СБОРНИК ТЕХНОЛОГИЧЕСКИХ КАРТ ПО ПОЛНОМУ ОСВИДЕТЕЛЬСТВОВАНИЮ КОЛЕСНЫХ ПАР ТЕПЛОВОЗА 2ТЭ1ОУ
Хабаров А.Л. Сборник технологических карт по полному освидетельствованию колесных пар тепловоза 2ТЭ1ОУ: Учебное пособие для учащихся образовательных учреждений, осуществляющих профессиональную подготовку. — М.: Маршрут, 2006.—200 с.
В учебном пособии описаны современные технологические процессы ремонта узлов и деталей колесной пары тепловоза 2ТЭ10У. Даны способы технического осмотра, измерительного и дефектоскопического контроля. Приведен перечень основных операций и применяемого оборудования при проведении ремонта колесной пары тепловоза. Предназначено для учащихся технических школ и работников локомотиворемонтных предприятий, а также может быть использовано в качестве справочного материала студентами техникумов и вузов.
Введение
Приведенные в сборнике технологические карты (приложение 2) распространяются на ремонт колесных пар тепловоза 2ТЭ1ОУ в объеме их полного освидетельствования. Перечень основных операций при проведении ремонта изложен в приложении 1. В зависимости от объема ремонта в приложении 3 приведены примеры основных маршрутных карт. В сборник также частично включены работы по ревизии подшипников буксового узла, неразрывно связанные с ремонтом колесных пар. При составлении сборника использованы нормативные документы:
чертежи колесных пар тепловозов 2ТЭ10У Луганского тепловозостроительного завода;
ЦТ/329 Инструкция по формированию, ремонту и содержанию колесных пар тягового подвижного состава железных дорог колеи 1520 мм;
ЦТ/330 Инструкция по техническому обслуживанию и ремонту узлов с подшипниками качения локомотивов и моторвагонного подвижного состава;
ЦТ/336 Инструкция по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов;
ЦТт-18/1 Инструкция по неразрушающему контролю деталей и узлов локомотивов и моторвагонного подвижного состава. Магнитопорошковый метод;
ЦТт-18/2 Инструкция по неразрушающему контролю деталей и узлов локомотивов и моторвагонного подвижного состава. Вихретоковый метод;
ЦТт-18/3 Инструкция по ультразвуковому контролю деталей локомотивов и вагонов электропоездов на базе программируемого дефектоскопа УД2-102 «Пеленг»;
ТИ 287 Технологическая инструкция на текущий ремонт ТР-2 и ТР-3 упругого зубчатого колеса тепловозов 2ТЭ116 и 2ТЭ10В, 2ТЭ1 ОМ, ЗТЭ1 ОМ, 2ТЭ10Л,ТЭЗ,4ТЭ10С;
ОСТ 32.63-96 Тяговый подвижной состав: Формирование колесных пар. Метод тепловой сборки;
ТИ 32 ЦТ-ВНИИЖТ-95 Технологическая инструкция по упрочнению накатыванием роликами осей колесных пар локомотивов моторных вагонов.
Общие положения
Полное освидетельствование колесных пар производится при необходимости смены хотя бы одного элемента (бандажа, центра, зубчатого колеса и т д.) в результате его износа или повреждения, при наличии повреждений колесной пары после крушения, аварий, столкновений или схода с рельсов, а также при неясности клейм и знаков последнего полного освидетельствования. При этом буксовым узлам выполняется ревизия второго объема. При полном освидетельствовании колесных пар тепловоза 2ТЭ1ОУ выполняются следующие работы:
промывка колесной пары в моечной машине;
очистка колесной пары от краски до металла;
проверка установленных клейм и знаков на элементах колесной пары;
проведение магнитопорошкового контроля открытых частей оси колесной пары, внутренней поверхности бандажей, зубьев зубчатых колес;
проведение ультразвукового контроля закрытых частей оси колесной пары, бандажей;
проведение вихретокового контроля центров колесных пар, боковых тарелок и диска упругого зубчатого колеса;
ремонт упругого зубчатого колеса;
замена забракованных элементов;
ревизия 2-го объема буксовых узлов;
проверка соответствия размеров всех элементов колесной пары установленным нормам допусков и износов;
постановка клейм и знаков полного освидетельствования;
окраска и консервация колесных пар.
