Требования к восстановлению коленчатых валов в ремонтные размеры
Обработку коленчатых валов в ремонтные размеры следует производить согласно документации на капитальный ремонт двигателя.
Основные моменты, касающиеся ремонта коленчатых валов, на которые необходимо обратить внимание, следующие:
- форма галтелей после перешлифовки шеек (переход от шейки вала к щеке, выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
- предельно допустимые ремонтные размеры шеек коленчатого вала определяется видом его упрочнения. Применяемость вкладышей, в зависимости от ремонтного размера шеек коленчатого вала.
В комплекте с азотированным коленчатым валом и валом упрочненным двойной обработкой при перешлифовке шеек в ремонтные размеры (уменьшение диаметров на 0,25 мм) необходимо применять специальные вкладыши с увеличенной на 0,125 мм толщиной; Категория ремонтных размеров на вал коленчатый — 740.13-1005020, 740.30-1005020-01
Ед. изм. Номинальный размер Категория ремонтного размера 0 1 2 3 4 5 6 Размер коренной шейки (допуск ±0,011 мм) мм 95 94,95 94,75 94,5 94,25 94 93,75 93,5 Обозначение маркировки коренной шейки 0 R0 R1 R2 R3 R4 R5 R6 Размер шатунной шейки (допуск ±0,011 мм) мм 80 79,95 79,75 79,5 79,25 79 78,75 78,5 Обозначение маркировки шатунной шейки 0 S0 S1 S2 S3 S4 S5 S6 размер пятой коренной шейки по ширине мм 36,2 +0’05 36,5 +0’08
«R0». «R8» — для коренных шеек (было обозначение «К0,5». «К6»);
«S0». «S8» — для шатунных шеек (было обозначение «Ш0,5». «Ш6»);
«П1». «ПЗ» — для 5-й коренной шейки по ширине.
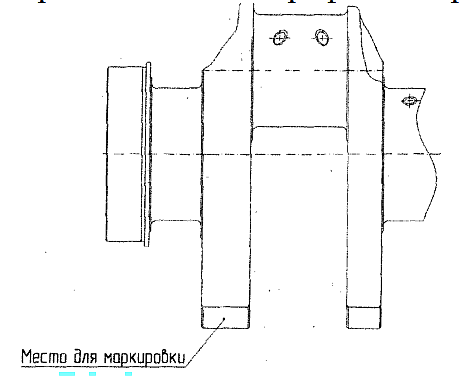 Рис. Маркировка ремонтного размера шеек коленчатого вала.
Рис. Маркировка ремонтного размера шеек коленчатого вала.
Важно:
— установка на двигатель противовесов и маховиков от двигателей других моделей не допускается;
— наплавка и напыление коренных и шатунных шеек коленчатого вала не допускаются.
Таблица предельно допустимые ремонтные размеры шеек коленчатого вала
| Технология упрочнения коренных и шатунных шеек | Предельно допустимые ремонтные размеры |
| Закалка ТВЧ | Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 093,5 мм, шатунных шеек до 078,5 мм. |
| Азотирование Комбинированное упрочнение (ТВЧ + азотирование) | Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 094,75 мм, шатунных шеек до 079,75 мм. При ремонте с дальнейшим уменьшением диаметров необходимо проведение повторного азотирования. |
Упаковка и консервация
Коленчатые валы поставляются в специализированной деревянной таре, выстланной битумированной бумагой ГОСТ 515-77 и полиэтиленовой пленкой ГОСТ 10354-82.
Упаковка коленчатых валов в парафинированную бумагу и консервация методом полного окунания в консервационное масло выполняются в соответствии с требованиями ГОСТ 9.014-78 и обеспечивают сохранность коленчатых валов в течение 12 месяцев при условии хранения их в закрытых помещениях.
В тару должен быть вложен упаковочный лист.
Покупайте запчасти у нас :
Источник
НОВАЯ РЕДАКЦИЯ ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ КОЛЕНЧАТЫХ ВАЛОВ КАМАЗ
(инструкция по установке, эксплуатации и ремонту)
1. Краткое описание изменений
В применяемость коленчатых валов 740.62-1005020 упрочненных закалкой ТВЧ включены двигатели мощностью 320 л.с.: 740.51-320, 740.61-320. Добавлена комплектация 740.55-1005008 (ТВЧ) для двигателей Евро-2 мощностью до 320 л.с
В сентябре 2012г сняты с производства коленчатые валы 740.50-1005020 упрочненные азотированием, взамен которых поставляется новая модель 740.701005020 с двойным упрочнением: закалка ТВЧ коренных и шатунных шеек с последующим азотированием (патент Ru 2231565). Номера сборочных единиц при этом не изменились.
