- 2Г125 станок вертикально-сверлильный универсальный одношпиндельный Описание, характеристики, схемы
- Сведения о производителе сверлильного станка 2Г125
- Станки, выпускаемые Краснореченским станкостроительным заводом им. Фрунзе
- 2Г125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
- Аналоги вертикально-сверлильных станков 2Г125
- Габарит рабочего пространства сверлильного станка 2Г125
- Общий вид сверлильного станка 2Г125
- Расположение составных частей сверлильного станка 2Г125
- Обозначение составных частей сверлильного станка 2Г125
- Расположение органов управления сверлильным станком 2Г125
- Перечень органов управления сверлильного станка 2Г125
- Кинематическая схема сверлильного станка 2Г125
- Электрическая схема сверлильного станка 2Г125
- Сверлильный станок 2г125 ремонт
- Сверлильные станки ремонт и обслуживание от 4 900 руб
- Ремонт сверлильных станков
- Паспорт на станок вертикально-сверлильный 2Г125
- ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
- СОДЕРЖАНИЕ
- НАЛАДКА И НАСТРОЙКА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н125 НА ОБРАБОТКУ ДЕТАЛИ
2Г125 станок вертикально-сверлильный универсальный одношпиндельный
Описание, характеристики, схемы

Сведения о производителе сверлильного станка 2Г125
Изготовитель вертикальных сверлильных станков модели 2Г125 — Краснореченский станкостроительный завод им. Фрунзе, Луганская область Кременской р-н, п. Краснореченское.
Станки, выпускаемые Краснореченским станкостроительным заводом им. Фрунзе
2Г125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок вертикально-сверлильный 2Г125 заменил в производстве устаревшую модель 2Б125
Станок универсальный вертикально-сверлильный 2Г125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках 2Г125 механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки 2Г125 снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
В станке предусмотрено автоматическое отключение подачи при достижении необходимой глубины обработки, а также автоматическое реверсирование шпинделя при нарезании резьбы.
Класс точности станка Н.
Шероховатость обработанной поверхности при сверлении Rz 40.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик — Одесское специальное конструктМоскваое бюро специальных станков (СКБСС).
Аналоги вертикально-сверлильных станков 2Г125
МН25Н-01 — Ø20 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Н125Л, МН25Л — Ø25 — производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т125 — Ø25 — производитель Гомельский завод станочных узлов, РУП
Z4025-2 — Ø25 — производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
Z5025-1A, Z5025-1B, Z5025-3A, Z5025-3B — Ø25 — производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
Габарит рабочего пространства сверлильного станка 2Г125
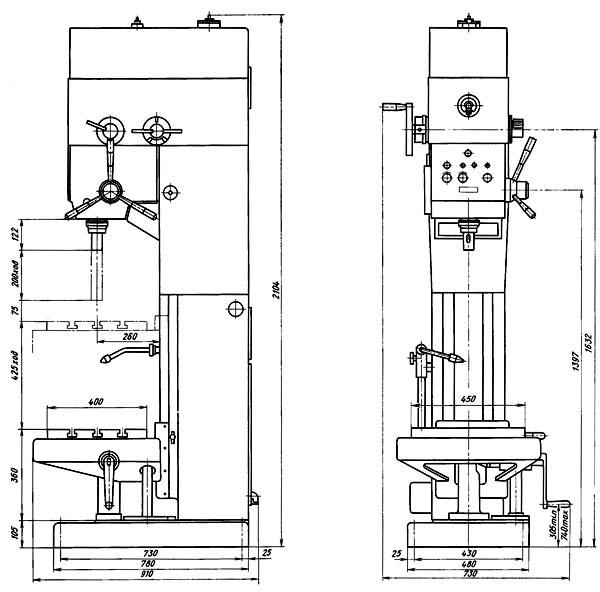
Габарит рабочего пространства сверлильного станка 2г125
Общий вид сверлильного станка 2Г125

Фото сверлильного станка 2г125
Расположение составных частей сверлильного станка 2Г125
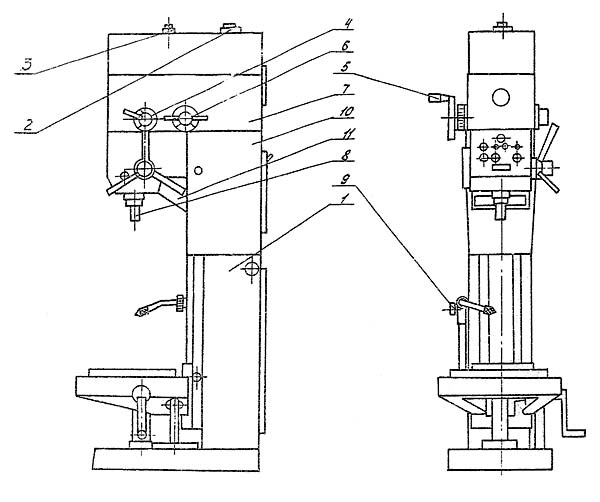
Расположение составных частей сверлильного станка 2г125
Обозначение составных частей сверлильного станка 2Г125
- Колонна, плита, стол — 2Г125.10.000
- Привод — 2Г125.18.000
- Коробка скоростей и подач — 2Г125.20.000
- Механизм управления коробкой скоростей — 2Г125.21.000
- Механизм управления вариатором — 2Г125.22.000
- Механизм управления коробкой подач — 2Г125.31.000
- Головка — 2Г125.40.000
- Шпиндель — 2Г125.50.000
- Охлаждение — 2Г125.80.000
- Электрооборудование — 2Г125.90.000
- Светильник — 2Г125.93.000
Расположение органов управления сверлильным станком 2Г125
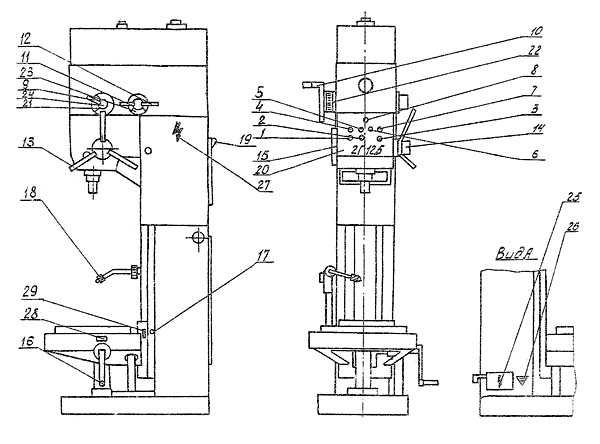
Расположение органов управления сверлильным станком 2г125
Перечень органов управления сверлильного станка 2Г125
- Кнопка «Пуск вправо»
- Кнопка «Пуск влево»
- Кнопка «Стоп»
- Выключатель местного освещения
- Включатель охлаждения
- Переключатель «Сверление-нарезание резьбы»
- Выключатель проворота шпинделя при переключении скоростей и подач
