- 3.5. Согласовано с Первичной профсоюзной организацией ОАО «РЖД», Постановление «Роспрофжел» от 05.12.2013 N 23/26 | ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ЭЛЕКТРОГАЗОСВАРЩИКА ПРИ ВЫПОЛНЕНИИ РАБОТ ПО РЕМОНТУ ГРУЗОВЫХ ВАГОНОВ НА ППВ И ТР
- 3.5. Требования безопасности при сварочных работах на грузовых вагонах
- 2.4 Сварочные работы при ремонте вагонов
3.5. Согласовано с Первичной профсоюзной организацией ОАО «РЖД», Постановление «Роспрофжел» от 05.12.2013 N 23/26 | ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА ЭЛЕКТРОГАЗОСВАРЩИКА ПРИ ВЫПОЛНЕНИИ РАБОТ ПО РЕМОНТУ ГРУЗОВЫХ ВАГОНОВ НА ППВ И ТР
3.5. Требования безопасности при сварочных работах на грузовых вагонах
3.5. Требования безопасности при сварочных работах
на грузовых вагонах 
3.5.1. Перед выполнением сварочных работ на раме вагона места сварки должны быть освобождены от нагрузки.
Перед заваркой трещин и изломов или устранением дефектных сварных швов деформированные детали и узлы грузовых вагонов должны быть выправлены со снятием с них нагрузки.
3.5.2. Перед проведением сварочных работ на пункте текущего отцепочного ремонта порожняя цистерна должна пройти промывку, пропарку и дегазацию на промывочно-пропарочной станции (ППС).
3.5.4 . Сварочные работы на грузовых вагонах и цистернах допускается производить при наличии формы ВУ-19 и справки о взрывобезопасности.
Нумерация пунктов дана в соответствии с официальным текстом документа. Примечание Издательства.
3.5.6. При выполнении сварочных работ на вагонах обратный провод от источника питания должен присоединяться в максимальной близости к месту сварки так, чтобы сварочная цепь не замыкалась через буксовые узлы, автосцепные устройства и другие разъемные соединения. Место присоединения обратного провода к детали во всех случаях должно быть зачищено до металлического блеска, а сам провод надежно и плотно присоединен при помощи специальной клеммы.
3.5.7. При выполнении сварочных работ на вагонах запрещается использовать рельс в качестве обратного провода.
Для каждого источника сварочного тока прокладывать вдоль фронта работ стационарную двухпроводную сварочную линию с выводом клемм на рабочие позиции.
3.5.8. Не допускается проверять возбуждение дуги или установленный режим работы прикасанием электрода или электрододержателя к любой части вагона (к колесным парам, буксам и др.), не подвергающейся сварке.
3.5.9. В процессе сварки необходимо соблюдать правила пожарной безопасности с учетом характера груза, находящегося в вагоне.
3.5.10. При текущем отцепочном ремонте запрещается производить на вагоне заварку трещин:
в надрессорных балках и литых боковинах двухосных тележек;
в соединительной балке 8-ми осного вагона;
в тяговых хомутах, корпусах автосцепки, центрирующих балочках и упорных плитах;
в деталях фрикционных гасителей колебаний.
Запрещается производить любые сварочные работы на вагоне с неизвестным грузом.
3.5.11. При подготовке грузовых вагонов к проведению сварочных работ детали должны быть очищены от загрязнения, зачищены до металлического блеска в местах, подлежащих сварке или наплавке; на место сварки при ее выполнении не должны попадать вода, мазут, масло и т.д.
Источник
2.4 Сварочные работы при ремонте вагонов
Способы сварки вагонных деталей
При ремонте подвижного состава и контейнеров на предприятиях вагонного хозяйства широко применяется электродуговая сварка. Большой объем сварочных работ выполняют ручным способом сварщики высокой квалификации. Такой способ сварки является не производительным и трудоемким.
Из механизированных видов сварки главными способами восстановления деталей и узлов вагонов являются наплавка порошковой проволокой, сварка и наплавка в среде защитных газов, наплавка под слоем флюса. Начинают также использовать новые виды сварки и плавки, например, электрошлаковую сварку, широкослойную наплавку колеблющимся электродом, износостойкую наплавку спеченной лентой и др. Классификация по технологическим признакам применяемых при ремонте вагонов видов сварки показана на рис. 2.6.
Детали из металлов, активных по отношению к кислороду (алюминий, медь, нержавеющие стали и др.), лучше сваривать ручной дуговой сваркой неплавящимся (вольфрамовым) электродом в среде защитного газа. Газовой (ацетиленокислородной) сваркой восстанавливают детали из чугуна или цветных металлов. Этот вид сварки применяют также в тех случаях, когда дуговую сварку по какой-то причине нельзя использовать.
Электроды для сварки чугуна выбирают в зависимости от принятого способа ремонта чугунного изделия: сварка с предварительным подогревом до высокой температуры (горячая сварка), сварка без предварительного подогрева (холодная сварка) или сварки при низкой температуре подогрева (низкотемпературная сварка).
Горячую дуговую сварку чугуна выполняют плавящимися электродами со стержнем из чугунных прутков той же марки или угольным электродом с применением чугунных прутков. Работы при горячей сварке ведут в строго определенной последовательности: подготовка деталей под сварку, предварительный их подогрев до 600- 700°С, сварка и медленное охлаждение. Значение сварочного тока зависит от размеров детали и толщины ее стенок (табл. 2.1).
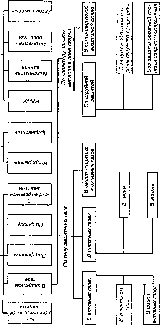
По способу защиты По непрерывности По степени металла в зоне сварки процесса механизации процесса
Рис. 2.6. Классификация видов сварки
Дуговую сварку холодным способом выполняют на деталях относительно небольшой толщины и только с применением специальных электродов и стержнями из монель-металла (МНЧ-1) или меди с добавкой в покрытие железного порошка (ОЗЧ-1).
Общие требования по выполнению сварочных работ
Все сварочные и наплавочные работы на вагоноремонтных предприятиях МПС должны выполняться с соблюдением требований «Инструкции по сварке и наплавке» при ремонте вагонов и контейнеров, чертежей деталей подвижного состава, а также типовых технологических процессов, утвержденных Департаментом вагонного хозяйства. Ремонт и изготовление с применением сварки изделий в случаях, не предусмотренных указанной Инструкцией, можно выполнять только с разрешения ЦВ МПС по соответствующим инструкциям, техническим условиям и чертежам.
Технологические процессы и карты на ремонт изделий разрабатывают ремонтные предприятия на основании типовых. При разработке следует предусмотреть применение прогрессивных видов сварки — автоматической под слоем флюса, автоматической и полуавтоматической в среде защитных газов, порошковой проволокой, контактной и т.д. Необходимо учитывать также требования экономии материалов и электроэнергии.
Восстановленные сваркой и наплавкой детали и узлы подвижного состава должны удовлетворять установленным требованиям и обеспечивать нормальную работу вагонов и контейнеров. Наплавкой разрешается восстанавливать детали, имеющие износы не выше допустимых, обусловленных правилами ремонта. При наплавке размеры деталей необходимо доводить до чертежных независимо от вида ремонта. Механические свойства наплавленного металла должны быть такие же, как у основного металла детали, за исключением случаев, когда на поверхность наносят специальный слой (износостойкий, жароустойчивый и т.п.). Твердость наплавленного металла также должна соответствовать значению, установленному нормативной технической документацией.
Все количественные нормы по заварке трещин, вварке вставок и другим видам сварочных работ надо применять с учетом ранее выполненных на данном изделии. Перед началом сварочных работ по устранению трещин, изломов или дефектов в сварных швах металлоконструкций, находящихся под статической нагрузкой, их необходимо разгрузить. Сварку следует выполнять с применением серийно
Виды сварки, наплавки
Описание по эскизу




Ручная дуговая сварка покрытым металлическим электродом
Ручная дуговая сварка
Механизированная сварка плавящимся электродом в защитном газе
Автоматическая дуговая сварка флюсом
Электрическая дуга/ между основным металлом2 и электродом-/, закрепленным в электрододержателе5, расплавляет кромки соединяемых частей и конец электрода. Расплавленный металл заполняет зазор между кромками и после остывания образует сварной шов /.
Защитный газ (аргон, гелий и др.) подводится в зону дуги/ по мундштуку 2, внутри которого расположен неплавящийся вольфрамовый электрод/. Дуга горит между электродом и основным металлом. Для заполнения зазора в дугу вводится пруток-/ присадочного металла. Электродная проволока-/ с помощью подающих роликов/ направляется через токопроводящий мундштук 5 в зону дуги /. Защитный газ (углекислый, аргон и др.) или смесь газов подается через сопло 2,предохраняя сварочную ванну от воздействия окружающей среды.
Электрическая дуга горит под слоем флюса/, под который высыпается из бункера по трубе-/ и предохраняет расплавленный металл шва от действия кислорода и азота воздуха. Электродвигатель 1 через редуктор б приводит во вращение подающий ролик5. Электродная проволока (лента) из бухты 7 проходит между подающим и прижимным 2 роликами со скоростью, соответствующей скорости ее плавления. Одновременно с этим вся установка движется вдоль кромок свариваемых деталей.



Полуавтоматическая дуговая сварка под флюсом
Наплавка пластинчатым электродом
Электродная проволока из бухты / механизмом 2 подается в держатель 4 по длинному гибкому шлангу 3. Держатель, снабженный бункером 5 для флюса, передвигают вдоль шва вручную.
Свариваемые листы большой толщины (свыше 50 мм) располагаются вертикально. В зону сварки автоматически подаются сварочная проволока I и флюс 2. Дуга горит только в начале процесса, затем под толстым слоем расплавленного флюса гаснет, и тепло, выделяющееся при прохождении тока через шлак и флюс, обеспечивает расплавление флюса, проволоки и кромок свариваемого металла 4. Сварочная головка может перемещаться по свариваемым листам снизу вверх вместе с охлаждаемыми ползунами 5 и 3, которые формируют шов.
Несколько электродных проволок 3, расположенных на некотором расстоянии одна от другой, подаются параллельно к наплавляемой детали /, образуя общую зону горения дуги 5. Все электроды имеют общий токопровод 4. Принцип основан на явлении автоматически перемещающейся (бегающей) дуги. Наплавка ведется под флюсом 2 или в углекислом газе.
На поверхность наплавляемой детали / насыпают слой флюса 2 и кладут пластинчатый электрод 3 из малоуглеродистой листовой стали, один конец которого крепят к держателю 4. Для возбуждения электрической дуги по кромке элсктпопа насыпают стальные
Газовая сварка Газопрессовая сварка
опилки или мелкую стружку Я.
Дуга горит между основным металлом и пластинчатым электродом.
Легирование наплавленного металла осуществляют специальной присадкой 7. Флюс удерживается приспособлением 9 и прижимается графитным бруском 6, заключенным в металлическую оправку 5.
К детали 7 и электроду 4 подводится напряжение от источника питания постоянного или переменного тока. При подводе электрода к детали подающими роликами 5 происходит короткое замыкание электрической цени и образуется перемычка из жидкого металла.
При отводе электрода такая перемычка разрывается и возникает дуговой разряд электродного металла. Для охлаждения детали и защиты сварочной ванны от окружающей среды через сопла 2 и 3 подастся охлаждающая жидкость. Источником тепла является высокотемпературное пламя, образующееся при сгорании смеси газа с кислородом в горелке 4. Кромки свариваемых деталей 7 расплавляются пламенем 3. Одновременно расплавляется конец присадочной проволоки 2.
Свариваемые детали зажимают в захватах газопрессовой машины и центрируют.
Стыкуемые части предварительно нагревают до пластичного состояния, затем задерживают пламя в плоскости стыка и доводят металл до оплавления. Прилагают усилие Р, вследствие чего расплавленный металл выдавливается из стыка, и детали свариваются.
При контактной сварке (стыковой, точечной и др.) детали / и 2 нагреваются вследствие выделения тепла в зоне контакта 4 при пропускании через них электрического тока от трансформатора 5 через токопроводы 3.
выпускаемого промышленностью электрического и механического оборудования, инструмента и аппаратуры. Состояние средств технического оснащения сварочного производства ежегодно проверяет комиссия, состав которой утверждает руководитель каждого предприятия. Рабочие места для выполнения сварочных работ при ремонте вагонов и контейнеров должны быть оборудованы в соответствии с действующими на железнодорожном транспорте санитарными и противопожарными нормами. Одно из основных требований — свободный доступ к сварочному посту.
Производить сварку на подвижном составе, находящемся на приемоотправочных и сортировочных путях станций, запрещается.
При сварочных работах на вагонах и контейнерах обратный провод от источника питания надо присоединять в непосредственной близости от места сварки так, чтобы электрическая цепь не замыкалась через буксы, автосцепки, редукторы и другие разъемные соединения. Место присоединения обратного провода к изделию во всех случаях должно быть предварительно зачищено до металлического блеска, а сам провод надежно и плотно присоединен с помощью специального зажима (рис. 2.7, а), струбцины (рис. 2.7, б),скобы или другого подобного приспособления. При сварке на тележках с роликовыми подшипниками запрещается использовать рельсы в качестве обратного провода.
К выполнению сварочных работ допускаются сварщики, у которых имеется удостоверение установленного образца. Особо ответственные работы разрешается выполнять только высококвалифицированным специалистам.
Запрещается проверять возбуждение дуги прикасанием электрода или электрододержателя к металлическим частям вагона или контей-
Рис. 2.7. Зажим обратного провода (а) и струбцина для его присоединения к детали (б):

нера, особенно к колесным парам, буксам, редукторам, а также к деталям, не подвергающимся ремонту сваркой. Нельзя также производить сварку на корпусах редукторов подвагонных генераторов или букс с роликовыми подшипниками без их демонтажа.
Подготовка деталей к сварке
Перед сваркой или наплавкой поверхность заготовки детали или сборочные единицы вагона (контейнера) очищают от окалины, ржавчины, краски, грязи, масла и т.п. Для очистки детали от окалины, подготовки для кромок под сварку, применяют стальные щетки, электрические или пневматические ручные шлифовальные машинки. При зачистке швов от шлака, застывших капель и брызг металла используют пневматические молотки. Допускается газопламенная очистка швов с помощью многопламенных ацетиленокислородных горелок. Остатки окислов и сгоревшей краски затем очищают механической щеткой.
Удаление дефектных швов, разделку трещин и формирование скосов на кромках элементов, изготовленных из углеродистых и низколегированных сталей, выполняют рубкой или строжкой, дуговой, воздушно-дуговой или кислородной резкой. При дуговой резке применяют специальные электроды марки ОЗР-2 или АНР-2М. Режимы резки этими электродами приведены в табл. 2.2.
Особенностью применения воздушно-дуговой резки является необходимость последующего удаления науглероженного слоя при использовании угольного (графитового) электрода. Науглероженный слой следует удалять на глубину не менее 0,5 мм в случае применения кислородной резки; кромки зачищают от шлака, натеков и капель металла.
На изделиях, изготовленных из нержавеющей и двухслойных сталей или из алюминиевых сплавов, все работы по удалению дефектных
Ток, А, при диаметре электрода, мм
180-260 180-290 180-260
швов, разделке трещин и подготовке скосов кромок должны выполняться только механическим способом. Трещины разделывают на всю глубину залегания до целого металла, а по длине — на 15-20 мм от начала и конца. Конструктивные элементы подготовленных кромок свариваемых деталей и размеры выполненных швов должны соответствовать ГОСТ 5264—80 и 11534—75 для ручной дуговой сварки, ГОСТ 14771-76 для дуговой сварки в защитных газах, ГОСТ 8713-79 и 11533-75 для дуговой сварки под флюсом. Требования к конструктивным элементам швов сварных соединений для дуговой сварки алюминия и алюминиевых сплавов указаны в ГОСТ 14806-80, для соединений из двухслойной коррозионностойкой стали — в ГОСТ 16098-80, для электрозаклепочных соединений — в ГОСТ 14776-79, для соединений при контактной сварке — в ГОСТ 15878-79, при электрошлаковой сварке — в ГОСТ 15164-78.
После удаления дефектных швов, разделки трещин и подготовки кромок обязательно зачищают поверхность ремонтируемого участка до металлического блеска на расстоянии не менее 20 мм по обе стороны от границ разделанных кромок.
Металлические конструкции вагонов и контейнеров в местах, подлежащих ремонту, а также прокат, предназначенный для изготовления отдельных элементов конструкций, при наличии искривлений и деформаций более допустимых предварительно выправляют. Правку осуществляют в холодном или горячем состоянии с применением устройств, обеспечивающих плавность приложения нагрузки. Горячую правку стальных деталей производят при температуре 900—1100°С и заканчивают при температуре не ниже 750°С. Холодную правку необходимо производить такими способами, чтобы не появлялись трещины и надрывы в металле. На подготовленных к сварке кромках ответственных элементов вагонов, вставок и накладок, выполненных с применением газоплазменной резки, на гильотинных ножницах или штампах не должно быть острых мест, выступов и неровностей. Кромки прокатных профилей разрешается оставлять без дополнительной обработки. При этом необходимо обеспечить плавность перехода от обработанного места к необработанному.
При постановке вставок и усиливающих накладок применяют фиксаторы (струбцины, болты) и различные специальные приспособления. Сборочно-сварочные кондукторы должны обладать достаточной жесткостью, обеспечивать свободный доступ к местам сварки и удобство наложения швов, исключать появление деформаций. Размеры и места наложения швов-прихваток обычно оговорены в картах технологических процессов. Прихватки очищают от шлака и брызг и, если в них обнаружены трещины, наплывы и другие дефекты, их удаляют. Все прихватки, как правило, должны быть заново переварены в процессе наложения основных швов. Соединяя встык листы разной толщины, следует обеспечить плавность перехода — на листе большей толщины сделать скос с одной или двух сторон до толщины более тонкого листа. Длину скоса L(рис. 2.8) определяют в зависимости от разности толщины свариваемых листов.
На кромках не делают скосов, если разность толщины листов не превышает указанных ниже величин:
для стальных листов при дуговой сварке:
толщина тонкого листа, мм до 3; 4-8; 9-11; 12-25; более 25
допустимая наибольшая разность
по толщине, мм 0,7; 0,6; 0,4; 5; 7
для стальных листов при автоматической и полуавтоматической сварке под флюсом
тонкого листа, мм 2-3; 4-30; 32-40; более 40
допустимая наибольшая разность по
толщине, мм 1; 2; 4; 6
для листов из алюминия и алюминиевых сплавов при дуговой сварке
толщина тонкого листа, мм 0,8-4; 5-10; 12-25; 26-54
допустимая наибольшая разность по толщине, мм 0,5; 1,2; 2 3
При сварке швов стыковых соединений деталей, у которых разность толщины не превышает указанных величин, кромки подготавливают так же, как для деталей одинаковой толщины. В этом случае конструктивные элементы подготовленных кромок и размеры шва принимают по большей толщине свариваемых деталей. При стыковом соединении элементов разной ширины на более широком выполняют скосы с уклоном 1:5 (рис. 2.9).
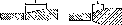
Рис. 2.8. Скос кромок толстых листов стыковых соединений
Рис. 2.9. Скосы концов более широких листов (а)и уголков(б)
Электроды и режимы выполнения дуговой сварки
Для ручной дуговой сварки деталей и конструкций вагонов и контейнеров применяют определенные электроды. Ниже указано назначение наиболее широко применяющихся электродов.
Если марки электродов в технологической документации не оговорены, разрешается применять электроды любых марок, предусмотренных для сварки металла, из которого изготовлена данная деталь. Чтобы не было дефектов сварки, необходимо электроды предварительно просушить при температуре 200°С в течении 40-60 мин. Электроды для свари различных марок сталей указанны в табл. 2.3.
Режимы сварки выбирают в зависимости от толщины свариваемого металла и типа шва (однослойный, многослойный). Диаметр покрытых электродов определяют по толщине свариваемого элемента:
элемента, мм 2,1-5,0; 5,1-10,06; 10,1-20,0; более 20,0;
диаметр электрода, мм 2,5-4,0; 4,0-5,0; 5,0-6,0; 6,0-8,0.
Значение сварного тока для углеродистых и низколегированных сталей подбирают в зависимости от диаметра и марки электрода по данным спецификации завода-изготовителя (табл. 2.4).
При наложении ручной дуговой сваркой многослойных швов первый слой в корне шва выполняют электродами диаметром не более 4 мм. Сварку вертикальных швов ведут электродами диаметром не более 5 мм, потолочных — диаметром 3-4 мм. Сварку двухслойных сталей, применяемых в вагоностроении для изготовления котлов спе-
Тип или марка электрода
Э42, Э47 Э46А, Э50А Э42А, Э46А, Э50А ЭбОА
ОЗН-250У, ОЗН-ЗООУ ОЗН-350У, ОЗН-400У ЦЛ-11, ОЗЛ-7, ОЗЛ-8, ОЗЛ-Пруток Б «Комсомолец»-101 ОЗА-1, ОЗА-З
Сварка низкоуглеродистых сталей
Сварка среднеуглеродистых сталей
Сварка низкоуглеродистых сталей
Сварка легированных сталей повышенной прочности
Наплавка поверхностей из сталей повышенной твердости
Наплавка поверхностей из сталей повышенной твердости
Сварка нержавеющих сталей
Сварка и наплавка чугунных деталей
Сварка с наплавом меди и сплавов на медной основе
Сварка и наплавка аллюминия и аллюминиевых сплавов
Электроды для ручной дуговой сварки
БСт1, ВСт1, БСт2, ВСтЗ
09Г2, 09Г2Д, 10Г2Б, 10Г2БД,
09Г2С, 09Г2СД, 10Г2С1
06ХН28МДТ, 10Х17Н 13М2Т
циальных цистерн, осуществляют без термической обработки, по специальной технологии, которая заключается в том, что каждый слой металла сваривают предназначенным для него электродом, а переходную зону — специальным. В первую очередь заваривают основной слой согласно требованиям, предъявляемым к сварке низкоуглеродистых сталей. Сварку основного слоя металла ведут так, чтобы обеспечить полный провар и не проплавить слой высоколегированной стали (плакирующий слой). После сварки углеродистого слоя вырубают корень шва, находящийся в переходной зоне от углеродистой стали к высоколегированной, первый слой в корне выполняют специальными электродами в зависимости от марки двухслойной стали. Последующие слои можно накладывать, как при сварке нержавеющих сталей.
