться, так что нужно действовать аккуратно и не брать слишком много припоя. Нанесение нужно делать аккуратными круговыми движениями, равномерно распределяя количество материала по всей поверхности. Он должен распространиться не только на проблемном месте, но и захватить близлежащую область.
Пайка алюминиевого радиатора оловом и прочими видами припоев может иметь свои отличительные нюансы, но принцип проведения процедур практически всегда одинаковый. Сложности вызывают крупные сколы и дыры. Их приходится запаивать в несколько проходов. Понемногу на край поверхности наносится металл припоя. Он остывает и после этого наносится еще один слой, постепенно заволакивая все отверстие. Проблема состоит в том, что припой имеет более низкую температуру плавления, чем основной металл и может быстро расплавиться.
Таблица режимов пайки
У каждого припоя есть своя температура плавления, что заставляет мастера подбирать свои температурные режимы для каждого из них. Здесь приведены основные используемые марки:
Источник
Ремонт автомобильных радиаторов сваркой
Радиатор системы охлаждения автомобиля предназначен для рассеивания избытка теплоты, отбираемой охлаждающей жидкостью у работающего двигателя. Внешний вид этого устройства мало изменился со времени появления первых автомобилей, оснащённых двигателями внутреннего сгорания.
Радиатор состоит из двух бачков, верхнего и нижнего, соединённых между собой большим количеством тонких трубок, по которым циркулирует охлаждающая жидкость. Для увеличения площади теплообмена, трубки вмонтированы в пластинчатую структуру, обдуваемую вентилятором.
Причины повреждения и варианты ремонта
 Традиционно радиаторы автомобилей изготавливались из меди, однако, бурное развитие машиностроительной отрасли и стремление производителей облегчить и удешевить конструкцию автомобиля, привели к массовому использованию алюминиевых сплавов для производства этих деталей.
Традиционно радиаторы автомобилей изготавливались из меди, однако, бурное развитие машиностроительной отрасли и стремление производителей облегчить и удешевить конструкцию автомобиля, привели к массовому использованию алюминиевых сплавов для производства этих деталей.
Радиатор современного автомобиля представляет собой надёжное устройство, способное работать на протяжении всего срока эксплуатации машины. Ремонт радиатора автомобиля чаще всего требуется при наружном его повреждении.
В процессе работы тонкостенный материал подвергается значительным и регулярным температурным деформациям, при длительных сроках эксплуатации в стенках трубок или бачков могут возникать усталостные трещины, приводящие к утечке охлаждающей жидкости.
Восстановление работоспособности радиаторов автомобилей обычно производится одним из следующих способов:
- сварка повреждённых участков радиатора;
- восстановление герметичности пайкой;
- заделка трещин холодной сваркой.
Применение сварки при ремонте радиаторов ограничено малой толщиной стенок их элементов, которые легко прожигаются насквозь при самых минимальных сварочных токах.
По этой причине, к сварке прибегают в основном тогда, когда требуется соединение утолщённых элементов. Типичный пример – приваривание патрубка к корпусу бачка.
Ремонт пайкой используют чаще всего. Холодная сварка применяется, если требуется срочный ремонт в дороге. Этот метод не требует наличия какой-то аппаратуры, источника тока или газа.
