- Ремонт Сварог ARC 250 F
- #1 Evgeniii
- Прикрепленные изображения
- Брима ARC 250 220/380 IGBT «не тянет».
- #1 ICA
- #2 ICA
- Прикрепленные файлы
- #3 ICA
- #4 copich
- #5 ICA
- #6 copich
- #7 ICA
- #8 copich
- Ремонт сварочного аппарата BRIMA ARC 250
- Методика поиска неисправности сварочного аппарата BRIMA ARC 250
- Неисправности сварочного аппарата BRIMA ARC 250
- Схема сварочного аппарата BRIMA ARC 250
- Проверка элементов САИ BRIMA ARC 250
- Проверка диодов BRIMA ARC 250
- Замена диодов BRIMA ARC 250
- Проверка сварочного аппарата BRIMA ARC 250 после ремонта
- Стоимость ремонта BRIMA ARC 250: 1500 рублей
- Как отремонтировать сварочный инвертор своими руками
- Устройство сварочного инвертора
- Как работает инвертор
- Причины поломок инверторов
- Особенности ремонта
- Основные неисправности агрегата и их диагностика
- Аппарат не включается
- Нестабильность сварочной дуги или разбрызгивание металла
- Сварочный ток не регулируется
- Большое энергопотребление
- Электрод прикипает к металлу
- Горит перегрев
Ремонт Сварог ARC 250 F
#1 Evgeniii
Приветствую. Поделюсь недавним опытом ремонта Сварог ARC 250 F. Принесли со словами — не включается. И действительно, при включении начинает крутится кулер, реле не включаются, секунд через 10 отключается и кулер(терморезисторы отключают). Нужно сказать, что аппарат поработал довольно не мало (судя по состоянию), крышки реле кем то сломаны, видимо руками пытались их включить, разъёмы окисленные, снимать их начинаешь, провода в руках остаются и тд, пока все видимые недостатки убрал, прежде чем приступил к поиску неисправности. В итоге: блок питания вместо 25вольт выдает 5вольт, отключил разъём который питает управление на верхней плате и у меня появились 25 вольт и включились силовые реле и спокойно заработал кулер. Значит думаю в управление «коза» и действительно полевые транзисторы U24 (IRFZ24N) U25 (IRF9Z24N) на КЗ. заменил их и аппарат заработал. Надеюсь кому нибудь поможет мой опыт.
Фото внутренностей ARC 250F
Прикрепленные изображения






Сообщение отредактировал Evgeniii: 11 Сентябрь 2017 08:06
Источник
Брима ARC 250 220/380 IGBT «не тянет».
#1 ICA
Странный аппарат. На передней панели два индикатора. Один показывает заданный ток сварки,
второй — напряжение сети (питающей).
После включения, запускается через 1,5 минуты. На максимальном токе сваркой 5мм электродом
выдаёт 160 А. Это при включении в 220В.
Все конденсаторы исправные. Реле — тоже. Падает напряжение с 310В до 260В при сварке.
Прислали схему. Не соответствует.
Там реле конденсаторы в первичном выпрямителе коммутируют, а у меня диоды на выходе.
Не могу прикрепить схемы. Кину в архив.
#2 ICA
Получилось. Вот схемы
Прикрепленные файлы
 ARC-250 220V 380V CONTROL PCB.pdf112,76К 259 скачиваний
ARC-250 220V 380V CONTROL PCB.pdf112,76К 259 скачиваний- ARC-250 220V 380V bottom PCB.pdf82,23К 200 скачиваний
- ARC-250 220380V main control.pdf112,76К 204 скачиваний
- main control pcb.pdf132,78К 185 скачиваний
 ARC-250 220V 380V CONTROL PCB.pdf112,76К 259 скачиваний
ARC-250 220V 380V CONTROL PCB.pdf112,76К 259 скачиванийСообщение отредактировал ICA: 13 Июль 2019 16:26
#3 ICA
Видимо, этот аппарат таким и родился.
Убрал задержку включения, запараллелил ёмкости выпрямителя.
Ток сварки возрос на 20А.
Индикатор входного напряжения пляшет. Падает до 160В при сварке.
Но подключен он к выпрямителю. Из 310в через делитель кажет 220в.
Отдал аппарат. Ждём жалоб.
А вообще, кто-нибудь мерял напругу после выпрямителя при сварке?
Я — нет. Как там гуляет?