- Лампа сигнальная «Сеть»
- Рукоятка установки частоты вращения шпинделя
- Маховик управления вариатором
- Рукоятка установки подачи
- Рукоятка установки подачи
- Штурвал механизма ручной подачи
- Кнопка включения ручной подачи
- Лимб для отсчета и настройки величины хода шпинделя
- Рукоятка перемещения стола
- Рукоятка зажима стола
- Край охлаждения
- Вводной выключатель
Кинематическая схема сверлильного станка 2Г125
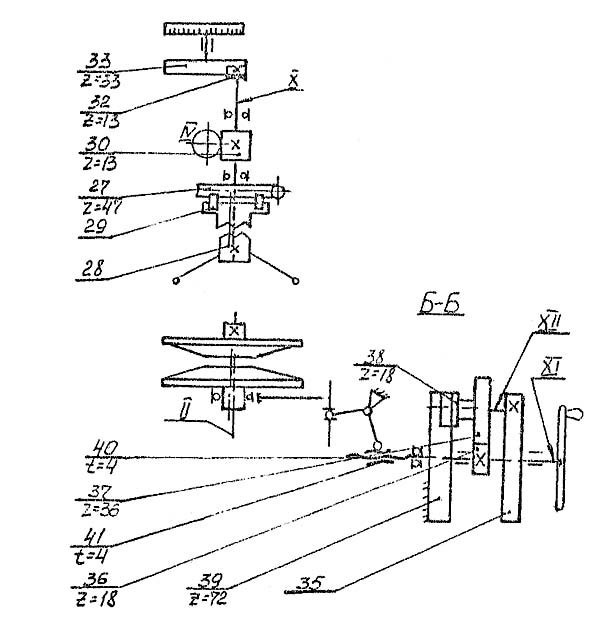
Кинематическая схема сверлильного станка 2г125
Электрическая схема сверлильного станка 2Г125
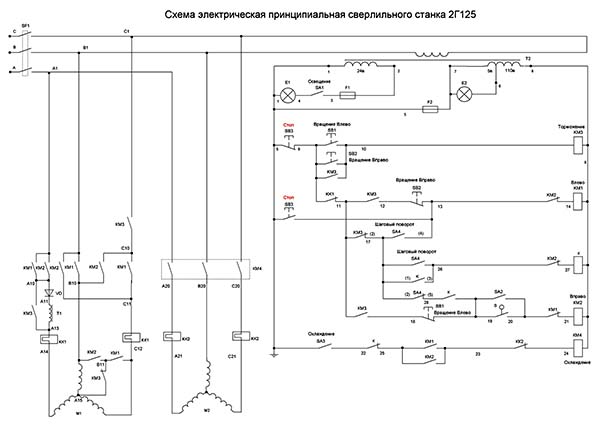
Электрическая схема сверлильного станка 2Г125
Источник
Сверлильный станок 2г125 ремонт
Сверлильные станки ремонт и обслуживание от 4 900 руб
Ремонт сверлильных станков
Без сверлильных станков различных типов и конструкций не обходится ни одно современное производство.
Выполнение регламента профилактических мероприятий и своевременного технического обслуживания продлевает период бесперебойной работы этих станков.
Но в зависимости от интенсивности нагрузки и срока эксплуатации, сверлильное оборудование рано или поздно нуждается в ремонте.
1. Виды поломок
Сверлильные станки различных типов, по устройству, принципу работы и наличию функциональных узлов, приблизительно схожи и имеют общие характерные
неисправности.
Станок сверлильный относится к классу электромеханических устройств и состоит из механической части и электрического привода.
Виды неисправностей такого оборудования, соответственно, можно разделить на механические и электрические.
I. Неисправности могут быть вызваны поломками механизмов:
1. коробки передач и скоростей;
2. возврата шпинделя;
3. подъема стола;
4. подъема и опускания пиноля шпиндельной головки,
а также механического износа:
1. подшипников;
2. деталей, передающих вращательный момент: вала и шпиндельного вала,
3. приводной цепи или ремня,
и сбоя работы всех механизмов по координатам относительно опоры.
II. Неисправности элементов электрической части:
1. электродвигателя;
2. защитных тепловых реле;
3. электрической схемы управления;
4. индикаторных элементов;
5. соединительных разъемов и проводов.
Поломка одной или нескольких из указанных деталей способны сделать сверлильный станок неработоспособным.
2. Как правильно обслуживать.
Правильное и своевременное техническое обслуживание позволит сохранить высокую точность обработки деталей и безаварийную работоспособность станка в
течении длительного времени.
Необходимо соблюдать график техобслуживания и проводить предписанные мероприятия:
1. Заменять масло и, при наличии, охлаждающую жидкость в заданные интервалы времени согласно инструкции к эксплуатации;
2. Закрытые узлы станка (зубчатые передачи) смазывать солидолом Л при прохождении техобслуживания;
3. После окончания работы тщательно очистить станок с помощью металлической жесткой щетки, протереть ветошью открытые рабочие части и нанести на них
тонкий слой масла. Перемещая рабочий стол, очистить его от стружки, смазать трущиеся поверхности маслом;
4. Проверять уровень масла в указанные в инструкции к эксплуатации интервалы времени;
5. После замены или проверки уровня масла, закрывать масленки прилагающимися крышками;
6. В перерывах между работой контролировать температуру нагрева подшипников (до 60 град.), не допуская перегрева;
7. После длительного перерыва в работе оборудования, перед началом работы протереть станок ветошью, смазать тонким слоем масла трущиеся части, проверить
функциональность механизмов.
ВНИМАНИЕ: Проводить техническое обслуживание или уборку работающего станка категорически запрещается.
3. Ремонт самостоятельный
Самостоятельный ремонт сверлильного станка сводится к этапам:
I. Определение неисправности
А. Если станок не включается, скорее всего это неисправность электрической части. При наличии необходимого уровня знаний и многофункционального тестера,
следует путем прозвонки, предварительно обесточив станок, определить причину.
