- Т 150 трактор ремонт двигателя
- Особенности двигателя ЯМЗ-236 на Т-150
- Технические характеристики двигателя ЯМЗ-236Д3 на Т-150/Т-150К
- Двигатель ЯМЗ-236 на современных Т-150
- Технические характеристики двигателя ЯМЗ-236М2-59 на Т-150/Т-150К
- Переоборудование тракторов Т-150: установка неродных двигателей
- Тракторы МТЗ-80, 82, МТЗ-1221, 320, ЮМЗ, Т-40, Т-25, Т-150К. Запчасти, регулировки, техобслуживание и ремонт.
- Замена поршневой группы и установка коленвала трактора Т-150
Т 150 трактор ремонт двигателя
Более современной модификацией является трактор Т-150 с двигателем ЯМЗ 236. С мотором ЯМЗ-236М2-59 спецтехника производится по сей день.

Необходимость замены силового агрегата назревала годами — мощности первоначального двигателя СМД-60 и его преемника СМД-62 в некоторых ситуациях просто не хватало. Выбор пал на более производительный и экономичный дизельный мотор производства Ярославского моторного завода.

Впервые эту установку в широкое производство запустили в 1961 году, но проект и прототипы существовали с 50-х годов и весьма неплохо себя зарекомендовали. Долгое время двигатель ЯМЗ 236 оставался одним из лучших дизелей в мире. Несмотря на то, что с момента разработки конструкции прошло почти 70 лет, она остается актуальной до сих пор и используется в том числе в новых современных тракторах.
Особенности двигателя ЯМЗ-236 на Т-150

Трактор Т-150 с двигателем ЯМЗ-236 серийно выпускался в разных модификациях. В свое время устанавливались и атмосферные моторы, и турбированные. В количественном отношении наиболее популярной стала версия Т-150 с двигателем ЯМЗ-236 ДЗ — атмосферником с рабочим объемом 11,15 л, крутящим моментом 667 Нм и мощностью 175 л.с., который запускался электростартером.
Технические характеристики двигателя ЯМЗ-236Д3 на Т-150/Т-150К
Двигатель ЯМЗ-236 на современных Т-150

На новые колесные и гусеничные тракторы Т-150 устанавливается двигатель ЯМЗ-236 М2-59. Этот мотор с унифицирован с ЯМЗ-236, который выпускался до 1985 года, и ЯМЗ-236М, выпуск которого прекратился в 1988 г.
Двигатель ЯМЗ-236М2-59 — это дизельный атмосферный движок, непосредственным впрыском топлива и водяным охлаждением. Мотор имеет шесть цилиндров, расположенных V-образно.
Технические характеристики двигателя ЯМЗ-236М2-59 на Т-150/Т-150К
Переоборудование тракторов Т-150: установка неродных двигателей
Одной из причин, по которой тракторы Т-150 и Т-150К получили такую популярность, является их высокая ремонтопригодность и простота обслуживания. Машины можно легко переоборудовать и установить другое, неродное оборудование, которое было бы эффективнее для выполнения конкретных задач.

Одним из направлений переоборудования трактора Т-150 является замена мотора. Двигатели СМД-60 и СМД-62 имеют идентичную геометрию и способы подключения, поэтому установить вместо одного движка другой не составляет труда.
Переоборудование трактора Т-150 с двигателем ЯМЗ-236 или ЯМЗ-238 (последний мотор часто монтируется на машины самостоятельно) представляет собой более сложную задачу. Самый простой способ модернизации трактора — с помощью специального комплекта для переоборудования. Он стоит в пределах 50 тыс. р и является набором переходников для быстрой установки нового двигателя. Конечно, речь идет о модернизации трактора Т-150 с двигателем СМД-60 или СМД-62. Заменить движки ЯМЗ одной версии на другую можно в большинстве случаев без особых сложностей.

Также востребованной является модернизация по установке мазовского двигателя на Т-150. Конструктивно это самая сложная задача, поскольку придется адаптировать все крепления, детали рамы и трансмиссии.
