Сварочный аппарат ресанта 140 ремонт
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
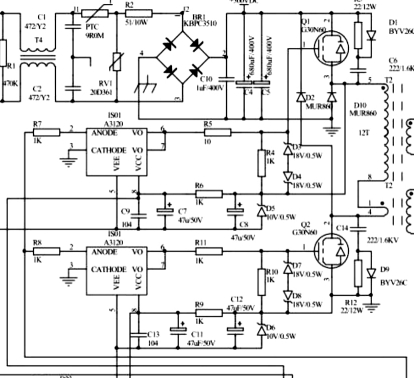
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
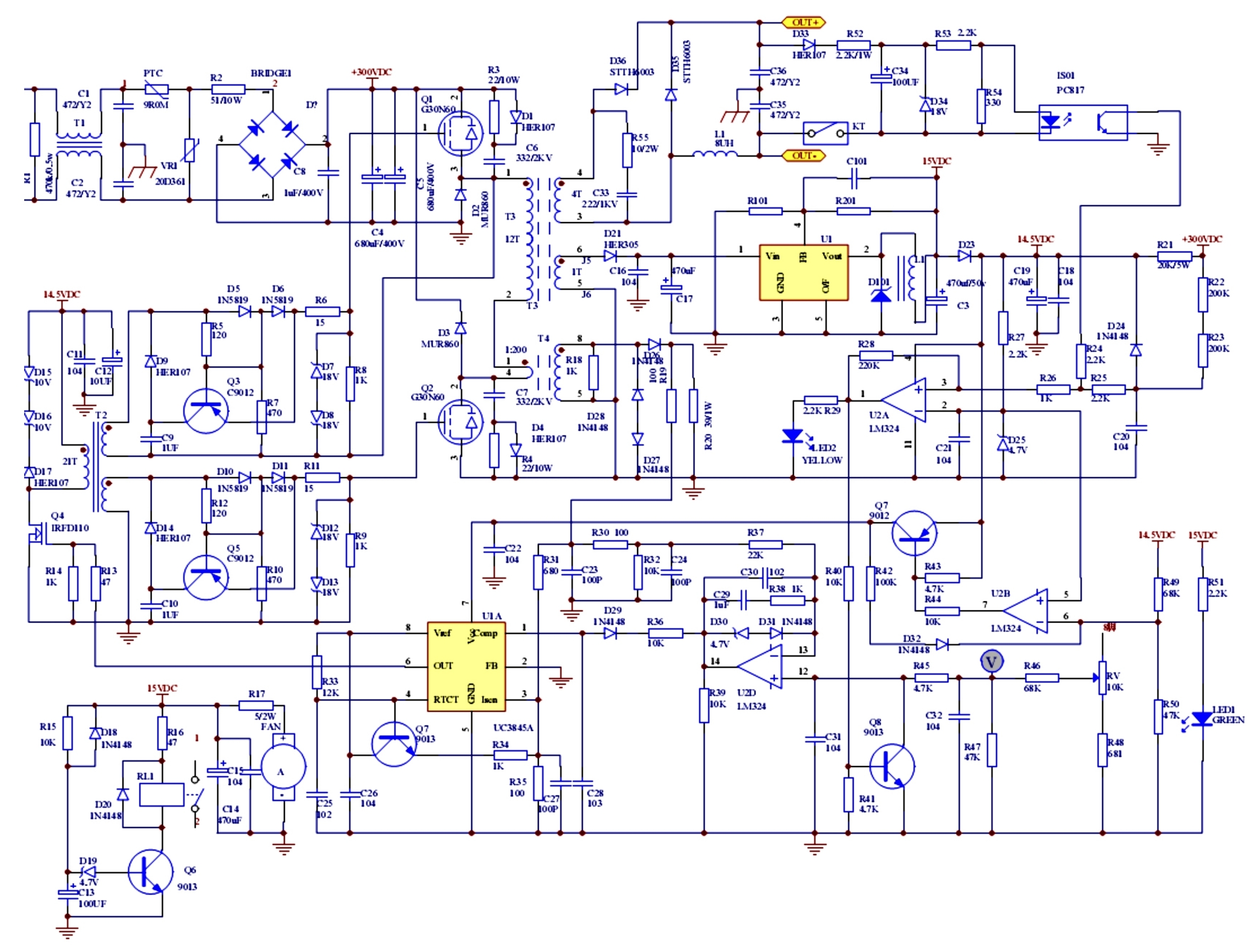
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
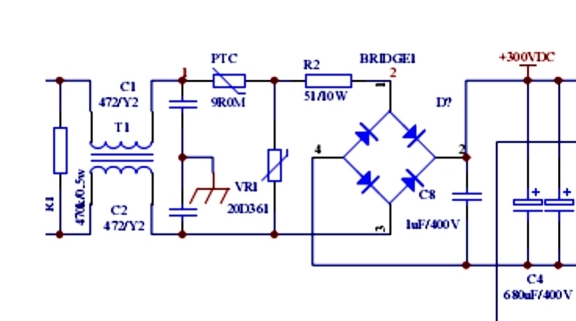