Б. После включения станка проявляются характерные неисправности: биение вращающихся деталей из-за износа подшипников, поломки
механизмов автоматического заглубления, коробки скоростей, подъема плиты стола, возврата в исходное положение шпинделя.
Разобрав механизм, определяется неисправная деталь, имеющая повышенный люфт или износ. Разбитый подшипник определяется визуально, отсутствие смазки в нем проявляется как повышенное усилие к вращению. Большой зазор в сопрягающихся деталях может быть вызван как износом валов, так и износом втулок. При замене вала необходимо заменить и втулку. Ремонт коробки передач или коробки
скоростей сводится к замене поломанных деталей.
II. Покупка неисправной детали
Купить деталь можно в магазине, на барахолке, заказать в интернете или найти каким-либо другим образом.
При замене электродвигателя можно купить новый, а можно попытаться отремонтировать
(перемотать) сгоревший.
III. Замена неработающей детали
Новые подшипники или втулки запрессовывают на место, предварительно удалив старые. Новые детали устанавливаются на место сломанных или изношенных
деталей в порядке обратном снятию. Процесс демонтажа желательно снимать на фото, чтобы при сборке ничего не перепутать.
Чтобы не перепутать порядок подключения электрических проводов и разъемов также желательно все фотографировать при разборке.
После сборки необходимо залить масло и охлаждающую жидкость, при ее наличии.
Не надо бояться самостоятельного ремонта, при наличии узла, не подлежащего разборке или при отсутствии необходимых запчастей всегда можно
обратиться в специализированную мастерскую.
4. Стоимость ремонта
Стоимость ремонта зависит от стоимости замененных деталей. Для различных моделей станка
цена подшипника может варьировать от 200 рублей для китайской до нескольких тысяч для европейской модели. Детали для производственного многофункционального агрегата по стоимости будут на два — три порядка отличаться от цены для однофазной гаражной модели. В случае самостоятельного ремонта стоимость может сократиться в 2 — 4 раза, так как помимо работы придется оплачивать работникам сервиса еще и доставку тяжелого станка в мастерскую.
Аккуратное использование сверлильного станка и грамотное техническое обслуживание позволяют долгие годы обходиться без ремонта. Но и при возникновении
неисправности ситуацию можно легко решить, самостоятельно отремонтировав необходимое оборудование.
Источник
Паспорт на станок вертикально-сверлильный 2Г125
ОБЩИЕ СВЕДЕНИЯ О СТАНКЕ
Станок вертикально-сверлильный модели 2Г125 является универсальным и может быть использован во вспомогательных цехах машиностроительных заводов, ремонтных мастерских и т. п., предназначен для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования и развертывания.
СОДЕРЖАНИЕ
Руководство по эксплуатации 2 Г125.00.000РЭ
1.1. Общие сведения о станке
1.2. Основные технические данные и характеристики
1.3. Комплект поставки
1.4. Указания мер безопасности
1.5. Состав станка
1.6. Устройство, работа станка и его основных частей
1.8. Смазочная система
1.9. Порядок установки
1.10. Порядок работы
1.11. Характерные неисправности и методы их устранения
1.12. Сведения о консервации и упаковке
1.13. Указания по эксплуатации, техническому обслуживанию и ремонту
1.14. Гарантийные обязательства поставщика и ответственность потребителя
Свидетельство о приемке 2Г12500.000 РЭ1
Материалы по запасным частям 2Г125.00.000 РЭ2
- Введение
- Схема расположения подшипников
- Перечень подшипников качения
- Перечень покупных запасных деталей и сборочных единиц
- Перечень к быстроизнашиваемым деталям
Чертежи быстроизнашиваемых деталей и сборочных единиц
На станке допускается нарезание резьб машинными метчиками с ограничением числа включений в час.
В станке предусмотрено автоматическое отключение подачи при достижении необходимой глубины обработки и автоматическое реверсирование шпинделя при нарезании резьб.
Изготовитель — Краснореченский станкостроительный завод им. Фрунзе.
Источник
НАЛАДКА И НАСТРОЙКА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н125 НА ОБРАБОТКУ ДЕТАЛИ
1 МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное агентство по образованию Государственное образовательное учреждение высшего профессионального образования «Оренбургский государственный университет» Кафедра металлообрабатывающих станков и комплексов И.П. НИКИТИНА НАЛАДКА И НАСТРОЙКА ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА МОДЕЛИ 2Н125 НА ОБРАБОТКУ ДЕТАЛИ МЕТОДИЧЕСКОЕ РУКОВОДСТВО К ЛАБОРАТОРНОЙ РАБОТЕ Рекомендовано к изданию Редакционно издательским советом государственного образовательного учреждения высшего профессионального образования «Оренбургский государственный университет» Оренбург 2005
2 ББК Н 62 УДК (07) Рецензент кандидат технических наук, профессор Ильичев Л.Л. Н 62 Никитина И.П. Наладка и настройка вертикально-сверлильного станка модели 2Н125 на обработку детали: Методическое руководство к лабораторной работе. Оренбург: ГОУ ОГУ, с. Методические указания рекомендуется использовать при выполнении лабораторных работ по дисциплинам: «металлорежущие станки» для специальностей и ; «оборудование отрасли» для специальности ; «механизмы металлообрабатывающего оборудования» ; «механизмы и оборудование отрасли» для специальности для студентов очной, очно-заочной и заочной форм обучения. ББК Никитина И.П., 2005 ГОУ ОГУ, 2005
3 Лабораторная работа 3 Наладка и настройка вертикально-сверлильного станка модели 2Н125 на обработку детали 1 Описание лабораторной работы с кратким изложением теории 1.1 Задание, цель работы. Оборудование, приспособление, инструмент Задание Ознакомиться с устройством, управлением и кинематикой вертикально — сверлильного станка модели 2Н125. Наладить и настроить станок модели 2Н125. Составить отчет о проделанной работе Цель работы Изучить основные части, назначение рукояток управления, устройство и работу основных механизмов станка. Научиться практическим приемам наладки и настройки вертикально-сверлильного станка модели 2Н125. Приобрести определенный навык в управлении станком и обработке деталей Оборудования, приспособления, инструмент и наглядные пособия Вертикально-сверлильный станок модели 2Н125. Прихваты, упоры, призмы, угольники, машинные тиски (обычные, универсальные), патроны (кулачковые и цанговые), кондукторы, поворотные стойки и т.д. Переходные втулки, патроны. Мерительный инструмент: штангенциркуль и др. 1.2 Вертикально-сверлильный станок модели 2Н125 Вертикально-сверлильный станок модели 2Н125 предназначен для сверления, рассверливания, зенкерования и развертывания отверстий в различных деталях, а также для подрезки торцов (цекования) и нарезания резьбы машинными и гаечными метчиками в условиях индивидуального и серийного производства. На станке модели 2Н125 обрабатываются детали сравнительно небольших размеров и веса. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощность привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и отводе метчика. В конструкции вертикально-сверлильного станка модели 2Н125 предусмотрено автоматическое включение движения подачи после быстрого повода режущего инструмента к обрабатываемой детали и автоматическое выключение подачи при достижении заданной глубины сверления.
4 Заданная глубина сверления несквозных отверстий обеспечивается специальным механизмом. Этот механизм является одновременно предохранительным устройством, предохраняющим механизм подач от поломок при перегрузках Основные части станка (рисунок 1) 1- привод; 2- коробка скоростей; 3- плунжерный маслянный насос; 4- плунжерный масляный насос; 5- коробка подач; 6- колонна; 7- механизм управления скоростями и подачами; 8- электрошкаф; электрооборудование; 10- шпиндель; 11- система охлаждения; 12- сверлильная головка; 13- стол; 14- основание. Рисунок 1 — Основные части станка Органы управления станка (рисунок 2) 1- кран включения охлаждения; 2,3- болты для регулировки клина стола и сверлильной головки; 4,5- винты зажима стола и сверлильной головки; 6- рукоятка ручного перемещения стола; 7- вводной выключатель; 8- сигнальная лампа «Станок включен»; 9- кнопка включения правого вращения шпинделя; 10- кнопка включения левого вращения шпинделя; 11- кнопка включения качательного движения шпинделя при переключении скоростей и подач; 12- рукоятка для переключения скоростей шпинделя; 13- кнопка «Стоп»; рукоятка для переключения подачи; 15- кнопка включения ручной подачи; 16- штурвал для подъема и опускания шпинделя; 17- лимб для отсчета глубины обработки; 18- выключатель освещения; 19- выключатель насоса охлаждения; 20- кулачок для настройки глубины обработки; 21- кулачок для настройки глубины нарезаемой резьбы; 22- рычаг автоматического реверсирования главного привода при достижении заданной глубины нарезаемой резьбы; 23- рычаг отключения механической подачи при достижении заданной глубины обработки; 24- квадрат для ручного подъема и опускания сверлильной головки.
5 Ри су нок 2 Органы управления станка Техническая характеристика станка Наибольший диаметр сверления, мм Расстояние от оси шпинделя до лицевой стороны колонны, мм Расстояние от торца шпинделя до стола, мм Наибольший ход шпинделя, мм Перемещение шпинделя за один оборот штурвала, мм Наибольшее установочное перемещение сверлильной головки, мм Размеры рабочей поверхности стола, мм длина ширина Наибольшее вертикальное перемещение стола, мм Число скоростей вращения шпинделя Пределы частот вращения шпинделя, мин Количество величин подач Пределы величин подачи, мм/об. 0,1-1,6 Мощность главного электродвигателя, квт , Кинематика станка Движение резания (главное движение) — вращение шпинделя с режущим инструментом. Движение подачи — осевое перемещение шпинделя с режущим инструментом. Вспомогательные движения — ручные перемещения стола и шпиндельной бабки в вертикальном направлении, и быстрое ручное перемещение шпинделя вдоль его оси. Кинематическая схема станка мод.2н125 представлена на рисунке 3.
6 Рисунок 3 Кинематическая схема станка Движение резания. Шпиндель Y приводится в движение электродвигателем мощностью 2,2 квт через зубчатую передачу и коробку скоростей. На валу II коробки скоростей находится тройной подвижной блок шестерен Б1, обеспечивающий валу III три скорости вращения, на котором закреплены шестерни 35, 30, 15, 25. Валу IY посредством двойного блока Б2 через зубчатые передачи 35:35 и 15:42 передается шесть скоростей вращения. От вала IY через двойной блок Б3 вращение передается валу Y, на котором расположены зубчатые колеса z = 67 и z = 20, приводящие в движение полый вал Y, связанный шлицевым соединением со шпинделем YI. Следовательно шпиндель YI
7 имеет двенадцать скоростей вращения (3х2х2=12). Наибольшая частота вращения шпинделя с учетом упругого скольжения ремня определяется из выражения, n max, об/мин: n max = 1440 = Рисунок 3.1 Кинематическая схема Движение подачи. Движение подачи заимствуется от шпинделя YI. Движение передается через зубчатые передачи 28:48, 16:25, 25:36, 23:39 на вал YIII. От вала YIII три скорости вращения сообщаются валу X, на котором жестко закреплены шестерни 45, 36, 31, 16 и 26. От вала X три скорости вращения передаются валу XI. От вала XI через кулачковую муфту М1 движение сообщается валу XII, на котором закреплен однозаходный червяк. Далее через червячную передачу 1:47 движение передается валу XIII, на котором закреплена реечная шестерня 13, находящейся в зацеплении с рейкой m = 3 мм, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам. Коробка подач обеспечивает 9 скоростей вращения. Наибольшая величина подачи определяется из выражения, Smax, мм/об:
8 S max = 1 π 3 13 = 1, Вертикальное перемещение сверлильной головки осуществляется от рукоятки Р1 через червячную передачу 1:32 и реечную шестерню 10, сцепляющуюся с рейкой m = 4 мм, закрепленной на станине. Вертикальное перемещение стола достигается поворотом рукоятки Р2, через вал XYI, конические шестерни 16:42 и ходовой винт XYII. Быстрое ручное перемещение шпинделя с гильзой производится штурвалом, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20 град., а в дальнейшем связывает их в одно целое. 1.3 Устройство и работа отдельных механизмов станка Механизм подачи является составной частью сверлильной головки, которая включает в себя все основные узлы станка: коробку скоростей, коробку подач, шпиндель, механизм подачи, механизм переключения скоростей и подач. Механизмом подачи (рисунок 4) состоит из червячной передачи, реечной передачи, рукояток управления и ряда муфт включения.
9 Рисунок 4 — Механизм подачи Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций: — ручного подвода инструмента к детали; — включения рабочей подачи (механическая подача шпинделя); — ручного опережения подачи; — выключения рабочей подачи ручного отвода шпинделя вверх; — ручной подачи, используемой при нарезании резьбы.
10 Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 на себя поворачивается кулачковая муфта 8, которая через обоймуполумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерни 3 возникает крутящий момент, который не может быть передан зубцам кулачковой муфты 8, и обоймаполумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни на 20 град., этот угол ограничен пазом в детали 8 штифтом 10. На обойме-полумуфте 7 сидит двусторонний храповый диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5, в результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. Быстрый ручной подвод инструмента к заготовке обеспечивается дальнейшим поворотом штурвала 14 при включенной подаче. В этом случае собачки 13 проскакивают по зубьям внутренней стороны диска 6, опережая механическую подачу, т.е. происходит ручное опережение механической подачи. Выключение механической подачи в любой момент осуществляется поворотом штурвала 14 на себя на 20 град., при этом зубья муфты 8 станут напротив впадины обоймы-полумуфты 7, последняя под действием осевой силы и пружины 12 сместиться вправо, расцепляя зубья храпового диска 6 с зубьями червячного колеса 5, вследствие чего механическая подача шпинделя прекратиться. При быстром ручном подъеме шпинделя механическая подача также втоматически выключается. Конструкция механизма подач допускает также медленное ручное перемещение шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу, после чего переместить колпачок 9 вдоль оси вала 3 от себя; при этом штифт 11 заблокирует штифт 15 и при повороте штурвала 14 на себя не будет включаться механическая подача. 1.4 Наладка и настройка станка Под наладкой станка подразумевают его подготовку к выполнению заданной работы в соответствии с установленным технологическим процессом обработки. В наладку вертикально-сверлильного станка на обычную работу с механической подачей шпинделя входит: а) установка стола станка и закрепление его по высоте в требуемое положение; б) установка сверлильной головки и закрепление ее по высоте в требуемое положение; в) установка и закрепление режущего инструмента непосредственно в шпинделе станка или при помощи вспомогательных инструментов — зажимного патрона (шариковый быстросменный патрон (рисунок 5 а), быстросменный патрон с кулачковым зажимом (рисунок 5 б), самоцентрирующий кулачковый патрон (рисунок 5 д), цанговый патрон (рисунок 5 г)) или переходных (разрезных) втулок (рисунок 5 в); г) установка и закрепление заготовки на столе станка при помощи тисков (машинных (рисунок 6 а и рисунок б б), пневматических ), прихватов (рисунок 6,в), упоров (ступенчатых (рисунок 6 г), регулируемых (рисунок 6 д)), призм (рисунок 6 е и рисунок 6 ж), угольников (рисунок 6 з), поворотных стоек (рисунок 6 и), универсальных столов и кондукторов различного вида (оси инструмента и обрабатываемого отверстия должны совпадать); д) подвод смазочно-охлаждающей жидкости к месту обработки. Кроме того, на станке можно работать: — с ручной подачей шпинделя; — с выключением подачи шпинделя на заданной глубине;
11 — с автоматическим реверсированием шпинделя на заданной глубине при нарезке резьбы. При наладке станка на работу с ручной подачей шпинделя необходимо нажать кнопку 15, расположенной в центре штурвала 16 (см. рисунок 2). При наладке на работу с выключением подачи шпинделя на заданной глубине необходимо соблюдать следующую дополнительную последовательность: а) опустить шпиндель до упора инструмента в деталь; б) установить лимб 17 (см. рисунок 2) сверлильной головки так, чтобы против указателя лимба находилась цифра, соответствующая глубине обработки детали с учетом конуса инструмента; в) совместить риску кулачка 20 (см. рисунок 2) с соответствующей риской на лимбе 17 и кулачок закрепить. После включения вращения шпинделя и подачи начнется обработка детали; по достижении нужной глубины подача прекратиться, а шпиндель будет продолжать вращаться. При наладке станка на нарезание резьбы с реверсом шпинделя на определенной глубине (автоматическое нарезание резьбы) необходимо соблюдать следующую дополнительную последовательность: а) опустить шпиндель до упора инструмента в деталь; б) установить лимб 17 (см. рисунок 2) сверлильной головки так, чтобы против указателя лимба находилась цифра, соответствующая глубине обработки детали; а) б) в) г) I- патрон, 2- втулка, 3- шарик, 4- кольцо, 5- Выточка кольца, 6- патрон, 7- пружина, 3- кулачок, 9- втулка, 10- кольцо, 11 — поводок, 12- шпилька, 13- втулка, 14 — корпус, 15,20- лыски, 16- резьба корпуса, 17- расточка конусная,.13- цанга разрезная, 19- выступ, 21- гайка.
12 д) 1 корпус патрона, 2 кулачки, 3 обойма, 4 шарики, 5 винт, 6 втулка, 7 резьбовая втулка, 8 упорное кольцо Рисунок 5 Приспособления для крепления инструмента а) I- рукоятка, 2- винт, 3- губка подвижная, 4- прокладка, 5- губке неподвижная, 6- болт, 7- основание.