Источник
Тракторы МТЗ-80, 82, МТЗ-1221, 320, ЮМЗ, Т-40, Т-25, Т-150К. Запчасти, регулировки, техобслуживание и ремонт.
Замена поршневой группы и установка коленвала трактора Т-150
Кривошипно-шатунный механизм двигателя СМД-60,62
Кривошипно-шатунный механизм служит для преобразования прямолинейного возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
Основными деталями кривошипно-шатунного механизма (рис. 14) являются поршни с поршневыми кольцами и пальцами, шатуны, коленчатый вал и маховик.
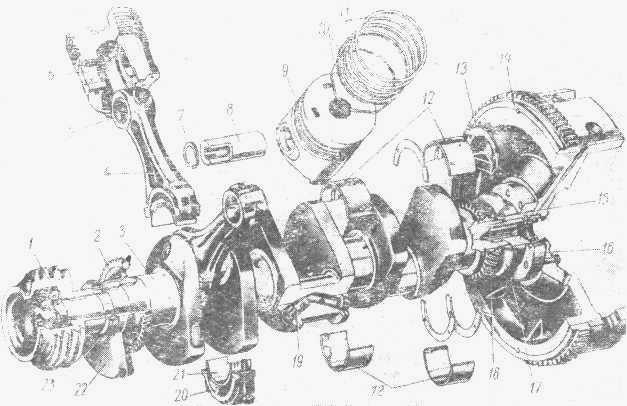
Рис. 4. Кривошипно-шатунный механизм двигателя СМД-60, 62 трактора Т-150
1 — шкив коленчатого вала, 2 — шестерня привода масляного насоса: 3 — вал коленчатый; 4 — шатун; 5 — втулка верхней головки шатуна; 6 — поршень; 7 — кольцо стопорное, 8 — палец поршневой; 9 — поршень; 10—кольцо поршневое маслосъемное; 11 — кольца поршневые компрессионные; 12 — вкладыши коренных подшипников верхние; 13 — полукольца упорные; 14 — маховик; 15 — гайка; 16 — фланец крепления маховика; 17 — маслоотражатель, 18 — шестерня привода газораспределения, 19 —масляная полость шатунной шейки, 20 — крышка нижней головки шатуна, 21 — вкладыш шатунного подшипника нижний; 32—противовес; 23—маслоотражатель.
Поршень 6 отлит из алюминиевого сплава. В днище его находится тороидальная открытая камера сгорания. Верхняя часть поршня конусная, а юбка — овально-конусная.
В верхней части поршня выполнено четыре канавки, в которые установлены кольца: в первые три — компрессионные, в четвертую — маслосъемное. Для отвода масла в четвертой канавке и под канавкой имеются отверстия.
В двух бобышках расточены отверстия под поршневой палец, ось которого смещена относительно оси поршня на 3 мм в сторону вращения коленвала СМД-60,62 трактора Т-150.
Для подвода масла к поршневому пальцу в бобышках поршня выполнены отверстия. Поршни комплектуются по массе и размеру юбки. Разность масс поршней в одном комплекте должна быть не более 7 г.
Поршни по наружному диаметру юбки сортируются на две группы (Б и М). При установке на дизель гильзы и поршни должны быть одной размерной группы. Маркировка группы по размеру диаметра юбки и масса поршня нанесены клеймом на донышке поршня (рис. 5).
