- Как отремонтировать сварочный инвертор своими руками
- Устройство сварочного инвертора
- Как работает инвертор
- Причины поломок инверторов
- Особенности ремонта
- Основные неисправности агрегата и их диагностика
- Аппарат не включается
- Нестабильность сварочной дуги или разбрызгивание металла
- Сварочный ток не регулируется
- Большое энергопотребление
- Электрод прикипает к металлу
- Горит перегрев
- Ремонт сварочных аппаратов Helper в Москве и Московской области
- Сервисный центр по ремонту сварочных аппаратов Helper
- Ремонт сварочного полуавтомата
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.

- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.

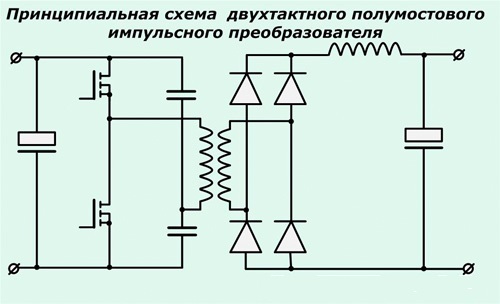 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. 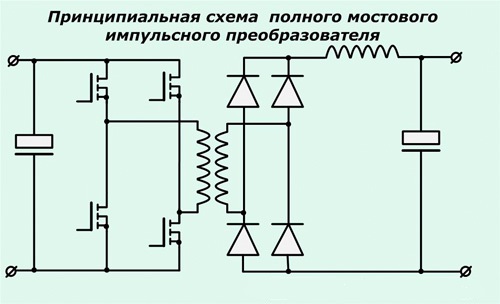
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
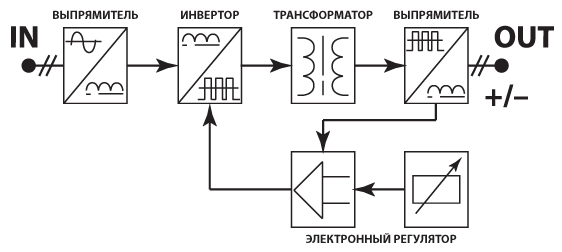
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник
Ремонт сварочных аппаратов Helper в Москве и Московской области
- Забор и доставка техники Работаем по всей Москве и МО
Сервисный центр по ремонту сварочных аппаратов Helper
Сервисный центр Мастер осуществляет послегарантийный ремонт и обслуживание сварочного оборудования марки Helper. За более чем 10 лет работы, мы получили достаточно опыта, чтобы отремонтировать любой сварочный аппарат этого бренда. Мы принимаем в ремонт сварочники любых моделей и мощностей, со всеми возможными типами неисправностей.
Преимущества СЦ Мастер:
- более 10 инженеров-мастеров (каждый имеет высшее профильное образование);
- самый современный инструмент и диагностическое оборудование;
- собственный склад запчастей, компонентов и комплектующих;
- полноценная гарантия на срок от 2 месяцев;
- разумное ценообразование и клиентоориентированный подход.
На диагностику аппарат принимается в течение часа, после сдачи сварочника Helper в наш сервисный центр.




Сдавая технику в ремонт сервисного центра Мастер вы можете быть уверены в качестве выполнения работ по ремонту и максимальной оперативности.
Уже в течение часа после сдачи оборудования в приемку, ее устанавливают на диагностический стенд и проводят тестирование. После выявления неисправности и ее локализации, мастер связывается с заказчиком для согласования перечня работ по ремонту, их стоимости и времени выполнения. И уже через считанные часы (при наличии необходимых запчастей на нашем складе), заказчик получает полностью рабочую технику обратно.
Если вы заметили неисправность в работе вашего сварочного аппарата марки Helper, или он полностью перестал работать, привозите его к нам. Мы работаем ежедневно, без праздников и выходных дней.
Ремонт сварочных аппаратов Helper производится только в условиях сервисного центра.
Источник
Ремонт сварочного полуавтомата
Так как темы такой не нашел, что бы отписать в неё, решил создать новую.
История такова: Имею в собственности сварочный полуавтомат Helper prof MAXI-152, варил им долгое время и горя не знал. Но сегодня горя напали и мой ПА приказал долго жить. причем сделал он это в 2 этапа. сначала силовая перестала отключаться и реагировать на кнопку, что в принципе очень мешало варить. Но при определенной сноровке, которую я тут же получил, варить получалось. а потом и вообще перестало подавать проволоку и хоть как то реагировать на микруху в ручке  но силовая при этом так и не отключается . и начинает работать вместе с включением тумблера питания.
но силовая при этом так и не отключается . и начинает работать вместе с включением тумблера питания.
и теперь главная фраза: ЛЮДИ ДОБРЫЕ поможите грамотным советом (или делом) по ремонту этого окоянного агрегата. 
Или фото или ссылку на фото внутренностей. Тогда будет от чего отталкиваться.
tehsvar написал :
Или фото или ссылку на фото внутренностей. Тогда будет от чего отталкиваться.