#4 copich

- Город: Москва
кто-нибудь мерял напругу после выпрямителя при сварке?
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
#5 ICA
Который после сети выдаёт постоянное напряжение около 310 V,
При нагрузке (сварке) падает до 260V,
Схема нижней платы врёт.
Меня вывел из равновесия индикатор входного напряжения.Но он подключен после выпрямителя.
Короче, Аппарат отдал потребителю. Дефекта не нашел, кроме 1, 5 минуты задержки включения. Жду ответа.
Заделал его только на 220V, Маркером замазал все упоминания про 380V.
Сообщение отредактировал ICA: 17 Июль 2019 19:06
#6 copich
- Город: Москва
Смотря чем замер проводился. Что-то уж больно сильно просаживается. Хотя, не мерил во время сварки.
Встроенными китайскими измерителями, я пользуюсь просто для ориентира, что что-то имеется. Веры им нет. Хотя выходное напряжение, показывают относительно точно.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
#7 ICA
Вот и я никогда не измерял.
Аппарат варит пятёркой, относительно, нормально.
При установке тока на показометре 200А, выдаёт 180 — 165А .
Нормально для китаёза.
Я тут не особо понимаю.
Где почитать про настройки полуавтоматов. Как определить работу синергетики совместно с индуктивностью.
Дожигания проволоки.(выброс проволоки, заварки кратера.)
Ни разу не определил разницу в регулировке.
Видел сварщика, который на слух, без газа, определил, что регулятор индуктивности работает.
Я, просто, ремонтирую. Приходится учиться еще и варить.
#8 copich
- Город: Москва
Вот и я никогда не измерял.
Аппарат варит пятёркой, относительно, нормально.
При установке тока на показометре 200А, выдаёт 180 — 165А .
Нормально для китаёза.
Я тут не особо понимаю.
Где почитать про настройки полуавтоматов. Как определить работу синергетики совместно с индуктивностью.
Дожигания проволоки.(выброс проволоки, заварки кратера.)
Ни разу не определил разницу в регулировке.
Видел сварщика, который на слух, без газа, определил, что регулятор индуктивности работает.
Я, просто, ремонтирую. Приходится учиться еще и варить.
В такой теории не силен. Но где-то на форуме проскакивали обсуждения.
В работе можно легко увидеть работу дросселя, по шву. Ширина шва и равномерность поверхности, они визуально видны. НО. Тут нужна рука, т.е. не с перепоя, когда как вибро стол трясется, а нормальная рука сварщика. Когда понимаешь, процесс регулировки аппарата, какая функция и за что отвечаешь, на рабочем аппарате это все проверяешь и тогда в ремонте приходит понимание, что и как. Но работает это или нет . С китайскими аппаратами сложно все, можно крутить, но по факту разницы не заметить. Да и не только в Китайских такое. Сейчас маркетинг все захватил. Как в 90-х музыкальные центры с 5 кВт мощности писали на выходе. Т.е. при каких то условиях и при каких-то измерениях можно или возможно получить или просто вранье. Так что и тут, в сварке, уже давно так. И крутилка на море, не означает, что она может подключена вообще или хоть как-то ощутимо влиять на процесс сварки.
Начните себя уважать и тогда вас то же будут уважать.
работайте на оборудовании, которое будет доставлять вам радость и тогда работа будет в сладость!
Источник
Ремонт сварочного аппарата BRIMA ARC 250
Методика поиска неисправности сварочного аппарата BRIMA ARC 250
Поступил в ремонт сварочный аппарат BRIMA ARC 250, с дефектом при включении загорается “перегрузка”. Я раньше часто встречался с моделями такого шасси. Это и BRIMA и САИ 200 ИСКРА. Но причины там все бывают разные. Включаем аппарат в сеть и замеряем напряжения питания там 24 и 12 вольт в дежурном источнике питания. Все напряжения в норме.
 Ремонт сварочного аппарата BRIMA ARC 250
Ремонт сварочного аппарата BRIMA ARC 250
Неисправности сварочного аппарата BRIMA ARC 250
У сварочного инвертора BRIMA ARC 250 – шасси 10 транзисторов с одной стороны и 10 с другой. Транзисторы установлены: K4108 либо 23N50. Если хоть один из 20 транзисторов пробит или имеет утечку, то при включении сработает защита и закроет микросхему SG3525, аппарат уйдет в “ждущий режим”.