Исключен из номенклатуры коленчатый вал 740.35-1005020 фактически не производившийся. В связи с этим аннулированы комплектации на базе вала 740.35-1005020 (см таблицу 1).
Таблица замены аннулированных комплектаций коленчатого вала (Таблица 1).
Комплектация для замены
Добавлены обозначения ремонтных полуколец упорного подшипника коленчатого вала (таблица 12).
2. Комплектность поставки
Сборочные чертежи коленчатых валов в сборе, изготавливаемых в ПАО «КАМАЗ» и поставляемых в запасные части представлены на рис.1-5. Обозначения коленчатых валов в сборе и входящих в них деталей с указанием их количества представлены в приложении 1.

Рис.2. Сборочный чертеж коленчатого вала 7408.1005008-10, собранного на базе вала 740.13-1005020
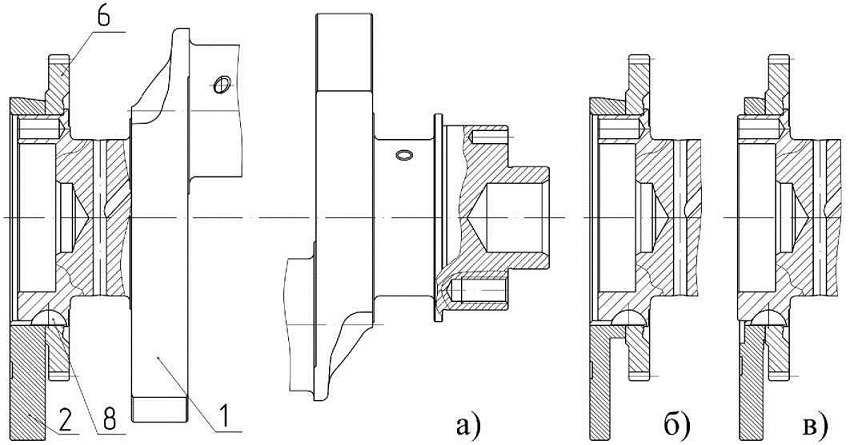
Рис.3. Сборочный чертеж коленчатых валов двигателей Евро-2, собранных на базе валов 740.70-1005020, 740.62-1005020 (а) и 740.30-1005020 (б, в).
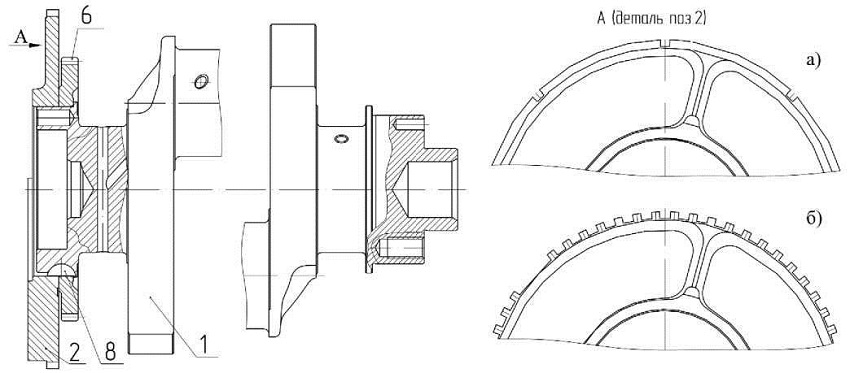
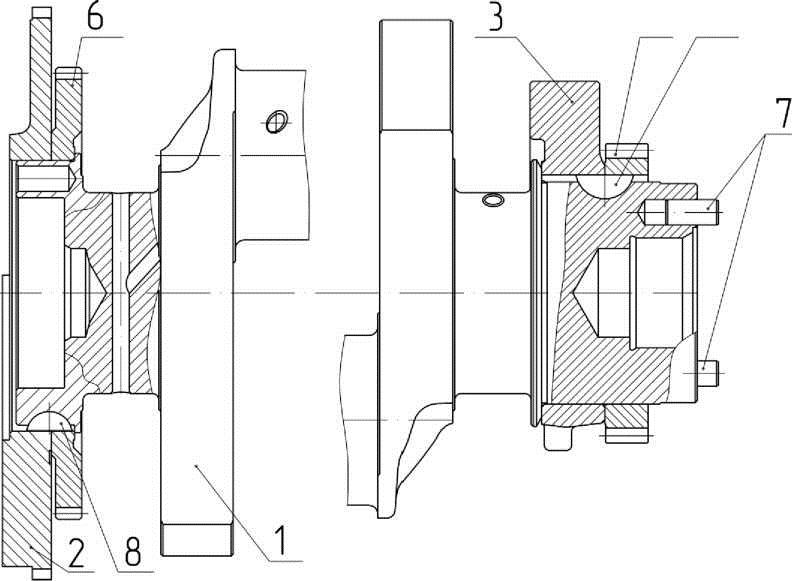
Рис.5. Сборочный чертеж коленчатого вала двигателя 740.65-240, собранного на базе вала 740.65-1005020
3. Применяемость коленчатых валов на двигателях
3.1. Двигатели Евро-0 (740.10, 7403.10, 7408)
Применяемость коленчатых валов в сборе приведена в таблице 2.