В принципе как и думал. Бимакс 152. Силовуха включена — реле SLC-24VDC-SL-C залипло. Менять! Не чистить.
Нет подачи — смотри питание 220 на транс на плате , с него 18-24 и транзистор. Это основное на них.
Иногда просто предохранитель.
tehsvar , Спасибо большое. Буду проверять. А интересно где можно достать запчасти? А может аналоги какие есть, типа русских кондовых релюшек?
ну вот и разобрался я с этой техникой.
Всё дело было в сгоревшей дорожке на плате управления (решилось впайкой перемычки).
Видимо когда залипло реле подача еще работала, а потом выгорела дорожка от микрухи. и всё.
Теперь вопрос: кто как борется с тяжким проходом проволоки в рукаве?
muxacb написал :
Теперь вопрос: кто как борется с тяжким проходом проволоки в рукаве?
поменяйте канал, они не дорогие если не брендовые. только попробуйте сначала как ходит в шланге старый, если он «прикипел» то проще новую горелку купить. если свободно то соединяйте сварочной проволокой один к одному и тащите, если сначала выдрать старый то новый можно и не впихнуть.
Доброго времени суток.
Друг принёс мне ProfHelper MAXI-152. В виде запчастей
С неисправной подачей. Неисправность устранил теперь встаёт проблема как расключить первичную обмотку. Там 5 концов и какой куда ХЗ.
Здравствуйте.
У меня вот такой вопрос. Почему когда я врубаю п/а у соседа в гараже радио ловит немалые помехи?
Спасибо за ответ.
есть ГОСТ, в нем прописаны частоты и допустимые уровни радиопомех
» >
Олег А написал :
Здравствуйте.
У меня вот такой вопрос. Почему когда я врубаю п/а у соседа в гараже радио ловит немалые помехи?
Спасибо за ответ.
Попробуйте как вариант, подключить заземление на третий провод, который идет с аппарата (желто-зеленый).
Ведь не зря же ставят несколько конденсаторов на землю.
Спасибо. Но агрегат у меня далеко не новый, похоже еще советский. Вот фото, может кто опознает раритет. Попробую заземлить корпус. Варит нормально но нет регулировки (не реагирует). На фото виден оторвавшийся откуда то фиолетовый провод искал я откуда, не видно, а знаний в этой области не имею. Может вы что посоветуете, мож тут дело не дойдет до того чтобы переть его в ремонт, весит около 50кг.Если нужно сделаю другие снимки.



вот такой вот чудо аппарат достался. переключатель 4 положения силы тока и крутилка подачи проволоки. когда вариш аппарат трещит, то есть не плавно варит, а рывками.
горелка на нем 3 метровая, не заводская конечно, кнопка залипает. думаю поставить 2 метровую. посоветууйте может что поверить в нем, может переделать что. что за аппарат не знаю, сделан в россии однозначно)) не больше 150 ампер думаю









Пряник , С питающем напряжением всё хорошо?
подача проволоки идет рывками. скорость подачи меняется, как будто подклинивает. без проволоки проверял. разберу моторчик посмотрю.
Пряник написал :
подача проволоки идет рывками. скорость подачи меняется, как будто подклинивает. без проволоки проверял. разберу моторчик посмотрю.
Моторчик нужно проверять первым делом.(щётки,червяк,статор)
Буксовать ролики могут,канал тормозить проволоку.
Проверьте стабильность подачи напряжения на моторчик.
питание стабильное. мотор в обратную сторону нормально идет, в нужную рывками. смотрел сейчас,он от дворников ваз 2101 стоит. разбирал, видимых повреждений нет. смазал втулки, червяк-ничего не поменялось. менять буду.
поменял мотор,))) подтянул массу)) все гуд. подача ровная, треск пропал. осталось научиться варить.
поднимим тему. достался аппарат ПШП-140 УЗ. фото ниже. есть горелка, есть мотор подачи проволоки, есть регулятор подачи. не обнаружил трансформатор. есть только кабель к нему(я так считаю)4 жильный. информацию по нему не нашел.фото ниже
чтото фото прикрепить не получается
ОАО «Гайский завод «Электропреобразователь» выпустил этот аппарат. 1995 год на табличке
Доброй ночи!
Циклон ПДГ200Д,постоянно горит перегрев и не работает аппарат.
Как устроена защита от перегрева?
Схема нижняя,но там про защиту ни слова.
По каким параметрам,он определяет,что перегрелся. вроде не термодатчиков,не нашел да и на плате вроде и управлять,то им нечем
Подскажите пожалуйста((((