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
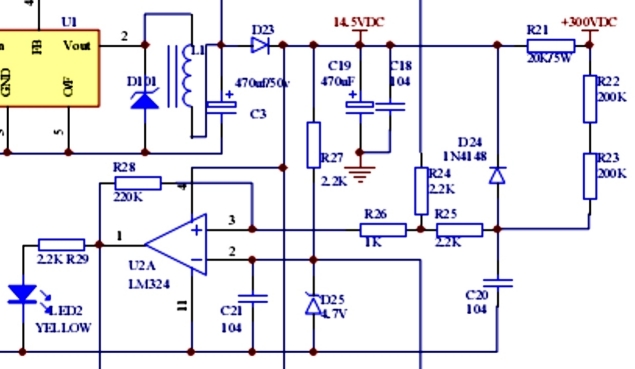
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
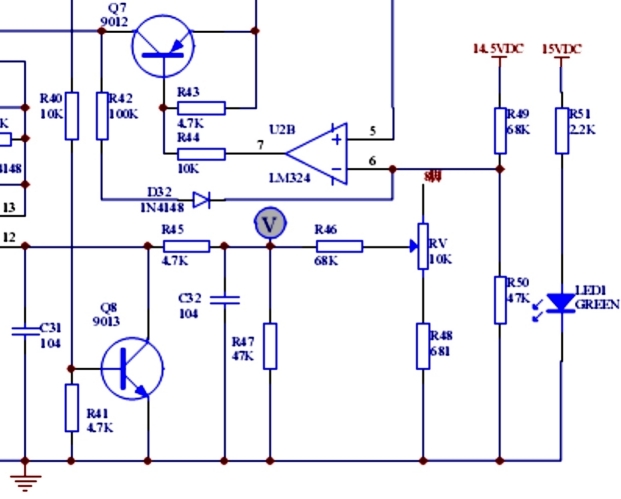
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
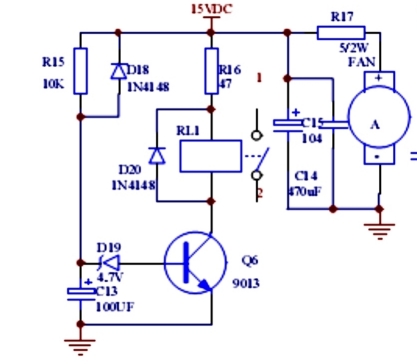
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
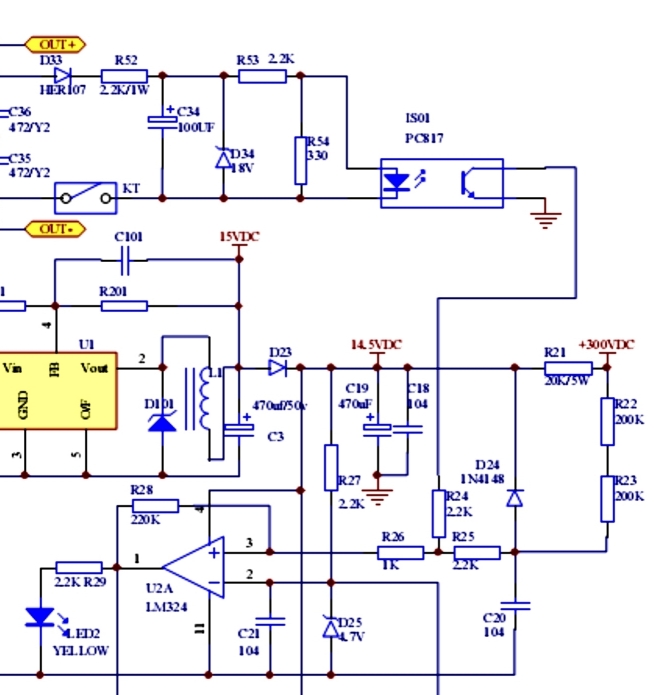
