Таблица ремонта вкладышей ямз 238


Контакты : сот. +7 937 454 45 65, тел./факс.: +7(842-35) 6-76-51, т ел./факс.: +7(842-35) 6-71-06 , e-mail: Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Каталог
| Замочно скобяные изделия | Вентильная продукция | Троса привода и кузовная арматура | Пальцы рулевые и реактивные | Вкладыши коленвала | Компрессоры |
Таблица обозначений новых вкладышей для двигателей ЯМЗ и КАМАЗ ЕВРО 4, ЕВРО 5
Информируем Вас о том, что начиная с 01.01.2014 г. ЗАО «ДЗВ» начинает выпуск коренных и шатунных комплектов вкладышей с повышенным содержанием олова в покрытии и в сплаве. Данное изменение обусловлено желанием таких производителей двигателей как ОАО «КАМАЗ» и ОАО «Автодизель» (ЯМЗ) повысить эксплуатационные характеристики вкладышей (износостойкость, коррозионостойкость, усталостная прочность) и применить их в высоко нагруженных двигателях с мощностью 360 л.с. и выше.
В связи с вышесказанным в настоящее время на ЗАО «ДЗВ» вносятся изменения в конструкторскую документацию и технологические процессы, что приведе к улучшению эксплуатационных свойств выпускаемой продукции, соответствию европейским экологическим нормам ЕВРО 4 и ЕВРО 5 и изменению обозначения коренных и шатунных комплектов вкладышей.
Данные изменения в равной степени коснуться как продукции, поставляемой на конвейер, так и продукции, реализуемой на вторичный рынок.
Ниже приведена таблица с измененными обозначениями:
Обозначение на упаковке комплекта вкладышей (стикер)
Номер изделия входящего в комплект (стикер)
Источник
Вал коленчатый двигателя ЯМЗ

Применяемость, типоразмеры, материалы и конструктивные особенности
коленвалов двигателей Ярославского моторного завода
Двигатели ЯМЗ семейств ЯМЗ-236, ЯМЗ-238 всех модификаций и комплектаций при поставках как на заводы комплектации, так и в запасные части комплектуются коленчатыми валами с размерами коренных и шатунных шеек 2-х номинальных размеров. На одном коленчатом валу допускается сочетание 2-х номинальных размеров шеек, при этом все одноименные шейки должны иметь один размер.
При 2-ом номинальном размере используется дополнительная маркировка коленчатого вала:
• коренных шеек – «К1» или «К»;
• шатунных шеек – «Ш1» или «Ш».
Указанная маркировка наносится на необработанной поверхности 5–ой щеки коленчатого вала ( для 6–ти, 8–ми цилиндровых двигателей ) после номера детали, выполненного в поковке.
Возможные случаи маркировки коленчатых валов в зависимости от размеров коренных и шатунных шеек представлены в таблице:
Дополнительная маркировка
коленчатого вала
Диаметр коренных шеек, мм.
Маркировка коренного вкладыша
236-1005170-В
и
236-1005171-В
236-1005170-В
и
236-1005171-В
236-1005170-В
и
236-1005171-В
236-1005170-В-Р1
и
236-1005171-В Р1
Толщина коренного вкладыша, мм.
Диаметр шатунных шеек, мм.
Маркировка шатунного вкладыша
Толщина шатунного вкладыша, мм.
Примечание:
* — размеры и маркировка вкладышей при использовании коленчатого вала, имеющего коренные и шатунные шейки 1-го номинального размера;
дополнительная маркировка отсутствует.
Порядковый номер коленчатого вала маркируется на фрезеруемой площадке 1 – ой щеки ударным методом (шрифт № 10). Нумерация валов начинается с «1», с начала каждого календарного года отдельно для 6–ти и 8–ми цилиндровых двигателей.