Аргонодуговая технология
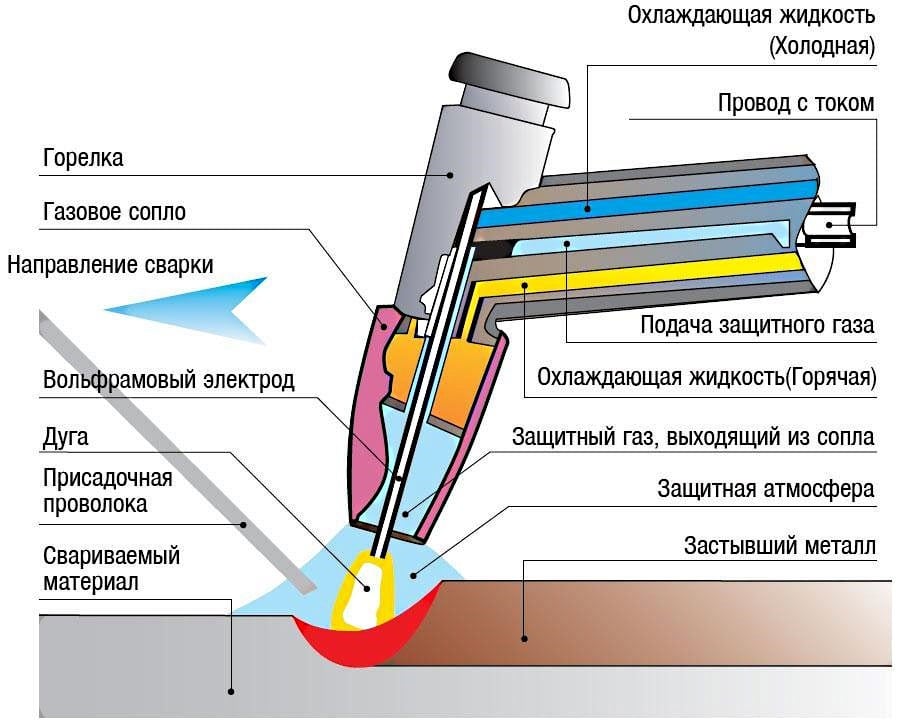
Сварка алюминиевых радиаторов осуществляется неплавящимся электродом в аргоновой среде с применением алюминиевого присадочного прутка. Эта технология традиционно широко применяется для сварки алюминиевых изделий.
Алюминий склонен к быстрому образованию на поверхности слоя окисла, препятствующего созданию полноценного сварочного шва. Кроме этого, присутствие кислорода вызывает разбрызгивание металла, мешающее формированию сварочной ванны.
Наиболее успешно эти проблемы решаются применением сварки в защитной среде аргона.
 Сварка радиаторов из меди производится также в аргоне, но с применением соответствующей медной присадки.
Сварка радиаторов из меди производится также в аргоне, но с применением соответствующей медной присадки.
Следует отметить, что, несмотря на ограниченность применения, сварка является самым надёжным способом ремонта повреждённых радиаторов автомобилей.
Соединения, созданные с помощью сварки, по прочности и долговечности службы не уступают тем, которые выполняются на заводе в процессе изготовления детали.
При выборе технологии ремонта, по возможности всегда следует отдавать предпочтение сварке радиатора аргоном.
Ремонт пайкой
Этот вид ремонта радиаторов автомобилей используется наиболее часто. Для выполнения работы потребуется мощный паяльник.
Лучше, если это будет прибор не менее 100 Вт, можно использовать паяльник в форме топорика, мощностью 300 Вт, либо паяльник, разогреваемый на открытом пламени.
Можно и вовсе обойтись без паяльника, если есть небольшая газовая горелка. Кроме средства нагрева повреждённого участка, необходимо иметь припой, а также флюс или паяльную кислоту.
 Первым делом необходимо определить место повреждения. Обычно это не составляет труда, на него укажут следы утечки охлаждающей жидкости.
Первым делом необходимо определить место повреждения. Обычно это не составляет труда, на него укажут следы утечки охлаждающей жидкости.
Далее следует слить тосол из системы и снять радиатор с автомобиля. После этого нужно зачистить наждачной бумагой до металла место пайки.
После этого подготовленный участок разогревается паяльником или горелкой и на него наносится флюс или кислота. Теперь можно приступить к расплавлению припоя, положив его кусочки на подготовленную поверхность.
Плавить припой следует до жидкого состояния, при этом он должен растечься по поверхности, образовав с ней спайку. Это произойдёт, когда шарики расплавленного припоя перестанут перекатываться по поверхности как ртуть, а начнут размазываться по ней тонким слоем.