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
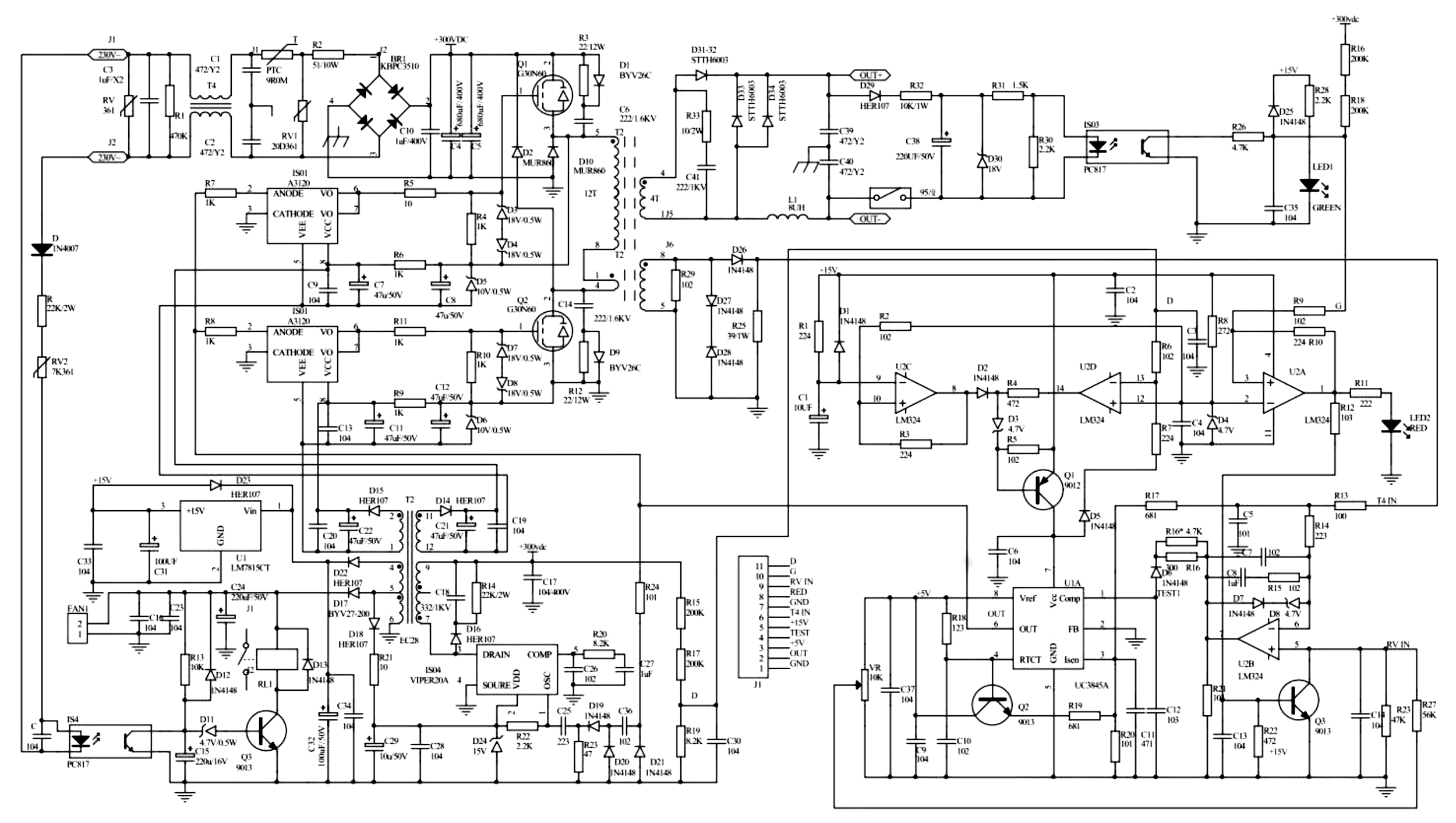
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
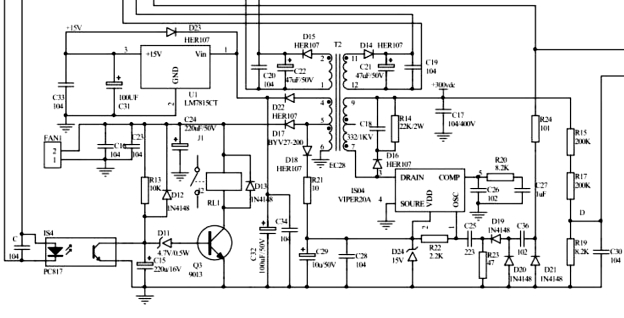
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
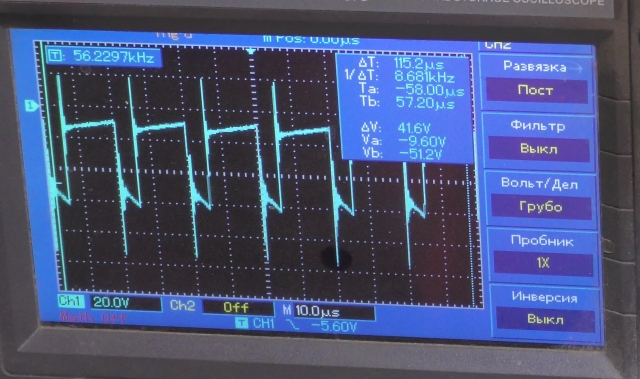
Осциллограмма выходного напряжения без нагрузки.