При дуговой сварке меди соблюдают следующие условия: детали с толщиной стенок до 6 мм разрешается сваривать без скоса кромок и предварительного подогрева; на стенках толщиной более 6 мм выполняют V-образную разделку кромок под углом 60-70°С; при сварке деталей с толщиной стенок 6-10 мм необходим предварительный их подогрев до 250°С, с толщиной стенок более 10 мм соответственно — до 350-450°С; перед сваркой кромки надо тщательно очистить от налета окислов, масла и т.п. При подварке шва с противоположной стороны обязательно производить вырубку корня шва с полным удалением шлака, непроваров, пор и т.п.; валики сварного шва следует накладывать быстрыми возвратно-поступательными движениями руки. Дуговую наплавку бронзовых деталей выполняют только бронзовыми электродами.
Для ручной дуговой сварки деталей контейнеров, кузовов вагонов, котлов цистерн и изделий внутреннего оборудования пассажирских и рефрижераторных вагонов, изготовленных из алюминиевых сплавов, применяют покрытые электроды. Так, для сварки алюминиевых сплавов АДО, АД1 предназначены электроды марки ОЗА-1, для литейных алюминиево-кремниевых сплавов (силумины) — марки ОЗА-2. Сварку выполняют постоянным током обратной полярности.
С целью удаления тугоплавкой окисной пленки с поверхности детали из алюминиевого сплава и предупреждения дефектов в сварных швах перед сваркой обязательно следует провести химическую очистку сварочной проволоки, заготовок и небольших по габаритным размерам деталей или механическую очистку и обезжиривание свариваемых кромок крупных деталей. Химическую очистку поверхности производят травлением или химическим полированием. Перед травлением необходимо удалить с деталей и сварочной проволоки краску, жировые пятна и другие загрязнения чистой обтирочной ветошью, смоченной в растворителе — бензине или техническом ацетоне. Механическую очистку деталей осуществляют металлическими проволочными щетками (диаметр проволоки из нержавеющей стали не более 0,1 мм, высота «ворса» не менее 10 мм). Щетки должны быть чистыми и обезжирены растворителями. Зачищать поверхности под сварку абразивными материалами, пескоструйной и дробеструйной обработкой, шлифовальной шкуркой не разрешается.
Наиболее предпочтителен способ сварки алюминия и его сплавов неплавящимся (вольфрамовым) электродом в среде инертного газа (аргона). В качестве электродов применяют вольфрамовые прутки или проволоку диаметром 2-6 мм марки BJI(лантанированные). Допускается использовать вольфрам марок ВИ и ВЧ. Присадочный металл и проволоку для плавящегося электрода выбирают в зависимости от марки сплава свариваемой детали: для алюминиево-марганцевых сплавов типа АМц-проволоку, близкую им по химическому составу; для алюминиево-магниевых сплавов типа АМг-проволоку этой же марки, но с увеличенным на 1-1,5% содержанием магния для компенсации его угара и повышения прочности шва (например, для сварки сплавов АМгЗ и АМг5 надо применять соответственно проволоку СвАМг5 и СвАМгб).
Дуговую сварку вольфрамовым электродом ведут переменным током на установках типов УД Г-300, УДГ-500 в следующем режиме: расход аргона 6-15 л/мин, напряжение на дуге 15-20 В, сварочный ток согласно данным табл. 2.5.
Ручную дуговую сварку вольфрамовым электродом в среде аргона применяют при ремонте холодильного оборудования рефрижераторного подвижного состава.
Полуавтоматическую сварку и наплавку порошковой проволокой (как самозащитной, так и с дополнительной защитной зоной сварки) применяют при проведении сварочных и наплавочных работ. Приме-
Диаметр электрода, мм
Сварочный ток, А,
нение этого способа определяется в каждом конкретном случае экономической эффективностью.
Автоматическая многоэлектродная наплавка применяется для восстановления поверхности со значительным износом и ведется под флюсом для деталей плоской формы и в углекислом газе для деталей цилиндрической формы.
Наплавка пластинчатым электродом применяется для восстановления изношенных тяговых и ударных поверхностей корпуса, автосцепок, а также для наплавки других деталей вагонов. Износостойкая наплавка автосцепок выполняется с применением легирующих присадок.
Вибродуговая наплавка под флюсом применяется для восстановления изношенных поверхностей деталей небольшого размера (валов электродвигателей, шеек коленчатых и распределительных валов и т.д.).
Электродуговая металлизация применяется для восстановления шеек старогодних осей типа РУ и РУ1 с роликовыми подшипниками колесных пар грузовых вагонов.
Контроль качества сварочных работ
Качество выполнения сварочных работ проверяют на всех этапах изготовления сварных конструкций. Порядок контроля указывают в картах технологического процесса. Контролю подвергают основной металл и сварочные материалы, средства технологического оснащения, качество подготовки кромок к сварке, качество сварного соединения, квалификацию сварщиков.
При этом проверяют: основной металл, присадочный материал, заготовки — на отсутствие продуктов коррозии, грязи, масла и краски, наличие сертификатов на металл (при изготовлении металлоконструкций и заготовок);
сварочные материалы — на наличие сертификатов, соответствие качества материалов требованиям сертификатов, соблюдение требований по хранению, транспортировке и термической подготовке, отсутствие дефектов (коррозия, отколы обмазки и др.);
средства технологического оснащения — на соответствие паспортным данным оборудования, приспособлений и инструмента, правильность показаний контрольно-измерительных приборов;
качество подготовки к сварке — на соответствие подготовленных кромок требованиям технической документации, точность расположения свариваемых элементов, правильность выполнения прихваток;
процесс сварки (операционный контроль) — на соблюдение последовательности работ и режимов, предусмотренных технологической документацией;
швы и сварные соединения — на соответствие фактических размеров указанным в технической документации и стандартах.
У сварщиков проверяют наличие типового удостоверения с указанной датой проведенной аттестации, вкладыша к этому удостоверению, талона по технике пожарной безопасности, талона на право выполнения сварочных работ при низких температурах.
Контролировать качество сварных соединений можно внешним осмотром с помощью измерительных инструментов, испытанием на непроницаемость, просвечивание рентгеновскими гамма лучами, ультразвуковым методом, механическими испытаниями, а также способам магнитного контроля. Методы контроля качества сварных соединений должны соответствовать ГОСТ 3242-79. Основные из таких методов, применяемых при ремонте подвижного состава, перечислены ниже.
Наружным осмотром выявляют наплывы, прожоги, не заваренные кратеры, подрезы, наружные трещины шва и около шовной зоны, выплески, непровары корня шва. Таким способом проверяют все сварные соединения. При необходимости используют оптические приборы, обеспечивающие увеличение не более чем в 10 раз.
Обмером с помощью измерительного инструмента и специальных шаблонов проверяют соответствие элементов сварных швов установленным размерам.
Гидравлическому испытанию подвергают изделия, работающие под давлением. Так обнаруживают свищи, прожоги размером не менее 0,001 мм, а также трещины и сквозные непровары. Заполнением водой без создания избыточного давления проверяют после сварки открытые баки, цистерны для выявления таких же дефектов размером не менее 0,5 мм.
Смачивание швов керосином применяют на изделиях, где требуется непроницаемость сварных соединений. При этом можно выявить перечисленные выше дефекты размером не менее 0,1 мм.
Магнитно-порошковому способу контроля подвергают некоторые детали вагона (например, корпус автосцепки, тормозные подвески и др.). Этим способом выявляют трещины шириной не менее 0,1 мм, подрезы, поры и непровары площадью не менее 2 мм 2 (каждый из дефектов), которые не обнаруживаются при наружном осмотре или залегают на глубине не более 5 мм от поверхности сварного соединения.
Измерительный инструмент, с помощью которого проверяют геометрию кромок свариваемых изделий и сварных швов, показан на
® Технология ремонта вагонов
(рис. 2.10-2.11). Качество сварного соединения оценивают в соответствии с требованиями Инструкции по сварке и наплавке при ремонте вагонов и контейнеров.

а — общий вид; б, в, г — положения при обмере швов соединений соответственно таврового, стыкового и внахлестку

Рис. 2.10. Универсальный шаблон А. И. Красовского:
Рис. 2.11. Положение универсального шаблона В. Э. Ушерова-Маршака при замере катета углового шва (а) и высоты усиления стыкового шва (б)
Особенности сварки при низких температурах
При выполнении сварочных работ на открытом воздухе, особенно в условиях низких температур, необходимо соблюдать определенные требования по выбору, хранению и подготовке сварочных материалов, деталей к сварке, способу выполнения сварных швов, соблюдению условий сохранения работоспособности сварщика на холоде.
Для сварки при температуре не ниже -10°С применяют электроды с рутиловым покрытием марок АНО-4, АНО-5 и др., при более низких температурах используют электроды с фтористо-кальциевым покрытием (например, УОНИ-13/45).
Подачу электродов на рабочее место осуществляют из специальных кладовых непосредственно перед выполнением сварочных работ. Хранить электроды вблизи рабочих мест надо в сушильно-прокалочных шкафах, а на самих рабочих местах—в утепленных ящиках-пеналах. Если с момента подачи из кладовой до использования электродов с фтористо-кальциевым покрытием прошло более 2 ч, перед сваркой их следует повторно прокалить для удаления влаги из пок-рытия.
Сварочные посты должны быть оснащены источниками питания постоянного тока (преобразователи, агрегаты, выпрямители с кремниевыми вентилями). При температуре ниже -5°С запрещается применение селеновых выпрямителей.
Непосредственно перед сваркой свариваемые детали необходимо очистить от льда, снега и защитить от попадания влаги. Правку металлоконструкций разрешается производить только с предварительным местным подогревом до температуры 200-250°С.
Сварочные прихватки выполнять двумя валиками, накладываемыми один на другой в виде двухслойного шва. Второй валик служит в качестве отжигающего, он должен быть на 10-15 мм короче и на 3-6 мм уже первого и не выходить на основной металл. Сварка электродами повышенного качества с фтористо-кальциевым покрытием осуществляется на постоянном токе обратной полярности предельно короткой дугой при максимальных (по данным заводского паспорта) значениях тока. Для многослойных — на корневой шов накладывают более мягкий материал, чем последующие слои (например, при основном электроде УОНИ-13/55 корневой шов выполняют электродом УОНИ-13/45).
Право выполнения сварочных работ при низких температурах предоставляется сварщикам, прошедшим соответствующую аттестацию и имеющим специальный вкладыш к удостоверению. Такие вкладыши выдают сварщикам, успешно выдержавшим испытания по сварке технологической пробы при определенной отрицательной температуре. Во вкладыше указано, что сварщику предоставляется право выполнения сварочных работ на вагонах при температуре на 10°С ниже, чем та, при которой проводилась сварка пробы.
При работе на открытом воздухе сварщик должен быть защищен от воздействия непогоды (атмосферные осадки, ветер). Непосредственно у рабочего места необходимо предусмотреть устройство для обогрева рук. Периоды работы на улице должны чередоваться с отдыхом в отапливаемом помещении. При температуре ниже -30°С сварщикам рекомендуется под основной костюм спецодежды жилет с искусственным подогревом.
гальваническими покрытиями, металлизацией и полимерными материалами
Гальваническое покрытие. Изношенные детали вагонов восстанавливают различными электролитическими способами. В вагоноремонтном производстве получили распространение хромирование, железнение, никелирование, меднение и цинкование.
Хромирование состоит в том, что хром осаждается на ремонтируемую деталь из электролита (при прохождении через него тока), в качестве которого используется водный раствор хромового ангидрида (150-250 г/л) и серной кислоты (1,5-2,5 г/л). Катодом является деталь, а анодом служат свинцовые или свинцово-сурьмянистые пластины. Электролит подогревается до температуры 50-60°С. Хромирование ведется при постоянном токе плотностью 25-50 А/дм 2 , напряжением 6 В.
Перед хромированием детали шлифуют, обезжиривают, декапируют и несколько раз промывают в горячей и холодной воде. После хромирования их промывают и обрабатывают (обычно шлифуют) до чертежных размеров. Толщину наносимого слоя хрома определяют: по разности размеров детали до и после хромирования; по изменению массы детали; спектральным анализом; по поперечным шлифам; снятием слоя хрома механическим или химическим путем.
При хромировании не нарушается термическая обработка деталей. Твердость покровного слоя составляет НВ500-1200. При наличии смазки пористый хром обладает высокой износостойкостью, а при небольшой толщине покрытия он имеет надежное сцепление с основным металлом детали.
К недостаткам хромирования следует отнести следующее: при большой толщине покрытия (более 0,3 мм) оно отслаивается (слабое сцепление); малую производительность процесса (отложение слоя хрома толщиной 0,015-0,03 мм); применяется сравнительно дефицитный ангидрид; хромированная поверхность плохо поддается механической обработке; процесс гальванического хромирования относительно дорог.
Осталивание (железнение) ремонтируемых деталей заключается в том, что изношенные поверхности гальваническим путем покрываются сталью. В качестве электролита используется водный раствор хлористого железа (500 г/л) с небольшим количеством хлористого натрия (100-250 г/л) и соляной кислоты (3-3,5 г/л). Этот электролит подогревается до температуры 95-97°С. Деталь крепится на подвеске катода. Анодом служит стальная пластина, содержащая 0,08-0,1 %углерода. Плотность тока обычно колеблется в пределах 10-20 А/дм 2 . Твердость осажденного на детали слоя составляет НВ 170-200.
Способ осталивания позволяет наращивать на детали большие слои стали (до 5 мм); использовать дешевый электролит, который получается путем травления железной стружки в соляной кислоте; достигать высокой производительности процесса (обеспечивает отложение слоя стали толщиной 0,13-0,26 мм/ч, т.е. примерно в 8 раз больше, чем при хромировании). Кроме того, при осталивании плотность тока примерно в 2,5 раза меньше, чем при хромировании.
К недостаткам способа осталивания относятся: сравнительно слабое сцепление наносимого слоя с основным металлом и малая твердость осажденного слоя без термической обработки.
При восстановлении деталей до ремонтных размеров применяют никелирование. При этом используются специальные электролиты. Процесс никелирования заключается в нанесении никель-фосфорных покрытий на поверхность обрабатываемых деталей.
Подготовку деталей к никелированию осуществляют также, как при хромировании. После нанесения покрытия детали нагревают до температуры 350-380°С и выдерживают в течение 0,5-1 ч, вследствие чего твердость никелированной поверхности значительно повышается.
Меднением защищают поверхности отдельных участков детали, которые не должны подвергаться насыщению углеродом при цементации или бором при борировании. Кроме того, меднение используют для наращивания деталей (шеек валов, колец подшипников качения, втулок, вкладышей и т.д.). Для меднения используют цианистые, кислые, щавелевокислые, аммиачные и другие электролиты.
Цианистые электролиты позволяют получать слой медного покрытия мелкокристаллической структуры, хорошо сцепляющейся со стальной основой, и непосредственно осаждать медь на сталь, чугун и другие материалы и сплавы. В отличие от цианистых электролитов кислые электролиты обладают низкой рассеивающей способностью, поэтому осаждающаяся медь не сцепляется с основным металлом детали. В связи с этим при меднении в кислых электролитах на поверхность стальных деталей предварительно наносится слой никеля.
Металлизация — это нанесение расплавленного металла на поверхность воздухом. Она заключается в том, что расплавленный электрической дугой металл двух проволок распыляется струей сжатого воздуха и с большой скоростью (140-150 м/с) наносится на подготовленную поверхность детали.
Подготовка деталей к металлизации предусматривает очистку и обезжиривание, предварительную механическую обработку металлизируемой поверхности детали для придания ей требуемой формы, защиту поверхностей, не подлежащих металлизации.
Детали после металлизации обрабатывают на металлорежущих станках резцами с пластинами из твердых сплавов или на шлифовальных станках. При механической обработке покрытия одновременно проверяют его качество. Если слой не выкрошился, значит качество сцепления удовлетворительное.
Преимущество металлизации: можно получить толщину наращиваемого слоя металла до 10 мм, что позволяет ремонтировать детали с большим износом; структура металла ремонтируемых деталей не изменяется, так как их температура в процессе нанесения слоя не превышает 70°С; металлизированный слой обладает способностью поглощать и удерживать масло, что обеспечивает хорошую износостойкость деталей; можно получать псевдосплавы (например, алюминия и свинца, меди и свинца и т.д.) и наносить покрытия на изделия из любого материала (стали, бронзы, алюминия, дерева, пластмассы, стекла и др.). Технология процесса металлизации и применяемое оборудование сравнительно несложные.
К недостаткам относятся низкая механическая прочность нанесенного слоя и относительно малая прочность сцепления его с основным металлом детали.
Покрытие полимерными материалами. Полимерные материалы широко используют в ремонтном производстве при восстановлении деталей. Эти материалы обеспечивают необходимую износостойкость и прочность восстановленных изделий, а технология восстановления отличается простотой выполнения операций без применения сложного оборудования.
Восстанавливают детали путем нанесения на изношенные или поврежденные поверхности тем или иным способом слоя пластмассы, склеивания или заделки трещин и разрывов. Полимерные материалы применяют также для изготовления деталей.
В ремонтном производстве наиболее часто применяют полиамидные смолы, полиэтилен, волокнит, стекловолокнит, пресс-порошки, составы на основе эпоксидных смол, синтетические клеи, фторопласты, термопласты и др. Полимеры должны обладать высокой термостойкостью, прочностью в условиях вибрационных и переменных нагрузок, стойкостью к воздействию воды, топлива и масел. Отрицательным свойством многих полимеров является их склонность к старению. В результате они становятся хрупкими, изменяется их прочность и другие свойства. Ускорению старения способствует нагревание, радиационное излучение, механические воздействия.
Достоинствами синтетических полимеров являются малый вес изготовленных из них деталей, большая прочность, малая трудоемкость изготовления, экономия расхода цветных и черных металлов.
Основой пластмасс являются синтетические смолы (связующие материалы). Кроме того, в них могут входить наполнители (ткани, волокнистые вещества, минеральные порошки), пластификаторы (смягчители), красители и другие вещества. Цель введения наполнителей — повышение механических свойств (прочности, жесткости, твёрдости, теплостойкости и др.), улучшение антифрикционных характеристик и снижения стоимости пластмасс.
Пластмассы делятся на термопластичные и термореактивные. Первые растворяются в органических растворителях, при нагревании размягчаются, а при охлаждении вновь затвердевают, не изменяя своих первоначальных свойств.
Кроме того, пластмассы различают по наполнителям. Например, существуют пластмассы со слоистыми наполнителями (текстолит, где использована ткань из органического волокна, стеклотекстолит — ткань из стеклянного волокна), с волокнистыми наполнителями (во- локнит — наполнитель из органического волокна, стекловолокнит — из стеклянного волокна, текстоволокнит — из обрезков тканей, текстильной крошки).
По способу применения пластмассы принято подразделять на конструкционные (стеклопластики, текстолиты, полиамиды и др.), фрикционные (в качестве наполнителя применяется асбест) с повышенным коэффициентом трения, электротехнические (гетинакс, полистирол и др.).
Пластмассы выпускаются в виде пресс-порошков, гранул, листов толщиной от 0,5 до 2 мм, пластин толщиной от 2 до 8 мм, плит толщиной более 8 мм.
Кроме того, существуют газонаполненные пластмассы, отличающиеся высокими тепло- и звукоизоляционными качествами. Некоторые из них широко применяются в рефрижераторных вагонах. Например, полистирол марки ПСБ-С используется в виде блоков для изоляции кузовов грузовых и служебных вагонов.
В практике вагоностроения применяется новый изоляционный материал — самовспенивающийся пенополиуретан. При заливке в простенок вагона он за счет соединения составляющих компонентов самовспенивается, заполняет под давлением все пустоты и затвердевает пористой негигроскопичной монолитной массой. Пенополиуретаны имеют низкую плотность и достаточно высокую механическую
прочность, что позволяет применять их в «слоистых» (типа сэндвич) конструкциях стен и дверей вагонов.
Гетинакс представляет собой пресс-материал, который изготовляется из бумаги, пропитанной связующими полимерами. Это материал стойкий по отношению к минеральным маслам, но нестойкий к действию сильных кислот и особенно щелочей. Г етинакс хорошо поддается механической обработке — сверлению, фрезерованию, распиливанию. Диэлектрические свойства гетинакса сильно зависят от влажности окружающей среды, поэтому во избежание значительного снижения сопротивления изоляции гетинаксовые детали после механической обработки лакируют.