Автомобильная комплектация — ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Автобусная или специальная комплектация — ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности).
Автобусная комплектация двигателя 7408 — ось вентилятора располагается выше оси вращения коленчатого вала (в комплекте с фланцем отбора мощности и задним расположением масляного насоса — со стороны маховика).
3.2. Двигатели Евро-1 (740.11-240, 740.13-260)
Применяемость коленчатых валов в сборе приведена в таблице 3.
Автомобильная комплектация — ось вентилятора располагается соосно оси вращения коленчатого вала (в комплекте с гидромуфтой).
Комплектация со шлицевым передним отбором мощности
Применяемость коленчатых валов в сборе приведена в таблице 4.
Двигатель 740.31-240 в комплекте с 142 КПП, 14 сцеплением производства ПАО «КАМАЗ», шлицевым передним отбором мощности и маховиком под крепление 8-ю болтами с резьбой М14 (автомобильная комплектация — вентилятор сосен с осью коленчатого вала).
Двигатели в комплекте с КПП «ZF» производства СП «ZF+КАМАЗ», сцеплением «F&S»(Германия), маховиком под крепление 10-ю болтами с резьбой М16
шлицевым передним отбором мощности (автомобильная комплектация — вентилятор сосен с осью коленчатого вала).
с фланцем отбора мощности (автобусная или специальная комплектация — ось вентилятора располагается выше оси вращения коленчатого вала).
3.4. Двигатели Евро-2 с ходом поршня 130 мм. (740.50-360, 740.51-320 , 740.35400, 740.37-400).
Применяемость коленчатых валов в сборе приведена в таблице 5.
Двигатели для стационарных электростанций
С фланцем отбора мощности и ТА с механическим управлением
Двигатели в комплекте с КПП «ZF» производства СП «ZF+КАМАЗ», сцеплением «F&S» (Германия) маховиком под крепление 10-ю болтами с резьбой М16 (автобусная и специальная комплектация — вентилятор не соосен с осью коленчатого вала).
Со шлицевым передним отбором мощности и ТА с механическим управлением
Со шлицевым передним отбором мощности и ТА с электронным управлением
3.5. Двигатели Евро-3 (740.60-360, 740.61-320, 740.62-280, 740.63-400, 740.64-420 740.65-240)
Применяемость коленчатых валов в сборе приведена в таблице 6
Двигатель 740.65-240 в комплекте с 142 КПП, 14 сцеплением производства ПАО «КАМАЗ», шлицевым передним отбором мощности и маховиком под крепление 8ю болтами с резьбой М14 (автомобильная комплектация — вентилятор соосен с осью коленчатого вала).
с ТА с электронным управлением
Двигатели в комплекте с КПП «ZF» производства СП «ZF+КАМАЗ», сцеплением «F&S» (Германия), шлицевым передним отбором мощности и маховиком под крепление 10-ю болтами с резьбой М16 (автомобильная комплектация — вентилятор соосен с осью коленчатого вала).
с ТА с электронным управлением
3.6. Газовые двигатели (820.52-260, 820.53-260, 820.60-260, 820.61-260).