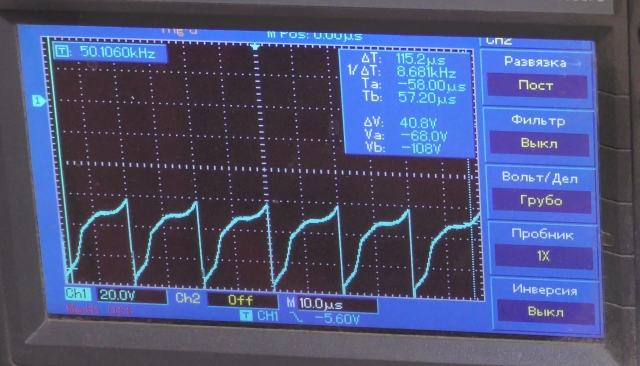
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
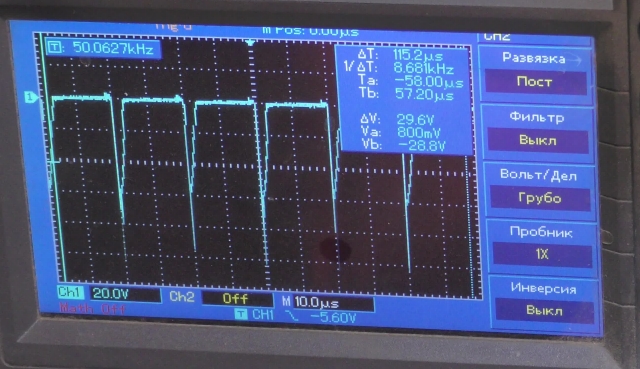
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
Источник
Поломки и ремонт сварочных аппаратов Ресанта разных типов
 Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Такое оборудование, как сварочный аппарат, был всегда востребован. Особенно если он небольших размеров, компактный, работающий при напряжении 220 вольт, что очень удобно при проведении сварочных работ в таких местах, где трудно использовать громоздкие и мощные аппараты. Например, на строительных площадках, в сервисах по ремонту автомобилей, бытовой техники и т.д.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т.д. Одним словом, такой сварочный малыш везде пригодится.
 Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.
Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов: сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип — это трансформаторный агрегат, а второй — инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
Признаки и причины поломок сварочного инвертора
Признаки, по которым можно определить, что сварочному инвертору Ресанта требуется ремонт:
- залипание электрода
- нестабильность электрической дуги
- отсутствие дуги
- перегрев аппарата
- инвертор не включается
Причины неисправности
Залипание электрода происходит в случаях:
- низкого напряжения
- использование удлинителя сечением менее 2,5 мм
- подгорели контакты
- плохой контакт кабелей
Нестабильность электрической дуги вызвана:
- неправильной регулировкой тока сварки
- несоответствие типа и диаметра электродов
Отсутствие дуги вызвано следующими причинами:
- обрывом кабеля
- перегревом инвертора
- отсутствием «массы»
- отказом печатной платы, где вышли из строя одна или даже несколько деталей
Перегрев аппарата может случиться тогда, когда:
- он работает длительное время при полной нагрузке без перерыва
- отказал вентилятор охлаждения
- на деталях печатной платы большой слой пыли
Причинами, когда инвертор после нажатия на кнопку «Пуск» не запускается. т.е. не начинает работать, могут быть следующими:
- отсутствует совсем или низкое напряжение питания
- неисправны что-либо: кабель, розетка или выключатель
- на печатной плате произошла поломка какого-нибудь элемента
- требуется замена удлинителя
Поломки сварочного аппарата
Причины поломок, из-за которых часто сварочные агрегаты ремонтируются:
 плохой контакт на клеммах
плохой контакт на клеммах- короткое замыкание в цепях с высоким напряжением
- ослабление стягивающих пластины трансформатора болтов
- перегрузки в работе трансформаторного блока
- ослабление крепления сердечника или механизма передвижения катушек
- перегрев сварочного аппарата
- низкое напряжение в сети
 плохой контакт на клеммах
плохой контакт на клеммахЛюбая фирма-изготовитель дорожит своей репутацией и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают. И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться. А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе. В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Основные виды ремонтных работ
 Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр. Там, например, могут произвести замену:
Некоторые мелкие поломки Ресанты можно устранить самим, не прибегая к помощи специалистов. Но бывает и так, что требуется серьёзный ремонт. В этом случае лучше всего обратиться в сервисный центр. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.
Если же случилась неприятность с вашим агрегатом, то восстановить его не составит особого труда. Стоит лишь обратиться в центр по ремонту, и там окажут необходимую помощь.
Источник