13 б) I- губка подвижная, 2- деталь, 3- губка неподвижная, 4 — упор, 5- ось, 6- эксцентрик, 7- пружина, 8- корпус, 9- ось, 10 — основание, 11, 13- выступы, 12- рукоятка. Рисунок 6, лист 1 Приспособления для крепления детали в) г) д) I- головка болта, 2- Т-образный паз стола, 3- упор, 4- шайба, 5- гайка, 6- планка, 7- деталь. е) ж) з) и)
14 Рисунка 6, лист 2 в) совместить риску кулачка 21 (см. рисунок 2) с соответствующей риской на лимбе 17 и кулачок закрепить; г) после включения вращения шпинделя ввести метчик вручную в нарезаемое отверстие (через 2-3 оборота шпинделя надобность в ручной подаче отпадает). По достижению заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Для того чтобы шпиндель принял первоначальное вращение, необходимо нажать соответствующую кнопку (9 или 10, см. рисунок 2). Настройка станка заключается в кинематической подготовке его к выполнению заданной обработки в соответствии с установленными режимами резания и технологией обработки детали. Кинематические цепи станка настраивают в соответствии с выбранными режимами резания (частотой вращения шпинделя и подачей): а) при настройке цепи главного движения числа оборотов шпинделя устанавливают по скорости резания при помощи рукояток коробки скоростей; б) при настройке цепи движения подачи на станке устанавливают при помощи рукояток коробки подач. 1.5 Обработка отверстий Сверление по разметке и по кондуктору При сверлении по разметке в центре будущего отверстия разметочным кернером делают углубление и из него как из центра описывают окружность диаметром, равным диаметру образуемого отверстия. Сверление по разметке производится в два этапа: 1) предварительное сверление выполняют с ручной подачей, высверливая небольшое углубление, диаметр которого равен 0,25d. После этого отводят инструмент в исходное положение, удаляют стружку, проверяют совпадение окружности надсверленного отверстия с размеченной окружностью. Если отверстие не концентрично окружности, нужно исправить направление сверла. Для этого с той стороны углубления, в которую надо сместить сверло, крейцмейселем прорубают несколько неглубоких канавок (рисунок 7). Рисунок 7 — Сверление по разметке
15 Сопротивление резанию со стороны канавок будет меньше, чем с противоположной стороны, и результирующая радиальных составляющих заставит сверло несколько изменить свое положение. Иногда прорубать канавки приходится несколько раз, прежде чем сверло займет точное центральное положение; 2) далее производят окончательное сверление сверлом соответствующего диаметра. Для увеличения производительности труда и повышения точности выполняемой работы широко применяют кондукторы. Вследствие наличия в кондукторе втулок, при помощи которых направляется режущий инструмент, сверление отверстий сквозных и глухих можно выполнять без разметки Сверление сквозных и глухих отверстий При сверлении сквозных отверстий в заготовках необходимо обращать внимание на способ их закрепления. Если заготовка крепится в кондукторе, то на дне его должны быть отверстия под выход сверла; если она крепится на столе, то нужно установить ее на подкладку, чтобы дать свободный выход сверлу. При сверлении сквозных отверстий с ручной подачей сверла необходимо в конце сверления уменьшать подачу сверла, а при выходе его из отверстия подачу производить осторожно, так как в момент выхода сверло, захватывая слишком толстый слой металла, защемляется неровностями на краях отверстий и может сломаться. При сверлении глухих отверстий на определенную глубину ее отмечают на сверле мелом или карандашом; с помощью упора; промером глубиномером; с помощью лимба и линейки на станке; применением упорного кольца надеваемого на сверло. При сверлении глубоких отверстий (сквозных, глухих) l > 5d необходимо время от времени выводить сверло из обрабатываемого отверстия для удаления стружки. Этим облегчается сверление и устраняется поломка и преждевременное затупление сверла. Нельзя останавливать станок, когда сверло находится в отверстии, так как произойдет заедание сверла Сверление полых деталей В полое пространство детали закладывается деревянный брусок для направления сверла, через который и производят сверление, иначе сверло, пройдя пустое пространство, упрется в нижнюю часть детали и, не имея направления, соскользнет и сломается Рассверливание отверстий Рассверливание производится в тех случаях, когда необходимо получить отверстия диаметром свыше 25 мм. Вначале отверстия просверливают сверлом меньшего диаметра, а затем большего диаметра. Ниже приведена зависимость рекомендуемых размеров первого и второго сверл. Диаметр номинальный первого сверла, мм Номинальный диаметр отверстия, мм 15 25
16 При рассверливании успешно снимается только симметричный припуск. 1.6 Выбор режимов резания Режимы резания при сверлении и рассверливании Режимы резания при сверлении в основном характеризуются подачей и скоростью резания. Выбор подач. Подачи S выбирают в зависимости от диаметра сверла, обрабатываемого материала, материала режущей части инструмента и пр. Определяем величину подачи при сверлении или рассверливании по таблица А.1 и таблица А.2 и выбираем ближайшую из имеющихся на данном станке. Скорость резания. Выбор скорости V резания при сверлении и рассверливании зависит от обрабатываемого материала, материала режущей части сверла, диаметра сверла, подачи, стойкости сверла, глубины просверливаемого отверстия, формы заточки сверла и охлаждения. Скорость резания V, м/мин, при сверлении: и при рассверливании: V C z v D V = K (1) m y T S C z v D K m y T S t x = (2) где Cv — постоянный коэффициент, характеризующий обрабатываемый материал, материал инструмента, геометрию сверла и разные условия обработки; D — диаметр сверла, мм; T — период стойкости инструмента, мин. (таблица А.4 и таблица А.5); s — подача, мм/об; t — глубина резания при рассверливании (припуск на сторону), мм. t D d, 2 = (3) где m, z, x, y — показатели степеней; К — общий поправочный коэффициент, учитывающий конкретные условия обработки: K = K K K. м l и где K м, K l, K и — соответственно поправочные коэффициенты, в зависимости от обрабатываемого материала, глубины сверления, материала режущей части и др.
17 Значения величин Сv, m, z, x, y приведены в таблица А.3. Поправочные коэффициенты на измененные условия работы приведены в таблица А.4 и таблица А.5, а поправочные коэффициенты на измененные условия работы твердосплавным инструментом — в таблица А.6. Частота вращения сверл n, об/мин, в зависимости от диаметра и скорости резания указаны в таблица А.7 или по формуле: n 1000 V р D = (4) Полученное значение частоты вращения округляем до ближайшей частоты вращения шпинделя станка из числа имеющихся на данном станке. Машинное время при сверлении и рассверливании отверстия определяется по формуле: L l + l l T 1 + o = 2 n s n s =, (5) где L — расчетная длина пути сверла (рисунок 8) в направлении подачи, мм; l — глубина отверстия, мм; l 1 — величина врезания сверла, мм; l 2 — величина перебега сверла, мм; n — частота вращения сверла, мин -1 ; s — подача сверла, мм/об. а) б) в) а- при сквозном сверлении, б- при глухом сверлении, в- при рассверливании. Рисунок 8 — Путь, проходимый сверлом
18 Величину врезания l 1 для сверл с обычной заточкой и углом при вершине 2ϕ= определяют по формуле: D l = ctgϕ (6) 1 2 При рассверливании D d l 1 = ctg ϕ = t ctg ϕ 2 (7) Значения l 1 и l 2 приведены в таблица А.19 и таблица А Режимы резания при зенкеровании Основными элементами резания при зенкеровании являются глубина, скорость резания и подача. Глубина резания при зенкеровании зависит от диаметра зенкера и припуска на обработку ( подсчитывают по той же формуле (3) что и при рассверливании). Припуск под зенкерование обычно составляет 0,5-4 мм на сторону (таблица 1.1). Таблица Среднее значение припусков под зенкерование Диаметр зенкера, мм до Припуск на сторону, мм 0, ,5 1,5 2 2,5 3 3,5 4 Выбор подач. Подачу выбирают максимально допустимой в соответствии с технологическими условиями обработки отверстия и классами точности и чистоты. Технологически допустимые подачи при зенкеровании сквозных отверстий приведены в таблица А 8. Для глухих отверстий подачи выбирают в пределах 0,2-0,6 мм/об. Наибольшие подачи применяют при обработке без допуска или зенкеровании литых или прокованных отверстий, предварительно обработанных резцом или сверлом с последующим использованием двух разверток. Наименьшие подачи используют при обработке отверстий с точностью по 4 классу, с последующей обработкой одной разверткой. Скорость резания. Выбор скорости резания зависит от обрабатываемого материала, материала инструмента, диаметра зенкера, подачи, периода стойкости, глубины резания и охлаждения. Скорость резания при зенкеровании, К, м/мин: V C z v D = K (8) m y T S t x Значения величин Сv, m, z, x, y приведены в таблица А. 9.