Применяемость коленчатых валов в сборе приведена в табл.7.
Газовые двигатели и двигатели с ТА типа «CR» в комплекте с КПП «ZF» производства СП «ZF+КАМАЗ», сцеплением «F&S» (Германия), шлицевым передним отбором мощности и маховиком под крепление 10-ю болтами с резьбой М16 (автомобильная комплектация — вентилятор соосен с осью коленчатого вала).
n nom = 2200 мин-1
Двигатели экологического класса ЕВРО-2 моделей 820.52-260 и 820.53-260 в комплекте с КПП КАМАЗ шлицевым передним отбором мощности и маховиком под крепление 8-ю болтами с резьбой М14 (автомобильная комплектация — вентилятор соосен с осью коленчатого вала).
4. Техническое описание
Коленчатые валы двигателей КАМАЗ изготовлены из высококачественной легированной стали 42ХМФА ТУ 14-1-5520-2005 и имеют пять коренных и четыре шатунных шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
Конструктивные особенности коленчатых валов (Таблица 8)
Для упрочнения коленчатых валов могут быть использованы следующие технологии:
1. Азотирование на глубину 0,25. 0,3 мм, твердость упрочненного слоя не менее 600 HV (в настоящее время как отдельный вид упрочнения не применяется).
2. Закалка ТВЧ коренных и шатунных шеек, включая переходные галтели, на глубину 2,5..5,5 мм., твердость упрочненного слоя 52.62 HRC.
Комбинированное упрочнение: закалка ТВЧ с последующим азотированием на глубину 0,25.0,3 мм, твердость упрочненного слоя не менее 600 HV; Основные конструктивные параметры коленчатых валов, определяющие их применяемость, приведены в таблице 8.
5. Маркировка и клеймение
Все коленчатые валы ПАО «КАМАЗ» имеют следующую маркировку:
— обозначение коленчатого вала на боковой поверхности третьего, считая от фланца со стороны вентилятора, противовеса. Маркировка выполняется выступающим шрифтом при штамповке поковки (например «740.50- 10005020). На некоторых моделях валов часть маркировки (обведенные рамкой символы в обозначениях «740.30 — 10005020-01 », «740.65 — 10005020-», «740.6210005020», «740.|70| — 10005020») выполняется ударным способом;
— серийный номер вала — на обработанной поверхности третьего противовеса;
— дата изготовления поковки — на боковой поверхности 4-го противовеса: первые две цифры — год, третий символ из перечисления <1-9, О, Н, Д>— порядковый номер месяца (например, 09Н — ноябрь 2009г, 085 — май 2008 г.);
— товарный знак «КАМАЗ» на боковой поверхности 5-го противовеса;
— «R65» — величина радиуса кривошипа на боковой поверхности 6-го противовеса (только для коленчатых валов 740.50-1005020, 740.70-1005020, 740.621005020, 740.65-1005020);
— знак ОТК на обработанной поверхности 8-го противовеса.
6. Установка коленчатых валов
1. Перед установкой коленчатого вала поз.1 (рис.1-5) крышки коренных подшипников поз.2 (Рис.7) должны быть демонтированы из блока цилиндров. Сначала отпускаются стяжные болты поз.4 и 5, а затем в два приема болты крепления крышек поз.3.
2. Подобрать вкладыши коренных подшипников согласно приложению 2, исходя из диаметров коренных шеек вала и диаметра расточки под вкладыши в блоке цилиндров.
3. Подобрать упорные полукольца согласно табл. 10, исходя из ширины пятой коренной шейки коленчатого вала и ширины 5-й коренной опоры блока цилиндров.
4. Проверить вкладыши, постели блока, установить последовательно верхние вкладыши коренных подшипников в постели блока цилиндров и нижние вкладыши коренных подшипников в крышки. При установке вкладышей необходимо совместить выступы вкладышей с пазами в постелях блока и крышках соответственно.
5. Смазать вкладыши коренных подшипников моторным маслом согласно химмо- тологической карты на двигатель.
6. Установить коленчатый вал на двигатель.
7. Установить нижние и верхние полукольца упорного подшипника коленчатого вала в выточках на пятой опоре, таким образом, чтобы сторона с канавками прилегала к упорным торцам вала. После установки необходимо проверить наличие осевого зазора в упорном подшипнике.