Небольшую трещину можно просто залить слоем припоя, более значительные повреждения накрываются латкой. Латка нужного размера вырезается из листового материала, подобного тому, из которого сделан радиатор, предварительно зачищается и покрывается слоем припоя с одной стороны.
Накладывают латку на поверхность, уже покрытую припоем, после чего производят прогрев, пока слои припоя на радиаторе и на латке не спаяются между собой.
Есть ещё два момента, на которых стоит остановиться. Первый касается пайки алюминиевых радиаторов автомобилей. Для пайки алюминия следует использовать специальный флюс и припой.
Запаять алюминий обычным способом, применяя канифоль и оловянно свинцовый припой, не удастся.
И последнее: профессиональные медники, ремонтируя автомобили, паяют радиаторы с использованием тугоплавких высокопрочных припоев, например, на основе серебра, что делает ремонт более качественным.
Перед тем, как принять окончательное решение самостоятельно выполнить пайку обыкновенным оловянным припоем, стоит обратиться в одно из таких предприятий.
Применение полимерных составов
 Ремонта радиатора автомобиля холодной сваркой хорош тем, что его, в отличие от обычной сварки, можно осуществить прямо в дороге.
Ремонта радиатора автомобиля холодной сваркой хорош тем, что его, в отличие от обычной сварки, можно осуществить прямо в дороге.
В продаже имеется немало средств, специально предназначенных для заделки течей радиатора и соединительных патрубков системы охлаждения автомобилей.
В основе большинства этих препаратов находится эпоксидная композиция с добавлением наполнителя. Второй компонент является отвердителем, который необходимо в заданной пропорции смешать с основным веществом непосредственно перед применением.
Такие составы называют холодной сваркой ввиду их высокой прочности при затвердевании.
Пользоваться холодной сваркой при ремонте автомобиля очень просто. Два компонента состава тщательно перемешиваются, и полученной массой замазывается повреждение.
Ремонтируемую поверхность нужно предварительно очистить от грязи и обезжирить.
В инструкции по применению холодной сварки обычно указывается, что состав можно наносить на влажную поверхность и даже под водой. Состав вытесняет влагу и обеспечивает хорошую адгезию с поверхностью. Полное упрочнение состава происходит в течение суток.
Источник
Пайка отверстий и трещин в алюминиевом радиаторе
У алюминиевого радиатора много плюсов, благодаря которым его устанавливают во многих домах. Но иногда он может«порадовать» появлением дыр и протеканием теплоносителя.
Избавиться от этого недостатка можно двумя способами:
Более сложной является пайка алюминия.
В чем заключается сложность пайки алюминия
Этот металл быстро вступает в реакцию с кислородом и любыми кислотами. Наиболее часто алюминиевый радиатор взаимодействует с кислородом. В результате поверхность металла окисляется и покрывается тонким слоем оксидов алюминия. Он еще известен под названием «оксидная пленка». Этот слой равномерно покрывает всю поверхность изделия.
С одной стороны эта пленка является полезной, ведь устраняется всякая возможность контакта чистого алюминия с кислородом и всеми другими химическими элементами или веществами. То есть она является своеобразным защитным барьером. Однако этот барьер не позволяет провести качественную пайку, ведь припой должен напрямую контактировать с алюминием.
Наиболее простое решение – снятие оксидной пленки и последующая пайка отверстия.
Но оно не является правильным, поскольку после снятия оксидной пленки чистый алюминий начинает снова взаимодействовать с кислородом, и до конца пайки обработанное место снова получает защитный барьер. Результат пайки будет плохим.

Чтобы решить проблему с удалением оксидной пленки и обеспечением невозможности дальнейшего ее формирования, нужно использовать флюсы. Они представляют собой смесь неорганических и органических веществ. Они уничтожают оксидную пленку и предотвращают ее образование, они также:
- снижают натяжение обрабатываемой поверхности;
- улучшают растекание припоя по обработанному месту;
- не вступают в реакцию с припоем (большинства видов флюсов).
Флюсы бывают разными:
- кадмий;
- висмут;
- цинк;
- комбинированные вещества;
- плавни (самодельные).
Инструменты и материалы
Чтобы запаять алюминиевые радиаторы, нужно иметь:
- Обычный паяльник.
- Горелку, паяльную лампу или газовую плитку.
- Тигель (является огнеупорной емкостью для приготовления припоя).
- Наждачную шкурку.
Материалы:
- Канифоль.
- Оловянно-свинцовый припой.
- Железные опилки.
- Растворитель.
Пайка радиатора: способ 1
Он включает такие этапы:
- Подготовка поверхности. Этот процесс нужно выполнить тщательно. Он заключается в очистке обрабатываемого участка от всех загрязнений и остатков краски. Очищают алюминиевую поверхность с помощью наждачной шкурки и растворителя. Подготовка предусматривает и обезжиривание обработанного участка (для этого используют те препараты, которые имеют в своем основании спирт), а также вытирание металла насухо.
- Приготовление железно-канифольного флюса. Чтобы сделать это, тигель ставят на газовую плиту и нагревают. Нагревать можно с помощью паяльной лампы. В нагретый тигель кладут кусок канифоли. Его нужно полностью растопить. Далее понемногу досыпают железные опилки и сразу помешивают смесь. Соотношение канифоли и опилок должно составлять 2:1.
- Нанесение флюса на подготовленный участок. Раствор наносят так, чтобы нужная часть поверхности радиатора была полностью покрытой. Иначе кислород будет иметь доступ к алюминию, и запаять отверстие хорошо не получится. В конце вся поверхность пайки должна находиться под слоем флюса.
- Пайка. Она предусматривает введение припоя в среду жидкого флюса. На паяльник нужно брать небольшие порции припоя. Припой наносят на участок пайки так, чтобы он оказался под слоем флюса. При этом выполняют круговые движения. Во время этих движений паяльник постоянно смещает некоторые частицы припоя. Смещение железных частиц приводит к разрушению оксидной пленки. Канифоль не позволяет воздуху проникать к алюминию.
Этот способ надо применять для устранения малых дефектов. Если повреждения большие, то запаять радиатор получится только с помощью самодельного флюса.
Пайка: способ 2
Этот метод предусматривает использование оловянно-свинцово-висмутового припоя и самодельного флюса. Сделать последний нужно из:
- криолита (доля в растворе должна составлять 10%);
- сернокислого натрия (доля 4%);
- хлористого лития (доля 23%);
- хлористого калия (доля 56%);
- поваренной соли (доля 7%).
Оловянно-свинцово-висмутовый припой можно приобрести в магазинах (имеет вид прутка или проволоки) или сделать самостоятельно. Второй вариант реализуют путем добавления висмута к расплавленному оловянно-свинцовому припою. Масса висмута в массе готового раствора должна составлять 5%. Вычислить массу висмута можно, поделив массу исходного припоя на 95 и умножив полученную цифру на 5.
Чтобы запаять достаточно большие по размеру дефекты алюминиевого радиатора, нужно:
- Провести подготовку участка, на котором есть отверстие. Результатом подготовки должен быть чистый, сухой, нежирный алюминий.
- Изготовить плавень. Эта процедура начинается с измельчения каждого компонента в ступке. Измельчают так, чтобы образовалась пудра. При этом каждый элемент доводят до состояния пудры отдельно. После все «ингредиенты» высыпают в стеклянную емкость и перемешивают до тех пор, пока не образуется однородная смесь. Желательно брать темную, герметически закрывающуюся стеклянную емкость. Это необходимо для защиты смеси от влаги и солнечных лучей, когда нужно делать некоторые паузы. Перед пайкой смесь высыпают в тигель и плавят над газовой плитой.
- Расплавленный флюс выливают на алюминий, выполняют пайку. Особенности пайки ничем не отличаются от особенностей вышеописанного процесса.
Источник