Поливинилбутираль обладает хорошими антикоррозионными и диэлектрическими свойствами, прочно сцепляется с металлом и поэтому не боится ударов. Применяется для напыления на детали в качестве декоративного покрытия. Поливинилбутираль наносится на металл методом вихревого напыления, при котором разогретая до температуры 350-380°С деталь помещается в среду взвихренной смеси порошка поливинилбутираля с двуокисью титана и пигментом. Затем нанесенная на деталь смесь оплавляется. При многослойном напылении получается утолщенный слой покрытия. Подбором сырья и пигмента практически можно получить напыленный слой любого цвета (например, слоновая кость, золотистый и т.д.).
Капроновая смола (поликапроамид) идет на изготовление втулок для шарнирных соединений рычагов и тяг тормозной передачи вагонных тележек. Замена стальных втулок полиамидными позволяет значительно упростить технологию ремонта тормозных устройств. Кроме того, полиамидные втулки изнашиваются значительно медленнее стальных.
Эпоксидные смолы применяют в сочетании с отвердителями и другими компонентами (пластификаторами, наполнителями). Совокупность перечисленных составных частей называется компаундом. В зависимости от состава эпоксидные компаунды могут необратимо твердеть при комнатной температуре или при нагревании.
К эпоксидным компаундам относятся пропиточные и заливочные составы, лаки, грунты, шпатлевки, эмали, клеи. Эти материалы в отвердевшем состоянии обладают влагостойкостью, высокой механической и химической прочностью, диэлектричностью.
С помощью компаундов различного состава устраняют дефекты в металлических деталях (трещины, раковины, свищи и т.п.)
Широко применяется в ремонтной практике эластомер ГЭН-150В и компаунд АСТ-Т на основе акриловых самотвердеющих пластиков.
Эластомер ГЭН-150В маслостойкий, обладает хорошей сцепляе- мостью, эластичностью, выдерживает высокие давления и динамические нагрузки. Применяется эластомер в качестве герметика для нанесения на поверхности с целью увеличения распрессовочных усилий, восстановления натягов, защиты от коррозии, предупреждения задиров при запрессовке и распрессовке, в качестве прокладочного материала, для заделки трещин в деталях, для склеивания большинства металлов и т.д.
Самотвердеющий компаунд АСТ-Т составляется из порошка и жидкости. Соотношение компонентов компаунда зависит от назначения и определяется опытным путем. При ремонте оборудования с помощью компаунда АСТ-Т можно уплотнять ослабшие в резьбе шпильки и другие детали.
При работе с полимерами необходимо соблюдать специальные правила, обеспечивающие безопасность технологического процесса: приготовлять эпоксидные компаунды, пластмассы на основе акриловых смол и эластомер ГЭН-150В в вытяжном шкафу; при работе с указанными материалами пользоваться защитным халатом, нарукавниками, фартуком, перчатками из резины или кожи; не допускать попадания компаундов, акриловых пластмасс, эластомера на руки и лицо; на рабочих местах не курить и не принимать пищу; после окончания работы с указанными материалами мыть руки и лицо теплой водой с мылом.
Защитные покрытия вагонов и их деталей
Защитными покрытиями называют тонкие слои неметаллических веществ или некоррозируемых металлов, искусственно создаваемые на поверхности металлических и деревянных предметов, предохраняющие их от коррозии и гниения путем изоляции поверхности от окружающей среды. Обычно защитные покрытия выполняют и декоративные функции. Неметаллические покрытия бывают органическими и неорганическими. К органическим относятся лаки и краски, а также резина и пластические массы. Неорганические покрытия представляют собой полученные на поверхности металлов неорганические соединения (фосфаты, окислы) или покрытия на основе силикатных эмалей.
Коррозия металлов — это процесс разрушения (разъедания) металла вследствие его химического или электрохимического взаимодействия с окружающей средой.
Химическая коррозия возникает под действием кислорода, хлора, сернистых газов обычно при повышенной температуре (газовая коррозия), а также органических жидкостей, не проводящих электрический ток, таких как нефтяные масла, бензин (жидкостная коррозия).
Электрохимическая коррозия происходит под действием электролитов. Наиболее распространенным ее видом является атмосферная коррозия. Влага, находящаяся в воздухе, всегда присутствует на поверхности изделия и, растворяя в себе сероводород, углекислый газ из воздуха, становится естественным электролитом, который, взаимодействуя с поверхностными слоями металла, вызывает их разрушение. Почвенная коррозия воздействует на предметы, находящиеся во влажной земле. Если эти предметы попадают под действие блуждающих токов, возникает электрическая коррозия. Контактная коррозия появляется в конструкциях из несовместимых металлов, например, при соединении алюминия со сталью или бронзой. Коррозия при трении под напряжением (фреттинг-процесс) возникает в заклепочных соединениях, на деталях роликовых подшипников.
Для борьбы с коррозией используют легирование металлов, устраняют или снижают контактную коррозию за счет применения в конструкциях совместимых металлов и др.
Изделия из дерева подвергаются гниению, т.е. разрушению (разложению) спорами разных грибков и насекомыми. Для увеличения их сопротивляемости загниванию применяют консервацию. Она заключается в пропитке древесины специальными веществами — антисептиками, в качестве которых применяют креозотовое масло, нефте- нат меди, фтористый натрий, хлористый цинк, а также комбинированные антисептические препараты.
Для придания антигорючих свойств готовым деревянным деталям вагонов применяют глубокую пропитку их водными растворами солей антипиренов. Для этой цели применяют установку немецкой фирмы «Шольц».
Подготовленные к пропитке детали и заготовки из древесины должны соответствовать по качеству требованиям ГОСТ 3191-93; влажность древесины не превышать 15+2%; детали одновременно пропитываемые в котле должны быть из одной породы древесины и одной толщины (разнотолщинность не более 5 мм); породы дерева, имеющие светлую окраску, во избежание потемнения пропитываются отдельно, например, от древесины бука и ясеня; при загрузке деталей длиною 2,5 м и шириною более 80 мм применяют тонные прокладки; детали крепятся специальными ремнями к тележке для предохранения от всплытия, при укладке коротких деталей от 0,5 до 1,5 м на тележке крепится дополнительно изготовленный контейнер; для построения количества потребления солей антипирена производится взвешивание 10+15 контрольных деталей из пропитываемой партии размером 30x30x150 мм до и после пропитки (по этим же деталям определяется влажность всей партии до пропитки, а после пропитки из них вырезаются образцы для контрольных испытаний на горючесть, которые обязательно маркируют).
Приготовление солевого раствора осуществляется в растворитель- ном баке установки, оборудованном мешалкой для достижения полного растворения загруженного количества соли. Расчет необходимого количества солей определяется в зависимости от уровня заполнения бака. Соотношение качества компонентов антипирена требованиям стандарта проверяется химической лабораторией.
Установка для глубокой пропитки состоит из следующих основных частей: котла для пропитки 1,в который вкатывается тележка с уложенными в ней деревянными деталями, запасного резервуара для откачки раствора после пропитки 2, растворительного бака для приготовления растворов солей3,циркуляционного бака4,нагнетательного насоса5и вакуумного насоса6(рис. 2.13).
Перемешивание компонентов в растворительном баке 3производится с помощью мешалки для жидкости 7. Количество поглощаемого древесиной рабочего раствора контролируется по счетчику8. Разряжение и давление в пропиточном котле создается соответственно насосами5и6.
Концентрация раствора солей — 10%.
Для ускорения процесса растворения солей антипирена температура воды, поступающей в растворительный бак, должна быть подогрета до 30-40°С.
Готовность рабочего раствора антипирена определяется перед каждой пропиткой путем контроля плотности ариометром.
При подготовке к работе установки устанавливают режим «предварительный вакуум». Заполняют котел для пропитки деревянными деталями, собранными в штабель. Устанавливают всю запорную арматуру в положение «закрыто», а запорный клапан в положение «открыто». Включают вакуумный насос.
Контролируют величину рабочего вакуума в котле для пропитки (поз. 15) по манометру-вакуумометру (поз. 3). Величина рабочего разрежения должна быть 0,06-0,8 кг/см. При достижении указанного вакуума насос отключают и выдерживают детали из древесины лег-
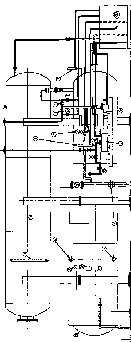
Рис. 2.13. Вакуумно-нагнетательная установка фирмы «Шольц»
копропитываемых пород (береза, сосна, ель, ольха, бук серый) в течение 30 минут, а труднопропитываемых пород (дуб, лиственница, ядровая часть сосны, ясень) в течение 60 минут, затем котел для пропитки заливают при работающем вакуумном насосе.
Выключают вакуумный насос. Записывают показания высоты столба раствора в растворительном баке. Устанавливают рабочее давление в котле в зависимости от породы загружаемых деталей: для легкопропитываемых — 0,5+0,7 МПа; для труднопропитываемых — 0,8+1 МПа.
Давление 1,4 МПа поддерживается автоматически с помощью предохранительного клапана, меньшее давление устанавливают регулировкой перепускного вентиля.
Выдерживают под давлением детали, находящиеся в котле для пропитки в зависимости от породы древесины: для легкопропитываемых — 8+12 часов; для труднопропитываемых — 24 часа.
Окончанием процесса пропитки можно считать момент, когда в течение 10 минут поглощается менее 5 литров раствора на 1 м 3 древесины, помещенный в котел для пропитки или когда показания счетчика-водомера совпадут с расчетной величиной.
При опорожнении котла открывают вакуумный клапан запасного резервуара, включают вакуумный насос переключателем. Происходит откачка запасного резервуара.
Эту операцию проводят уже во время нагнетательного процесса, затем открывают запорный клапан, вскоре после этого открывают запорный клапан (поз. 13). Пропиточная жидкость всасывается в запасной резервуар.
После опорожнения котла еще раз проводится процесс создания вакуума для отсасывания оставшейся на древесине жидкости. Древесина становится «поверхностно сухой». Преимущество при этом состоит в том, что древесина не является совершенно мокрой, когда она поступает из котла. Открывают запорный клапан t(поз. 1).
Включают вакуумный насос. Происходит откачка из котла в течение примерно 30 минут. Удаляют оставшийся раствор.
Производят естественную сушку деталей: при г° 20-25°С: для мягких пород древесины — 24 часа, для твердых пород древесины — 48 часов.
Влажность высушенных деталей должна быть 8—12%.
В качестве комбинированного огнеупорно-антисептического соединения употребляют хлормагниевую соль — бишофит.
Долговечность покрытия, его способность выполнять защитные функции в условиях эксплуатации зависят от качества очистки поверхности перед нанесением покрытия, материала покрываемой поверхности, вида и состава покрытия, способа нанесения покрытия.
Одним из радикальных методов защиты от коррозии является нанесение на стальные и другие изделия более коррозионно-стойких поверхностных металлических покрытий. Имеются следующие способы нанесения металлических покрытий: горячий, электролитический, химический, диффузионный, плакирование,, металлизация напылением.
Горячий способ заключается в нанесении покрытия погружением в расплавленный металл: цинк, свинец, олово, алюминий.
Изделие обезжиривают, производят химическое или электрохимическое травление и промывают водой; затем подвергают флюсованию для окончательной очистки от загрязнений поверхности металла, предохранения ее от окисления и улучшения смачивания изделия расплавом, после чего изделие погружают в расплав.
При цинковании применяется флюс из смеси хлористого аммония, окиси цинка и хлористого цинка; при лужении — раствор хлористого цинка в соляной кислоте; при свинцевании флюсом служит хлористый цинк, а в расплав вводится олово, вступающее во взаимодействие с железом и обеспечивающее сцепление его со свинцом; при покрытии алюминия флюсом служит смесь хлористого аммония и буры или раствор борной кислоты.
Оцинкованное железо широко используется в изотермических вагонах для внутренних стен, потолочных балок и т.д. Лужению подвергаются кипятильники, котлы для варки пищи в вагонах-ресторанах, свинцовые покрытия необходимы в аккумуляторах, а алюминиевые в подогревателях и конденсаторах.
Плакирование заключается в механическом покрытии одного металла другим и получении таким образом, например, двухслойной стали, где плакирующий слой является более коррозионно-стойким. Двухслойные стали получают прокатом стальной заготовки с листом плакирующего металла.
Из двухслойных сталей изготавливают котлы цистерн для перевозки кислот. В качестве плакирующих металлов применяются нержавеющие стали, алюминий, никель, медь, латунь.
Диффузионные (термодиффузионные) покрытия применяются для повышения коррозионной стойкости деталей в узлах трения, для защиты от газовой коррозии и в ряде других случаев.
Диффузионное покрытие осуществляется погружением нагретых деталей в порошкообразный сплав, атомы которого в результате диффузии проникают в основной металл, образуя на его поверхности защитный слой. Для диффузионных покрытий применяют кремний, хром, алюминий, сплавы хрома с кремнием или с алюминием.
Электролитический (гальванический) способ нанесения покрытий является наиболее экономичным из всех других описанных способов.
Гальваническим способом могут быть нанесены: цинк, кадмий, олово, свинец, медь, хром, серебро и разные сплавы. Обычно применяются одно-, двух- и трехслойные покрытия.
В качестве противокоррозионных гальванических покрытий для стали рекомендуются следующие покрытия и их толщины (в мкм):
трехслойные покрытия (защитно-декоративные): а) медь — 36; никель — 15; хром — 0,5; б) медь — 6; никель — 9; хром — 3;
двухслойные покрытия (зашитно-декоративные): медь — 36; олово и никель — 15;
однослойные покрытия: а) цинковое — 12 или 18; б) хромовое 36.
Гальванические покрытия отличаются высокой чистотой, прочным сцеплением с основным металлом, большей химической стойкостью, чем другие покрытия, и, поэтому, большим сроком службы защитного противокоррозионного покрытия.
Химический метод получения металлических покрытий заключается в восстановлении находящихся в растворе ионов до металла специальными восстановителями (гипосульфитом, формальдегидом и др.).
Кроме металлических покрытий в качестве защитных наносятся различные офисные пленки методом «оксидирования» (некоторые из этих процессов имеют специальные названия). Этим методом можно наносить железо и его сплавы (оксидирование, фосфатирование, сульфидирование), цинк, алюминий, медь и ее сплавы, черный никель и др.
В последние годы широко применяются противокоррозионные покрытия пластическими массами.
Пластическими массами называются высокомолекулярные вещества — полимеры в чистом виде или в композиции с наполнителями и другими веществами, обладающие на определенной стадии пластическими свойствами.
Пластмассы могут применяться в виде конструктивных деталей и изделий взамен координирующих, листовых пленочных материалов для обклейки (футеровки) металлических поверхностей, уплотняющих вязких масс (герметиков) или напыленных (газопламенным или вихревым способом) пластических материалов на их поверхность.
В настоящее время при ремонте пассажирских вагонов широко применяют металлические детали с полимерными покрытиями взамен окрашенных, никелированных и хромированных.
Полимерами покрывают ручки дверей, личинки замков, оконные решетки, кронштейны полок, поручни, вешалки.
Исходными материалами для таких покрытий служат термопластичные полимеры и синтетические низкомолекулярные смолы в порошкообразном состоянии.
Ингибиторы коррозии. В ряде случаев атмосферной и жидкостной коррозии, особенно при воздействии на металл агрессивных жидкостей, защита от коррозии может быть осуществлена применением ингибиторов — замедлителей коррозии.
Ингибиторы представляют собой химические соединения или их смеси как неорганического, так и органического типа, вводимые в агрессивную среду. Из неорганических ингибиторов применяются гидроокиси щелочных и щелочно-земельных металлов, соли фосфорной, хромовой, азотистой и азотной кислот, силикаты, карбонат натрия, сильные окислители типа сульфита натрия, гидразина и другие, а из органических — амины и их соли, альдегиды, меркаптаны, гетероциклические соединения, соли высокомолекулярных алифатических или ароматических карбонильных кислот, мочевина, тиомоче- вина и др.
Метод защиты с помощью ингибиторов экономически эффективен в замкнутых системах с ограниченным объемом, таких как цистерны, отопительная система пассажирских вагонов, охлаждающая система дизелей секций с машинным охлаждением, ванны для травления, где можно избежать непроизводительного расхода присадки.
Для достижения необходимого эффекта противокоррозионной защиты обычно достаточно небольшого количества ингибитора—от нескольких граммов до нескольких килограммов на 1 м 3 жидкой среды.
Принцип действия ингибиторов состоит в способности образовывать на поверхности металла защитные пленки или другие соединения, не растворимые в данной агрессивной среде. Эти соединения могут возникать на анодных участках корродированного металла, затрудняя переход металла в раствор (анодные ингибиторы), на катодных участках, затрудняя разряд ионов водорода или ионизацию кислорода (катодные ингибиторы), или полностью изолировать поверхность металла (экранирующие ингибиторы).
В зависимости от агрессивной среды и областей применения ингибиторы подразделяются на следующие группы: для нейтральных и слабощелочных сред; атмосферной коррозии; кислотной коррозии; для сильнощелочных сред; для неводных сред.
Ингибиторы для нейтральных и слабощелочных сред обладают окислительными свойствами; к ним относятся из неорганических ингибиторов:
хроматы натрия Na2Cr04, калия К2Сг04и цинкаZnCr04, а также бихроматы натрияNajCr204Hкалия К2Сг204. Хроматы образуют на поверхности металла в нейтральной и слабощелочной среде защитную пленку;
нитриты (NaN02,KN02) и нитраты (NaN03KN03). Они обладают окислительными свойствами и образуют на поверхности железа нерастворимые окисные соединения;
гидроокиси щелочных металлов (NaOH, КОН), действие которых заключается в нейтрализации ионов водорода и образовании защитной пленки на металле;
Наиболее распространенными органическими ингибиторами являются: бензоат натрия и бензоатный буфер (смесь бензоата натрия с бензойной кислотой), защитное действие которых сводится к образованию нерастворимого бензоата железа;
моноэтаноламин (NH С Н ОН) и другие амины, а также ингибитор ПБ8/2.
В ряде случаев вместо индивидуальных ингибиторов более эффективны смеси, например, смесь нитрита натрия с бихроматом калия, смесь фосфатов с хроматами и т.д.
В отопительной системе цельнометаллических пассажирских вагонов эффективна смесь бихромата (1 г/л) с нитритом натрия (2 г/л). В системе холодного водоснабжения (водопроводы) пригодна кальцинированная сода (20-30 мг/л).
Некоторые ингибиторы вводятся непосредственно в краски: нитрит натрия — в водоэмульсионные, хромовокислый гуанидин — в масляные, хроматы — в грунтовки и т.д.
Ингибиторы атмосферной коррозии.Они применяются в основном нэк добавки для усиления действия защитной пленки краски, смазки и т.д. Наиболее эффективны хроматы, смесь хроматов с нитритом натрия и др.
Для консервации внутреннего оборудования вагонов на зимний период пригодны летучие ингибиторы, в частности, циклогексила- минкарбонат, недостатком которого является его ядовитость.
На складах хранения упакованных деталей для консервации применяются дешевые ингибиторы: смесь уротропина и нитрита натрия (1:1) в виде 30-50% растворов или порошка; смесь фосфата диаммония (50%), нитрита натрия (45%) и кальцинированной соды (5%) в виде 15% раствора или порошка; смесь нитрита натрия и карбоната аммония (1:1), а также бензоат натрия или мочевины и нитрита натрия (1:3).
Ингибиторы кислотной коррозии.На железнодорожном транспорте эксплуатируются стальные цистерны для перевозки ингибированной соляной кислоты. Ингибитором в данном случае являются присадки ПБ-5 и другие на основе уротропина. Наиболее эффективными ингибиторами в соляной кислоте являются разработанные в последнее время присадки БА-12 и БА-6 на основе бензиламина. Ингибиторы для не водных средств (смазок, минеральных масел, топлива и т.д.) применяются в виде присадок на основе бензоата натрия, бензоата аммония, бензоатного буфера, моноэтаноламина, ди- циклогексиламина, а также многофункциональных присадок типа ВНИИ НП-111, «Нефтегаз-203» и др.
Для защиты металлических изделий от коррозии при хранении и транспортировке применяются также разнообразные смазки, лакокрасочные материалы.
Лакокрасочные материалы. Эти материалы состоят из следующих основных компонентов: пленкообразующих, растворителей, пигментов или красителей, наполнителей, пластификаторов, добавляемых к некоторым лакокрасочным материалам.
Пленкообразующие вещества создают на покрываемой поверхности защитную пленку, которая должна обладать хорошей адгезией (прилипаемостью) и быть прочной. Она же служит одновременно и связующей для порошкообразных частиц пигментов и наполнителей. К пленкообразующим относятся олифы и лаки. Исходным материалом для олиф служат растительные масла, для лаков — различные смолы. Смолы входят в состав и других лакокрасочных материалов.
Растворители — органические летучие жидкости, растворяющие пленкообразующую основу лака или краски. Разбавители в отличие от растворителя разбавляют уже растворенную среду. Растворителями являются: продукты перегонки нефти — бензин, уайт-спирит, керосин, ароматические углеводороды — ксилол, бензол, сольвент, толуол; скипидар — продукт перегонки сосновой живицы или древесины. Существуют многокомпонентные растворители. Растворители действуют избирательно на конкретный вид плёнкообразователя, но могут быть разбавителями для других. Например, ксилол растворяет синтетические смолы и разбавляет нитроэмали.