 Схема сварочного аппарата BRIMA ARC 250
Схема сварочного аппарата BRIMA ARC 250
Схема сварочного аппарата BRIMA ARC 250
Проверка элементов САИ BRIMA ARC 250
Проверяем транзисторы они стоят по 5 штук в плече, поэтому мерить можно по плечам, по одному транзистору как показано ниже.
 Проверка силовых транзисторов сварочного инвертора
Проверка силовых транзисторов сварочного инвертора
Проверка диодов BRIMA ARC 250
Если транзисторы в норме то нужно проверить диодный мост, там 10 диодов с одной стороны 10 с другой, начинаем прозванивать если хоть один диод будет пробит, то тогда ситуация понятна почему срабатывает защита.
 Проверка силовых диодов сварочного инвертора brima
Проверка силовых диодов сварочного инвертора brima  Прозвонка силовых элементов сварочного инвертора Brima
Прозвонка силовых элементов сварочного инвертора Brima
В нашем случае пробит один диод, а может и несколько, мне обычно попадал один или два. Дальше самое сложное: проверка всех диодов, хорошо если попадет сразу, а то можно и 10 выпаять и не угадать. У меня попалась вторая пара IGBT транзисторов – оба пробиты.
 Замена силовых igbt транзисторов в СИА brima
Замена силовых igbt транзисторов в СИА brima
Замена диодов BRIMA ARC 250
Меняю диоды там установлены D20-12. После замены диодов аппарат заработал, перегрузка не горит, на выходе 63.3 вольта.
 Ремонт сварочного аппарата BRIMA ARC 250
Ремонт сварочного аппарата BRIMA ARC 250  Выходное напряжение сварочного инвертора BRIMA ARC
Выходное напряжение сварочного инвертора BRIMA ARC
Проверка сварочного аппарата BRIMA ARC 250 после ремонта
Пробуем варить, на всех режимах, аппарат работает нормально, потом клиент попросил поменять панельные разъемы на новые и вентилятор который работает через раз, вентилятор там установлен на 220 вольт. Но это я рассказал об одном случае ремонта BRIMA ARC 250, то был случай с диодом, а иногда вылетает выходной транзистор, или ерундит схема раскачке, там часто пробивает один транзистор IRF9Z24, а пара к нему идет IRFZ24, самое главное не перепутать, а то все погорит. А в общем аппарат очень мощный и надежный часто берут на стройки.
Стоимость ремонта BRIMA ARC 250: 1500 рублей
Запчасти необходимые для ремонта САИ BRIMA ARC 250:
- Вентилятор охлаждения – 750 рублей,
- Диодные сборки – 200 рублей
Клиент остался очень доволен т.к. ремонт произведем в его присутствие, без обмана и подвоха с ценой.
Ремонт любых сварочных инверторов, включая инверторы BRIMA в Рязани: 8(4912)99-73-66.
Источник
Как отремонтировать сварочный инвертор своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.

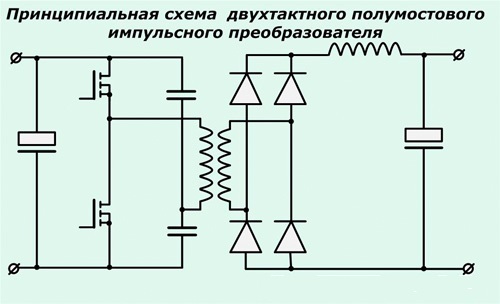 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. 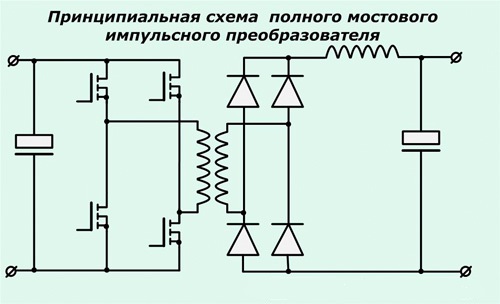
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
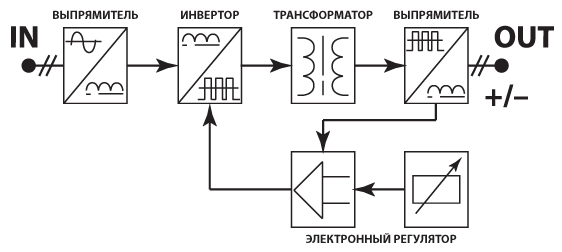
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.

Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм 2 ).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник