Ремонт покрышек
Для покрышек установлено два вида ремонта: местный и восстановительный, включающий наложение нового протектора. Местным ремонтом устраняют проколы, несквозные или сквозные повреждения каркаса.
Покрышки перед местным ремонтом очищают, моют и просушивают в течение 24-30 ч в специальных сушильных камерах при температуре 40—60°С. При отсутствии сушильной камеры этот процесс может длиться несколько суток. После сушки содержание влаги в покрышке не должно превышать 6%. Оставшаяся влага при вулканизации образует паровые мешки, которые приводят к расслоению каркаса.
Подготовка поврежденных участков предусматривает удаление из покрышки инородных тел и вырезку поврежденных участков для их выравнивания и очистки от поврежденной резины и корда. Применяют следующие способы вырезки: наружным конусом, внутренним конусом, встречным конусом и в рамку. При несквозных повреждениях вырезку ведут на глубину повреждения: наружным конусом — при повреждении наружной части покрышки, внутренним конусом — при повреждении внутренней части. При сквозных повреждениях применяют вырезку встречным конусом. Если повреждение покрышки легкового автомобиля менее 100 мм, то наружное повреждение вырезают на-ружным конусом, а внутреннее — в рамку. Контур вырезки должен быть минимальным.
Вырезка в рамку заключается в ступенчатом удалении слоев каркаса. Величина ступенек — 20 мм вдоль нитей корда и 10 мм поперек. Последний слой корда остается нетронутым.
После вырезки производят шероховку с превышением размеров вырезки на 5-10 мм во все стороны. По форме вырезки заготавливают манжеты, подманжетники и пластыри. Манжеты подвергают шероховке со всех сторон.
Клей для ремонта покрышек готовят растворением сырой резины в бензине Б-70. Применяют клей малой концентрации, в котором соотношение резины и бензина (по массе) составляет 1:8, и высокой с соотношением составляющих 1:5. Первоначально клеем малой концентрации покрывают ремонтируемые участки и манжеты. После просушки в течение 1 ч при комнатной температуре наносят второй слой клея высокой концентрации и снова просушивают.
При заделке повреждений стенки отверстий обкладывают прослоечной резиной, такой же резиной обкладывают манжету и пластырь. Прослоечная резина обеспечивает хорошую связь ремонтируемого участка с починочным материалом. Затем поврежденный участок заделывают протекторной резиной (вырезанные места в протекторе и брекере) и прослоечной резиной толщиной 2 мм (вырезанные места в каркасе). Манжеты и пластыри накладывают так, чтобы совпали направления нитей корда. Их края покрывают прослоечной резиной толщиной 0,7 мм. При вырезке в рамку на все ступеньки укладывают прослоечную резину толщиной 0,7 мм, затем последовательно накладывают (вставляют в рамку) ряд заплат. Последний слой должен перекрывать края рамки на 30-50 мм.

Рис. Виды вырезки поврежденной покрышки: а — внутренним конусом; б — наружным конусом; в — встречным конусом; г — ступенчатая рамка; 1 — протектор; 2 — брежер; 3 — каркас.

Рис. Схема заделки повреждении: I — в рамку; II — встречным конусом; III — наружным конусом; IV — внутренним конусом; 1 — протекторная резина; 2— прослоечная резина толщиной 0,7 мм; 3 — прослоечная резина толщиной 2,0 мм; 4 — вставка корда; 5 — пластырь или манжеты.
Прочное соединение починочных материалов с участками покрышки обеспечивается вулканизацией в специальных аппаратах при давлении 0,5 МПа в течение 30-180 мин в зависимости от толщины ремонтируемого участка.
Восстановительный ремонт покрышек заключается в замене протектора после устранения мелких повреждений. Процесс включает следующие операции: удаление старого протектора, шероховку наружной поверхности, нанесение клея, сушку, наложение протекторной резины, вулканизацию и контроль.
Отремонтированные покрышки подвергают статической балансировке на специальном станке. Уравновешивают покрышку, приклеивая на внутреннюю беговую часть куски листовой специальной резины толщиной 2 мм.
Источник
Ремонт шин
Технологический процесс шинных работ

Принятые в ремонт покрышки моют в специальной ванне и сушат в сушильных камерах при температуре 40-60°С в течение 2 ч. На качество ремонта покрышки исключительно большое влияние оказывает их сушка. При ремонте недостаточно просушенных покрышек резко ухудшается качество их вулканизации вследствие образования паровых пробок.
Основная сложность при демонтаже шины это отжатие бортов от закраин обода. Для этих целей промышленность выпускает различные стенды. Стенды для демонтажа шин легковых автомобилей (Ш-501, Ш-514)снабжены нажимными пневмоустройствами, создающие усилие 2000-3000 Н для постепенного отжатия бортов. Стенды для демонтажа шин грузовых автомобилей (Ш-509, Ш-513) создают усилие 250 кН при одновременном отжатии борта по всей плоскости.
Поверхность ободьев, обращенных к шине, очищают от ржавчины и покрывают лаком для металла. При получении новых ободьев отдельно или на автомобиле, а также в период эксплуатации рекомендуется проверять их осевое (торцевое) и радиальное биение. Для легковых автомобилей осевое и радиальное биение обода с диском в сборе на участках профиля, прилегающих к шине, не должно превышать 1,2 мм, а для грузовых — 2. 4 мм в зависимости от типоразмера колес.
При подготовке покрышки к ремонту поврежденные участки расчищают в соответствии с намеченным способом ремонта и производят их шероховку. В зависимости от вида сквозного повреждения применяется способ ремонта вставкой в рамку для легковых автомобилей и внутреннего, наруженного или встречного конуса для грузовых автомобилей.
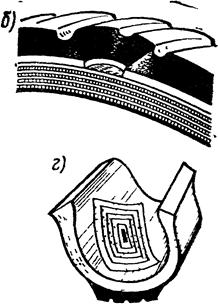
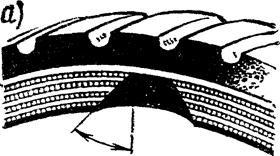

Ремонт сквозных повреждений шин внутренним конусом (а), внешним конусом (б), встречным конусом (в) и в рамку (г)
Характер вырезки определяется повреждением и его месторасположением. При несквозных повреждениях вырезку ведут на глубину повреждения. Края повреждения срезают под углом 45 градусов к центру. Вырезка осуществляется острозаточенным ножом смоченного водой, с помощью борторасширителей, металлических вставок и т.д.
Вырезка в рамку заключается в ступенчатом удалении слоев каркаса. Величина ступенек 20 мм. вдоль нитей корда и 10 мм. поперек. Обычно этот способ применяется при ремонте боковин шин. После вырезки влажность покрышки в месте повреждения не должна превышать 60%. При необходимости производится сушка.
Целесообразно применять с внутренней стороны и манжет, который предохраняет каркас от разрушения и увеличивает срок службы отремонтированных шин.
Участки, подготовленные к ремонту, подвергают шероховке внутри и снаружи покрышки.
Шероховка обеспечивает прочное сцепление починочных материалов с поверхностью покрышек Для внутренней шероховки применяют специальное приспособление, состоящее из электродвигателя с гибким валом, на котором закрепляется стальная дисковая проволочная щетка или фигурные шорошки.
Для наружной шероховки применяют шероховальный станок, состоящий из электродвигателя, на одном конце которого закреплен дисковый рашпиль, а на другом — стальная щетка.
После окончания шероховки покрышку очищают от шероховальной пыли и производят первый контрольный осмотр подготовленной поверхности, обращая внимание на качество произведенной вырезки и шероховки. Поверхность должна быть матовой, иметь ровный ворс без разлохмаченных нитей.