Пигменты — это сухие красящие порошки, не растворяющиеся в пленкообразующей основе, а образующие с ней мелкодисперсную суспензию. Различают пигменты — неорганические и синтетические. К естественным пигментам относятся земляные краски, представляющие собой глины, окрашенные окислами металлов (главным образом окислами железа) в различные цвета от желтого до красно-коричневого — охра, мумие, сиена, железный сурик. Такие пигменты практически не выцветают. К синтетическим пигментам относятся белила цинковые, свинцовые, титановые и литопонные, крона свинцовые и цинковые, лазурь, киноварь, свинцовый сурик. Большинство из них являются солями или окислами металлов. В качестве пигментов используют некоторые металлические порошки (алюминиевая пудра, цинковая пыль, бронзовые порошки).
Красители являются синтетическими органическими соединениями и в отличие от пигментов растворяются в пленкообразующем веществе и растворителях. К ним относятся фталоцианиновые цветные красители и черный краситель нигроин.
Наполнители представляют собой инертные тонкодисперсные продукты. Их используют для разбавления слишком насыщенных пигментов, а также для удешевления красок. В качестве наполнителей применяют барит (тяжелый шпат), тальк, слюду, графит, мел.
Пластификаторы (смягчители) — нелетучие компоненты, придают пленке пластичность и лучший контакт с поверхностью. Их вводят обычно в состав лакокрасочных материалов на основе полимеризационных смол и эфиров целлюлозы. Пластификаторами служат дибутилфталат, трибу- тилфосфат, хлорированный парафин, касторовое масло.
Сиккативы ускоряют процесс сушки растительных масел и лакокрасочных материалов. Оптимальная скорость высыхания достигается при определенном количестве сиккатива. Чрезмерное введение сиккатива замедляет высыхание, вызывает преждевременное старение покрытия. В качестве сиккативов обычно применяют растворы свинцово-марганцевых и других солей нафтеновых кислот (кобальта, Цинка, никеля, кальция) вместе с кислотами высыхающих или полу- высыхающих масел в бензине или скипидаре.
К лакокрасочным материалам относятся грунтовки, шпатлевки, мастики, масляные и алкидные краски, лаки, эмали.
Грунтовки служат для нанесения грунта — первого слоя покрытия, которой создает антикоррозионную защиту и обеспечивает адгезию с поверхностью изделия и с последующими слоями лакокрасочного покрытия. Г рунтовки составляют из пигментов, растертых на олифе или лаке с добавлением сиккатива и растворителя. От краски и эмали грунтовки отличаются меньшим содержанием пленкообразующего вещества и большим содержанием пигмента. По составу грунтовки должны соответствовать основному покрытию. Изолирующие грунтовки препятствуют проникновению влаги. Они содержат железный и свинцовый сурик, мумие. Пассивирующие грунтовки способствуют образованию на поверхности металла защитной окисной пленки за счет растворения в проникающей влаге хроматов металлов, входящих в состав грунтовки. Фосфатирующие грунтовки содержат фосфорную кислоту, которая образует тонкую пленку фосфатов, защищающую металл от коррозии. В протекторные грунтовки включают металлический порошок, например, цинковый, с более низким электродным потенциалом по отношению к черным металлам, поэтому при проникновении влаги коррозионные явления переключаются с основного металла (катода) на порошок в грунтовке (анод).
Шпатлевку применяют для устранения неровностей на поверхности загрунтованных изделий. Для ее приготовления используют мел, литопон, барит, охру, железный сурик.
Антикоррозионные мастики изготовляют для защиты внутренних и труднодоступных металлических поверхностей изделий, работающих под сильным воздействием влаги. Это высоковязкие пастообразные смеси нефтяных битумов или каменноугольных пеков с измельченными минеральными (асбестовое волокно) или органическими наполнителями (различные смолы). Большинство таких мастик выполняют и противошумные функции.
Мастики — порозаполнители употребляют перед покрытием лаком деревянных изделий для заполнения пор древесины. Эти мастики готовят на масляной, лаковой, казеино-канифольной, нитроцеллюлоз- ной основе с введением мелкодисперсных порошков кремнезема, барита, талька, измельченного стекла. Под спиртовые лаки используют восковые пасты. При использовании мастик-порозаполнителей сохраняется текстура древесины.
Масляные и алкидные густотертые краски представляют собой пасты, состоящие из соответствующего сухого пигмента (железный сурик, мумие, охра), затертого на натуральной, полунатуральной или алкидной олифе с добавлением в качестве наполнителя барита, талька, мела. К масляным краскам относятся свинцовые, цинковые, титановые, литопонные белила, цинковый крон, цинковая зелень, свинцовый сурик, который замешивается на олифе непосредственно перед употреблением.
Лаки — это растворы естественных или синтетических смол в различных растворителях. В состав лаков в зависимости от природы пленкообразующего вещества вводят различные разбавители, сиккативы, пластификаторы. Лаки различают по виду примененного в нем плёнкообразователя, растворителя, а также по назначению.
Масляные лаки — это растворы естественных смол, обычно канифоли, и высыхающих масел в органических растворителях: спиртовые лаки — растворы естественных смол в этиловом спирте с добавлением канифоли; смоляные лаки — растворы естественных или синтетических смол в летучих растворителях (перхлорвиниловый, бакелитовый). С добавлением масла получают масляно-смоляные лаки; битумные лаки — растворы природных или нефтяных битумов, асфальтов, каменноугольной смолы и высыхающих растительных масел (или без них) в органических растворителях.
Эмали (эмалевые или лаковые краски) — это пигментированные синтетические лаки. Их используют для окраски наружных и внутренних поверхностей. Эмали в зависимости от пленкообразующей основы разделяют на пентафталевые и нитроэмали.
Наиболее распространенными лакокрасочными материалами являются алкидные краски. Алкидные покрытия прочны, эластичны, атмосферостойки, обладают хорошей адгезией, но в естественных условиях сохнут медленно. Вырабатывают алкидные материалы из пентафталевых и глифталевых смол. Глифталевые покрытия используют преимущественно в качестве грунтовок. Выпускают грунтовки, в состав которых входят фосфатные и хроматные пигменты, повышающие коррозионную стойкость покрытия.
Они значительно быстрее высыхают. Все алкидные грунтовки Могут использоваться под покрытия любыми эмалями за небольшим исключением. Пентафталевые эмали предназначаются для окраски металлических поверхностей, подвергающихся атмосферным воздействиям.
Фенольно-формальдегидные (фенольные) лакокрасочные материалы обладают хорошей адгезией, высокой водо- и атмосферостойко- стью. Из покрывных материалов широкое применение имеет бакелитовый лак. При добавлении в лак металлических пигментов получают бакелитовые краски, которые быстро сохнут.
Покрытия на основе эпоксидных смол обладают хорошей адгезией к металлам и дереву. Существует большое количество эпоксидных эмалей и лаков, модифицированных синтетическими смолами и различными химическими соединениями. Почти все эпоксидные лакокрасочные материалы являются двухкомпонентными.
Покрытия из полиуретановых лаков и эмалей по износостойкости превосходят все остальные лакокрасочные покрытия и являются наиболее долговечными. Срок службы в атмосферных условиях составляет около 8 лет. Эти лакокрасочные материалы обычно готовят двухкомпонентными. Смешивают компоненты непосредственно перед нанесением покрытия. Покрытия из полиуретановых лаков и эмалей сушат при температуре 80°С. Разработана однокомпонентная эмаль холодного отвердения.
Кремнийорганические лаки отличаются термостойкостью и хорошими электроизоляционными качествами во влажной среде, стойки к маслу, бензину, бесцветны. При добавлении в лаки алюминиевой пудры получают серебристые эмали повышенной термостойкости. Эмали выпускают горячей и естественной сушки, двухкомпонентные с отвердителем.
Меламиноалкидные лаки служат для покрытия металлических поверхностей. Они обладают хорошей атмосферостойкостью, блеском, высокими физико-механическими и противокоррозионными свойствами. Наносятся на поверхности предварительно загрунтованные алкидными или фенольно-формальдегидными грунтовками. Отверждаются горячей сушкой.
Перхлорвиниловые лаки и эмали применяют для окрашивания эксплуатируемых в атмосферной среде деревянных или металлических поверхностей. Наносят их по алкидной, акриловой или фенольно- формальдегидной грунтовке. Эти лаки и эмали быстро высыхают в естественных условиях, а при горячей сушке увеличиваются их механическая прочность и химическая стойкость.
Лакокрасочные материалы на основе сополимера винилхлорида с винилацетатом эластичны, стойки к низким температурам, минеральным маслам. Более стойкие эмали и грунтовки с повышенной адгезией в условиях высокой влажности поставляются с отвердителем.
Алкидно-стирольные лакокрасочные материалы имеют хорошую адгезию к металлу, быстро сохнут с образованием необратимой пленки. Эмали дают достаточно твердые блестящие покрытия, устойчивые к воде, свету, воздействию масла. Используют для окраски рам вагонов, станков. Алкидно-стирольный лак употребляют для разбавления эмалей, нанесения по эмали и непосредственно для покрытия деревянных поверхностей.
Акриловые эмали атмосферостойкие, светостойкие, механически прочные и блестящие, устойчивые к маслам и бензину. Их используют для окраски торцовых частей локомотивов и головных вагонов поездов. Все акриловые лакокрасочные материалы быстро сохнут. Отдельные лаки и эмали при горячей сушке дают необратимые пленки.
На основе поливинилбутераля (бутвара) производят поливинилаце- татные лакокрасочные материалы. Фосфатирующие быстросохнущие грунтовки с хроматом цинка в качестве пигмента получили большое распространение. Они выпускаются двухкомпонентными с фосфорной кислотой в качестве отвердителя, образующей фосфатный слой на поверхности металла. Однако эти грунтовки недостаточно водоатмосферостойки, поэтому их применяют в качестве подложек под основные грунтовки. При модификации поливинилбутераля феноль- но-формальдегидными и другими смолами получают необратимые покрытия.
На основе ненасыщенных полиэфирных смол выпускают для отделки деревянных изделий полиэфирные двух- и четырехкомпонентные лаки холодной и горячей сушки, покрытия из которых отличаются зеркальным блеском, стойкостью к воде, бензину, этиловому спирту.
Некоторые лакокрасочные материалы изготавливают на основе различных синтетических каучуков и их производных, растворимых в органических растворителях. Свойство этих металлов зависит от исходных продуктов и других компонентов, с которыми каучуки хорошо совмещаются, в частности с алкидными и фенольно-формаль- дегидными смолами. Выпускают грунтовки и эмали для окраски металлических изделий, работающих в атмосферных условиях, которые быстро высыхают.
Нитролаки и нитроэмали, изготавливаемые на основе нитрата целлюлозы, дают покрытия, отличающиеся высокой твердостью и стойкостью к маслам, бензину и атмосферному давлению. Очень быстро сохнут, но имеют слабую адгезию к металлам. Их наносят по глиф- талевому, фенольному или нитроцеллюлозному грунту.
Водоразбавляемые лакокрасочные материалы считаются перспективными. Они нетоксичны, негорючи, быстро сохнут. Можно наносить их на влажные поверхности. Подразделяются на водоэмульсионные (вододисперсные), где связующей основой является латекс- водная дисперсия синтетического пленкообразователя, и водорастворимые — преимущественно на основе поликонденсационных смол (алкидных, фенольно-формальдегидных), которые в присутствии органического растворителя хорошо совмещаются с водой. Водоэмульсионные краски широко применяются в вагоностроении. По атмосферостойкости, долговечности, скорости высыхания они превосходят перхлорвиниловые, но менее морозостойки, легко разрушаются микроорганизмами. Водорастворимые краски и эмали дают возможность получить покрытие методом электроосаждения. Такие покрытия сушат при повышенной температуре.
Водные растворы анилиновых красителей используют для выравнивания естественного цвета древесины или ее имитации под ценные породы дерева — красное дерево, орех, серый клен, дуб. Для этих целей применяют также растворы хромовокислого калия, медного купороса. Естественный краситель коричневого цвета — коричневая морилка.
При выборе лакокрасочных материалов нужно ориентироваться на надежность защиты поверхности в условиях эксплуатации. Выбирать их надо по преимущественному назначению—атмосферостойкости, водостойкости, термостойкости, электроизоляционным качествам и т.д.
Технология нанесения лакокрасочных покрытий. Лакокрасочные материалы нужно наносить на очищенную, сухую и обезжиренную поверхность. Целесообразно перед окрашиванием изделия прогревать до температуры на 3-5°С выше точки росы воздуха для удаления с поверхности сконденсировавшейся влаги.
Толщина каждого слоя покрытия должна быть оптимальной. С уменьшением оптимальной толщины ухудшаются защитные свойства покрытия вследствие увеличения количества микропор. При увеличении толщины покрытия ухудшаются их механические свойства, хотя в некоторых случаях защитных эффектов будет больше. Каждый слой лакокрасочного покрытия необходимо сушить. Покрытие поверхности грунтом является первой окрасочной операцией и ее выполняют сразу же после обезжиривания. Грунтовку наносят тонким и ровным слоем без пропусков кистью, окунанием, распылением. Затем поверхность шпатлюют.
Различают локальное шпатлевание, при выравнивании местных неровностей (вмятин), и сплошное, когда шпатлёвка наносится на всю загрунтованную поверхность. При окончательном шпатлевании выравнивают углубления на зашпатлеванной и покрытой выявитель- ным слоем краски поверхности. Шпатлевку наносят шпателем или краскораспылителем тонким слоем (0,5 мм). Толстый слой шпатлёвки высыхает неравномерно, растрескивается и отслаивается. После высыхания загрунтованной поверхности шлифованием устраняют неровности и создают лучшую адгезию покрытия к последующему слою. Обычно шлифуют водостойкой шлифовальной шкуркой или шлифовальными дисками с помощью различных машинок. Шлифовать можно сухую и мокрую поверхности. При мокром шлифовании достигаются более высокая производительность, лучшее качество шлифования, а шлифовальная шкурка служит дольше.
Подготовленную поверхность окрашивают путем нанесения одного или нескольких тонких слоев краски или эмали.
Лакирование изделий из древесины выполняется нанесением на поверхность обычно двух-трех слоев лака с промежуточным шлифованием. Иногда эти поверхности предварительно подкрашивают анилиновыми или другими красителями под ценные породы дерева. Первый слой лака впитывается быстро, поэтому применяют лак повышенной вязкости, а затем используют лак пониженной вязкости, который лучше растекается на поверхности и образует гладкую пленку. Для получения глянцевой поверхности лакированное изделие специальными шлифовально-полировальными или восковыми пастами.
Полирование натуральной древесины или имитированной под дорогие породы дерева осуществляют спиртовыми растворами естественных смол, главным образом шеллака (политура), или специальными полировальными пастами. Процесс полирования занимает два-три дня.
Методы окрашивания. Окрашивание кистями и накатными валиками очень трудоемкий и малопроизводительный процесс, а при нанесении быстросохнущих лакокрасочных материалов невозможен. Поэтому заменяется более совершенными методами.
Окрашивание окунанием (погружением) — самый производительный процесс. Окрашиваемый предмет опускают в ванну с лакокрасочным материалом и после извлечения дают возможность стечь излишкам краски. Так окрашивают главным образом детали небольших размеров, для которых не требуется тщательная отделка поверхности. При окрашивании обтеканием можно получить пленку различной толщины, что зависит от вязкости и быстроты высыхания краски и рода окрашиваемой поверхности. Недостатком метода является ускоренное испарение растворителя с поверхности ванны и невозможность использования быстросохнущих лакокрасочных материалов.
Плоские предметы, например стальные листы и доски, окрашивают механическими валиками, на которые непрерывно подается краска. Окрашиваемый предмет пропускают между этими валиками.
Окрашивание струйным методом заключается в том, что облитое струями лакокрасочного материала изделие выдерживается в атмосфере, насыщенной парами органических растворителей. Этим достигается относительная равномерность покрытия, но сопровождается, однако, большими потерями растворителя. Применяется для грунтования и окрашивания изделий, не требующих высоких декоративных качеств (рамы, фермы). Осуществляется в специальных проходных установках, построенных по схеме: входная камера — секция — камера с парами растворителя — выходной тамбур.
Воздушное (пневматическое или пульверизационное) распыление является широко распространенным методом окрашивания. Краску определенной вязкости распыляют сжатым воздухом при помощи специальной аппаратуры до мельчайших частиц, которые с большой скоростью наносятся на поверхность. Краска ложится тонким слоем, однако при этом происходит интенсивное образование красочного тумана, что является существенным недостатком. Потери краски доходят до 25-50%.
При безвоздушном распылении краска к распылительной насадке подается под большим давлением и распыление ее происходит в результате перепада давления на выходе из насадки. Происходит мелкое дробление краски с незначительным образованием красочного тумана. Этому способствует мгновенное испарение легколетучей части растворителя, сильно увеличивающейся в объеме. Оболочкой паров растворителя окрасочный факел защищается от окружающего воздуха. Полезное использование лакокрасочного материала по сравнению с воздушным распылением увеличивается до 20%. Установки безвоздушного распыления работают по принципу мультипликатора.
Метод электроосаждения (электрофореза) применяют для нанесения на покрываемые поверхности водорастворимых лакокрасочных материалов с помощью гальванического электролиза. В ванну с водным раствором лакокрасочного материала погружают изделие и через раствор пропускают электрический ток. Окрашиваемый объект может быть как анодом, так и катодом. Под действием электрического поля частицы краски выделяются из раствора и тонкими слоями осаждаются на поверхности объекта.
Окрашивание в электростатическом поле основано на физическом явлении переноса электрически заряженных частиц лакокрасочных материалов по силовым линиям этого поля.
Сущность метода заключается в следующем: если к двум электродам, между которыми имеется диэлектрик (газ, воздух), приложить противоположные по знаку электрические заряды, то в пространстве между электродами образуется электрическое поле, в котором носители зарядов — ионы передвигаются от одного электрода к другому. При достижении определенного напряжения возникает электрический разряд, который представляет собой незавершенный пробой разрядного промежутка. Этот разряд сопровождается появлением большого количества светящихся голубоватых точек, обрамляющих электрод в виде короны с характерным потрескиванием. Такой разряд называется коронным, а электроды, несущие корону, — коронирующими.
Если в качестве одного электрода использовать коронирующий электрод с отрицательным потенциалом, достаточно высокого напряжения, а в качестве другого — подлежащую окраске поверхность с положительным потенциалом, который появляется на поверхности в случае ее заземления вблизи от отрицательных зарядов коронирую- щих электродов, и ввести в электрическое поле распыленную краску, то частицы краски приобретут отрицательный заряд и, двигаясь по силовым линиям поля, осядут равномерным слоем на поверхности. Для такого метода окрашивания характерно почти полное отсутствие туманообразования. Вязкость окрасочных материалов при распылении в электрическом поле должна быть несколько пониженной по сравнению с вязкостью при воздушном и безвоздушном распылении. Для этого в окрасочные материалы вводят соответствующие разбавители.
Окрашивание в электрическом поле можно выполнять воздушными краскораспылителями с установкой электродной коронирующей сетки. Окрасочный факел направляется сбоку между коронирующей сеткой, на которую подается постоянный ток высокого напряжения отрицательного заряда, и окрашиваемой поверхностью, которая заземляется. Электродную сетку изготовляют из вертикальных рядов тонкой медной или стальной проволоки диаметром 0,3-0,35 мм. Полезное использование лакокрасочного материала составляет 70-80%.
Практически окрашивание осуществляют быстровращающимися Электрическим или воздушным (пневматическим) приводом вращения, оснащенным распыляющими насадками — чашами или грибками. Напряжение подводится к корпусу насадки. Дозировано количества краски непрерывно подается насосом по шлангу на внутренние поверхности насадок, которые должны быть тщательно отполированы или хромированы, края остро отточены для усиления электрического поля. Под действие центробежной силы краска отбрасывается к кромке насадки и распыляется в плоскости, перпендикулярной оси вращения насадки. Однако, при наличии высокого напряжения происходят коронный разряд на острой кромке насадки и ионизация воздуха. Тогда распыленные частицы краски приобретают электрический заряд. Происходит их взаимное отталкивание, поскольку они заряжены одноименным зарядом, и образование конусообразного факела их движения по направлению силовых линий поля к окрашиваемой поверхности.
Наилучшие результаты по осаждению краски и равномерности покрытия получаются при соблюдении отрицательного потенциала на коронирующих электродах в пределах 60-120 кВ и расстояния между ними и окрашиваемой поверхностью 200-300 мм. При уменьшении этого расстояния коронный разряд может перейти в искровой и привести к воспламенению лакокрасочного материала. Для предотвращения этого применяют электронные устройства, отключающие источник высокого напряжения при сближении окрашиваемой поверхности с краскораспылителем.
Чем больше напряжение на электродах и чем меньше расстояние между ними и окрашиваемой деталью, тем больше коэффициент осаждения, который достигает 0,92.
Для окрашивания в электрическом поле применяют ручные, смонтированные на легких тележках установки, крупногабаритные механизированные камеры и передвижные самоходные установки.
При гидроэлектрическом окрашивании используют для распыления в электрическом поле факел краски, образуемый безвоздушным распылением под высоким давлением.
Сушка лакокрасочных покрытий. Процесс сушки происходит для различных лакокрасочных материалов по-разному. У материалов на основе полимеризационных смол, нитрата целлюлозы, а также спиртовых лаков твердая пленка образуется за счет улетучивания растворителей.
Эти материалы сохнут быстро. Образование пленки масляных красок, лаков и продуктов на основе поликонденсационных смол происходит в два этапа: вначале интенсивно испаряются растворители, на что уходит 10-20% времени сушки, а дальше происходят физические и химические процессы окисления и конденсации, в результате которых и получается твердая пленка.