В разрыв сети в некоторых стояли. Внутри транса. Звякните его тестером, сам транс. Он должен на прозвонке накоротко звониться.
вот что получается—фото не выкладываются сюда. у меня аппарат, в котором стоит электродвигатель на подачу проволока 24вольта. из этого аппарата выходит 4 провода. подсоединил выпрямитель к 2 проводам сгорела дорожка на плате.ну к другим пересоединил(дорожку запаял конечно) нажал на кнопку горелки и проволока пошла, регулятор оборотов работает, там даже направление подачи проволоки меняется. клапан подачи кислоты работает. Вот остальные 2 провода при нажатии на кнопку между собой замыкаются. в аппарате больше ничего нет. вот вопрос, возможно ли подсоединитьк нему инверторную дуговую сварку? или придется с катушками мудрить. может кто сталкивался,или ссылку киньте где видели как строят их.
Подскажите пожалуйста, на полуавтомате KRIPTON на плате згорела КТ819Г и 40CPQ100. КТ819Г нащел, а 40CPQ100 нигде небыло в городе, посоветовали поставить 60CPQ130. Поленял начал варить но сильное разбрызгивание искр. Посоветуйте что делать а то нормального электрика нет.
teran181 , завести в поселении толкового электрика-электронщика.
Всем привет!ПА не варит как должен варить,нет мощности тока на в момент соприкосновения с металом,проволока идёт, кислота тоже,такое впечатление,что нехатает напруги(и в момент соприкосновения с металом нет щелчка релюшки )он должен варить с треском.помогите.
Добрый день форумчане!
Помогите решить проблему с ПА. Нет подачи проволоки и сварочного тока. Ручная протяжка проволоки работает. При нажатии кнопки на горелке — идёт подача газа. В режиме ММА — всё ОК. При внешнем осмотре внутренностей, ни каких повреждений не выявлено. Да и от куда им быть. Я им пользовался 3 раза всего.
Обратился сегодня знакомый с прсьбой попробовать поварить его полуавтоматом.Полуавтомат трансформаторный Темп 135,очень похож на полуавтомат как у топик стартера.Флюсовой проволокой варить кое как получается,обмедненной с газом только треск стоит,варит очень плохо.Полярность при смене проволоки переключал.Что может быть?Сеть без нарузки показала 220 цифровым китайским тестером.Под нагрузкой не мерили,времени уже не было.
У меня точно такой же аппарат,проблем пока не замечал подобных,просто при обмедненной проволоке приходится больше тока давать.Пока подозрение только на проводку,думаю что она до гаража слабая.
ребят окажите помощь плата управления подачи проволоки отсутствует транзистор кто знает его маркировку заранее благодарю

а какой аналог? а42 искал нет
народ прошу , помогите, нужна схема платы управления сварочника унимиг хелви 398. проблема такая-время от времени пропадает дуга (нет включения основного електромагнита), такое ощущение, что срабатывает тепловая защита, но индикатор не горит, заменили транзистор вс373, сначала пошло , но через некоторое время опять, проволока идет. а дуги нет , самое главное-хаотично. не системно. бывает во время сварки , но всегда после потухания дуги и перед следующим розжигом, бывает с утра уже не работает, но что интересно- если подать напряжение на плате прямо на транзистор начинает работать, после проявления очередного неисправности немного постоит и начинает работать, было что превключу подачу 380 и начинает работать. вобщем дурдом схемы нигде нет. а аппарат кормилец, с большим трудом нашел остатки в Харькове на складе транзисторов вс 373, выкупил все 15 шт, у кого проблема могу поделиться просто так . работайте и радуйтесь
Источник