8. Тщательно очистить и смазать моторным маслом резьбу в отверстиях блока и на болтах, избыток масла удалить.
9. Плотно и без перекосов установить крышки коренных опор по посадочным поверхностям. При установке крышек поз. 2 (рис.7) соблюдать совпадение порядкового номера крышки (выбитым на нижней поверхности) с порядковым номером опор блока. Нумерация опор на блоке начинается от переднего торца блока (со стороны вентилятора).
10. Затянуть болты в следующей последовательности:
— вставить в отверстия крышек коренных опор болты поз.3 с шайбами и завернуть на 1. 2 оборота;
— затянуть в два приема болты крепления крышек поз.3 с опережением затяжки правого ряда не менее 1 с. Предварительно — крутящим моментом 95. 120 Н*м (9,6 . 12 кгс*м), окончательно — крутящим моментом 275. 295 Н*м (28. 30 кгс*м)10;
— ввернуть и затянуть стяжные болты поз.4 и 5 крутящим моментом 147. 167 Н*м (15. 17 кгс*м) (Для болтов 7482.1005158 /159 с диаметром резьбы М16. Стяжные болты 740.1005158 /159 (М12) в блоках старой конструкции затягивать крутящим моментом 8,2_9,2 кгс*м. В 2013г планируется внедрение стяжных болтов 740.60-1005158 / 159 с диаметром резьбы М14 момент затяжки которых составляет 15. 17 кгс*м.);
— при затяжке болтов сопротивление должно нарастать плавно без рывков;
— затяжку болтов поз.3 контролировать замером моментов при заворачивании частично отвернутых болтов до положения, в котором они находились до контроля. При этом момент должен находиться в пределах 270. 280 Н* м
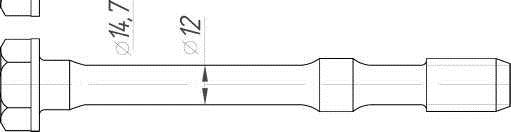
Затяжку болтов крепления коренных опор старой конструкции 740.1005157 следует производить крутящим моментом 21 23,5 кг*м. Конструктивные отличия болтов 740.1005157 от новых болтов 740.1005157-02 приведены на Рис.6. При замене болтов 740.1005157 на болты 740.1005157- 02 в ходе ремонтных работ момент затяжки коренных болтов следует сохранить на уровне 21_ 23,5 кг*м, с целью сохранения геометрии постели коренных опор (при увеличении момента произойдет ее «овализация»).
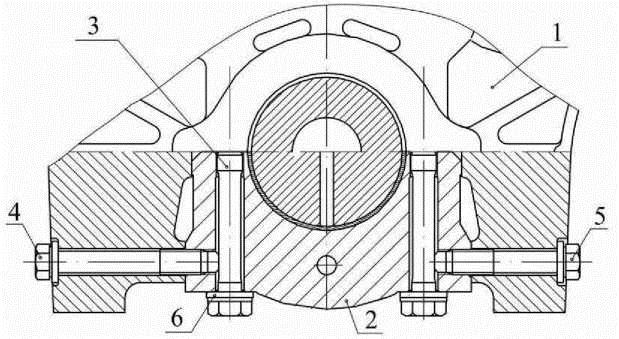
2.Крышка коренной опоры.
3.Болт крепления коренной опоры.
4.Стяжной болт (правый).
5.Стяжной болт (левый).
7. Применяемые вкладыши подшипников скольжения и полукольца упорного подшипника.
Унифицированные размеры диаметров коренных и шатунных шеек коленчатых валов различного конструктивного исполнения, диаметры постелей в шатуне и блоке цилиндров позволяют применять вкладыши одного типоразмера при восстановлении двигателей ПАО «КАМАЗ» различной мощности и экологического класса. Особенности применения заключаются в технологии изготовления вкладышей, имеющейся в распоряжении различных производителей, в связи с чем, одновременная установка на двигатель вкладышей от различных производителей не рекомендуется, а для сопряженных вкладышей (устанавливаемых на одну шейку вала) недопустима.
Сертифицированными по положительным результатам проведенных испытаний считаются следующие производители:
1. С применением традиционной технологии нанесения рабочего покрытия (гальваника):
— «ДЗВ» — «Димитровградский завод вкладышей» (г. Димитровград).