Подготовка починочного материала заключается в предварительной подготовке пластырей, манжет. В качестве починочного материала используется:
1. Резиновые починочные материалы (протекторная листовая резина, прослоечная листовая сырая резина, камерная листовая резина, протекторная профилированная резина).
2. Резинотканевые починочные материалы (прорезиненный корд, пластыри – крестообразные ступенчатые заплаты из прорезиненного корда, манжеты изготавленные из исправной части каркаса утильных шин и применяются при повреждениях размером более 100 мм).
Подготовленную поверхность покрышки промазывают 2 раза раствором клея (1 часть клея на 5 частей бензина), а поверхность пластыря клеем концентрации 1 : 10. После каждой промазки нанесенный слой клея просушивают при температуре 30-40 °С в течение 35-50 мин.
Промазанную клеем и просушенную покрышку подвергают второму контрольному осмотру, а затем заделывают повреждения и производят третий контрольный осмотр и вулканизацию.
Заделка повреждений перед вулканизацией возможна методом наложения или методом вставок.
Вулканизация предназначена для создания прочного соединения ремонтных материалов с покрышкой и превращения сырой пластичной починочной резины в упругую эластичную резину.
Вулканизация покрышек производится на специальном оборудовании, в которое устанавливают покрышку, а внутрь по ее профилю помещают нажимное устройство. При этом нагрев может быть одно и двухсторонний. При двухстороннем обогреве время вулканизации снижается на 25-30%.
Процесс вулканизации состоит из времени прогрева и времени самого процесса вулканизации. Время вулканизации колеблется от 30 до 180 минут, в зависимости от толщины ремонтируемого участка и характера повреждения.
Для ремонта внутренних повреждений покрышки используют сектор, а наружных и сквозных повреждений секторную форму – мульду.
После вулканизации производят отделку – удаление излишков резины и заусенцев, снятие всех неровностей при помощи шероховки.
Проколы бескамерных шин ремонтируют без демонтажа их с колеса. Отверстия мелких проколов диаметром до 3 мм заполняют специальным герметиком с помощью шприца. Перед заделкой прокола давление в шине снижают до 30-50 кПа, а через 10-15 минут после заполнения герметиком доводят до нормы. Возможен ремонт с помощью жгутиков.
Проколы больших размеров диаметром до 10 мм ремонтируют с помощью резиновых пробок, на наружной поверхности которых имеются кольцевые выступы, и стержней для их установки. Пробки смазывают клеем и вводят в прокол, который предварительно зачищается круглым напильником и смачивается несколькими каплями бензина. Через 10-15 минут выступающую часть пробки срезают на 2-3 мм. выше рисунка протектора и накачивают шину.

При постановке пробок в виде грибка необходимо снять шину с обода. Стержень грибка при этом плотно вставляют в отверстие прокола, а головку заклеивают на внутреннюю поверхность герметизированного слоя. Проколы и порезы диаметром более 10 мм ремонтируют в шиноремонтной мастерской обычным способом.
Технологический процесс ремонта камер.
Ремонту подлежат камеры если они не повреждены нефтепродуктами, отсутствует пористость и затвердевание стенок, нет пролежней глубиной более 0,5 мм. и размеры повреждений не превышают габаритных возможностей вулканизатора.
Технологический процесс состоит из следующих этапов:
1. Выявляются скрытые повреждения погружением камеры, наполненной воздухом, в резервуар с водой.
2. Отмечаются места ремонта и производится сушка камеры.
3. Ремонтируемые места подвергаются шероховке шлифовальным кругом или рашпилем (применять мелкозернистую шлифовальную бумагу не рекомендуется, т.к. абразивные зерна сложно удалить).
4. Ремонтируемое место промазывают клеем концентрации 1:8 дважды. После каждой намазки просушивают клей при 20-25 °С в течение 30-40 мин. Заплата должна перекрывать прорыв по окружности на 20-30 мм. Заплату вырезают из сырой резины при размерах повреждений до 30 мм. или старой камеры. В последнем случае поверхность заплаты подвергают шероховке и намазывают клеем.