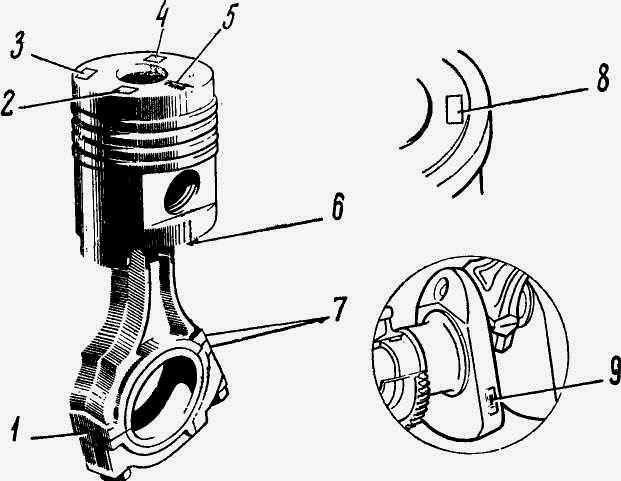
Рис. 5. Расположение меток на деталях кривошипно-шатунного механизма двигателя СМД-60, СМД-62
1 — место клеймения массы шатуна; 2 — место клеймения массы поршня: 3 — место клеймения размерной группы поршня; 4 — место клеймения знака ОТК; 5, 6 —метки для определения положения поршня при сборке его с шатуном; 7 —место клеймения комплектности шатуна с крышкой; 8 — место клеймения группы гильзы цилиндра: 9 — место нанесения маркировки коленчатого вала.
Компрессионные кольца выполнены из высокопрочного чугуна и имеют трапециевидную форму сечения. Верхнее кольцо 1 (рис. 6) по наружному диаметру хромировано, второе кольцо 2 имеет конусную рабочую поверхность (минутное), нижнее 3 — скребкового типа.
Маслосъемное поршневое кольцо — скребкового типа и состоит из трех элементов: верхнего 4 и нижнего 5 колец, изготовленных из специального чугуна и хромированных по наружному диаметру, и стального радиального расширителя 6. Верхнее кольцо в отличие от нижнего имеет на торцевой поверхности прорези для прохождения масла.
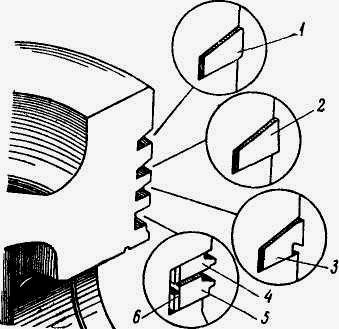
Рис. 6. Схема установки колец на поршень двигателя СМД-60, СМД-62 трактора Т-150К
1 — кольцо компрессионное верхнее; 2 —кольцо компрессионное второе; 3 — кольцо компрессионное нижнее; 4 —кольцо верхнее маслосъемное, 5,6-Кольцо нижнее маслосъёмное; 7-расширитель радиальный маслосъемного кольца.
Замки всех колец прямые. Установка колец на поршень производится, как указано на рис. 6, в порядке, обратном их снятию с поршня, то есть начиная с маслосъемного кольца. При установке маслосъёмного кольца скос на верхнем и нижнем кольцах должен быть обращен в сторону донышка поршня.
Для предотвращения прорыва газов замки колец должны быть разведены в противоположные стороны, но не должны располагаться против отверстий под поршневой палец.
В запчасти Т-150 поршневые кольца поставляются комплектно. Комплект колец на один дизель имеет маркировку на упаковке 60—03006.01.
Поршневой палец 8 (рис. 4) полый, плавающего типа, изготовлен из хромо-никелевой стали. Наружная поверхность цементирована и полирована. От осевого перемещения в бобышках поршня палец удерживается двумя стопорными кольцами 7.
Шатун 4 — с двутавровым сечением стержня, штампованный из хромистой стали. В верхнюю головку его запрессована бронзовая втулка 5. Расточка постели в нижней головке шатуна под вкладыш производится в сборе с крышкой.
Поэтому шатун дизеля Т-150 и нижняя крышка его заклеймены одинаковыми номерами от 1 до 999, набитыми на торцевой площадке. Кроме того, шатуны комплектуются по массе. Разность масс шатунов в одном комплекте должна быть не более 14 г.
Место клейма комплектности шатуна с крышкой и обозначение массы его указаны на рис. 5. Нижняя головка шатуна имеет плоский косой разъем. Фиксация крышки относительно шатуна производится двумя штифтами, запрессованными в тело шатуна и входящими в паз крышки.
Поршневые кольца, поступающие на комплектовку двигателя СМД-62,60, должны удовлетворять следующим техническим требованиям. Упругость маслосъёмных колец при сжатии их до зазора в стыке 0,45. 0,75 мм должна быть в пределах 18. 30 Н (1,8. 3,0 кгс). Упругость компрессионных колец при нормальном зазоре в стыке — 26. 35 Н (2,6. 3,5 кгс) для верхних и 22. 31 Н (2,2. 3,1 кгс) для вторых и третьих колец.
Радиальный зазор между поршневым кольцом и калибром диаметром 130+0,02 мм не должен превышать 0,02 мм в любом месте, но на расстоянии не менее 5 мм от стыка. Коробление торцевых поверхностей компрессионных колец должно быть не более 0,07 мм.
Допустимое выступание буртов гильз цилиндров над верхней плоскостью блока дизеля Т-150К должно быть в пределах 0,065. 0,165 мм. Колебания выступания гильз в пределах одного ряда блок-картера допускаются не более 0,07 мм, а разница выступания одной гильзы от другой над верхней плоскостью не должна превышать 0,03 мм.
Перед установкой гильз уплотнительные кольца смазывают белилами или суриком. Овальность поставленных в блок-картере гильз цилиндров при нормальном усилии затягивания гаек крепления макетных головок не должна превышать 0,03 мм.
Шатунно-поршневая группа двигателя СМД-60,62
После установки гильз и макетных головок блок-картер двигателя СМД-60, 62 трактора Т-150 проверяют на герметичность водой под давлением 0,4 МПа (4 кгс/см2) в течение 2 мин. Подтекание воды или потение не допускаются. Поршни комплектуют по массе, размеру юбки и отверстия под поршневой палец.
Разница в массе поршней одного комплекта не должна превышать 7 г. Значение массы поршня и его маркировка по размеру юбки выбиты на днище. Массу выбивают тремя цифрами, которые означают сотни, десятки и единицы граммов сверх 2 кг.
Диаметр юбки поршня при сортировке на группы определяют на расстоянии 41 мм от нижнего торца юбки в плоскости, перпендикулярной к оси пальца. Для создания необходимой посадки поршневого пальца в бобышках поршни по размеру диаметра в бобышках сортируют на две группы. Маркируют группы белой или желтой краской, нанося ее на бобышку.
Овальность и конусность отверстий под поршневой палец допускаются до 0,006 мм. Комплектуют поршни с гильзами одинаковой размерной группы. Правильность комплектовки проверяют при помощи динамометрического щупа (лента толщиной 0,2 мм, шириной 10 мм), который должен протягиваться через зазор с усилием 35. 45 Н (3,5. 4,5 кгс).
Поршни двигателя СМД-60, СМД-62 трактора Т-150 подбирают в соответствии с размерной группой гильз цилиндров и проверяют зазор между ними щупом шириной 10 мм. Щуп толщиной 0,2 мм, помещенный в зазор, должен выходить из него от усилия 40 Н (4 кгс).
Поршневые пальцы по наружному диаметру сортируют на две размерные группы и обозначают краской белого или желтого цвета. Овальность и конусность поршневого пальца не должны превышать 0,004 мм. Твердость HRC 56. 63. Шероховатость наружной поверхности 0,20 мкм. Масса — 935 ± 5 г.
Шатуны двигателя СМД-60, 62 трактора Т-150 комплектуют по массе. Разница в массе шатунов одного комплекта в сборе со втулками не должна превышать 14 г. Масса шатуна обозначается трехзначным числом, выбитым на торце нижней головки, которое означает сотни, десятки и единицы граммов сверх 3 кг.
Забоины и задиры на поверхности разъема шатуна и крышки не допускаются. Диаметр отверстия нижней головки шатуна при затянутых его болтах должен быть в пределах 90,98. 91,04 мм, момент затяжки 160. 180 Нм (16. 18 кг/см), а допустимый диаметр верхней головки 51,047 мм.
Овальность нижней головки шатуна допускается до 0,04 мм, а конусность — 0,02 мм. При большем износе нижнюю головку шатуна восстанавливают осталиванием. До осталивания и после него внутреннюю поверхность нижней головки шлифуют с последующим хонингованием.
Шероховатость поверхности после обработки должна соответствовать 9 классу, а овальность и конусность должны быть в пределах 0,005. 0,01 мм. Допускаются овальность и конусность верхней головки шатуна 0,03 мм, а ее втулки — 0,004 мм.
При ремонте в верхнюю головку шатуна запрессовывают втулку, обеспечивая натяг между втулкой и отверстием в верхней головке шатуна 0,06. 0,133 мм. Запрессовывают втулку в отверстие головки шатуна после охлаждения ее до 60. 90 °С или нагрева шатуна до 200±20°С.
Установка шатунно-поршневой группы двигателя СМД-60,62
При сборке шатунов с поршнями следует иметь в виду, что ось отверстий под поршневой палец смещена на 3 мм относительно оси поршня, а шатун имеет несимметричную нижнюю головку в осевом направлении. Поэтому собранные поршень с шатуном для правого и левого ряда цилиндров различны, несмотря на то, что все поршни в пределах группы и шатуны взаимозаменяемы.
Положение поршня во всех цилиндрах двигателя Т-150 одинаково и обозначено стрелкой с надписью «Вперед». Поршни устанавливают в цилиндры стрелкой в сторону вентилятора. Для правого ряда цилиндров (1-й, 2-й и 3-й) шатуны устанавливают относительно поршня узким боком в направлении стрелки, а для левого ряда (4-й, 5-й и 6-й) — широким.
Перед посадкой пальца поршень предварительно нагревают до температуры 50. 60 °С. Компрессионные кольца устанавливают на поршень косым торцом вверх при помощи приспособления. Кольца под действием собственной массы должны свободно перемещаться и утопать в канавке поршня при его проворачивании в горизонтальном положении.
Перед установкой поршня в цилиндр замки колец располагают равномерно по окружности на одинаковых расстояниях один от другого, но не против отверстий под поршневой палец.
Подобранные поршни с шатунами и кольцами устанавливают в цилиндры двигателя СМД-60, 62 при помощи оправки. Момент затяжки болтов крепления крышек шатунов должен быть в пределах 240. 260 Нм (24. 26 кг/см).
Продольный зазор нижних головок шатунов, закрепленных на шатунных шейках коленчатого вала, допускается в пределах 0,24. 0,70 мм. Допустимое выступание поршней над верхней плоскостью левой и правой части блоков не должно превышать 0,5 мм; утопание — не допускается.
Шатунные вкладыши 21 (рис. 4) сталеалюминевые. Для лучшей приработки покрываются приработанным слоем. Верхний и нижний вкладыши взаимозаменяемы. По диаметру вкладыши изготовляются двух размеров в соответствии с двумя номинальными диаметрами шатунных шеек коленчатого вала. Предусмотрено также четыре ремонтных размера.
В запчасти двигателя СМД-60, 62 вкладыши поставляются комплектно. Комплект шатунных вкладышей имеет маркировку на упаковке А2301-91—60А.
Коленвал двигателя СМД-60, 62
Коленчатый вал Т-150 — стальной, штампованный, имеет четыре коренных и три шатунных шейки. Шатунные шейки расположены под углом 2,04 рад (120°). Коленчатые валы изготовляются и устанавливаются на дизеле двух производственных размеров (номиналов).
Для улучшения очистки масла, а следовательно, и уменьшения износа шатунных подшипников в шатунных шейках имеются полости 19 для дополнительной центробежной очистки.
Осевое усилие коленвала СМД-60, СМД-62 трактора Т-150 воспринимается четырьмя сталеалюминевым полукольцами 13, установленными в расточке блок-картера и крышки четвертого коренного подшипника.
Щеки вала выполнены заодно с противовесом. Кроме того, еще одни противовес 22 (рис. 14) установлен на передней носке коленчатого вала. Здесь же установлена шестерня 2 привода масляного насоса и маслоотражатель 23, закрепленные гайкой с замковой шайбой.
На конусную часть переднего конца коленчатого вала на сегментной шпонке установлен и закреплен храповиком шкив 1 привода компрессора и вентилятора.
На заднем конце коленвала Т-150 двигателей СМД-60, 62 напрессована шестерня 18 привода газораспределения. К торцу заднего конца вала болтами присоединен фланец 16 для установки маховика.
Коленчатый вал динамически балансируется в сборе с шестернями, передним противовесом и технологическими грузами, заменяющими массы шатунно-поршневого комплекта и противовеса, выполненного заодно с маховиком, с точностью 0,007 Нм (70 гс/см).
Ремонт коленчатого вала двигателя СМД-60, 62 трактора Т-150
К основным дефектам коленвала двигателя СМД-60, 62 относятся износ шатунных и коренных шеек, задиры, трещины на шатунных и коренных шейках, износ конической поверхности под шкив, шейки вала под передний противовес, шейки под шестерню, поверхности под шестерню коленчатого вала, поверхности под фланец коленчатого вала, поверхности отверстия под штифт фланца, шпоночных пазов, установочного штифта, биение торцевой поверхности под фланец, изгиб коленчатого вала.
Приступая к ремонту коленчатого вала, проверяют состояние центровых отверстий. При наличии забоин или вмятин отверстия исправляют растачиванием на токарном станке.
Для этого коленвал Т-150 зажимают в патроне за первую коренную шейку, а под четвертую устанавливают люнет. Для исправления второго центрового отверстия вал зажимают в патроне за шейку под шестерню коленчатого вала, а люнет устанавливают под первую коренную шейку.
Изношенные поверхности неподвижных соединений восстанавливают наплавкой в среде углекислого газа, применяя станок и электродуговую наплавочную проволоку диаметром 1. 1,5 мм.
Наплавленные поверхности протачивают, применяя резцы с пластинами из твердого сплава. Обработанные поверхности шлифуют. Шпоночные пазы заваривают на полуавтомате для дуговой сварки, а затем фрезеруют новые пазы на горизонтально-фрезерном станке.
Смещение шпоночных пазов относительно диаметральной плоскости коленчатого вала СМД-60, 62 допускается не более 0,08 мм. Контролируют шпоночные пазы и их расположение при помощи приспособления и калибров.
Отверстие под фланец коленчатого вала восстанавливают постановкой втулки, изготовленной из стали 45. Для этого растачивают отверстие под фланец до диаметра 57+0,046 мм длиной 29+0,21 мм, запрессовывают втулку, растачивают и затем развертывают ее разверткой до диаметра 52+0’03 мм.
Биение внутренней поверхности втулки относительно общей оси коренных опор должно быть не более 0,04 мм. Биение торцевой поверхности вала под фланец устраняют шлифованием. Биение допускается не более 0,01 мм.
Шатунные и коренные шейки коленвала СМД-60, 62 трактора Т-150 восстанавливают шлифованием, оставляя припуск 0,01 мм для последующего супер финиширования и полирования.
Шероховатость шатунных и коренных шеек после шлифования должна быть не более 0,32 мкм, галтелей — не более 2,5 мкм. Радиус галтелей должен быть равен 5,0>5 мм. Шероховатость проверяют по эталонам, а радиус галтелей — шаблоном. Твердость шатунных и коренных шеек должна быть не менее HRC 52. При меньшей твердости шейки закаливают токами высокой частоты.
При суперфинишировании и полировании коленвал Т-150 базируют на шейке под шестерню, по торцевой поверхности под фланец маховика и центровому отверстию в хвостовике. После обработки коленчатого вала проверяют, нет ли трещин.
После проведения ремонтных операций коленчатый вал промывают для удаления технологической грязи и балансируют. Дисбаланс коленчатого вала допускается не более 0,007 Нм (70 гс/см). Неуравновешенность устраняют фрезерованием боковых кромок щек и сверлением щек в радиальном направлении.
Следует иметь в виду, что в эксплуатации применяют шатуны с разными массами, поэтому при балансировке на коленвал устанавливают, кроме противовесов, технологические грузы. Они должны быть той же группы, что и шатуны, намечаемые к установке на коленчатый вал.