Двигатели ЯМЗ семейств ЯМЗ-240 всех модификаций и комплектаций при поставках как на заводы комплектации, так и в запасные части комплектуются коленчатыми валами с размерами коренных опор и шатунных шеек 2-х номинальных размеров. На одном коленчатом валу допускается сочетание 2-х номинальных размеров шеек, при этом все одноименные шейки должны иметь один размер.
При 2-ом номинальном размере используется дополнительная маркировка коленчатого вала:
• коренных опор – «К1» или «К»;
• шатунных шеек – «Ш1» или «Ш».
Указанная маркировка наносится на переднем торце 1–ой щеки коленчатого вала после номера детали, выполненного в поковке и на наружном диаметре 4-ой опоры.
Возможные случаи маркировки коленчатых валов в зависимости от размеров беговых дорожек коренных опор и шатунных шеек представлены в таблице:
Дополнительная маркировка
коленчатого вала
Диаметр коренных шеек, мм.
Маркировка подшипника качения 2
2ВО2622134 ЛМ
или
2ВО2622134 ЕМ
2ВО2622134 ЛМ
или
2ВО2622134 ЕМ
2ВО2622134 ЛМ
или
2ВО2622134 ЕМ
2ВО2622134 ЛМ
или
2ВО2622134 ЕМ
Диаметр шатунных шеек, мм.
Маркировка шатунного вкладыша
Толщина шатунного вкладыша, мм.
Примечание:
1 — размеры и маркировка вкладышей при использовании коленчатого вала, имеющего беговые дорожки коренных опор и шатунные шейки 1-го номинального размера; дополнительная маркировка отсутствует.
2 — маркировка ЛМ, Л1М в обозначении подшипника обозначает материал сепаратора – латунь; ЕМ, Е1М – полиамид.
Порядковый номер вала и сокращенное обозначение детали маркируется на наружном диаметре 4–ой опоры, рядом с беговой дорожкой. На торце вала со стороны маховика (на расстоянии 32 мм. от оси вала) маркируется порядковый номер месяца и год выпуска (две последние цифры).
Двигатели ЯМЗ семейств ЯМЗ-840, 850 всех модификаций и комплектаций при поставках как на заводы комплектации, так и в запасные части комплектуются коленчатыми валами с размерами коренных опор и шатунных шеек 2-х номинальных размеров. На одном коленчатом валу допускается сочетание 2-х номинальных размеров шеек, при этом все одноименные шейки должны иметь один размер.
При 2-ом номинальном размере используется дополнительная маркировка коленчатого вала:
• коренных опор – «К2» или «К»;
• шатунных шеек – «Ш2» или «Ш».
Указанная маркировка наносится на 1–ой щеке коленчатого вала после номера детали, выполненного в поковке.
Возможные случаи маркировки коленчатых валов в зависимости от размеров беговых дорожек коренных опор и шатунных шеек представлены в таблице:
Дополнительная маркировка
коленчатого вала
Источник
Таблица ремонта вкладышей ямз 238
Ремонт коленчатого вала двигателей ЯМЗ-238ПМ и ЯМЗ-238ФМ
Коленчатый вал заменяют при наличии трещин любого размера и расположения, задиров на шатунных и коренных шейках и биении коренных шеек, не устраняемых шлифованием под последний ремонтный размер. Биение средних коренных шеек относительно крайних допускается не свыше 0,08 мм. Проверка производится индикатором при установленных на призмы крайних коренных шейках.