Сушка этих материалов в условиях нормальных температур идет медленно и несколько убыстряется при циркуляции воздуха. Некоторым ускоряющим фактором является свет, поэтому в окрасочных (малярных) цехах предусматривают обильное естественное освещение.
Различают сушку естественную и искусственную.
Естественная сушка происходит при температуре 18-22°С и относительной влажности не более 70%. В этих условиях нитроцеллюлоз- ные эмали и лаки высыхают за 20-30 мин, акриловые и перхлорви- ниловые в течение 1-3 ч, масляные и алкидные лакокрасочные материалы сохнут 1-3 сут.
Искусственная сушка осуществляется в сушильных камерах или передвижных установках, где для ускорения процесса создается повышенная температура. Некоторые синтетические материалы могут затвердевать только при высокой температуре. Термический эффект ускоряет процессы окисления, конденсации и полимеризации, что способствует улучшению качества покрытия.
К основным методам искусственной сушки относятся: конвективный, терморадиационный и индукционный.
При конвективной сушке окрашенная поверхность непрерывно обдувается горячим воздухом в сушильных камерах, оснащенных тепловентиляционными приборами. Теплоносителем могут быть пар, горячая вода, горящий газ или электронагревательные устройства. Образующаяся при этом поверхностная пленка препятствует испарению растворителя и увеличивает время сушки.
Терморадиационная сушка (сушка инфракрасными лучами) иногда называется сушкой панелями темного излучения или сушкой отраженным теплом. Метод основан на поглощении инфракрасных лучей окрашенной поверхностью. Лучи свободно проникают через слой краски и, вследствие перехода лучистой энергии в тепловую, нагревают металл изделия. Процесс сушки идет от нижних слоев к верхним без образования поверхностной пленки и при свободном испарении растворителя.
При индукционной сушке окрашенное изделие помещают в индуктор, подключаемый к источнику переменного тока промышленной, средней или высокой частоты. В изделии возникают вихревые токи, нагревающие его. Процесс сушки идет от нижних слоев к верхним так же, как и при терморадиационной сушке. Недостаток этого метода — необходимость изготовления сложных индукторов и большой расход электроэнергии.
Окрашивание вагонов. При ремонте вагонов подлежащую перекрашиванию поверхность очищают от отслоившейся и потрескавшейся краски и ржавчины, моют и обезжиривают. Существует три степени очистки поверхности перед ремонтным окрашиванием, которые характеризуются: полным удалением старого лакокрасочного покрытия и продуктов коррозии (I степень); на поверхности остаются прочный несплошной слой грунта и следы ржавчины в прокорродирован- ных местах (II степень); удаляются только местные повреждения краски (III степень).
При восстановлении наружного покрытия пассажирских вагонов поверхности кузова полностью очищенные от старой краски или отдельно расчищенные места хорошо протирают ветошью, смоченной в бензине, грунтуют, сушат и шпатлюют. После сушки и шлифования первого слоя шпатлевки наносят второй слой с выравниванием местных углублений, которые также просушивают и шлифуют. Далее всю поверхность кузова снова протирают и наносят выявительный слой эмали. После сушки и полного шлифования кузова оставшиеся углубления окончательно шпатлюют, сушат и шлифуют. Затем стены вагона окрашивают в два слоя (первый слой шлифуют) пентафтале- вой эмалью. После сушки кузова окрашивают гофры и наносят номерные знаки и надписи. Крышу, свесы крыши и дефлекторы окрашивают эмалью серого цвета, причем свесы 2-3 раза шпатлюют. Раму вагона, пол, подвагонное оборудование, подножки, раму упругой площадки окрашивают после очистки от грязи в черный цвет масляной краской или эмалью. Кузова крытых грузовых вагонов и полувагонов, а также стальные поверхности бортов платформ окрашивают обычно в красно-коричневый цвет. Пентафталевые эмали, масляные и алкидные краски, эмали перхлорвиниловые, эмали на сополимере винилхлорида с винилацетатом и хлоркаучуковые наносят на загрунтованные фенольно-формальдегидными и алкидными грунтовками наружные поверхности в два слоя, а крыша вагона покрывается два раза перхлорвиниловыми и хлоркаучуковыми эмалями.
Внутренние поверхности вагонов — металлические, обшитые древесно-волокнистыми плитами, фанерными плитами и фанерой, а также из деревянной обшивки и полы сверху окрашивают пентафталевы- ми эмалями и масляными или алкидными красками по грунту в один слой. Эмали на сополимере винилхлорида с винилацетатом и хлор- каучуковые применяют при окрашивании стен полувагонов, водоэмульсионные — при окрашивании деревянных поверхностей.
Оборудование для окрашивания вагонов. При окрашивании вагонов применяют различные окрасочные установки и камеры в зависимости от выбранного метода окрашивания.
Окрашивание вагонов кистями и ручными краскораспылителями при недосягаемости ими окрашиваемых поверхностей ведут с передвижных окрасочных площадок (велосипедных тележек), перемещающихся вдоль вагона и легких переносных ставлюг.
Краскораспылительная установка воздушного распыления состоит из ручного краскораспылителя, красконагнетательного бака, оснащенного регулятором давления и мешалкой, источника сжатого воздуха (компрессор или воздушная магистраль), масловодоочистителя для очистки сжатого воздуха, оборудованного предохранительным клапаном и спускным краном, а также соединительными шлангами для подачи сжатого воздуха к распылителю и в бак для выдавливания из него лакокрасочного материала.
Включают распылитель путем нажатия на курок. При этом открывается воздушный клапан, и воздух по каналам корпуса распылителя поступает в распылительную насадку. При дальнейшем нажатии на курок отходит игла и открывает в насадке коническое отверстие для прохода краски, поступающей из бака. Такой порядок включения предотвращает выброс не распыленных капель краски.
Для уменьшения красочного тумана, потерь краски и получения более качественного покрытия распылитель держат на расстоянии 250-350 мм. Направление красочного факела — почти перпендикулярно окрашиваемой поверхности.
Краскораспылители бывают четырех типов: с поступлением краски самотеком из прикрепленного сверху стакана; с подачей краски от Нагнетательного бачка; с подсасыванием краски из прикрепленного снизу стакана; комбинированные, которые позволяют подавать краску от краскораспылительного бачка или от стакана с верхним или нижним его расположением.
На вагоноремонтных заводах широко применяют установки безвоздушного распыления холодным способом типа УБРХ-1, УБРХ-1 М. Основные части установки УБРХ-1 — пневмогидравлический насос высокого давления, воздухораспределитель, бачок для краски и краскораспылитель с шлангом. Установка смонтирована на тележке.
Воздух под давлением 0,4-0,5 МПа от сетевой магистрали 1(рис. 2.14) через разобщительный кран2,регулятор давления3и
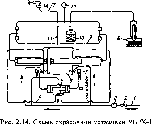
трехходовой клапан 7 поступает в воздухораспределитель 5, откуда поршнем по трубе 4нагнетается в воздушную полость пневмогидрав- лического насоса6.
При этом в шланге низкого давления 11с фильтром на конце создается разряжение. В результате краска засасывается из бачка10 и подается по трубам9в полость гидравлического цилиндра насоса. В дальнейшем при обратном ходе поршня краска сжимается и под давлением до 15-19 МПа через шланг13высокого давления поступает в краскораспылитель14.Давление краски регулируют по манометру12.Для компенсации колебания давления в установке предусмотрен гидроаккумулятор8.
Для окраски вагонов в электрическом поле применяют стационарные камеры, передвижные крупногабаритные самоходные и ручные окрасочные установки. Все они действуют по одному принципу и оснащены аналогичным электрическим оборудованием.
Ручная электроокрасочная установка типа УЭРЦ-1 (рис. 2.15) состоит из высоковольтного каскадного генератора 2,цилиндрического бачка4для краски, дозатора 5, смонтированных на передвижной тележке3,и электростатического распылителя1с кабелем высокого напряжения 7 и краскоподающим шлангом6.
Генератор состоит из высоковольтного повышающего трансформатора и блока умножения, обеспечивающего дальнейшее увеличение напряжения и выпрямление тока. Рабочее напряжение до 80 кВ, рабочий ток 150 млА.
рис. 2.15. Ручная электроокрасочная установка типа УЭРЦ-1:

I — электростатический распылитель; 2— генератор; 3— передвижная тележка; 4— бачок; 5 — дозатор; 6— краскоподающий шланг; 7 — кабель высокого напряжения
Распылитель выполнен в виде эпоксидного корпуса 4(рис. 2.16) с алюминиевой ручкой13.Алюминиевая распылительная чаша 6 вращается электродвигателем1,который закрыт кожухом2.Высокое напряжение подается по кабелю 9 к распылительной чаше через резистор 7 и бронзовую втулку5.Валик электродвигателя электрически изолирован валиком3от чаши, находящейся под высоким напряжением.
Краска из дозатора подается к корпусу клапана 15,откуда по трубке8поступает в алюминиевую распылительную чашу. Расход краски регулируют перемещением иглы14клапана с помощью гай-
При нажатии на курок 12срабатывает микровыключатель11,замыкающий цепь подачи высокого напряжения на чашу. Затем игла открывает канал для прохода краски. Расстояние от кромки чаши до поверхности изделия должно быть 200-250 мм. Краска подается в распылитель под давлением воздуха 0,07-0,12 МПа.
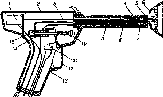
Рис. 2.16. Электростатический краскораспылитель
Производительность установки по окрашиванию составляет до 150 м 2 /ч. При наружном окрашивании вагонов установку рационально использовать с применением механизированной велосипедной тележки.
Крупногабаритная передвижная электроокрасочная установка смонтирована на каркасе П-образной формы (портале), сваренном из профилей стального проката. Установка снабжена механизмом передвижения, оснащена высоковольтным оборудованием для создания электрического поля в зоне действия электростатических распылителей и насосным оборудованием для подачи и дозирования красок. Поверхности вагона, не попадающие под действие электростатических распылителей, окрашивают с помощью воздушных или безвоздушных распылителей или кистью.
Для очистки воздуха от токсичных паров растворителей и тумана краски установка оборудована мощной системой вентиляции с гидрофильтрами. Загазованный воздух выбрасывается в вентиляционный короб, размещенный под перекрытием цеха.
При включении установки башмаки токоприемника 14(рис. 2.17) подают трехфазный ток напряжением 380 В от троллейных проводов15по кабелям13в понижающий трансформатор16.На выводе этого трансформатора образуется однофазный переменный ток напряжением 220 В, который подводится к трансформатору12высоковольтного выпрямляющего устройства. Этот трансформатор повышает напряжение до 140 кВ. Накал лампы обеспечивается через специальный трансформатор10.
Из выпрямительного устройства ток высокого напряжения проходит через ограничительные резисторы 8,изоляторы6и7,поступает к распылителям4,создавая между чашей распылителя и стеной вагона электрическое поле. Расстояние между кромкой распылителя и стеной вагона 250-300 мм.
С каждой стороны портала установки смонтированы три распылителя. Приводной механизм 5обеспечивает возвратно-поступательное движение распылителей в вертикальном направлении, что при перемещении портала вдоль вагона обеспечивает их «растушевывающее» действие. Краска к распылителям подается из бака3дозирующими устройствами1по трубкам2.Оптимальная подача краски 90-105 г/мин.
Автоматический разрядник 9предназначен для снятия остаточного заряда с высоковольтного оборудования и электрических распылителей после отключения от источника питания. Механизм 77обеспечи-
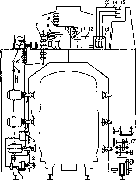
Рис. 2.17. Схема передвижной установки для окрашивания пассажирских вагонов в электрическом поле
вает перемещение установки вдоль вагона. Управление установкой и системой вентиляции осуществляется с пульта, расположенного на портале.
Габариты установки: длина 8000 мм, ширина 5600 мм, высота 8600 мм (со стойкой токоприемника), установленная мощность 50 кВт. Скорость рабочего перемещения портала 2,5 м/мин, холостого 5 м/мин, рабочее напряжение 100-105 кВ, ток 5-8 мА.
Существуют передвижные окрасочные установки, которые окрашивают и крышу вагона. Для этого на них предусмотрены дополнительные распылители, смонтированные под потолком портала поперек вагона и направленные вниз к крыше. Передвижная установка может обслуживать несколько параллельно расположенных путей, если проложить в цехе поперечные подпортальные пути, а портал оборудовать поворотными ходовыми колесами.
Стационарные окрасочные камеры устроены и действуют по тако- **У же принципу.
Оборудование для сушки вагонов. На большинстве вагоностроительных заводов и в депо осуществляется естественная сушка вагонов. Естественная сушка наиболее употребляемых лакокрасочных материалов длится долго, непроизводительно увеличивая производственный цикл ремонта вагона. Достаточно сказать, что при капитальном ремонте пассажирских цельнометаллических вагонов на все малярные операции при окрашивании вручную наружных поверхностей вагонов пентафталевыми эмалями, начиная с грунтовки и кончая нанесением надписей, затрачивается около 40-50 ч, а на сушку естественным способом уходит 200 ч. Искусственная сушка при температуре 60°С сокращает высыхание каждого слоя грунтовки, шпатлевки, эмали, краски с 20-24 ч до 2-3 суток, что позволяет сократить время полного окрашивания вагона до 2-3 суток вместо 8-10.
Для искусственной сушки вагонов применяют стационарные тупиковые и проходные камеры с конвективным, терморадиационным или комбинированным способом нагрева, а также передвижные портальные терморадиационные установки.
На рис. 2.18 показана конвективная сушильная камера 3с паровым обогревом, оборудованная створчатыми раздвижными дверями.
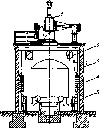
Рис. 2.18. Конвективная сушильная камера
Два агрегата 1подают воздух, подогретый паровыми калориферами, внутрь камеры по воздуховодам 2. Холодный воздух отсасывается через каналы 5, уложенные вдоль продольных стен. В камере установлены паровые трубчатые нагревательные элементы4для прогрева стен с целью дополнительной аккумуляции тепла. Бывают конвективные камеры с газовым или другим нагревом.
Во всех терморадиационных сушильных камерах и установках инфракрасные лучи исходят от источников (панелей) излучения, размещенных внутри камеры. Эти источники могут питаться любым высокотемпературным носителем, способным нагреть их до температуры 400-500°С.
Излучающими панелями служат стальные коробки с газовыми горелками или трубчатыми нагревательными элементами, а также трубчатые электронагреватели с металлическими рефлекторными отражателями.
Примером комбинированной терморадиационно-конвективной камеры может служить камера, где сушка происходит за счет инфракрасного излучения газовых панелей и нагнетания горячей смеси продуктов сгорания и воздуха в камеру с помощью вентилятора.
На вагоноремонтных заводах нашли применение терморадиационные сушильные камеры и портальные установки с трубчатыми электронагревателями. Терморадиационная передвижная портальная установка для сушки цельнометаллических пассажирских вагонов состоит из портала 6 (рис. 2.19), механизма передвижения 7, нагревательных панелей 5, вентиляционных каналов4и вентилятора2.Загазованный воздух выбрасывается в короб3.Управление установкой осуществляется с пульта1.
Нагревательные панели размещены на внутренней стороне боковых стенок портала. Они представляют собой металлические плоские каркасы, на которых закреплены вертикальными рядами параболические полированные алюминиевые отражатели. В отражателях установлены трубчатые электронагреватели. Со стороны нагревателей каркасы панелей изолированы листовым асбестом. Каждый электронагреватель состоит из металлической трубки, внутри которой помещена нихромовая спираль. Концы спирали соединены с контактными шпильками, выходящими с обеих сторон трубки через изоляторы. Полость трубки заполнена периклазом — электроизоляционным, жаропрочным и теплопроводным минералом.

Рис. 2.19. Термо радиационная сушильная установка для пассажирских вагонов
Направление потока нагретого воздуха идет снизу вверх, поэтому при одинаковом нагреве панелей верхний пояс вагона будет всегда нагреваться значительно сильнее нижнего. С учетом этого предусмотрен различный нагрев панелей по высоте. В результате получаются три температурные зоны: нижняя 420°С, средняя 250°С (учитывается наличие оконных проемов), верхняя 350°С. При удалении панелей от окрашенной поверхности на 350—400 мм обеспечивается нужная температура на боковых стенах вагона 65-80°С.
Сушка вагонов происходит за несколько проходов. При передвижении вагона
температура поверхности кузова постепенно повышается. Время высыхания одного слоя эмали составляет 45-50 мин за шесть проходов установки, шпатлевки — 90-120 мин.
Охрана труда при окрашивании и нанесении покрытий. Окрасочные работы следует выполнять в окрасочных (малярных) цехах, отделениях, участках, на специальных установках, в камерах или на площадках, оборудованных принудительной вентиляцией (местной и приточно-вытяжной) и средствами пожарной техники.
Особенно эффективной вентиляция должна быть при использовании лакокрасочных материалов на сополимере винилхлорида с винилацетатом и перхлорвиниловых. Предельно допустимая концентрация паров растворителей в помещениях, где работают люди, не должна превышать: для бензина, керосина, скипидара 300 мг/м 3 , ацетона 200 мг/м 3 , сольвента 100 мг/м 3 , ксилола 50 мг/м 3 , трихлорэтилена 10 мг/м 3 .
Допускается окрашивать вагоны непосредственно на местах сборки и ремонта по технологическому потоку без устройства специальной вентиляции. При этом окрасочные работы нужно проводить, когда другие работы не производятся, проветривать помещения при помощи принудительной вентиляции, применять средства защиты органов дыхания. Малярные работы внутри пассажирских вагонов выполнять при включенной вагонной вентиляции или использовать индивидуальную вытяжную установку.
В окрасочных помещениях следует пользоваться лампами электрического освещения в герметичной и взрывобезопасной арматуре. Внутри вагона— применять светильники напряжением 12 В.
Применяемые лакокрасочные материалы должны соответствовать требованиям стандартов или технических условий и иметь сертификат. На каждой емкости с лакокрасочным материалом должна быть наклеена бирка с наименованием и обозначением материала, с указанием наличия свинца и других опасных веществ.
Организация технического контроля и управление качеством продукции
Качество продукции — важнейший показатель работы предприятия. Под качеством продукции понимают совокупность свойств, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с назначением.
Качество ремонта вагона определяется обеспечением бесперебойности его работы в эксплуатации и прежде всего, в безопасности движения. Общие для всех частей вагонов показатели качества — долговечность, надежность, ремонтопригодность и экономичность в эксплуатации после ремонта. Качество продукции не является ее неизменным свойством. Оно определяется уровнем техники производства и повышением требований со стороны потребителей.
В настоящее время внедряется система качества на основе государственных стандартов серии ГОСТ Р ИСО 9000, проводятся работы в системе сертификации на федеральном железнодорожном транспорте (ССФЖТ), создан Регистр сертификации, который обеспечивает разработку основополагающих документов ССФЖТ по сертификации систем качества и производств, введение требований в документы об использовании начиная с 1 января 2004 года обязательной сертификации систем качества и производства в подведомственных организациях и предприятиях Дирекции заводов по капитальному ремонту и строительству грузовых и пассажирских вагонов «Вагонреммаш», предусматривающей оценку соответствия сертификации и сертификацию системы качества или производства.
Разработаны Правила сертификации, которыми установлены цели, основные принципы, структура, общие правила процедуры сертификации и аккредитации, а также иные аспекты функционирования системы сертификации.
Введение в действие Правил не отменяет действующие процедуры и условия приемки, эксплуатации, ремонта, импорта, поставок по экспорту, а также документы, разрешающие эксплуатацию железнодорожных технических средств, выпущенных до введения в действие настоящих Правил.
Показатели качества продукции указаны в стандартах (ГОСТах), технических условиях, правилах технической эксплуатации, правилах ремонта, чертежах и технологических процессах. Продукция, имеющая отклонения от этих показателей, считается бракованной. Стандарты — это база обеспечения необходимого качества продукции на всех этапах его формирования. В них определены обязательные требования к качеству каждого изделия, основанные на учете и анализе передового отечественного и зарубежного опыта вагоностроения и вагоноремонтного производства. Сложность и многообразие технических процессов при ремонте вагонов и изготовлении запасных частей вызывают необходимость в неослабном техническом контроле на каждом этапе производства. Технический контроль производства — планомерная система организационно-технических мероприятий по соблюдению требований, предъявляемых к выпускаемым из ремонта вагонам и их частям, а также по систематическому повышению их качества. Главная задача технического контроля — своевременное выявление брака и устранение причин его возникновения. Основные функции органов технического контроля в вагоноремонтном производстве следующие: контроль за качеством поступающих на завод запасных частей, металлов, лесоматериалов и других основных и вспомогательных материалов; внутрицеховой пооперационный контроль за соблюдением установленного технологического режима, межцеховая, а иногда и межоперационная приемка; проверка качества и комплектности выпускаемой продукции; систематический контроль за состоянием оборудования, машин, инструмента, контрольноизмерительных приборов; участие в разработке и проведении мероприятий по предупреждению и выявлению причин брака; учет бракованной продукции; изучение поступающих рекламаций (претензий) от заказчиков на направленную предприятием продукцию и принятие соответствующих мер; разработка методов контроля, обеспечивающих сравнимость и надежность показателя качества. Контроль за качеством ремонта вагонов в депо осуществляют мастера и бригадиры, руководитель депо и приемщики вагонов.
Отремонтированные вагоны сдают приемщику вагонов МПС начальник депо, его заместитель, старший мастер, а при их отсутствии при круглосуточной работе депо — сменный мастер. На каждый отремонтированный вагон составляют акт формы ВУ-36, который подписывают начальник депо (или его заместитель) и приемщик вагонов.