— «ЗПС» — «Завод подшипников скольжения» (г. Тамбов).
2. С применением ионно-вакуумной технологии нанесения рабочего покрытия (PVD):
— ЗАО «ДЗВ» с покрытием, выполненным компанией «Miba» (Австрия);
— фирма «Федерал Могул» (США).
Применение для изготовления нагруженных вкладышей подшипников скольжения (верхнего шатунного и нижнего коренного) ионно-вакуумной технологии нанесения рабочего покрытия — PVD позволяет многократно повысить ресурс подшипников скольжения коленчатого вала и шатуна на форсированных двигателях ПАО «КАМАЗ» экологических классов Евро-3 и Евро-4. Сопряженный вкладыш при этом имеет традиционное гальваническое покрытие, что необходимо учитывать при проведении ремонтных работ. Для дополнительной идентификации на рабочую поверхность вкладышей с PVD покрытием производителями наносится специальная отметка краской (черная или желтая полоса) около стыка или по его торцам. Обозначения вкладышей и их наименования приведены в таблице 9.
Вкладыши подшипника коленчатого вала
Вкладыши нижней головки шатуна
Традиционная технология нанесения рабочего покрытия (гальваника)
ЗАО «ДЗВ» г. Димитровград
ОАО «ЗПС» г. Тамбов
Ионно-вакуумная технология нанесения рабочего покрытия (PVD)
ЗАО «ДЗВ+Миба» (Россия, Австрия)
«Федерал Могул» (США)
Ширина 5-й опоры блока (мм)
Ширина 5-й коренной шейки (мм)
Для комплектации двигателей КАМАЗ и поставок в запасные части одобрены только сталебронзовые полукольца производства ЗАО «ДЗВ» (г. Димитровград). Обозначения полуколец приведены в таблице 10
8. Проведение ремонтных работ
Ремонт коленчатых валов следует производить согласно ремонтной документации (ремонтных чертежей, карт дефектации, руководящих документов) разработанной НТЦ ПАО «КАМАЗ», для получения которой, необходимо отправить запрос на имя главного конструктора ПАО «КАМАЗ» по факсу (8552) 37-28-29.
Основные моменты, касающиеся восстановления и ремонта коленчатых валов, на которые необходимо обратить внимание, следующие:
— форма галтелей после перешлифовки шеек (переход от шейки вала к щеке выполненный в виде радиуса) должна быть плавной, кромки, подрезы, ступени и риски не допускаются;
— ремонтопригодность шеек коленчатого вала определяется видом его упрочнения (см. таблицу 11). Применяемость вкладышей, в зависимости от ремонтного размера шеек коленчатого вала, приведена в приложении 2. В комплекте с азотированным коленчатым валом и валом упрочненным двойной обработкой при перешлифовке шеек в ремонтные размеры (уменьшение диаметров на 0,25 мм) необходимо применять специальные вкладыши с увеличенной на 0,12517 мм толщиной, освоенные на ОАО «ЗПС» .
— при замене коленчатого вала с использованием противовесов, спрессованных с вала, вышедшего из строя, повторная балансировка не требуется, так как при изготовлении все детали двигателя (коленчатые валы, противовесы, маховики, шкивы) балансируются раздельно;
— установка на двигатель противовесов и маховиков от двигателей других моделей не допускается;
— правка коленчатого вала не допускается. Устранять прогиб коленчатого вала следует только перешлифовкой шеек в ремонтный размер;
— сборку коленчатого вала с шестернями и противовесами по прессовой посадке следует производить с нагревом последних, в соответствии с требованиями сборочного чертежа на ремонтный коленчатый вал. Запрессовка не допускается.
— вместе с коленчатым валом подлежат замене следующие сопряженные с ним детали: вкладыши коренной опоры и нижней головки шатуна, упорные полукольца.
Ремонтопригодность коленчатых валов.
Технология упрочнения коренных и шатунных шеек
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 093мм., шатунных шеек до 078мм.
Допускается ремонтная перешлифовка коренных и шатунных шеек с уменьшением диаметров коренных шеек до 094,75 мм., шатунных шеек до 079,75 мм. При ремонте с дальнейшим уменьшением диаметров необходимо проведение повторного азотирования.
Комбинированное упрочнение (ТВЧ+ азотирование)
Приложение 2. Таблицы обозначений вкладышей ремонтных размеров
Источник