5. После просыхания клея заплату кладут на поврежденное место и прокатывают роликом от центра к краям.
6. После этого производят вулканизацию камер на плитках, обогреваемых паром или электричеством. Температура вулканизации 143 °С, продолжительность 15-20 мин в зависимости от характера повреждения.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Технология восстановительного ремонта покрышек
Восстановительный ремонт покрышек выполняют после устранения местных повреждений путем снятия с них старого протектора и наложение нового. Технологический процесс наложения нового протектора включает следующие операции.
Удаление старого протектора и шероховка — выполняют на ше-роховальном станке, который оснащен специальным режущим инструментом. Для придания упругости покрышки внутрь ее вкладывают камеру и наполняют сжатым воздухом. После шероховки с поверхности покрышки с помощью пылесоса удаляют пыль.
Нанесение клея на шерохованную поверхность покрышки осуществляют методом распыления, используя для этого сжатый воздух. Метод позволяет сократить время сушки клея за счет испарения паров бензина.
Подготовка протекторной резины включает: подготовку заготовки требуемой длины, создание на ее концах косого среза под углом 20°, нанесение резинового клея малой концентрации на поверхности заготовки и косого среза в месте стыка и сушку заготовки в камере при температуре 30. 40°С в течение 30. 40 мин.
Наложение протекторной резины и ее прикатку выполняют на прикаточном станке в следующем порядке: проводят укладку слоя листовой прослоечной резины на просушенную клеевую пленку и прикатывают его роликом, проводят укладку и прикатывние подготовленной протекторной профилированной резины. Наложение нового протектора также может осуществляться методом навивки на вращающуюся покрышку узкой ленты из сырой резиновой смеси шириной 20. 25 мм и толщиной 3. 5 мм по определенной схеме автоматически на специальном агрегате.
Вулканизация протектора выполняется в кольцевых вулканизаторах, которые представляют собой разъемную по окружности форму с выгравированным рисунком протектора. Форма нагревается паром до температуры вулканизации (143 ± 2)°С. Для опрессовки покрышки вовнутрь ее укладывают в варочную камеру, в которую подается сжатый воздух давлением 1. 3 МПа. После вулканизации
на протекторе образуется рисунок, соответствующий рисунку пресс-формы. Время вулканизации зависит от размеров покрышки, толщины вулканизируемого слоя резины и состава резиновой смеси.
Отделка покрышки — это срезание излишков и наплывов резины, зачистка на шероховальном станке мест среза и стыковка краев протектора с боковинами.
Контроль качества ремонта — это физико-механические испытания, предназначенные для проверки покрышек на твердость, разрыв, относительное удлинение и стирание. Контроль качества покрышек проводится выборочно в количестве 0,1% от каждой принимаемой партии.
У восстановленных покрышек не допускаются пористость, губчатость, пузыри, отслоения, складки, неровности на внутренней поверхности, расслоения каркаса и брокера, деформация металлического кольца.
На боковине или в плечевой зоне покрышки обозначаются: заводской номер; наименование или товарный знак предприятия, выполняющего восстановление; класс восстановления; месяц и год восстановления; штамп ОТК.
Технология ремонта камер
Камеры могут иметь следующие дефекты: проколы, пробои или порезы, разрывы, повреждения или отрыв вентиля. Перед ремонтом камеры подвергаются осмотру и проверке под давлением 0,15 МПа в ванне с водой. Камеры выбраковываются с признаками старения резины, при наличии трещин, разрывов длиной свыше 150 мм и шириной более 50 мм и подвергшихся воздействию веществ, разрушающих резину.
Технологический процесс ремонта камер включает следующие операции:
Подготовка камеры включает вырезку поврежденного места ножницами в форме овала. При повреждении камеры в месте установки вентиля или самого вентиля этот участок вырезают под постановку заплаты, а для вентиля пробивают отверстие в другом месте диаметром 5. 6 мм. В местах проколов камеру не вырезают.