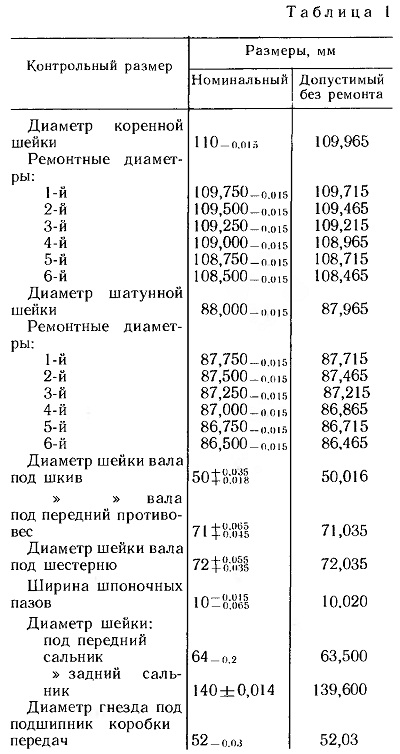
При износе хотя бы одной коренной или одной шатунной шейки сверх допустимого (табл. 1), а также при наличии хотя бы на одной из шеек глубоких
рисок или задиров все коренные или шатунные шейки перешлифовывают под один ремонтный размер. Номер ремонтного размера шатунных шеек может отличаться от номера ремонтного размера коренных шеек.
Шлифовка шеек коленчатого вала под ремонтные размеры производится в пределах величин, приведенных в табл. 1. При этом необходимо выполнение следующих условий:
переход цилиндрических участков шеек в галтели должен быть плавным (радиус галтелей 5,5—6,0 мм), без подрезов, прижогов, грубых рисок; шероховатость поверхностей шеек не должна превышать 0,20 мкм, шероховатость галтелей не ниже 0,32 мкм;
величина радиусов осей всех кривошипов вала должна быть 70±0,12 мм;
непараллельность осей средних коренных шеек относительно общей оси крайних коренных шеек не должна превышать 0,010 мм, непараллельность осей шатунных шеек относительно общей оси крайних коренных шеек должна быть не более 0,015 мм;
овальность, конусность, вогнутость и бочкообразность коренных и шатунных шеек не допускаются более 0,01 мм.
Отсутствие трещин проверяют магнитным дефектоскопом с обязательным последующим размагничиванием.
При каждом снятии коленчатого вала с двигателя для замены вкладышей полости шатунных шеек рекомендуется очищать, предварительно удалив заглушки, которыми закрыты полости. Повторное использование заглушек не допускается.
Перед установкой заглушек вспученный металл у кромок отверстий от предыдущей раскерновки запиливают, промывают вал и продувают масляные каналы. Заглушки запрессовывают на глубину 5—6 мм и раскернивают
внутри отверстии в трех точках, равномерно расположенных по окружности, для предотвращения самопроизвольного выпрессовывания заглушек.
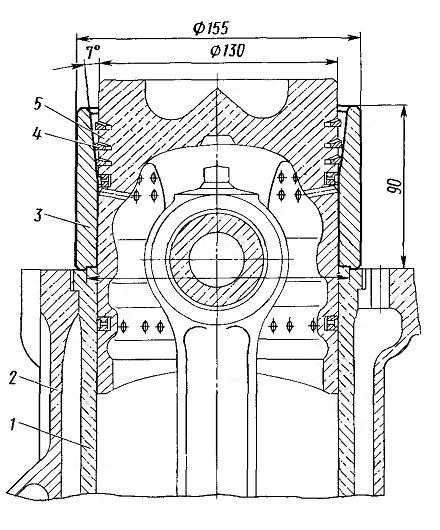
Рис. 10. Оправка для установки поршня в гильзу цилиндра:
I — гильза цилиндра; 2— блок цилиндров; 3— обжимное приспособление; 4 — поршневые кольца;
5 — поршень
Шестерню коленчатого вала заменяют при контактном разрушении зубьев, сколах, трещинах, выработке в виде канавок, а также при боковом зазоре в зацеплении с шестерней распределительного вала свыше 0,3 мм. Шестерню коленчатого вала можно заменить без снятия коленчатого вала с двигателя. При снятых шкиве и передней крышке блока передний противовес и шестерня спрессовываются с помощью съемника. Перед установкой шестерню и передний противовес необходимо нагреть до температуры 105 °С и последовательно под-прессовывать их до упора с помощью специального приспособления.