Для осуществления контроля за качеством продукции на вагоноремонтных заводах имеется отдел технического контроля (ОТК), подчиненный непосредственно начальнику завода. Начальник ОТК и главный инженер завода несут ответственность за качество выпускаемой продукции.
Для учета и контроля производственной деятельности предприятия ведут журналы испытаний, лабораторных анализов и прочих технических записей.
Структура и штаты ОТК определяются объемом и технологией производства. На вагоноремонтных заводах ОТК возглавляет начальник отдела, который назначается и освобождается приказами МПС. В цехах завода имеются старшие контролеры, подчиненные начальнику ОТК. Наличие ОТК не снимает ответственности с руководителей цехов и участков (мастеров и бригадиров) за выпуск недоброкачественной продукции.
Качество ремонта вагонов и деталей предварительно проверяют при сборке и окончательно — после ремонта вагона.
По этапам процесса ремонтного производства контроль качества подразделяют на входной (для материалов, запасных частей), операционный (после выполнения каждой операции) и приемочный; по полноте охвата контролем — на сплошной, выборочный, периодический, инспекционный. По времени организации и проведения отличают планово-периодический, внеплановый, внезапный и повторный контроль. Кроме того, существует сквозной контроль, когда проверку проводят по всей технологической линии ремонта или изготовления детали, сборки узла.
При этой системе главная цель работы ОТК—выяснение причин дефектов и способов их своевременного предупреждения. Для осуществления такой системы необходимо внедрять прогрессивную технологию производства, тщательно отрабатывать техническую документацию, содержать в исправном состоянии оборудование и контрольно-измерительные приборы, поддерживать высокую культуру производства.
Работники ОТК, обнаружив хотя бы одну неисправную деталь, прекращают дальнейшую приемку и возвращают всю партию исполнителям. Руководителям предприятия запрещается разрешать приемку продукции, изготовленной с отклонениями от технических условий и чертежей. Вторично предъявлять продукцию ОТК можно лишь с разрешения начальника цеха. Если обнаружено отклонение продукции от норм при приемке во второй раз, то начальник цеха должен написать объяснение. Разрешение на предъявление продукции ОТК в третий раз может дать только директор завода. Окончательную приемку отремонтированного подвижного состава осуществляют начальник вагоносборочного цеха, начальник ОТК завода и инспектор-приемщик МПС с оформлением уведомления формы ВУ-36, на основании которого вагоны снимают с учета неисправных и направляют в эксплуатацию без захода в депо приписки.
В помощь производству создана заводская лаборатория, которая осуществляет: контроль за качеством исходных материалов и проверку соответствия их требованиям ГОСТов и технических условий; наблюдение и контроль за экономным расходованием материалов и использованием отходов производства.
На вагоноремонтных предприятиях применяются различные по характеру и назначению способы технического контроля. В зависимости от стадии технологического процесса производства методы технического контроля классифицируются по следующим признакам: по способу контроля: визуальный, заключающийся в наружном осмотре деталей и узлов; геометрический — проверка размеров и отклонений от них, предусмотренных чертежами; качественный — проверка признаков, характеризующих качество материалов и изделий (например, твердости, химического состава, магнитных свойств); специальный — когда объект подвергается специальным испытаниям (например, на прочность, герметичность и т.п.);
по времени выполнения контроля: предварительный — проверка материалов перед обработкой или деталей и узлов перед сборкой; контроль первой детали — проверка соответствия детали чертежам или техническим условиям перед запуском в производство партии; промежуточный (операционный), который осуществляется на определенной стадии изготовления партии; групповой — контроль после выполнения нескольких операций; окончательный — проверка годности законченных изделий. Окончательному контролю подвергаются детали и узлы перед отправкой их на склады или в другие цехи;
по месту выполнения контроля: стационарный, который осуществляется на постоянном месте или на открытом пункте; летучий (скользящий), который осуществляется контролем, обслуживающим несколько рабочих мест;
по количественному охвату объектов контроля: сплошной, когда проверяются все предъявленные изделия; выборочный, когда из каждой партии проверяется определенный процент изделий (деталей). При обнаружении хотя бы одного дефекта изделия отбирается повторная проба в том же количестве.
Одним из наиболее действенных методов контроля является самоконтроль. К числу передовых методов технического контроля относится статический контроль. Это научно обоснованный контроль в ходе изготовления изделий с графическим или табличным показом результатов измерения, который позволяет предвидеть вероятность появления брака до его образования. Статические методы контроля основаны на положении теории вероятностей и математической статистики. Они применяются в следующих направлениях: статический анализ; приемный контроль; предупредительный (текущий) контроль.
Статический анализ позволяет исследовать производственный процесс статическими методами, дать оценку технологическому процессу для того, чтобы установить закономерности изменения размеров деталей в процессе их обработки. Цель приемного контроля — выборочная проверка годности изделий. Предупредительный контроль заключается в периодической по разработанному и утвержденному графику проверке качества продукции путем отбора проб или с выявлением на этой основе и устранением отклонений от нормального хода технологических процессов еще до того, когда эти отклонения могут привести к браку.
Статический метод основывается на выборочном контроле небольшого числа проб, по свойствам которых судят о состоянии всей партии продукции.
Метрологическое обеспечение предприятий вагонного хозяйства
Метрологическое обеспечение производства включает в себя комплекс организационно-технических мероприятий, направленных на повышение качества ремонта и технического обслуживания вагонов, обеспечение безопасности движения поездов и безопасных условий труда, достоверности учета материальных ценностей и энергетических ресурсов.
С 1-го июня 1993 г. введен в действие Закон Российской Федерации «Об обеспечении единства измерений», в котором определены новые основные понятия и термины в области метрологии:
метрологический контроль и надзор — деятельность, осуществляемая органом государственной метрологической службы или метрологической службой юридического лица в целях проверки соблюдения установленных метрологических правил и норм;
поверка средств измерений — совокупность операций, выполняемых органами государственной метрологической службы, с целью определения и подтверждения соответствия средств измерений установленным техническим требованиям;
калибровка средств измерений — совокупность операций, выполняемых с целью определения и подтверждения действительных значений метрологических характеристик и пригодности к применению средства измерений, не подлежащего государственному метрологическому контролю и надзору;
сертификат об утверждении типа средств измерений — документ, выдаваемый уполномоченным на то государственным органом, удостоверяющий, что данный тип средств измерений утвержден в порядке, предусмотренном действующим законодательством, и соответствует установленным требованиям;
аккредитация на право поверки средств измерений — официальное признание уполномоченным на то государственным органом полномочий на выполнение поверочных работ;
лицензия на изготовление (ремонт, продажу, прокат) средств измерений — документ, удостоверяющий право заниматься указанными видами деятельности, выдаваемый юридическим и физическим лицам органом государственной метрологической службы;
сертификат о калибровке — документ, удостоверяющий факт и результаты калибровки средств измерений, который выдается организацией, осуществляющей калибровку.
Основными задачами метрологического обеспечения производства (МОП) являются: контроль за изготовлением, техническим состоянием, применением и ремонтом средств измерений и соблюдением метрологических правил, требований и норм; проведение анализа состояния измерений, разработка на его основе и осуществление мероприятий по совершенствованию метрологического обеспечения, участие в разработке и выполнении заданий, предусмотренных программами метрологического обеспечения производства; установление рациональной номенклатуры измеряемых параметров и оптимальных норм точности измерений при ремонте и техническом обслуживании узлов и деталей вагонов, изготовлении запасных частей; проведение работ по разработке и внедрению современных методик выполнения измерений и средств измерений, испытаний и контроля, установлению рациональной номенклатуры применяемых средств измерений и средств поверки; внедрение государственных стандартов и другой НТД по метрологии, разработка и внедрение стандартов предприятия, программ аттестации испытательного оборудования; проведение метрологической экспертизы технической и технологической документации; поверка средств измерений и метрологическая аттестация не стандартизованных средств измерений (НСИ), разрабатываемых и изготовляемых в день; аттестация испытательного оборудования; аттестация методик выполнения измерений; обеспечение измерений и испытаний ремонтируемых узлов и деталей вагонов, а также параметров вагонов при эксплуатации.
Решение задач метрологического обеспечения осуществляют подразделения вагонного депо под методическим руководством и при непосредственном участии в работах ответственного за метрологическое обеспечение производства.
Общее руководство и ответственность за метрологическое обеспечение производства на предприятии возлагается на главного инженера.
Комплексное решение всех задач является необходимым условием для достижения основной цели метрологического обеспечения производства на предприятии — повышения качества выпускаемой продукции и эффективности управления производством.
Ведомственная метрологическая служба, являясь частью единой метрологической службы страны, осуществляет комплекс работ по обеспечению единства и требуемой точности измерений, выполняемых на предприятиях и в организациях министерства и направленных на ускорение технического прогресса, повышение эффективности производства и улучшение качества выпускаемой продукции. Типовые положения, утвержденные Госстандартом, предусматривают: построение ведомственной метрологической службы как системы с центральным руководством, с четкой регламентацией задач отдельных ее звеньев и функциональных связей между ними.
Головные и базовые организации метрологической службы определяются министерством по согласованию с Г осстандартом из числа ведущих научно-исследовательских, проектно-конструкторских и технологических организаций.
Головная организация метрологической службы осуществляет научно-методическое руководство базовыми организациями, координируя их работу, прикрепляет предприятия министерства к базовым организациям для метрологического обслуживания.
За базовыми организациями закреплена определенная номенклатура продукции, для разработки, производства, испытания и эксплуатации которой и ставится задача поддержания метрологического обеспечения на должном уровне.
Основной задачей ведомственной метрологической службы МПС является обеспечение на железнодорожном транспорте единства и точности измерений как важного средства ускорения технического прогресса, обеспечения высокого качества ремонта и обслуживания подвижного состава и других технических средств транспорта, безопасности движения поездов, безопасных условий труда, правильного учета материальных ценностей. Задачи ведомственной метрологической службы МПС, ее структура определены «Положением о метрологической службе Министерства путей сообщения» № ЦТех/4691 (РД 32-06-89).
Метрологическая служба МПС состоит из: службы главного метролога МПС;
ответственных за метрологическое обеспечение подотрасли и управлений МПС;
головных организаций метрологической службы МПС (ВНИИЖТ); базовых организаций метрологической службы МПС, в том числе в вагонном хозяйстве — ПКБ ЦВ, исполнительным органом которого является отдел стандартизации и метрологии;
головных организаций метрологической службы железных дорог; метрологических служб научно-производственных или производственных объединений промышленного железнодорожного транспорта;
метрологических служб предприятий, проектно-конструкторских, научно-исследовательских и других организаций и учреждений.
На метрологическую службу депо возлагаются следующие основные обязанности:
проверка состояния измерений и подготовка предложений по их совершенствованию;
внедрение стандартов и отраслевой нормативно-технической документации, регламентирующей вопросы метрологического обеспечения;
организация и проведение метрологической экспертизы документации, разрабатываемой в депо;
участие в работах по установлению рациональной номенклатуры измеряемых параметров, оптимальных норм точности измерений, назначении средств и методик выполнения измерений, обеспечивающих достоверный контроль и управление технологическими процессами, контроль и испытания узлов и деталей вагонов после ремонта, а также обеспечения безопасности труда, охраны окружающей среды и рационального использования материалов и природных ресурсов;
участие в разработке нормативно-технических документов по вопросам метрологического обеспечения, разработка в необходимых случаях методик выполнения измерений, средств измерений, испытаний и контроля;
разработка программ и методик аттестации нестандартизованных средств измерений и испытательного оборудования, участие в аттестации испытательного оборудования, проведение аттестации разрабатываемых для нужд предприятия нестандартизованных средств измерений, испытаний и контроля;
ведение оперативного учета средств измерений, испытательного и поверочного оборудования, создание обменного фонда средств измерений;
составление графиков поверки средств измерений, согласование их с поверяющими организациями, утверждение и обеспечение своевременного представления средств измерений на поверку;
организация и проведение поверки и ремонта средств измерений; составление заявок на образцовые средства измерений, участие в определении потребности подразделений предприятия в рабочих средствах измерений, испытательного и поверочного оборудования, согласование сводных заявок на приобретение средств измерений, участие в оформлении актов на списание средств измерений;
участие в анализе причин нарушения безопасности движения поездов, безопасности труда, нарушении технологических режимов ремонта и технического обслуживания вагонов, брака продукции, непроизводительного расхода сырья, материалов, энергии, топлива и других потерь производства, связанных с состоянием средств измерений и контроля;
изучение эксплуатационных свойств измерений и направление материалов по итогам этой работы вышестоящей организации метрологической службы.
Метрологической службе предоставляется право: давать руководителям подразделений обязательные для исполнения предписания об устранении выявленных нарушений и об изъятии средств измерений не пригодных к применению;
вносить предложения руководству об отмене изданных предприятием нормативно-технических документов, распоряжений и указаний, противоречащих действующему законодательству, государственным стандартам и отраслевым нормативным документам;
получать от руководителей структурных подразделений материалы и сведения, необходимые для выполнения обязанностей, возложенных на метрологическую службу;
вносить предложения руководству о принятии мер в отношении лиц, допустивших нарушение метрологических правил;
вносить предложения о поощрении работников метрологической службы, добившихся высоких показателей в работе.
Ведомственный метрологический контроль предприятий вагонного хозяйства осуществляется методом комплексных проверок, проводимых департаментом вагонного хозяйства, базовой организацией метрологической службы (ПКБ ЦВ МПС), службами вагонного хозяйства железных дорог и самими предприятиями по годовым планам-графикам. К метрологическим подразделениям предприятий вагонного хозяйства относятся лаборатории и участки контрольноизмерительных приборов (КИП) и контрольно-поверочные пункты (КПП), которые создаются для ремонта, ведомственной поверки и аттестации нестандартизованных средств измерений и общепромышленного назначения. Метрологические подразделения могут обеспечивать ремонт и поверку средств измерений не только собственного предприятия, но и других прикрепленных. В этом случае предприятие является базовым органом ведомственной метрологической службы.
Решение о создании метрологического подразделения на предприятии принимает базовая метрологическая организация ПКБ ЦВ МПС после тщательного технико-экономического анализа целесообразности такого мероприятия. Регистрацию метрологических подразделений по ремонту и поверке средств измерений общепромышленного назначения проводит территориальный орган Госстандарта РФ в срок не более одного месяца со дня получения письменного заявления от предприятия. После проверки достоверности сведений, указанных в заявлении, орган Госстандарта РФ составляет акт установленной формы с выводами о возможности выполнения предполагаемых работ. Разрешение оформляется выдачей предприятию регистрационного удостоверения на право ремонта или поверки средств измерений.
Разрешение на выполнение работ по ремонту и поверке не стандартизованных средств измерений узкоотраслевого специального назначения выдает изложенным выше порядком служба вагонного хозяйства управления дороги или Дорожная измерительная лаборатория (ДИЛ) также по письменному заявлению предприятия. Регистрационные удостоверения имеют срок действия 5 лет, после чего проводится перерегистрация.
Метрологическая служба подразделений вагонного хозяйства выполняет следующие функции: осуществляет координацию и методическое руководство работами, направленными на обеспечение единства и требуемой точности измерений, выполняемых на различных производственных участках предприятий; анализирует причины нарушения технологических режимов, появления брака, непроизводительных расходов сырья, материалов, энергии и других производственных потерь, связанных с состоянием средств измерений, испытаний и выполнением контрольно-измерительных операций.
Группы, ремонтирующие средства измерений, должны обеспечить организацию и проведение ремонтно-юстировочных, хозяйственных и вспомогательных работ для нужд метрологических подразделений депо. Эти группы должны устанавливать связь с предприятиями, ремонтирующими средства измерений, а также с производственными подразделениями и отделом снабжения депо по вопросам изготовления и приобретения запасных частей для ремонта средств измерений.
Группа поверки средств измерений осуществляет ведомственную поверку всех видов средств измерений, имеющихся в депо, как своими силами, так и организацию их поверки в территориальных органах Госстандарта и дорожных метрологических службах. Эта группа должна поддерживать постоянную связь с органами Г осстандарта по вопросам, связанным с обеспечением поверки средств измерений, разработкой и согласованием графиков поверки; планировать и обеспечивать работу по расширению номенклатуры поверяемых в депо средств измерений; выполнять особо точные измерения по заявкам подразделений депо; рассматривать и выдавать заключения на разрабатываемые в депо методические указания по поверке и аттестации нестандартизованных средств узкоотраслевого назначения; разрабатывать и представлять в территориальные органы Г осстандарта материалы на право проведения поверки средств измерений.
На группу метрологического надзора за средствами измерений и метрологического обеспечения производства возлагается: контроль за правильностью монтажа, установки, состоянием и использованием средств измерений в депо, за своевременностью их поверки; проверка внедрения и соблюдения требований стандартов, инструкций и т.п.; организация и проведение совместно с другими подразделениями депо работ по выявлению фактов нарушения технологических режимов, брака ремонта вагонов, их узлов и деталей, непроизводительного расходования сырья и материалов, энергии, а также других недостатков, являющихся следствием неправильного выбора и применения или неисправности средств измерений.
Указанная группа должна анализировать состояние метрологического обеспечения производства и разрабатывать мероприятия по его улучшению; разрабатывать годовые и перспективные планы метрологического обеспечения производства; подготавливать и представлять их в службу обеспечения производства.
Группа разработки, внедрения и метрологической аттестации нестандартизованных средств измерений, новой измерительной и испытательной техники разрабатывает и внедряет новые средства измерений узкоотраслевого назначения, методики выполнения измерений, метрологической аттестации и поверки этих средств измерений. Эта группа осуществляет разработку методик аттестации испытательной техники и ее проведение; участвует в приемке импортных и других новых средств измерений, поступающих в депо, в необходимых случаях производит аттестацию и разработку методик на их поверку или аттестацию.
Группа метрологической экспертизы конструкторской, технологической и другой нормативно-технической документации обеспечивает проведение метрологической экспертизы указанной документации на средства измерений, в том числе узкоотраслевого назначения, разрабатываемые в депо. Эта группа рассматривает и подготавливает заключения на проекты нормативно-технической документации по метрологическому обеспечению производства, разрабатываемой Госстан- дартом, базовой организацией метрологической службы вагонного хозяйства (ПКБ ЦВ), другими организациями и предприятиями железнодорожного транспорта.
Группа учета, хранения и выдачи средств измерений ведет технический учет средств измерений, обеспечивает их хранение в соответствии с требованиями стандартов, технических условий или указаний, содержащихся в сопроводительной документации. Эта группа обеспечивает создание обменного (прокатного) фонда средств измерений, ведет учет приема их на поверку и ремонт.
Метрологическая служба депо является самостоятельным производственным подразделением, которое создается по приказу начальника депо при согласовании с дорожной измерительной лабораторией и территориальными органами Г осстандарта РФ.
Создаваемые в депо лаборатории КИП или КПП по поверке и ремонту средств измерений регистрируют в территориальных органах Г осстандарта. Право на поверку и ремонт средств измерений предоставляется депо в том случае, если лаборатории КИП или КПП обеспечены:
помещениями, позволяющими выполнять поверочные работы;
необходимым числом аттестованных образцовых средств измерений и поверочных установок;
квалифицированными кадрами специалистов по ремонту и поверке средств измерений;
технической документацией (стандартами, инструкциями, методическими указаниями, графиками периодичности поверки, поверочными схемами).
Если депо не получит право на ремонт и поверку средств измерений, оно должно заключить договор с дорожно-измерительной лабораторией или территориальными органами Г осстандарта на проведение указанных работ.
Средства измерений, применяемые при ремонте вагонов, разделяются на четыре основные группы: меры, калибры, универсальные приборы и инструменты; специальные средства измерений — калибры, линейки, штанген-инструмент и микрометрический инструмент — называются измерительным инструментом.
Меры с постоянным значением — средства измерений, воспроизводящие единицу измерения либо ее краткое значение. Меры с переменным значением — меры, воспроизводящие любые кратные значения единицы измерения в определенных пределах.
Калибры — бесшкальные измерительные инструменты для контроля отклонений размеров, формы и положения поверхности деталей без определения числового значения измеряемой величины.
Универсальные средства измерений — инструменты и приборы, позволяющие определить значение контролируемой величины в определенном интервале ее значений. По конструктивным признакам универсальные инструменты и приборы делятся на:
штриховые инструменты, снабженные нониусом (штанген-инстру- менты и универсальные угломеры);
микрометрические инструменты, основанные на применении микропар (микрометры, микрометрические нутромеры, глубиномеры, и др.);
рычажно-механические приборы, которые подразделяются на: собственно рычажные приборы (миниметры и др.); зубчатые приборы (индикаторы часового типа); рычажно-зубчатые приборы (микрометры); рычажно-оптические приборы (оптиметры); оптические приборы (длинномеры, проекторы); манометры всех типов — показывающие, самопишущие и дистанционные; электрические приборы различного назначения.
Специальные средства измерений — измерительные средства, предназначеные для контроля конкретных изделий с высокой производительностью и точностью.
Кроме того, все средства измерений подразделяются на стандартизованные и нестандартизованные.
К стандартизованным средствам измерений относятся приборы и инструменты, изготовляемые приборостроительной промышленностью по техническим условиям, установленным стандартами, и подлежащие государственным испытаниям. Примером таких средств измерений могут служить расходомеры, электрические приборы, манометры, гири, тахометры, счетчики оборотов, весоизмерительные приборы, линейно-угловые средства измерений, выпускаемые промышленностью, и т.д.