Все новые элементы установленные на колесную пару, прошедшую полное освидетельствование, должны иметь сертификаты, подтверждающие их качество. По результатам проведения полного освидетельствования колесной пары заполняются следующие формы первичной документации:
ТУ-21 Книга регистрации освидетельствования колесных пар локомотивов, моторвагонного подвижного состава;
ТУ-92 Журнал осмотра и ремонта подшипников качения;
ТУ-93 Журнал монтажа подшипников качения;
ТУ-132 Журнал регистрации ответственных деталей локомотивов, моторвагонного подвижного состава, забракованных по трещинам и другим дефектам, обнаруженным дефектоскопом;
ТУ-138 Журнал регистрации результатов дефектоскопии основных деталей локомотивов, моторвагонного подвижного состава;
ТЭУ-39 Технический паспорт колесной пары.
Содержание Введение Общие положения Конструкция колесной пары Неисправности колесных пар и способы их устранения Приложение 1 Перечень основных операций и применяемого оборудования при ремонте колесной пары тепловоза 2ТЭ10У со сменой элементов Приложение 2 Технологическая карта № 1. Мойка колесной пары Технологическая карта № 2. Разборка буксового узла Технологическая карта № 3. Демонтаж зубчатых полувенцов Технологическая карта № 4. Входной контроль размеров колесной пары Технологическая карта № 5. Магнитопорошковый контроль оси колесной пары Технологическая карта № 6. Магнитопорошковый контроль зубчатого колеса колесной пары Технологическая карта № 7. Ультразвуковой контроль оси колесной пары Технологическая карта № 8. Вихретоковый контроль центров колесной пары Технологическая карта № 9. Разборка упругого зубчатого колеса Технологическая карта № 10. Вихретоковый контроль боковых тарелок и диска венца упругого зубчатого колеса Технологическая карта № 11. Сборка упругого зубчатого колеса Технологическая карта № 12. Срезка прижимного бурта бандажей колесной пары Технологическая карта № 13. Съемка бандажей колесной пары Технологическая карта № 14. Контрольная проверка на сдвиг центров колесной пары Технологическая карта № 15. Спрессовка правого центра Технологическая карта № 16. Спрессовка зубчатого колеса Технологическая карта № 17. Спрессовка правой лабиринтной втулки Технологическая карта № 18. Обработка правой подступичной части оси Технологическая карта № 19. Магнитопорошковый контроль правой подступичной части оси колесной пары Технологическая карта № 20. Насадка правой лабиринтной втулки на ось колесной пары Технологическая карта № 21. Насадка зубчатого колеса на ось колесной пары Технологическая карта № 22. Контрольная проверка зубчатого колеса на сдвиг Технологическая карта № 23. Наплавка отверстия ступицы центра Технологическая карта № 24. Расточка центра после наплавки Технологическая карта № 25. Напрессовка правого центра Технологическая карта № 26. Спрессовка левого центра Технологическая карта № 27. Спрессовка левой лабиринтной втулки Технологическая карта № 28. Обработка левой подступичной части оси Технологическая карта № 29. Магнитопорошковый контроль левой подступичной части оси колесной пары Технологическая карта № 30. Насадка левой лабиринтной втулки на ось колесной пары Технологическая карта № 31. Напрессовка левого центра Технологическая карта № 32. Обточка ободьев центров колесных пар Технологическая карта № 33. Обработка оси, внутренних торцов лабиринтных втулок Технологическая карта № 34. Контроль колесной пары перед расточкой бандажей Технологическая карта № 35. Расточка бандажей колесных пар Технологическая карта № 36. Магнитопорошковый контроль внутренней поверхности бандажа Технологическая карта № 37. Насадка бандажей Технологическая карта № 38. Обточка бандажей колесных пар Технологическая карта № 39. Выходной контроль колесной пары Технологическая карта № 40. Ультразвуковой контроль бандажей колесной пары Технологическая карта № 41. Монтаж зубчатых полувенцов Технологическая карта № 42. Ремонт роликовых подшипников второго объема Технологическая карта № 43. Магнитопорошковый контроль колец подшипников Технологическая карта № 44. Вихретоковый контроль роликов подшипников Технологическая карта № 45. Цинкование колец подшипников. Технологическая карта № 46. Сборка буксового узла Технологическая карта № 47. Окраска и консервация колесной пары Приложение 3. Маршруты технологических операций в зависимости от объема ремонта Маршрутная карта № 1. Полное освидетельствование колесной пары тепловоза 2ТЭ10У со сменой бандажей и ремонтом упругого зубчатого колеса Маршрутная карта № 2. Полное освидетельствование колесной пары тепловоза 2ТЭ10У со сменой правого центра и упругого зубчатого колеса Маршрутная карта № 3. Полное освидетельствование колесной пары тепловоза 2ТЭ1ОУ со сменой левого центра
Источник
Технология ремонта тепловозов — Основная техническая документация и контроль за качеством ремонта тепловозов
Содержание материала
Основная техническая документация.