Замена вкладышей коренных и шатунных подшипников. Коленчатые валы двигателей ЯМЗ обладают высокой износостойкостью. После 80-—100 тыс. км пробега рекомендуется профилактическая замена вкладышей, которая продлит срок службы коленчатого вала до перешлифовки. Для замены вкладышей коренных и шатунных подшипников двигатель снимают с автомобиля. Вкладыши необходимо заменять в условиях, исключающих попадание грязи на подшипники и шейки коленчатого вала. Новые вкладыши должны иметь номинальные размеры.
Шатунные вкладыши меняют по порядку, начиная с подшипника первого цилиндра. Снятые вкладыши тщательно осматривают. При наличии повреждений, имеющих характер неестественного износа, определяют их причину. Масляные каналы коленчатого вала очищают от загрязненного масла и отложений, протирают шейку мягкой чистой ветошью (шейка должна быть гладкой, без глубоких рисок, заусенцев и наволакивания металла).
Перед установкой подшипников на вал шейку вала и вкладыши смазывают моторным маслом. Болты крепления шатунных подшипников затягивают с приложением момента 20—22 кгс-м.
Вкладыши коренных подшипников можно заменять при помощи штифта, не снимая коленчатый вал. Штифт
представляет собой стальной стержень длиной 25 мм, диаметром 6 мм и имеет головку диаметром 15 мм, высотой 3 мм. Для снятия верхнего вкладыша коренного подшипника штифт вставляют в отверстие масляного канала коренной шейки. Для выталкивания вкладыша коленчатый вал вращают. Для установки вкладыша в постель ее накладывают на шейку и усилием руки частично вводят в зазор между шейкой и постелью. Затем штифт вставляют в отверстие масляного канала и, проворачивая вал, устанавливают вкладыши на место. Вертикальные болты крепления крышек коренных подшипников затягивают с приложением момента 43—47 кгс-м, а горизонтальные— 10—12 кгс-м.
Необходимость замены вкладышей определяется величиной износа по толщине и диаметральным зазорам в сопряжении (табл. 2). Если износ по толщине превышает 0,05 мм или если диаметральный зазор более 0,23 мм, вкладыши заменяют новыми. Толщина вкладыша измеряется в его середине. Зазор проверяют измерением диаметра шейки коленчатого вала и внутреннего диаметра подшипника (после затяжки болтов крепления крышки). Вкладыши подшипников заменяются, если на них имеются забоины, трещины, смятие усика для удержания вкладыша в гнезде.
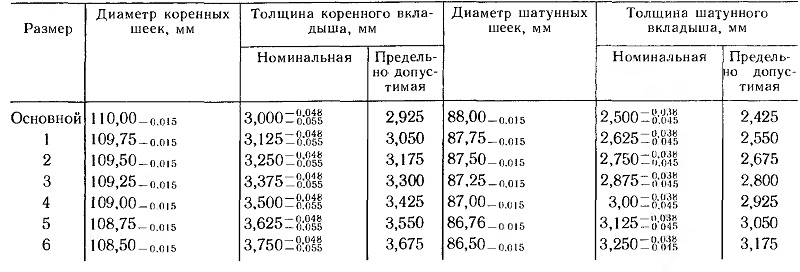
При повторной установке вкладыши устанавливают только в те постели, из которых они были вынуты ранее. Верхний и нижний вкладыши подшипника коленчатого вала невзаимозаменя-емы, так как в верхних вкладышах имеются отверстия для подвода масла и канавки для его распределения. Оба вкладыша нижней головки шатуна взаимозаменяемы.
Для ремонта коленчатого вала предусмотрено шесть ремонтных размеров вкладышей. Клеймо ремонтного размера нанесено на тыльной стороне вкладыша недалеко от стыка. Номер ремонтного размера вкладыша должен соответствовать номеру ремонтного размера соответствующей шейки коленчатого вала. Вкладыши подшипников коленчатого вала следует заменять только полностью на всем двигателе.