19 При изменении условий обработки скорость резания умножают на поправочные коэффициенты, равные поправочным коэффициентам при сверлении (см. таблица А. 4, таблица А. 5 и таблица А.6). Поправочные коэффициенты на скорость резания при зенкеровании углеродистой и легированной стали для измененных условий работы выбирают по таблица А. 10. Периоды стойкости Т определяются по таблица А.4 и таблица А. 5 или для зенкеров из быстрорежущей стали: 1) Для цельных хвостовых зенкеров диаметром D = мм: а) при обработки стали Т = (0,8 1,0) х D, мин; б) при обработки чугуна Т = (1,5 1,7) х D, мин; 2) Для насадных зенкеров со вставными зубьями диаметром от 25 до 80 мм: а) при обработки стали Т = (1,3 1,7) х D, мин; а) при обработки стали Т = (2,5 3,5) х D, мин Машинное время при зенкеровании определяется по формуле: L l + l l T 1 + o = 2 n s n s =, (9) где L — расчетная длина пути (рисунок А. 9), проходимого зенкером, мм; l — глубина зенкерования, мм; l 1 — величина врезания, мм; l 2 — величина перебега, обычно равна от 1 до 4 мм или выбирают в зависимости от подачи: l 2 = 3 s,мм; n — частота вращения, об/мин; s — подача, мм/об. Рисунок 9 — Путь, проходимый зенкером Величину врезания l 1 определяют по формуле где ϕ — главный угол в плане. Значения величин l 1 и l 2 приведены в таблице А.21. D d l 1 = ctgϕ = t ctgϕ, (10) Режимы резания при развертывании Основными элементами резания при развертывании являются глубина, скорость резания и подача.
20 Глубина резания при развертывании зависит от диаметра развертки и припуска на обработку (подсчитывают по той же формуле (3) что и при рассверливании). Выбор подач. Подачу выбирают максимально допустимой в соответствии с технологическими условиями обработки отверстия и классами точности и чистоты. Технологически допустимые подачи разверток приведены в таблица А. 11, таблица А. 16 и таблица А. 17. Скорость резания. Выбор скорости резания зависит от обрабатываемого материала, материала инструмента, диаметра развертки, подачи, периода стойкости, глубины резания и охлаждения. Скорость резания при развертывании определяется по формуле (8) или по таблице А.16 и таблице А.17. Значения величин Сv, m, z, x, y приведены в таблице А.12. Поправочные коэффициенты на скорость резания при развертывании для измененных условий работы выбирают по таблице А. 14 и таблице А. 15. Периоды стойкости Т для разверток определяются по таблице А.13. Машинное время при развертывании определяется по формуле (9). Значения величин l 1 и l 2 приведены в таблице А Режимы резания при нарезании резьбы Режимы резания при нарезании резьбы метчиками даны в таблице А.18. Машинное время Т при нарезании резьбы метчиком за один проход определяют по следующим формулам: — при нарезании резьбы в сквозных отверстиях (рисунок 10 а) To L + l + l 1 2 L + l1 + l = = + 2, (11) n s n s 0 — при нарезании резьбы в глухих отверстиях (рис рисунок 10 б) To L n + s L n = s 0, (12) где L — глубина (длина) нарезаемого отверстия, мм; l 1 — длина заборной (режущей) части, равная (1 3) S,мм; l 2 — величина перебега, равная (2 3) S,мм; n — частота вращения метчика при рабочем ходе, мин ; n — частота вращения метчика при обратном ходе, мин ; S — шаг нарезаемой резьбы, мм.
21 Рисунок 10 — Нарезание резьбы метчиком При нарезании резьбы последовательно несколькими метчиками машинное время умножают на число проходов (число метчиков).
22 2 Порядок проведения лабораторной работы Прежде чем приступить к непосредственному выполнению лабораторной работы необходимо: 1) ознакомиться с общим устройством, кинематической схемой станка, принципом действия основных механизмов станка, системой управления станка, его технической характеристикой и правилами техники безопасности; 2) перед пуском станка изучить назначение всех его рукояток; 3) изучить пуск станка; 4) после изучения всех узлов, рычагов, рукояток станка пустить его в ход и испытать на холостом ходу; 5) получить от преподавателя индивидуальное задание (на одного или группу учащихся) на наладку станка; 6) наладить и настроить станок на необходимые для обработки режимы резания; 7) убедиться в правильности и надежности крепления на станке обрабатываемой детали и инструмента; 8) совместно с руководителем занятия или лаборантом обработать деталь. 9) выполнить необходимые измерения.
23 3 Правила техники безопасности при работе на вертикально-сверлильном станке модели 2Н125 Перед началом работы на сверлильных станках необходимо выполнять следующие требования: 1) осматривать рабочее место и убирать со станка, и проходов все, что мешает нормальной работе; 2) проверять и обеспечивать нормальную смазку станка; 3) осматривать ограждающие и предохранительные устройства, режущий инструмент и приспособления; 4) проверять вручную, а затем на холостом ходу, нет ли заедания и значительных люфтов в движущих частях станка; 5) проверять исправность устройств для включения станка (кнопки, рубильники), переключения скоростей и механизмов управления станком; 6) устанавливать индивидуальное освещение станка, наиболее удобное для работы; 7) производить пробный пуск станка и контрольный осмотр рабочего места. Во время работы на станке необходимо соблюдать следующие правила: 1) содержать рабочее место в чистоте и порядке, своевременно очищая стол станка от стружки, масла и эмульсии; 2) не держать на столе станка обработанные детали, инструменты, ключи, крепежные болты, заготовки и пр.; 3) правильно устанавливать обрабатываемую деталь и надежно крепить ее в приспособлениях; 4) не удерживать заготовку руками на столе станка в процессе ее обработки; 5) не оставлять ключа в сверлильном патроне после смены режущего инструмента; 6) не останавливать рукой вращения шпинделя, патрона и не браться руками за вращающиеся режущий инструмент и части станка; 7) не нажимать сильно на рычаг подачи сверла при сверлении вручную отверстий малого диаметра и не применять более высоких подач, чем в карте технологического процесса при автоматической подаче; 8) систематически следить за состоянием режущего инструмента, не допуская его чрезмерного затупления; 9) работать только исправным вспомогательным инструментом, не применять прокладок при работе ключами и не удлинять гаечные ключи трубами; 10) применять предохранительные очки или защитный щиток для предохранения глаз и лица сверловщика от ожогов и повреждений; 11) немедленно останавливать станок при заедании в направляющей втулке или поломке инструмента, обнаружении неисправности в станке, приспособлении, ослаблении крепежных болтов, планок и прокладок.