Вкладыши подшипников коленчатого вала при ремонте двигателя СМД-60, 62 трактора Т-150 заменяют. В соответствии с размерами шеек коленвала вкладыши изготовляют двух производственных (номинальных) и четырех ремонтных размеров.
Маркировку вкладыша номинального размера наносят на наружной поверхности стальной основы у его стыка, а ремонтного размера — посреди одного из торцов. Вкладыши коренных подшипников унифицированы, поэтому их можно устанавливать в любую опору.
При этом вкладыши с отверстием ставят в блок, а без отверстия — в крышку. Верхняя и нижняя половины шатунных вкладышей конструктивно взаимозаменяемы. Их подбирают по высоте и запрещается разукомплектовывать.
Крышки коренных подшипников крепят к блоку цилиндров двигателя СМД-60, 62 двумя шпильками и двумя стяжными болтами. Перестановка крышек с одной опоры на другую не допускается. Для сохранения затяжки в случае выполнения разборочно-сборочных операций на шпильках и гайках наносят метки в виде рисок.
Перед укладкой коленчатого вала продувают сжатым воздухом его масляные каналы, протирают коренные шейки и смазывают их моторным маслом. Укладывают коленчатый вал на верхние половины вкладышей, установленные в постели и смазанные моторным маслом.
Совмещают торцы крышек с торцами постели блока цилиндров. В расточки крышек предварительно устанавливают нижние половины вкладышей, рабочая поверхность которых смазана моторным маслом.
Номера на крышках и блока цилиндров двигателя Т-150К должны совпадать. Легкими ударами медного молотка надевают крышку до появления в отверстиях резьбовых концов шпилек, затем ее затягивают гайками, которые контрят пластинами.
Установив стяжные болты и шайбы под гайки крепления шпилек, затягивают гайки, момент затяжки 200. 220 Нм (20. 22 кг/см). Затем затягивают болты, момент затяжки 160. 180 Нм (16. 18 кг/см).
Коленчатый вал после затяжки гаек крепления крышек коренных подшипников и торцевых болтов должен проворачиваться под действием крутящего момента 3. 4 Нм (0.3. 0,4 кг/см), а после установки шатунов крутящий момент не должен превышать 50 Нм (5 кг/см). Осевой зазор коленчатого вала должен быть в пределах 0,125. 0,345 мм.
Маховик двигателя СМД-60, 62 трактора Т-150
Маховик двигателя СМД-60, 62 литой чугунный. На него напрессован стальной венец, с которым входит в зацепление шестерня-бендикс пускового двигателя.
Устанавливая маховик на фланец коленчатого вала, необходимо совместить его отверстия с двумя штифтами по меткам, нанесенным на маховике и на фланце. Маховик сбалансирован статически в динамическом режиме с точностью до 0,006 Нм (60 гс/см).
Маховик крепят к фланцу коленчатого вала так, чтобы метка на торце фланца коленчатого вала совпала с меткой на маховике. Болты крепления маховика затягивают равномерно в несколько приемов; момент затяжки 240. 260 Нм (24. 26 кг/см).
Износ рабочей поверхности маховика двигателя СМД-60, 62 трактора Т-150К, к которой прилегают фрикционные накладки ведомого диска сцепления, не должен быть более 0,2 мм по глубине. Задиры, трещины и риски не допускаются.
При ремонте рабочую поверхность протачивают на глубину до 2 мм. Биение рабочей поверхности относительно посадочных поверхностей под коленчатый вал не должно превышать 0,25 мм на диаметре 350 мм.
Непрямолинейность и неплоскостность рабочей поверхности допускаются до 0,15 мм. Износ зубьев венца маховика по длине и толщине допускается соответственно до 23 и 4,9 мм.
После ремонта маховик балансируют. Дисбаланс маховика СМД-60, 62 трактора Т-150 должен составлять 24 000 ± 30 гсм и иметь определенную направленность относительно вертикальной плоскости его установки на коленчатый вал.
Дисбаланс устраняют сверлением отверстий по окружности диаметром 360 мм. Максимальный диаметр отверстий 15 мм, минимальный шаг отверстий 20 мм, глубина не более 20 мм.
Источник