Осмотр и ремонт тепловозов выполняют в соответствии с Правилами деповского и заводского ремонта. В этих правилах регламентирован объем работ на отдельных видах осмотра и ремонта, а также технические требования к деталям и узлам с указанием допускаемых размеров и зазоров в сочленениях, с которыми разрешается выпуск тепловозов из ремонта. Наряду с этими данными в Правилах ремонта указаны технические требования на испытания агрегатов тепловозов и режимы испытаний. Вместе с чертежными размерами деталей и зазорами между ними в Правилах ремонта указаны размеры и зазоры при выпуске из ремонта. Руководящими материалами при ремонте являются также инструкции (по формированию колесных пар, сварочным работам, ремонту и регулированию автотормозного оборудования, технике безопасности и др.). В этих инструкциях регламентируется порядок работ, нормы и материалы, применяемые при ремонте деталей. Порядок работ при ремонте тепловозов устанавливается картами и графиками технологического процесса в виде сетевых графиков и таблиц определителя работ. Сетевой график позволяет найти критический путь, лимитирующий простой локомотива в ремонте, и рациональную расстановку рабочей силы. Достаточно сказать, что благодаря применению агрегатного метода и сетевых графиков простой на подъемочном ремонте двухсекционных тепловозов в некоторых депо доведен до 1—2,5 суток.
Операция осмотра и наименование дефектов
Способ установления дефектов, применяемый инструмент и операция восстановления
Допускаемый из подъемочного ремонта
Предельный, требующий замены или ремонта детали
Краткая технология и технические условия восстановления
Оборудование, приборы, приспособления и инструмент при восстановлении
Метод контроля и контрольный инструмент
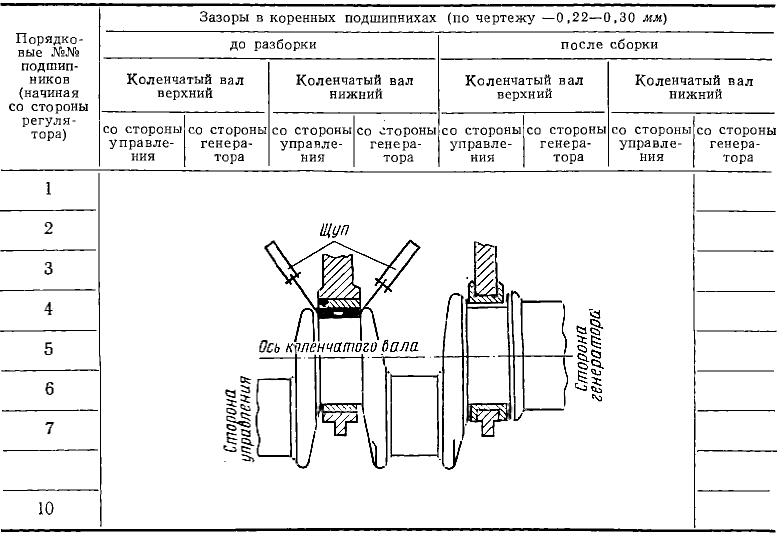
Ремонт на заводах и в депо осуществляется по картам технологического процесса. В картах для разборочных работ три графы: 1) номера по порядку; 2) операции, технические условия и указания; 3) оборудование, приборы, приспособления и инструмент. Аналогичную карту составляют для технологического процесса сборки, дополняя их размерами, допускаемыми при выпуске из ремонта, и наименованием контрольных инструментов. Для наглядности применения тех или иных операций в картах технологического процесса приводят эскизы использования инструмента, приспособлений и измерительных приборов. При ремонте деталей используют более подробные технологические карты (табл. 2). Эти карты также сопровождаются эскизами восстанавливаемых деталей и операций. Ввиду того что Правила ремонта отражают только основные требования к ремонтируемым агрегатам, узлам и деталям, то на ремонтных заводах в качестве дополняющей документации применяют технические условия на ремонт. В технических условиях приводят чертежи ремонтируемых деталей с указанием допустимых отклонений и ремонтных размеров, т. е. ремонтные чертежи. Объем ремонта отражается в книге записи ремонта локомотивов (форма ТУ-28). В ней отмечают месяц и число записи, номера по порядку, требующийся ремонт, номера марок или фамилии рабочих, выполнивших его, и запись бригадира о выполнении ремонта. Каждая запись подписывается бригадиром с указанием времени. Мастер комплексной бригады определяет окончательный объем ремонта с учетом замечаний прибывшей локомотивной бригады и записей журнала технического состояния локомотива (форма ТУ-152). Мастер отмечает в книге ремонта выполнение всех работ и контролирует наличие пломб на узлах тепловоза. На каждый тепловоз и его основные агрегаты ведется технический паспорт (форма ТУ-9Т). Паспорт имеют: дизель, генератор, тяговые электродвигатели, колесные пары, компрессор, вспомогательные насосы и главные тормозные резервуары. В паспорта записывают ремонт и сменяемые детали, а также пробег (по основным агрегатам) от постройки и от ремонта. При агрегатном методе ремонта паспорт сменяемых агрегатов перекладывают из паспорта одного тепловоза в другой. Для постоянного наблюдения за состоянием тепловозов в эксплуатации и разработки мероприятий по продлению срока службы ответственных деталей в депо и на заводах ведется