24 4 Отчет по лабораторной работе » Наладка и настройка вертикально — сверлильного станка модели 2Н125 на обработку детали» 4.1 Дать краткую характеристику станка по схеме: -наименование; — модель; — размеры рабочей поверхности стола; — пределы частот вращения шпинделя; 4.2 Перечислить применяемый режущий инструмент и виды производящих им работ; 4.3 Перечислить применяемые приспособления; 4.4 Составить уравнение кинематического баланса для: — наименьшего числа оборотов шпинделя; — минимальной вертикальной подачи шпинделя; 4.5 Представить полный расчет настройки вертикально-сверлильного станка по следующим данным: материал заготовки — серый чугун с НВ 195; материал режущей части инструмента Р18, диаметр сверла D = 30 мм; диаметр рассверливаемого отверстия d = 20 мм; характер обработки — рассверливание; чистовая обработка; число проходов -1; требуемая точность отверстия — до 12 квалитета; деталь жесткая; форма заточки сверла ДП; длина отверстия 90 мм 4.6 Начертить схему установки детали и инструмента на станке. Группа Выполнил Принял
25 Список использованных источников 1 Власов С.Н., Годович Г.М., Черпаков Б.И. Устройство, наладка и обслуживание металлообрабатывающих станков и автоматических линий. — М.: Машиностроение, с. 2 Чернов Н.Н. Металлорежущие станки. — М.: Машиностроение, с.. 3 Голофтеев С.А. Лабораторный практикум по курсу «Металлорежущие станки»: Учеб. пособие для техникумов.- М.: Высш.шк., с. 4 Ничков А.Г. Фрезерные станки. — М.: Машиностроение, с.; 5 Барбашев Ф.А. Фрезерное дело: Учебное пособие для сред. проф.-тех.училищ. Изд.2-е. — М.: Высшая школа, с. 6 Колев Н.С. и др. Металлорежущие станки. — М.: Машиностроение, с. 7 Металлорежущие станки: Учебник для машиностроительных вузов. /Под ред. В.Э. Пуша М. : Машиностроение, с. 8 Сысоев В.И. Справочник молодого сверловщика. — М.: Профтехиздат, с. 9 Барун В.А. Работа на сверлильных станках.: Учебное пособие для сред. проф. — тех.училищ. — М.: Профтехиздат, с. 10 Трофимов А.М. Металлорежущие станки. М.: Машиностроение, с.
26 Приложение А (справочное) Таблица А.1- Подачи при сверлении сверлами из инструментальных сталей
27 Таблица А.2 Подачи при рассверливании сверлами из инструментальной стали
28 Таблица А.3 Значения C v, m, z v, x v, y v для определения скорости резания при обработке cверлами из инструментальной стали
29 Таблица А.4 Поправочные коэффициенты на скорость резания при обработке стали и алюминиевых сплавов cверлами и зенкерами из инструментальной стали (сверление, рассверливание и зенкерование)
30 Продолжение таблицы А.4
31 Продолжение таблицы А.4
32 Продолжение таблицы А.4
33 Таблица А.5 Поправочные коэффициенты на скорость резания при обработке серого и ковкого чугуна cверлами и зенкерами из инструментальной стали (сверление, рассверливание и зенкерование)
34 Продолжение таблицы А.5
35 Продолжение таблицы А.5
36 Таблица А.6 Поправочные коэффициенты на скорость резания при обработке серого и ковкого чугуна cверлами и зенкерами из твердого сплава (сверление, рассверливание и зенкерование)
37 Таблица А.7 Число оборотов сверл различного диаметра в зависимости от скорости резания Число оборотов сверла (об/мин) при скорости резания, м/мин
38 Таблица А.8 Подачи при зенкеровании S мм/об Таблица А.9 Значения C v, m, z v, x v, y v для определения скорости резания при обработке зенкерами из инструментальной стали
39 Таблица А.10 Поправочные коэффициенты на скорость резания при обработке стали зенкерами из инструментальной стали
40 Таблица А.11 Подачи при развертывании цилиндрическими разверками из инструментальной стали
41 Таблица А.12 Значения C v, m, z v, x v, y v для определения скорости резания при обработке цилиндрическими развертками из инструмен тальной стали Таблица А.13 Принятые средние периоды стойкости разверток из инструментальной стали
42 Таблица А.14 Поправочные коэффициенты на скорость резания и число оборотов при обработке стали и алюминиевых сплавов цилиндрическими развертками из инструментальной стали
43 Продолжение таблицы А.14
44 Таблица А.15 Поправочные коэффициенты на скорость резания и число оборотов при обработке чугуна и медных сплавов цилиндрическими развертками из инструментальной стали
45 Таблица А.16 Развертывание отверстий коническими развертками из инструментальных сталей
46 Таблица А.17 Развертывание отверстий твердосплавными развертками Шероховатость поверхности, Ra 3,2 1,6 0,8-0,2 1,6-0,8
47 Таблица А.18 Режимы резания при нарезании резьбы метчиками Тип метчика и материал инструмента σ d 800, МПа σ d 800, МПа σ d >800, МПа σ d >800, МПа Серый Поправочные коэффициенты на скорость резания в зависимости от квалитета резьбы Квалитет
48 Таблица А.19 Величина врезания и перебега при сверлении в сплошном материале
49 Таблица А.20 Величина врезания и перебега при рассверливании
50 Таблица А.21 развертывании Величина врезания и перебега при зенкеровании и
Источник