Придание шероховатости краям выреза выполняют шлифовальным кругом на ширину 20. 30 мм по всему периметру. Границы обработки места под установку пятки вентиля должны быть удалены от краев накладываемой пятки на 15. 20 мм. Обработанные места очищают от пыли жесткой щеткой.

Нанесение клея и его сушка. Клей получают растворением клеевой резины в бензине Б-70. Нанесение клея и сушку проводят дважды: первый слой — клеем малой концентрации (1:8); второй — клеем большой концентрации (1:5). Клей наносят методом распыления или кистью из тонкой щетины тонким ровным слоем. Сушку каждого слоя выполняют при 25. 40°С в течение 20. 30 мин.
Подготовка починочного материала включает: вырезку заплаты, ее шероховка, нанесение на нее клея и просушку. Для ремонта камер используют заплаты из годных частей утильных камер, не имеющих трещин, затвердений и следов воздействия нефтепродуктов или заплаты из сырой камерной листовой резины толщиной 2мм. Размеры вырезанных заплат превышают размеры повреждений камер на 15. 30 мм. Заплаты из вулканизированной резины готовят в такой последовательности: шероховка на наждачном круге с одной стороны, скашивая края заплаты; нанесение клея концентрацией 1:8 с просушкой каждого слоя; обкладка краев лентой из прослоенной резины ширины 5. 7 мм. Проколы размером до 2мм заделывают только сырой резиной. Заготовки для пятки вентилей камер изготавливают из сырой камерной резины и прорезиненного чефера, на который наносят один слой клея с последующей просушкой, собираются с вентилем и вулканизируются.
Заделка повреждений заключается в наложении заплат на камеру, прикатывании их роликом и припудривании тальком.
Вулканизация камер проводится в такой последовательности: камеру накладывают заплатой на вулканизационную плиту, припудренную тальком, так, чтобы центр заплаты был совмещен с центром прижимного винта; на участок камеры устанавливают резиновую прокладку и прижимную плитку, которая должна перекрывать края заплаты на 10. 15 мм и не зажимать края сложенной вдвое камеры. Время вулканизации зависит от размера заплаты. Мелкие заплаты вулканизируют в течение 10, стыки — 15, фланцы вентилей — 20 мин.
Отделка камер включает срезание краев заплаты и стыков заподлицо с поверхностью камеры и шлифование наплывов, заусенцев и других неровностей.
Контроль качества камеры проводят наружным осмотром и испытанием на герметичность под давлением воздуха 0,15 МПа в ванне с водой. У отремонтированных камер не допускаются пористость резины, вздутия, следы недовулканизации, отслаивание пятки вентиля и заплат.
Гарантийные обязательства
Нормы пробега восстановленных и прошедших ремонт местных повреждений шин определяются соответствующими стандартами и гарантируются шиноремонтными заводами (табл. 5.5 и 5.6). На восстановленных шинах фактический пробег считается с момента восстановления.
При выходе шин из эксплуатации ранее гарантийной нормы автопредприятие устанавливает причины преждевременного выхода шин из строя. Если это произошло по заводским производственным причинам, комиссия составляет рекламационный акт. Покрышка, подлежащая рекламации, направляется заводу вместе с карточкой учета работы шины и рекламационным актом.
Индивидуальные владельцы автомобилей при преждевременном выходе шин из эксплуатации по производственным причинам сдают ее заводу с указанием полного заводского номера шины, фактического ее пробега по спидометру и обнаруженных на ней дефектов.