К нестандартизованным средствам измерений относятся меры, Измерительные приборы, преобразователи и установки, изготавливаемые в единичном экземпляре или разовой партии и не предназначенные для серийного или массового производства. Нестандартизован- ные средства измерений взамен государственных испытаний подвергают метрологической аттестации.
Нестандартизованные средства измерений подразделяются на средства измерений общеотраслевого и узкоотраслевого назначения. К средствам измерений общеотраслевого назначения относятся средства измерений, разрабатываемые и изготовляемые для использования в пределах отрасли или ряда смежных по своим задачам отраслей.
Средствами измерений узкоотраслевого назначения являются средства измерений, разрабатываемые и изготовляемые для продолжительного и многократного применения в пределах предприятия или на ряде смежных по тематике предприятий.
Опыт ремонта вагонов показывает, что, несмотря на увеличение производства стандартизованных средств измерений общепромышленного назначения, внедрение нестандартизованных средств измерений имеет массовый характер и является закономерным явлением в практике метрологического обеспечения. Во многих случаях эти средства измерений являются основными, рассчитанными на получение надежной измерительной информации при проведении измерений узлов и деталей вагонов. К таким средствам измерений относятся различные шаблоны для измерения автосцепок, колесных пар, тележек, буксового узла, автотормозов, приспособления и стенды, используемые при ремонте электрического, дизельного, холодильного и другого оборудования вагонов.
Большинство из перечисленных средств измерений предназначается для проверки конкретных параметров узлов и деталей вагонов. Недостающие средства допускается разрабатывать и изготовлять силами вагонных депо.
Система метрологического надзора за средствами измерений представляет собой комплекс правил, положений и требований технического, экономического и правового характера, определяющих организацию и порядок проведения работ по проверке, ревизии и экспертизе средств измерений.
Важнейшей формой государственного надзора за измерительной техникой являются поверки средств измерений для установления их метрологической исправности — первичные, периодические, внеочередные и инспекционные.
Первичную поверку производят при выпуске нового или отремонтированного средства измерений, периодическую — в процессе его эксплуатации или хранения через определенное время. Межповероч- ные интервалы надо устанавливать с таким расчетом, чтобы обеспечить метрологическую исправность средств измерений в периоды между поверками.
Внеочередные поверки выполняют до наступления срока очередной периодической поверки в случаях: необходимости подтверждения исправности средства измерений; повреждения поверительного клейма, пломбы или утраты документов, подтверждающих прохождение периодической поверки; ввода средств измерений в эксплуатацию после хранения, в течение которого не проведена периодическая поверка в связи с требованиями консервации; проведения работ по корректированию межповерочных интервалов; ввода в эксплуатацию средств измерений зарубежного производства; ввода средств измерений в эксплуатацию после транспортировки, возвращения из ремонта.
Инспекционная поверка средств измерений проводится при метрологической ревизии. Цель поверки — определить исправность средств измерений, выпускаемых после изготовления или ремонта и находящихся в обращении.
Все работы, связанные с поверкой средств измерений, выполняет специальная группа поверки, которая является структурным подразделением метрологической службы депо. Эта группа осуществляет своими силами ведомственную поверку всех средств измерений, имеющихся в депо, а также организует их поверку в территориальных органах Г осстандарта и дорожных лабораториях. Г руппа должна разрабатывать графики поверки и контролировать их выполнение, планировать и обеспечивать работы по расширению номенклатуры поверяемых в депо средств измерений, рассматривать и выдавать заключения на разрабатываемые в депо методические указания по поверке и аттестации нестандартизованных средств измерений, разрабатывать и представлять в территориальные органы Г осстандарта материалы на право проведения поверки.
Одним из наиболее важных вопросов деятельности группы поверки является установление и соблюдение межповерочных интервалов (периодичности поверок). При определении периодичности поверок учитывают точность измерений, достигаемую с помощью данного средства, интенсивность использования, частоту смены режимов и условий, в которых работает данное средство. Для правильного планирования поверок необходимо также иметь сведения о количестве ремонтируемых и примерном поступлении новых средств измерений За рассматриваемый период.
Результаты поверок оформляют составлением протоколов, внесением отметок в паспорта или выдачей аттестатов (на образцовые средства измерений — свидетельств). Аттестаты, как правило, выдают на те средства измерений, при пользовании которыми необходимо учитывать погрешность показаний. На точные средства измерений ставят поверочное клеймо. Оттиск клейма делается на мастичной или металлической пробке, закрывающей доступ внутрь средства измерений, или на пломбе, установленной так, чтобы нельзя было открыть механизм без ее повреждения. Оттиск клейма можно наносить также краской на корпус или стекло измерительного прибора и в паспорта линейно-угловых средств измерений. Паспорта, аттестаты и свидетельства хранятся у главного метролога (инженера-метролога) депо.
К проведению поверки допускают лиц, имеющих специальную метрологическую подготовку.
Поверки нестандартизованных средств измерений проводят работники, аттестованные комиссией депо или службы вагонного хозяйства.
Работники, производящие ремонт, наладку и юстировку средств измерений, не имеют права выполнять их поверку. В отдельных случаях по решению территориального органа Г осстандарта оно может быть предоставлено после соответствующей метрологической подготовки лицам, осуществляющим ремонт этих средств только для нужд депо.
Численность поверителей определяют с учетом количества поверяемых средств, периодичности поверок и норм времени на их выполнение.
При поверке средств измерений узкоотраслевого назначения выполняются следующие основные операции: внешний осмотр; проверка взаимодействия частей приборов и приспособлений; проверка контрольных размеров шаблона; определение метрологических характеристик (шероховатость, взаимное положение измерительных поверхностей, ширина и глубина штрихов шкалы и т.д.), влияющих на точность измерений приборов или приспособления; определение погрешности показаний. В процессе внешнего осмотра проверяют комплектность средств измерений по документации, выявляют на рабочих поверхностях деталей вмятины, изгибы, задиры, следы коррозии и другие дефекты, искажающие показания. Взаимодействие частей приборов и приспособлений проверяют опробованием. Обращают внимание на состояние шарнирных соединений (подвижные части должны перемещаться свободно и без заеданий), проверяют крепление заклепок, штифтов, болтов, винтов.
Контрольные размеры шаблонов, определяющие геометрию, состояние (износ) и положение рабочих поверхностей контролируемых деталей, проверяют с помощью образцовых средств измерений общепромышленного назначения и контрольных шаблонов. В качестве образцовых применяются меры длины и наборы принадлежностей к ним, лекальные и поверочные угольники, поверочные плиты, наборы щупов, микрометры гладкие и рычажные, нутромеры микрометрические и индикаторные, измерительные головки и др. Образцовые средства измерений применять для выполнения практических замеров нельзя.
Метрологические характеристики, влияющие на точность показаний прибора, определяют, как правило, при первичной поверке (аттестации) после изготовления. Если в процессе эксплуатации эти характеристики могут изменяться, их контролируют и при периодической поверке.
Погрешность показаний измерительных приборов и приспособлений определяют по формуле:
где х— показание поверяемого прибора (приспособления);
Максимальное расчетное значение А не должно превышать допустимой погрешности Ддоп, установленной техническими требованиями на данный прибор.
Неразрушающий контроль изделий
Наиболее распространенными дефектами в нагруженных деталях подвижного состава являются усталостные трещины, которые, как правило, развиваются постепенно и в начале развития могут быть совершенно незаметны. Иногда они появляются в недоступных для осмотра местах. Характерным примером являются усталостные трещины, возникающие в осях колесных пар под ступицами напрессованных на них колес или под кольцами роликовых подшипников.
Появление усталостных дефектов с возможностью разрушения элементов ставит под угрозу безаварийную эксплуатацию подвижного состава. Обеспечение безопасности движения за счет своевременного обнаружения дефектов усталостного происхождения и заводских пороков в ответственных элементах подвижного состава ежегодно приносит огромный экономический эффект, не говоря уже о сохранении человеческих жизней. Решение этой проблемы достигается современными методами неразрушающего контроля.
Для обнаружения дефектов в изделиях с помощью методов неразрушающего контроля промышленность выпускает специальные приборы— дефектоскопы. В некоторых случаях с помощью дефектоскопа можно определить форму, размеры дефекта и место его расположения в изделии.
Совокупность методов и приборов для обнаружения дефектов в изделиях без их разрушения составляет основу дефектоскопии.
Классификацией, установленной ГОСТ 18353-79, предусмотрено 10 видов неразрушающего контроля: магнитный, акустический, капиллярный, оптический, радиационный, радиоволновый, тепловой, течеискание, электрический, вихретоковый. Применение этих видов неразрушающего контроля основано на взаимодействии контролируемого изделия с электромагнитными и акустическими полями, проникающими частицами или веществами.
В вагоностроении и вагонном хозяйстве наибольшее распространение получили следующие методы неразрушающего контроля: визуальный, капиллярный (проникающих жидкостей), магнитный, элект- роиндукционный (вихревой), ультразвуковой, гамма-лучевой (проникающих излучений).
Феррозондовым методом разрешается контролировать тележки грузового вагона в сборе; боковые рамы и надрессорные балки по отдельности; корпус автосцепки, поглощающий аппарат и тяговый хомут; клин тягового хомута и другие детали.
В качестве примера рассмотрим технологию дефектоскопирования боковой рамы и надрессорной балки с помощью феррозондовой установки.
Установка состоит из дефектоскопа ДФ-201 и намагничивающего устройства МСН-10. Дефектоскоп содержит феррозондовый преобразователь и электронный блок.
Феррозондовый преобразователь состоит из двух катушек индуктивности с цилиндрическими сердечниками диаметром 0,25 мм. Катушки установлены так, чтобы сердечники были параллельны. На корпус преобразователя надет защитный колпачок. Феррозондовый датчик, размещенный над дефектом, превращает в электрический сигнал градиент нормальной составляющей поля рассеяния дефекта.
Электронный блок функционально делится на устройство обработки феррозондового преобразователя и систему сбора, хранения и передачи на ПЭВМ собранной информации об объеме контроля.
Проверка надрессорной балки производится в четыре, а боковой рамы — в два приема, поворотом относительно оси. Дефект сопровождается отклонением стрелки индикатора и регистрируется по контуру, как правило, мелом.
Намагничивающее устройство МСН-10 представляет собой пять электромагнитов постоянного тока, на которые устанавливается рама тележки (без колесных пар). Каждая боковая рама опирается подвесочной полкой на два смежных полюса двух соосно расположенных под боковой рамой электромагнитов. Надрессорная балка намагничивается отдельным электромагнитом. Намагничивание производится в автоматическом режиме. Дефектоскопирование деталей тележки производится методом остаточной намагниченности. Уровень намагниченности контролируется с помощью образцовой меры градиента магнитного поля «Градиент М-101», измерение магнитной индукции производится приборами МФ-107, Ф-50, Ф-190 и Ф-191, эталонными образцами являются СО-021, СО-022, СО-023. Устройство МСН-10 дает возможность контролировать от 6 до 20 рам тележек в час.
Перемещение феррозондового датчика при сканировании контролируемой поверхности необходимо выполнять медленно, с легким нажатием. Направление продольной оси датчика при движении должно совпадать с касательной к поверхности на криволинейных участках и с направлением длины зоны — на прямолинейных участках. Не допускаются перекосы датчика, отрыв донышка от поверхности. При попадании загрязнений на донышко датчика его необходимо регулярно зачищать. При обнаружении дефектов места их появления обводятся по контуру мелом в том случае, если при повторном сканировании подается повторный сигнал с большим градиентом магнитного поля. На узких полосках металла, например, кромке окна боковой рамы тележки, сканирование проводят 2-3 раза в обе стороны. На плоской поверхности рекомендуется зигзагообразное сканирование. Все сигналы, подаваемые на дефектоскоп, фиксируются и заносятся в память дефектоскопа.
Если при сканировании обнаружен сигнал регистрации дефекта в виде световой и звуковой индикации для вихретокового и отклонение стрелки прибора для феррозондового дефектоскопирования, оператор должен провести проверку наличия дефекта еще 3-4 раза. Если рядом, в пределах 5-10 мм, срабатывание не повторяется, можно предположить локальную неоднородность металла и продолжить контроль. В спорных случаях требуется очистить отмеченное место от грязи и проконтролировать его магнитопорошковым методом. Для этого посыпают порошок крупнозернистой структуры (ПЖВ-5) на контролируемую поверхность и производят проверку дефектоскопом МД 12П. Вид дефекта — газовые поры, непровары, трещины, шлаковые включения — определяется по его конфигурации.
Визуальному осмотру подвергается вся поверхность боковых рам и надрессорных балок. При этом особое внимание следует обратить на места, где датчиком был подан сигнал, и на качество очистки зон повреждаемости деталей. При наличии загрязнений указанные зоны необходимо очистить скребками или металлической щеткой. Грубые дефекты можно определить по изменению цвета и растрескиванию краски. Для уточнения наличия дефекта используется лупа с 4-8-кратным увеличением и переносная лампа.
Применение феррозондового метода контроля дисков и гребней цельнокатаных колес также разрешается проводить по методике, утвержденной ЦВ МПС.
Вихретоковый метод контроля предназначен для выявления поверхностных дефектов типа волосовин, усталостных и наклепочных трещин на деталях из электропроводящих материалов.
Принцип действия вихретоковых дефектоскопов основан на возбуждении в контролируемом изделии вихревых токов с помощью вихретокового преобразователя. В качестве преобразователя обычно используются индуктивные катушки, по которым пропускается переменный или импульсивный ток, создающий вокруг катушки электромагнитное поле. При установке преобразователя на металлическую поверхность магнитное поле катушки вызывает в поверхностном слое металла вихревые токи в виде концентрических окружностей, максимальный диаметр которых примерно равен диаметру катушки. Вихревые токи создают собственное (вторичное) магнитное поле, которое воздействует на параметры преобразователя. По характеру этого воздействия можно судить о состоянии поверхностного слоя контролируемой детали, в том числе о наличии трещины.
Параметры вихревых токов зависят от многих факторов, в том числе от электромагнитных свойств поверхностного слоя контролируемого материала, частоты и формы возбуждающего тока. Вихревые токи возбуждаются непосредственно под вихретоковым преобразователем, установленным на контролируемую поверхность, и проникают на глубину от долей миллиметра до нескольких миллиметров в зависимости от частоты возбуждающего тока. Чем выше частота, тем меньше глубина проникновения вихревых токов.
Вихретоковые дефектоскопы отличаются типом преобразователя, частотой и видом возбуждающего тока, способом обработки сигнала, поступившего от преобразователя.
Как и феррозондовый, вихретоковый метод выявления дефектов металлоконструкций, узлов и деталей вагонного оборудования обеспечивает выявление поверхностных нарушений, трещин и т.п. сканированием датчика по поверхности изделия. Дефектоскопирование применяется для проверки боковых рам, надрессорных балок, цельнокатаных колес и автосцепных устройств. Как и для феррозондового метода проверке подлежат углы буксового и рессорного проемов, пояс над буксовым проемом, наклонный пояс, отбуртовки окон. Наличие поперечных трещин независимо от размера сопровождается браковкой изделия. Для автосцепок вихретоковому контролю подвергаются хвостовик со стороны тягового клина и зев автосцепки по контуру. Для выявления трещин и волосовин на образующих и торцах стальных цилиндрических роликов целесообразно использование автоматических установок ДТ-411, с помощью которых обеспечивается сортировка контролируемых изделий на годные и бракованные. Кроме того, буксовые узлы могут проверяться виброакустическими методами. Более подробно зоны контроля и его методика показаны в приложениях 1 и 2. Особенностями контроля состояния этим методом следует считать выбор преобразователя по диаметру в зависимости от зоны контроля. Толщина неметаллического покрытия изделия не должна превышать 2 мм. Сложности применения вихретоковых дефектоскопов дополнительно связаны с шероховатостью контролируемой поверхности. Максимальная величина шероховатости Rzне должна превышать значения 80-100.
Таким образом, для вихретокового и феррозондового методов усматривается определенная общность подходов в отыскании дефектов и особенностях пользования.
Методы проникающих жидкостей основаны на способности некоторых жидкостей проникать в мельчайшие трещины и задерживаться в них при удалении жидкости с поверхности. В состав проникающих жидкостей чаще всего входит керосин.
При люминесцентном методе в керосин добавляют масло МС-20 или МК-22 (10-15%), обладающее способностью светиться (люми- несцировать) в темноте при ультрафиолетовом облучении.
Магнитные методы контроля основаны на принципе измерения распределения магнитных полей в намагниченных деталях, так как в местах нарушения сплошности металла происходит деформация магнитного поля, которую можно зафиксировать.
Для повышения эффективности дефектации применяют комбинированные методы, например магнитно-люминесцентный. При этом методе проверяемую деталь намагничивают на магнитном дефектоскопе, смачивая в водной суспензии железного крокуса с добавлением люминофора. После смачивания деталь осматривают под ультрафиолетовыми лучами. Если на поверхности имеется трещина, то проникающий в нее раствор ярко светится, обнаруживая имеющиеся дефекты. Метод позволяет определить очень тонкие трещины и волосовины в материале деталей. По окончании проверки деталь размагничивают и промывают.
В феррозондовом методе фиксацию рассеяния магнитных полей от дефектов производят с помощью датчиков. Феррозондовый датчик обычно состоит из двух одинаковых полузондов в виде пермалоевых сердечников с двумя катушками. Одна катушка служит для возбуждения в сердечнике переменного магнитного потока, а другая служит для измерения э.д.с. Соединение измерительных катушек полузондов осуществляется так, чтобы при отсутствии измеряемого поля выходное напряжение было равно нулю. При диагностировании феррозондовый датчик перемещают по поверхности контролируемой детали и выявляют неравномерность магнитного поля, вызванную скрытыми дефектами.
Магнитографический метод контроля основан на фиксации рассеяния магнитных потоков с помощью ферромагнитной ленты, обычно применяемой для магнитной звукозаписи. Процесс контроля состоит в следующем: производится намагничивание диагностируемой детали и записывается рассеяние полей, возникшее в месте дефекта; воспроизводятся и расшифровываются «записанные» поля с целью выявления имеющихся дефектов. Особенно эффективен магнитографический метод при контроле сварных швов. Необходимо учитывать, что наиболее эффективно выявление дефектов происходит при намагничивании постоянным током так, чтобы магнитный поток располагался под прямым углом к оси предполагаемого дефекта. Однако этот метод недостаточно чувствителен к выявлению дефектов округлой формы, таких как непровары, шлаковые включения и т.д. В связи с этим для диагностирования особо ответственных деталей магнитографический метод дублируют другими способами контроля.
Электроиндуктивный метод основан на том, что в детали индуктируются вихревые токи, значения которых зависят как от электротехнических качеств ее материала, так и от имеющихся поверхностных (подповерхностных) трещин, пустот, нетокопроводящих включений.
В качестве датчиков применяют измерительные катушки индуктивности различных типов. Кроме обнаружения дефектов, этот метод применяют для измерения толщины покрытий, листовых материалов и труб.
В вагонном хозяйстве широкое распространение получил ультразвуковой метод. Этот метод контроля основан на способности ультразвуковых колебаний распространяться в материале на большие расстояния в виде направленных пучков и испытывать значительное отражение от границы раздела двух сред, резко отличающихся величиной волнового сопротивления. Так ультразвуковые колебания почти полностью отражаются от места расположения дефекта (трещины, газового пузыря и др.). Наибольшее распространение в вагоностроении и вагонном хозяйстве получили следующие виды ультразвукового контроля: резонансный, теневой, эхо-метод, импедансный, свободных колебаний.
Резонансный метод используется для измерения толщины труб, листов, стенок резервуаров, а также для определения уровня жидкости в закрытых резервуарах. Этот метод основан на возбуждении резонансных колебаний в контролируемом месте детали. Резонанс наступает в том случае, если толщина детали равна целому числу полуволн ультразвуковой волны. Следовательно, генератор ультразвуковых колебаний (УЗК) должен иметь регулируемую частотную характеристику.
Теневой метод, или метод сквозного прозвучивания, предусматривает ввод УЗК с одной стороны детали и прием волн с другой. Таким образом, УЗК как бы «просвечивают» деталь; если на пути их распространения встретится дефект, то величина их существенно уменьшится. Эксперименты показывают, что чувствительность теневого метода достигает величин порядка десятых долей миллиметра.
Эхо-метод основан на фиксации отраженных от дефекта волн УЗК (эхо-сигнал). Следовательно, в деталь вводится импульс УЗК и измеряется отраженный сигнал. Этим методом обычно выявляют нарушения сплошности материала.
Импедансный метод использует принцип механического сопротивления (импеданса). Если в контролируемом изделии возбуждать упругие колебания, то изделие будет «оказывать сопротивление», величина которого определяется в первую очередь жесткостью всего изделия. При проходе датчика генерирующего УЗК через дефект, сопротивление резко уменьшается, что фиксируется измерительным устройством.
Метод свободных колебаний, заключается в том, что если механическую систему привести в колебание импульсом УЗК, то закономерности свободных затухающих колебаний будут определяться только параметрами самой системы. Анализируя эти колебания, устанавливают наличие дефекта.
При выборе метода ультразвукового контроля необходимо учитывать тип волн, способы контакта излучателей (приемников) с диагностируемым объектом, частотный диапазон и режим излучения, а также регистрируемые параметры. При введении ультразвуковых колебаний в деталь необходимо свести до минимума потери энергии. Передачи УЗК через воздушный зазор (бесконтактный ввод) приводят к большим потерям энергии вследствие отражательных свойств воздушной прослойки. Поэтому широко используются различные способы контактного ввода УЗК. Например, УЗК могут быть переданы через сухой контакт между деталью и излучателем, но потеря чувствительности при контроле таким способом из-за шероховатости поверхности составляет иногда более 25%.