Восстановление герметичности клапанов. Для восстановления герметичности клапанов нужно снять головку (или головки) цилиндров, как указано выше; очистить их от масла и нагара, а затем нанести метки на тарелках клапанов, чтобы при сборке установить их в те же седла. Пользуясь приспособлением (рис. 11), сжать пружины, вынуть сухари и, освободив пружины, снять клапаны, тщательно очистить их от нагара, промыть в керосине и внимательно осмотреть для определения степени ремонта.
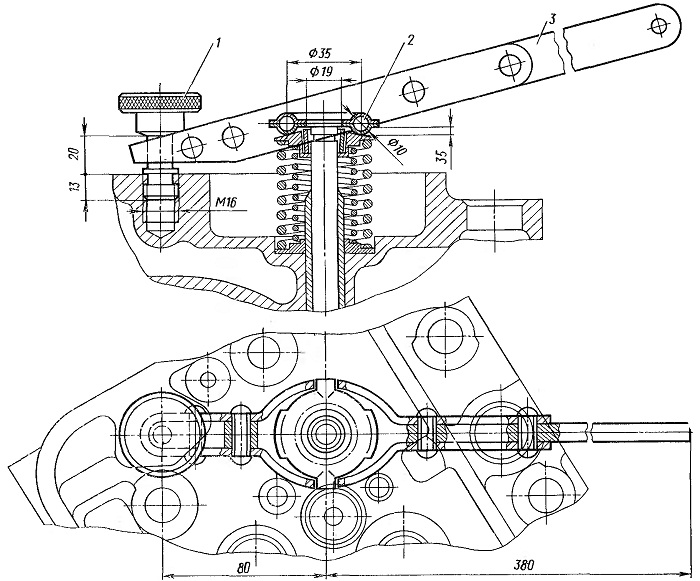
Рис. 11. Приспособление для снятия и установки клапанов газораспределения: 1 — упорный винт; 2 — нажимная тарелка; 3 — рукоятка
При незначительных износах и мелких раковинах на фаске клапана и седла, при отсутствии коробления тарелки клапанов и прогаров герметичность клапана может быть восстановлена притиркой пастой, которая приготовляется путем тщательного перемешивания 1,5 частей (по объему) микропорошка зеленого карбида кремния 63С-М28 ОСТ 2-144—71 с одной
частью летнего моторного масла и 0,5 части дизельного топлива Л-0,2-40 ГОСТ 305—82. Перед употреблением притирочную смесь тщательно перемешивают, так как микропорошок способен осаждаться.
Процесс притирки состоит из возвратно-вращательного движения клапана при помощи специальной притирочной дрели, автоматически изменяющей направление вращения. При отсутствии специальной дрели можно пользоваться обычной ручной дрелью. Во всех случаях связь приспособления (для проворачивания клапана) с тарелкой клапана осуществляется с помощью резинового присоса.
Для притирки на фаску равномерно наносят тонкий слой пасты, смазывают
стержень клапана чистым моторным маслом и ставят его на место. Если притирка ведется ручной дрелью, то следует, слегка нажимая, провернуть клапан на 1/3 оборота, затем в обратном направлении на 1 /4 оборота и т. д. Нельзя делать притирку круговыми движениями. Клапан необходимо периодически поднимать для нанесения на его фаску новой порции притирочной пасты. Внешним признаком удовлетворительной притирки является получение на фасках клапана и седла непрерывного матового пояска шириной не менее
1,5 мм. Разрыв матовой полоски и наличие рисок на ней не допускаются.
По окончании притирки клапаны и седла следует промыть керосином и насухо вытереть и, установив клапаны
и пружины на свои места, проверить герметичность. Для этого во впускные и выпускные окна заливают керосин и выдерживают в течение 3 мин. Течь или просачивание керосина при повороте клапана на любой угол не допускаются.
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом наносят через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимают на него и одновременно проворачивают на 1 /4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана нужно повторить. Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошли-фовывают седла и клапаны, а затем повторяют притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центрирование шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана. Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок.
Источник