Таблица 5.5 — Гарантийные нормы пробега шин, прошедших ремонт местных повреждений, тыс. км
| Покрышки | Ремонт |
| первый | второй |
| Диагональные | |
| Для автомобилей: | |
| легковых и грузовых малотоннажных (до 2 т) | 4,5 |
| средних и тяжелых грузовых автомобилей | 6,0 |
| Радиальные | |
| Для автомобилей: | |
| легковых | — |
| грузовых автомобилей (с металлокордным брекером) | 9,0 |
| грузовых автомобиле и (с текстильным брекером) | 7,5 |
Таблица 5.6 — Гарантийные нормы пробега шин, прошедших восстановление методом наложения протектора, тыс. км
| Покрышки | Класс |
| первый | второй |
| Диагональные | |
| Для автомобилей: | |
| легковых | |
| грузовых малотоннажных (до 2 т) | |
| средних и тяжелых грузовых | |
| Радиальные | |
| Для автомобилей: | |
| легковых | — |
| грузовых автомобилей (с металлокордным брекером) | |
| грузовых автомобилей (с текстильным брекером) |
Рекламации по производственным причинам предъявляются в течение гарантийного срока хранения и эксплуатации шин.
Предприятие, получившее рекламацию, рассматривает ее и в течение месячного срока обязано сообщить заявителю о своем решении. Шиноремонтный завод при выходе шин из эксплуатации ранее гарантийного пробега из-за некачественного ремонта обязан безвозмездно произвести повторный ремонт или восстановление. При невозможности этого шиноремонтный завод оплачивает заявителю стоимость недопробега шины в соответствии с действующими прейскурантами.
1. Какими способами восстанавливают протектор шин автомобиля?
2. Назовите характерные виды преждевременного износа шин автомобиля.
3. Какие виды ремонта установлены для восстановления шин?
4. Перечислите оборудование применяемое при ремонте колес автомобилей.
5. Гарантийные нормы пробега для шин с радиальным и диагональным расположением нити корда.
Лекция №6.
Тема:«Изучение особенностей эксплуатации автомобилей на шинах и колесах различного типа».
Цель занятия:Ознакомится с особенностями эксплуатации автомобилей на шинах и колесах различного типа.
Автомобильные колеса воспринимают всю массу автомобиля и динамические нагрузки, передаваемые на раму или кузов автомобиля, смягчают и поглощают толчки и удары от неровностей дороги. От характера взаимодействия колес с дорогой зависят тяговые и тормозные свойства автомобиля, плавность хода, экономичность, проходимость, устойчивость и управляемость.
Колеса должны иметь минимальное сопротивление качению, хорошие сцепные и демпфирующие свойства, высокие долговечность и износостойкость, бесшумность работы, легкость монтажа и демонтажа, самоочищаемость беговой части шины при движении по деформируемым грунтам.
В соответствии с выполняемыми функциями колеса могут быть ведущие, управляемые, комбинированные (одновременно ведущие и управляемые) и поддерживающие.
Колеса состоят из следующих частей (рис. 6.1): шины, ободья 3, 10, соединительной части с деталями крепления, ступицы и подшипников. Соединительной частью могут быть диск 4, неразборно присоединенный к ободу (дисковое колесо), или спицы, представляющие собой часть ступицы (бездисковое колесо или спицевое колесо).
Пневматическая шина — это упругая оболочка, устанавливаемая на обод колеса и заполняемая воздухом под давлением.
В основу классификации шин положены геометрические размеры и конструктивные признаки (табл. 6.1). К определяющим геометрическим размерам шины относятся наружный диаметр D, ширина В, высота Н профиля, посадочный диаметр dп и расстояние между бортовыми закраинами обода А. В зависимости от ширины профиля шины делят на крупногабаритные (В ≥ 350 мм), среднегабаритные (В = 200. 350 мм) и малогабаритные (В 3 ), которая выдавливается внутрь шины по мере снижения давления. Жидкость не только уменьшает трение и износ соприкасающихся поверхностей, но и герметизирует место прокола. Кроме того, за счет испарения жидкости создается давление около 0,3 кгс/см 2 . Это дополнительно улучшает ездовые качества проколотой шины.