Значительно сокращаются потери энергии при иммерсионном способе. Он предполагает погружение контролируемой детали в ванну с жидкостью, в которой расположены излучатели УЗК. Очень часто в качестве контакта используется смазка между деталью и излучателем.
В комплект преобразователей для дефектоскопии вагонных осей включают преобразователь ПМКЖ-3. В качестве контактной среды таких преобразователей применяют магнитную жидкость. Для этого в корпусе каждого преобразователя установлена специальная магнитная система, удерживающая магнитную жидкость в области ввода упругих волн в объект контроля. Магнитная система состоит из постоянного магнита и магнитопровода, замкнутого на контактную поверхность в области, лежащей вне ввода упругих колебаний. В качестве контактной жидкости используют магнитные жидкости на основе минерального масла, керосина, воды и других веществ, используемых в ультразвуковой дефектоскопии.
Применение магнитной жидкости обеспечивает более высокую надежность и производительность контроля даже с шероховатой поверхностью, а также при ее вертикальном расположении без погружения изделия в иммерсионную ванну. Вследствие самоудерживания преобразователя на контактной поверхности изделия освобождаются руки оператора для настройки дефектоскопа и анализа осциллограмм, что снижает утомляемость операторов и уменьшает вероятность пропуска дефектов.
Применение преобразователей с магнитными контактными жидкостями позволяет механизировать и автоматизировать процесс ультразвуковой дефектоскопии.
Метод проникающих излучений использует способность электромагнитных излучений с длинной волны от 10 до 1 х10′ 3 А (1 • Ю’ 10 м) и разной энергии квантов проникать в различные среды, при этом снижая свою интенсивность в зависимости от свойств среды. Изменение интенсивности прохода излучения через деталь регистрируется соответствующими счетчиками, фотопленкой и т.д. В качестве излучений широко используют рентгеновские или гамма-лучи. Эти методы позволяют контролировать целостность стальных деталей толщиной до 150 мм при чувствительности около 3-10% проверяемой толщины.
Индукционный метод осуществляется с применением катушки индуктивности, перемещаемой относительно намагниченного объекта контроля. В катушке наводится электродвижущая сила соответственно характеристикам полей дефектов.
Контроль течеисканием основан на регистрации утечки индикаторных жидкостей или газов через сквозные дефекты в контролируемом изделии. Этот метод применяется при проверке трубопроводов, тормозных воздушных резервуаров, газовых баллонов и т.п. Утечки можно обнаружить по падению давления в сосуде, по шипению вытекающего газа лакмусовым индикатором или галоидной лампой.
Для обнаружения дефектов в диэлектрических покрытиях электропроводящих объектов в некоторых случаях применяют электроискровой метод. Наличие дефектов в покрытиях фиксируют по электрическим пробоям в дефектной зоне.
В электропроводящих объектах дефекты могут быть обнаружены измерением электрического сопротивления какого-либо участка. При наличии трещины происходит сужение площади сечения, через которую проходит ток, что ведет к возрастанию его электрического сопротивления. Недостаток электроискрового метода — необходимость стабильного контакта контролируемого объекта с токопроводящими щупами.
Оптический метод контроля применяют для измерения геометрических размеров изделий, контроля состояния поверхности и обнаружения поверхностных дефектов. При освещении контролируемой поверхности можно обнаружить невооруженным глазом трещины шириной 0,1 мм, а с помощью увеличительных приспособлений — 30 мкм. Недостаток оптического контроля — необходимость высококачественной очистки контролируемой поверхности.
Тепловой метод контроля основан на регистрации температурных различий отдельных участков контролируемого объекта. При этом объект может быть нагрет внешними источниками тепла или собственными. Различие температур на отдельных участках обусловлено формой объекта, материалом, а также наличием дефектов. Регистрация излучений температурного распределения осуществляется обычно приемниками инфракрасных лучей. Благодаря высокой чувствительности таких приемников контроль можно осуществлять на значительных расстояниях от объекта.
Для контроля целостности сварных швов, соединений, прочности резервуаров и трубопроводов в вагонном хозяйстве широко используют испытание конструкций при действии гидравлического или пневматического давления.
Гидравлическому испытанию подвергают котлы цистерн, воздушные резервуары автотормозов, котлы парового и водяного отопления и др. Испытания проводят после изготовления, периодических видов ремонта, особенно если производились сварочные работы по устранению трещин или других дефектов.
Испытания проводят двумя методами: путем заполнения резервуаров водой и контроля его целостности проверкой при повышенном давлении.
Испытательное гидравлическое давление для каждого типа котлов (резервуаров) регламентируется соответствующими инструкциями.
Обнаруженные места течи обводят мелом и временно подчеканивают для прекращения течи.
После доведения давления в котле до установленного значения его выдерживают под этим давлением в течение 15 мин (не менее). За время испытания сварные соединения (заклепочные) и весь котел тщательно осматривают и обстукивают легкими ударами ручного молотка. Все выявленные при испытании дефекты после снятия гидравлического давления и слива воды необходимо устранить и провести повторное испытание.
В вагонном хозяйстве для создания гидравлического давления используют плунжерные прессы или ручные насосы. Аналогично испытывают и другие резервуары.
Целостность резервуаров и работу различных аппаратов проверяют сжатым воздухом. Это выполняют, например, при деповском и текущем ремонте цистерн в зимнее время, когда испытание наливом воды вследствие обледенения стенок котла становится непоказательным и часто невыполнимым.
Запасные тормозные резервуары, соединительные рукава и другие небольшие резервуары и шланги испытывают сжатым воздухом при погружении их в ванны с водой.
Организация и механизация производственных процессов при ремонте вагонов
Основным средством технологического процесса в вагоноремонтном производстве является комплексная механизация основных и вспомогательных производственных процессов, благодаря которым обеспечивается рост производительности труда, ликвидируются тяжелые и вредные условия труда.
Механизацией производственных процессов называется применение отдельных машин, механизмов и других устройств, заменяющих и облегчающих ручной труд рабочих.
Комплексная механизация — это применение систем и механизмов, управляемых рабочими и позволяющих механизировать весь комплекс работ по данному процессу.
Автоматизацией производственных процессов называется применение машин, агрегатов, установок, аппаратов и приборов, позволяющих автоматизировать производственные процессы. При этом работы по управлению отдельными вспомогательными процессами частично выполняются обслуживающим персоналом.
Комплексной автоматизацией предусматривают применение системы автоматических средств и других средств автоматизации, обеспечивающих выполнение всего комплекса операций по выпуску продукции. Здесь роль обслуживающего персонала сводится к контролю и наблюдению за действием машин.
Комплексная механизация и автоматизация могут быть осуществлены в масштабах участка, цеха или целого предприятия.
С осуществлением специализации вагоноремонтных предприятий и внедрением поточных методов производства необходимость в комплексной механизации и автоматизации производственных процессов значительно возросла. Следует учитывать два аспекта автоматизации производственных процессов — социальный и экономический.
Социальный аспект состоит в облегчении труда человека, улучшении санитарно-гигиенических условий труда и повышении культуры производства.
Экономический аспект автоматизации состоит в повышении производительности труда, снижении себестоимости продукции, улучшении ее качества.
При ремонте вагонов в депо и на заводах работы по поднятию и транспортировке крупных деталей и узлов выполняются механизированными подъемными и транспортными устройствами. Их выбор и установка зависят от размера цехов и габаритных узлов и агрегатов, массы, а также характеристик подъемно-транспортных устройств, которые можно разделить на три группы: подъемные, транспортные и подъемно-транспортные.
К подъемным устройствам относятся домкраты, лебедки, подвесные тали, подъемники, подъемно-опускные стопы, лифты и т.д, которые используются для подъема вагонов.
Домкраты предназначены для подъема груза на определенную ограниченную высоту. Различают домкраты подвесные (рис. 2.20) и стационарные с ручным, электрическим, гидравлическим и пневматическим приводом. Они могут иметь различные механизмы подъема: винтовые, рычажно-винтовые, зубчато-реечные и поршневые (плунжерные).
Лебедки используются для подъема и опускания грузов, а также горизонтального перемещения. Они подразделяются: по типу тягового органа — на канатные и цепные; по типу установки — на стационарные и цепные; по числу барабанов — на одно-, двух- и многобарабанные; по типу барабана — нарезные, гладкие, фрикционные.
Лебедки выпускаются с ручным приводом (тяговое усилие до 80 кН) и с электрическим приводом.
Подъем груза лебедкой осуществляется через полиспасты, представляющие собой систему подвижных и неподвижных блоков, соединенных гибкой связью. Тали предназначены для подъема груза на достаточно большую высоту (до 18 м). Тали бывают с ручным и электрическим приводом. Грузоподъемность талей: ручных шестеренчатых 0,25—10 т; ручных червячных 1,0-12,5 т, электрических 1,25-15 т. Скорость подъема груза электроталями от 0,5 до 25 м/мин.
Подъемники выполняются стационарные и передвижные, последние монтируются на автомобилях и различных передвижных тележ-
Рис. 2.20. Домкрат гидравлический грузоподъемностью 100 т:
— бачок; 2 — ручка домкрата; 3 — пята; 4 — поршень; 5 — цилиндр; 6 — манжета; 7 — насос; 8,9 — трубопровод; 10 — штуцер манометра;
ках. По конструктивному исполнению подъемники бывают телескопические, рычажные, стоечные, поршневые, толкающие, вибрационные, элеваторные и другие.
Транспортные средства на ремонтных предприятиях чрезвычайно разнообразны и включают в себя маневровые локомотивы, тележки, кары, дрезины, автомобили, тракторы, тягачи, конвейеры, транспортные роботы и т.д.
Тележки подразделяют на ручные и механизированные. Механизированные тележки могут быть с автономным и центральным приводом (от приводной станции).
Кары применяют для внутрицехового и межцехового транспортирования изделий и материалов. Выпускаются с электрическим приводом от аккумуляторной батареи (электрокара) и с двигателями внутреннего сгорания (автокары). В депо и на заводах используются электрокары ЭК-2, ЭКБ-1-750, ЭКБ-750.
Конвейеры являются основными транспортными устройствами поточных линий. По условиям установки они делятся на подвесные, напольные и эстакадные.
Подвесные конвейеры подразделяются на грузоведущие, грузоне- сущие и грузотолкающие (рис. 2.21).
Напольные конвейеры подразделяются на шаговые, цепные, роторные, роликовые, дисковые, ленточные, вибрационные, пластинчатые, тележечные, с пуней для перемещения груза или деталей. Роликовые однорядные конвейера (рольганги) могут быть приводными и не приводными. Позволяют транспортировать детали до 2 т.
Подъемно-транспортные средства обеспечивают подъем груза, транспортировку и опускание его в нужном месте. К подъемно-транспортным средствам относятся: погрузчики, тельферы; краны мостовые, однобалочные, подковы, велосипедные и др.; краны-штабелеры; роботы и другие устройства.
Для захвата груза, его подъема и транспортировки, установки в необходимом месте на определенную высоту используются различные электро- и автопогрузчики.
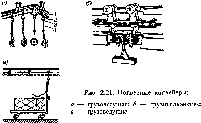
Электрические тали, оборудованные тележкой, которая перемещается по монорельсу, называется тельфером. Тельфер используется как подъемно-транспортное устройство монорельсовой подвесной дороги и в качестве составной части однобалочных консольно-поворотных, козловых и других кранов. Управление кран-балкой осуществляется обычно с пола, а мостовым — крановожатым из кабины управления.
Козловые краны обслуживают открытую территорию депо, завода, например, используются для разгрузки и погрузки колесных пар на платформы; для загрузки металлическим ломом вагранок и т.д.
Консольно-поворотные краны предназначены для обслуживания территории цеха, равной площади круга, используются для обслуживания нескольких рядом расположенных рабочих мест.
Ремонт вагонов предусматривает проведение различных работ по разборке и сборке вагонов в целом и отдельных их узлов, что невозможно без применения универсальных и специальных приспособлений. Они бывают винтовые, гидравлические и электрические. Винтовой съемник предназначен для снятия подшипников с валов электрических машин и т.д.
Для снятия лабиринтных и уплотнительных колец роликовых подшипников букс используется индукционный нагреватель.
Для запрессовки и распрессовки различных соединений с натягом, а также гибочно-правильных работ используются различные по конструкции и мощности прессы, которые могут быть стационарными и переносными.
Для сокращения ручного труда широко используется ручной механизированный инструмент, который в зависимости от привода подразделяется на электрический, пневматический и гидравлический. Основными типами механизированного инструмента являются гайковерты, шуруповерты, сверлильные и шлифовальные машинки, резь- бонарезатели, механизированные щетки, напильники, притиры, молотки.
При подготовке к ремонту вагоны, их узлы и детали подвергают очистке от пыли и грязи, старой краски, коррозии и масел. Для этой цели используются моечные машины. Они подразделяются на сквозные и тупиковые, стационарные и передвижные, одно-, двух-, трехкамерные, универсальные и специальные. Для механизации удаления старой краски с кузова вагона применяют дробеструйные установки, которые позволяют кроме удаления краски упрочнять методом наклепа металлическую обшивку кузова.
Ремонт грузовых вагонов. Вагон подают в обмывочное помещение, где очищают от остатков груза и грязи, обмывают в моечной установке горячей водой или моющим раствором. В здании обмывочного помещения и около него размещают насосные установки, резервуары, отстойники, гидроциклоны и другие устройства для очистки раствора или воды с целью повторного их использования. Здание оборудуют системой отопления, вентиляцией и тяговыми устройствами для перемещения вагонов. К нему подводятся трубопроводы холодной и горячей воды, пара, сжатого воздуха, а также электрическая силовая и осветительная линии. Предусматривается система удаления шлама из обмывочного устройства.
В разборочный цех вагон поступает после обмывки и сушки. В нем размещаются поточные линии, на позициях которых установлены подъемные площадки, колонки магистрали сжатого воздуха, электромагистраль со штепсельными розетками для подключения электрического инструмента. Кроме этого, имеются гидравлические кусачки, гайковерты и пневматические пробойники. Специальные захватные приспособления к мостовым и поворотным кранам используют для снятия отдельных частей кузова и рамы полувагона, а также крышек люков. После окончания разборки полувагон направляют в моечную установку, расположенную в здании на путях, ведущих в цех подготовки.
В разборочном цехе оборудуется участок по ремонту метизов, где размещаются барабан для очистки метизов, правильные плиты, болторезные станки, точила и слесарные верстаки. В этом же цехе организуется утилизация деревянных частей, обшивки, досок, брусков. На этом участке установлена дисковая пила, стеллажи и столы для сортировки деревянных деталей. В цех подготовки вагон подается после мойки. На конвейерной линии цеха выполняют правильные, сверлильные и сварочные работы. На этой линии установлены машины для правки верхней обвязки, стенд для правки прогибов хребтовой, продольных и поперечных балок рамы, стенды для правки прогибов каркасов кузова, передвижные установки для правки армировочных листов, стенд для сварки боковых ферм каркаса полувагона, подъемные площадки для выполнения сварочных работ.. Для снятия и установки корпусов автосцепки и поглощающих аппа* ратов используются специальные приспособления.
На линию ремонта полувагона крышки доставляются с помощью цепного транспортера, а к прессу для выправки подаются поворотной тележкой.
Для ремонта торцовых дверей на поточной линии предусмотрены: цепной транспортер для подачи дверей в цех, монорельс с тельфером, по которому двери перемещаются с одной позиции на другую, пресс для правки изогнутых частей дверей, поворотный кондуктор для сварочных работ. В этом же цехе имеется участок по изготовлению новых дверей, на котором установлен кондуктор для комплектовки и прихватки деталей дверей перед сваркой и поворотный кондуктор для сварки.
В цехе подготовки расположена поточная линия по изготовлению панелей металлической обшивки полувагона, на которой установлены пресс-ножницы, гидравлический пресс, сварочный полуавтомат, столы и рольганги. Цех оборудован мостовыми поворотными кранами и тяговыми устройствами для перемещения вагонов по поточной линии.
В вагоносборочном цехе размещается несколько поточно-конвейерных линий, оборудованных тяговыми устройствами для перемещения полувагонов по позициям, а для выкатки тележек — стационарными подъемными площадками, козловым краном для навески крышек люков, кантователями для переворачивания кузовов полувагонов, установками для подгонки крышек люков и их запорных механизмов, окрасочно-сушильными агрегатами.
Ширина здания вагоносборочного цеха определяется в зависимости от числа поточных линий, а длина зависит от количества позиций. Обычно в этом цехе выделяются участки для ремонта тормозной магистрали и тормозных приборов. На участке ремонта тормозных приборов размещаются моечные установки, столы для разборки и сборки воздухораспределителей, станки для притирки золотников, клапанов и пробок, стенды для испытания насадок рукавов и воздухораспределителей, баки для промывки деталей, гидравлический пресс и сверлильный станок.
На трубном участке установлены труборезный, трубонарезной и трубогибочный станки, гидравлический пресс и станок для очистки старых труб. Для ремонта тормозных цилиндров установлены консольный кран, верстаки, рольганг, стенд для испытания рабочих камер, стеллажи.
Тележки из-под вагонов подают в тележечный цех, где их обмывают в моечной машине, а затем разбирают. Колесные пары направляют в колесный цех, рессоры и пружины — в рессорно-пружинное отделение тележечного цеха. Остальные детали ремонтируют в отделениях тележечного или ремонтно-комплектовочного цеха (трианге- ли, буксы). Демонтаж, ремонт и монтаж роликовых букс выполняют в роликовом отделении колесного цеха. Отремонтированные колесные пары вместе с роликовыми буксами транспортируют из колесного цеха в тележечный.
Тележки разбирают на стационарных позициях или на конвейере. Вначале тележку освобождают от колесных пар и букс, раму подают на конвейер вместе с деталями рессорного подвешивания и тормозного оборудования, которые затем разбирают. Ремонт тяжелых деталей и узлов (рамы, боковины, опорные и надрессорные балки) осуществляют в тележечном цехе.
Для ремонта боковин и надрессорных балок применяют конвейеры, позиции которых оборудованы станками для сверления отверстий под валик подвески башмака, для обработки скользунов и гасителей колебаний, тельферами или поворотными кранами, а также сварочным аппаратом для наплавки изношенных поверхностей. Разборка и сборка тележек производится на поточной или конвейерной линии, оснащенной тяговым устройством или мостовым краном.
В ремонтно-комплектовочном цехе ремонтируют металлические детали, снятые с грузовых вагонов, и комплектуют их в узлы.
В кузнечном отделении выправляют все изогнутые детали, изготавливают заплаты, косынки для ремонта рамы и каркаса кузова вагона, кроме того, здесь же сваривают тормозные тяги. В этом отделении установлены пневматический кузнечный молот с массой падающих частей 0,3-0,5 т, печь для нагрева деталей, кузнечные горны, пресс-ножницы для резки листов толщиной до 16 мм и прутков из круглой стали диаметром до 25 мм, здесь же установлены стыковая сварочная машина мощностью до 100 кВт, правильные плиты, прессы усилием до 200 тс для правки каркасов торцовых дверей полувагонов, стоек, раскосов и других деталей каркаса кузова. В этом же отделении размещены пресс для испытания тормозных тяг и триангелей и кран-балка грузоподъемностью до 1 т.
Электросварочное отделение, где выполняют наплавку и сварочные работы при ремонте деталей, снятых с вагона, оснащают сварочными агрегатами постоянного и переменного тока, шланговыми полуавтоматами, сварочными кабинами со столами или поворотными стендами для ремонтируемых деталей и устройствами вытяжной вентиляции.
В станочном отделении после наплавки изношенных поверхностей обрабатывают триангели, детали запоров крышек люков, тормозные рычаги, валики, болты и колонки поясных тележек. В отделении установлены токарные, сверлильные, горизонтально-фрезерные и поперечно-строгальные станки, а также кран-балка грузоподъемностью до 0,5 т.
В слесарно-комплектовочном отделении выполняют все работы по подгонке, сборке и комплектовке таких узлов, как триангель с башмаками и колодками, буксовые корпуса с крышками и задними затворами, сливные приборы цистерн, дверные запоры и т.п. На заводах с большой производственной программой ремонт и комплектовку букс и триангелей выполняют на поточных линиях с механизированной транспортировкой деталей.
В отделении по ремонту автосцепного устройства разбирают механизм автосцепки и поглощающие аппараты, все детали проверяют, изношенные поверхности наплавляют и обрабатывают. Для наплавки ударно-тяговых поверхностей применяют полуавтоматическую установку. В этом отделении устанавливают стенды для ремонта корпусов автосцепки, пресс для разборки поглощающих аппаратов, сварочные кабины, фрезерные и строгальные станки, слесарные верстаки, стенд с набором контрольно-измерительного инструмента, переносные шлифовальные машины, электрический и пневматический инструмент. Для подъемно-транспортных работ предусмотрена кран-балка грузоподъемностью до 1 т.
Одним из наиболее трудоемких узлов при ремонте полувагонов является крышка разгрузочного люка. Ремонт ее выполняют в специальных отделениях на поточной линии, где установлены моечные машины или дробеструйная установка для очистки, гидравлические или пневматические прессы для правки, сборочные прессы с пневматическими зажимами, кантователь, сварочные агрегаты, сверлильные станки и клепальная пресс-скоба для приклепки петель.
Источник