учет интенсивности их износа, фиксируемый в альбомах. Альбом является неотъемлемой частью технического паспорта и ведется на каждую секцию тепловоза. В альбоме на картах измерений указаны фактические размеры деталей при прохождении тепловозами соответствующих видов ремонта и срок службы (пробега) каждой детали до момента ее измерения. В качестве примера в табл. 3 приведена карта измерения зазоров в коренных подшипниках коленчатого вала двигателей типа Д100. При разработке технологических процессов и оснащении соответствующим оборудованием и инструментом необходимо учитывать требования и рекомендации эргономики как одного из разделов научной организации труда. Эргономика — это наука, рассматривающая человека-оператора как звено в системе «человек — машина», базируется на данных антропометрии, биомеханики, физиологии труда, гигиены труда и инженерной психологии. Для учета антропометрических требований при разработке технологического оборудования пользуются методами соматографии, макетирования, моделирования и плоских шарнирных манекенов.
Ремонтные размеры.
Различают категорийные и пригоночные ремонтные размеры (по терминологии ГОСТ 2604—68). Категорийные (градационные) размеры устанавливают для определенной категории ремонта или применительно к тепловозам для вида ремонта. Пригоночные размеры устанавливают с учетом припуска на пригонку по месту. Так, ремонтные размеры шеек коленчатого вала будут категорийными ремонтными размерами, а толщина вкладышей, заказываемых по требованию эксплуатации (если они пришабриваются), имеет пригоночные размеры. Таблица 3 Категорийные размеры устанавливают на основании изучения характера и интенсивности износа, а также минимального припуска на механическую обработку. Так, например, ремонтный размер наружной цилиндрической поверхности где dP1 — ремонтный размер первой категории (градации), мм (рис. 4, 5); dH— номинальный размер, мм; δмакс — максимальный односторонний износ, мм; х — минимально возможная величина снятия металла при существующем способе обработки, мм. Ремонтный интервал Количество категорий где dмин — минимально допустимый размер вала по условиям прочности, мм. При равномерном износе δмин = δмакс. Ремонтные размеры внутренних цилиндрических поверхностей определяют по аналогичным формулам.
Контроль за качеством ремонта.
Перед постановкой на тепловоз агрегаты и узлы испытывают на стендах. При испытании проверяют параметры и работу отдельных узлов, выявляя, нет ли ненормального нагрева, шума и т. п. Испытания на заводах выполняют в большем объеме и у большего числа агрегатов, чем в депо. Так, если дизель в условиях депо испытывают непосредственно на тепловозе, то в условиях завода он проходит испытание дважды — испытание на стенде и на тепловозе. Если в условиях депо тяговые электродвигатели не испытывают под нагрузкой, то на заводе их испытывают методом взаимной нагрузки.
Контроль на стендах позволяет еще до постановки на тепловоз выявить дефекты сборки и устранить их. Готовность локомотива к работе оформляется актом в депо за подписью начальника депо или его заместителя и приемщика локомотива, а на заводах — внутризаводским паспортом и актом приемки, подписываемым контролером ОТК и начальником завода или его заместителем. Большое распространение получил «метод бездефектного ремонта и сдачи продукции с первого предъявления», впервые получивший распространение на предприятиях Саратовской области, а на железнодорожном транспорте — в депо Ртищево II. При этом методе тепловоз из ремонта принимают локомотивная бригада и общественные приемщики. Рис. 4. Схема расчета ремонтных размеров для наружных цилиндрических поверхностей Рис. 5. Схема расчета ремонтных размеров для внутренних цилиндрических поверхностей
Тепловоз считается сданным с первого предъявления, если локомотивной бригадой не обнаружено ни одного дефекта. В депо введена система контрольных талонов. Если слесарь предъявляет к сдаче некачественно отремонтированный агрегат, у него отбирают талон № 1, при повторении — талон № 2, а при изъятии талона № 3 решается вопрос о переаттестации и снижении тарифной ставки.