Рис. 6.3 Ободья для безопасных шин ТМТ: а — плоский обод, монтажный ручей которого закрыт пластмассовой лентой; б— разборный обод, снабженный капсулами со специальной жидкостью
Безопасная шина DIP (рис. 6.2, в) по конструкции существенно отличается от известных современных шин. Это бескамерная шина с мощными вогнутыми внутрь цельнорезиновыми боковинами специальной формы, жестким поясом, армированным кордом по окружности, и мощными резиновыми бортами. Шину монтируют на специальный плоский узкий обод. При накачивании воздухом боковины выпрямляются, а резина их получает предварительное сжатие. Шина приобретает характерную треугольную форму. Упругий эффект обеспечивается на 50 % за счет податливости резины и на 50 % за счет воздуха.
При снижении давления воздуха резиновые боковины опираются на беговую часть покрышки. В этом случае даже при высоких скоростях обеспечиваются сохранность шины, нормальная управляемость и безопасность автомобиля до полной его остановки.
Конструкция элементов колес
Шина состоит из покрышки 1 (см. рис. 6.1), камеры 2 и ободной ленты 8. Камера представляет собой герметичную торообразную оболочку, снабженную вентилем 9 для накачивания и выпуска воздуха. Ободная лента — эластичное кольцо, предохраняющее истирание камеры об обод и защемление ее бортами обода при монтаже.
Покрышка — это торообразная оболочка, воспринимающая нагрузки со стороны дороги. Элементы покрышки: каркас 5 (рис. 6.4), брекер 2, протектор 1 с рисунком 3, боковые стенки (участок II), боковины 6 и борта (участок I ).
Каркас (силовая часть покрышки) состоит из одного или нескольких слоев корда, закрепленных на бортовых кольцах 7. Его получают методом обрезинивания параллельно расположенных нитей. В качестве материала нитей используют вискозные, полиамидные или полиэфирные волокна, стальную проволоку и др.
Угол наклона нитей посредине беговой дорожки в каждом слое каркаса и брекера определяет конструкцию шины. В зависимости от конструкции каркаса и брекера различают диагональные и радиальные шины. В диагональной шине угол наклона нитей составляет 45. 60°, в радиальной — близок к нулю (рис. 6.5). При радиальном расположении нитей улучшаются условия их работы в каркасе, что позволяет уменьшить число слоев каркаса. Увеличивая число слоев корда, можно повысить допустимую статическую нагрузку на шины одного и того же размера.

Рис. 6.4 Конструкция покрышки (а) и ее борта (б): I— борт; II — боковая стенка; III — плечевая зона протектора; 1 – протектор; 2 – брекер; 3 – рисунок протектора; 4 – подканавочный слой; 5 – каркас; 6 – боковина; 7 – бортовое кольцо; 8 – наполнительные шнуры; 9 – крыло борта; 10 – бортовая лента;11 – носок борта; 12 – основание борта; 13 – пятка борта
Обозначение диагональных шин легковых автомобилей: В — dп. При Н/В > 0,82 размеры указывают только в дюймах (например, 9,00 — 15), а при Н/В 1 /3 окружности, т.е. на 120°

Рис 6.12 Окружная деформация шины при передаче крутящего момента;
а — зона сжатия; б — зона растяжения

Рис. 6.13 Направление касательных сил в плоскости контакта шины
по центральному углу, причем в передней части шины (угол 60°, считая от центра контакта) будет наблюдаться сжатие, а при выходе из контакта — растяжение (рис. 6.12). При скорости движения 50—60 км/ч один и тот же участок шины у автомобиля ЗИЛ-130 претерпевает около 10 деформаций в секунду. За весь срок службы шина выдерживает 20—30 млн. циклических деформаций.
При качении колеса фактический радиус шины непрерывно меняется, особенно при движении на плохих дорогах, но в среднем он несколько больше статического за счет центробежных сил (при больших скоростях) и повышенной жесткости материалов шины при динамических деформациях. При быстром качении шины ее материал не успевает деформироваться полностью. Таким образом, при больших скоростях RДИН > RСТ Фактический же средний радиус качения определяется длиной пути и числом оборотов колеса
При качении колеса в плоскости контакта шины с дорогой возникают касательные силы, направленные к центру контакта (рис. 6.13), что объясняется деформацией шины от радиальной нагрузки. Действие касательных сил вызывает проскальзывание элементов протектора и его износ. Шина типа Р имеет жесткий брекерный пояс, который хорошо противостоит деформациям ее а зоне контакта, что и обеспечивает высокую износостойкость протектора и меньшее сопротивление качению.
Сопротивление качениюшины зависит от радиальной нагрузки и коэффициента сопротивления качению
Потери мощности на сопротивление качению слагаются из трех составляющих; потери на трение в зоне контакта шины с дорогой, потери на деформацию грунта и потери на деформацию шины.
Рис. 6.14 Зависимость деформации шины от нагрузки на колесо (петля гистерезиса)
Потере на трение в зоне контакта невелики и составляют около 10% всех потерь. Потери на деформацию грунта особенно велики на мягких грунтах, а при движении по твердым дорогам преобладают потери на деформацию шины.
В свою очередь потери на деформацию шины состоят из потерь мощности на упругие деформации шины и на внутреннее трение. Затраты мощности на упругие деформации компенсируются при снятии нагрузки (обратимые потери), в то время как энергия, затраченная на внутреннее трение, превращается в тепло (необратимые потери). Следовательно, энергия, теряемая на внутреннее трение в шине, зависит от величины деформации шины под действием нагрузки на колесо (рис.6.14).

Рис. 6.14 Зависимость деформации шины от нагрузки на колесо (петля гистерезиса)
Как видно из рисунка, работа, затраченная на деформацию шины при ее нагрузке (вся площадь под верхней кривой 0В), больше работы, возвращенной при разгрузке (площадь под нижней кривой), а площадь между кривыми соответствует затрате энергии на трение. Эти кривые образуют так называемую петлю гистерезиса, которая характеризует потерю механической энергии на внутреннее трение в шине. Чем выше потери энергии на внутреннее трение в материале шины, тем больше образуется в ней тепла.
1. Какие параметры определяют геометрические размеры шин?
2. Как классифицируются колеса и шины?
3. Какие неисправности узлов автомобиля влияют на преждевременный износ шин?
4. Нормы пробега шин легковых и грузовых автомобилей.
А) основная литература:
1. Техническая эксплуатация автомобилей. Учебник для вузов. Под редакцией Кузнецова Е.С.: Транспорт 2001.413 с.
2. Раймнель И.В. «Шасси автомобиля» М.: Машиностроение, 1986.317с.
3.Янчевский В.А. Рациональная эксплуатация автомобильных шин. Уч. Пособие. МАДИ.;1989.61 с.
4. Типовое руководство по организации и проведению работ на постах контроля углов установки управляемых колес легковых автомобилей /М-во автомоб. Трансп. РСФСР- МИНАМИ, 1988.58с.
5. Положение о техническом обслуживании и ремонте легковых автомобилей, принадлежащих гражданам. РСФСР-М: 1988-67с.
6. Техническое обслуживание для технического обслуживания и ремонта легковых автомобилей. Справочник (Попрежедзинский Р.А.). М.:Транспорт 1988г.176 с.
Б) дополнительная литература:
1. Кузнецов Е.С. Техническая эксплуатация автомобилей в США.-М.:Транспорт.1988г. 176с.
2. Напольский Г.М. Технологическое проектирование автотранспортных предприятий и станций технического обслуживания. Учебник для вузов. -М.:Транспорт.1993.271 с.
3. Вахламов В.К. Автомобили ВАЗ. Рулевое управление / Тормозные системы. — М.:Транспорт, 1996.-40с.
4. Пособие по размещению автостоянок, гаражей и предприятий технического обслуживания в городах и других населенных пунктах. М.: Стройиздат, 1994.108 с.
Источник