Технические условия ремонта двигателя камаз
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
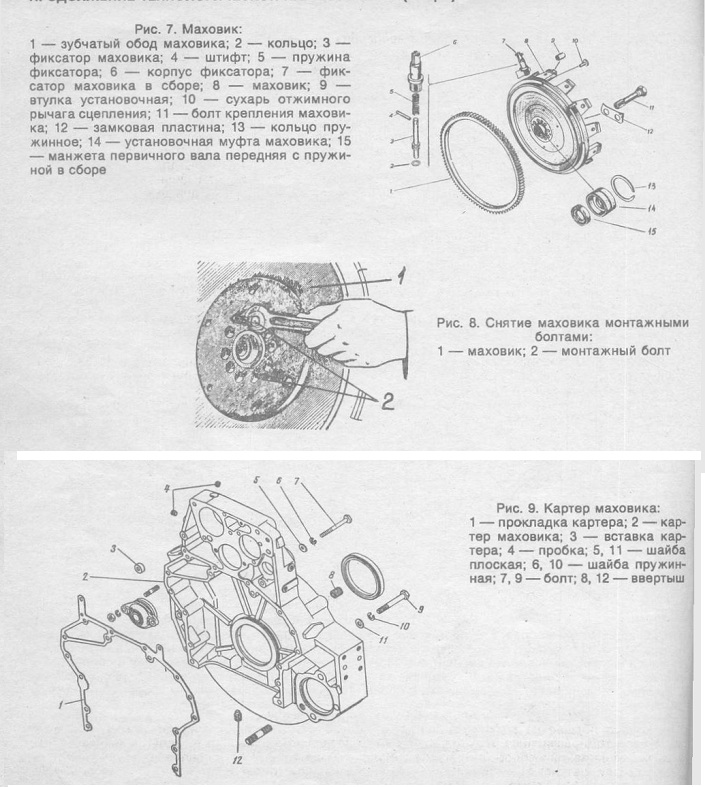
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
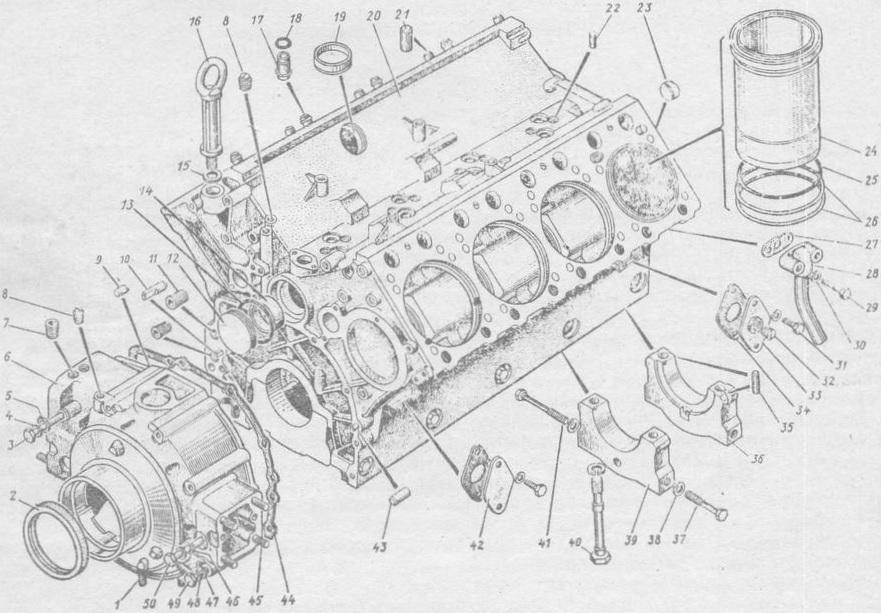
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
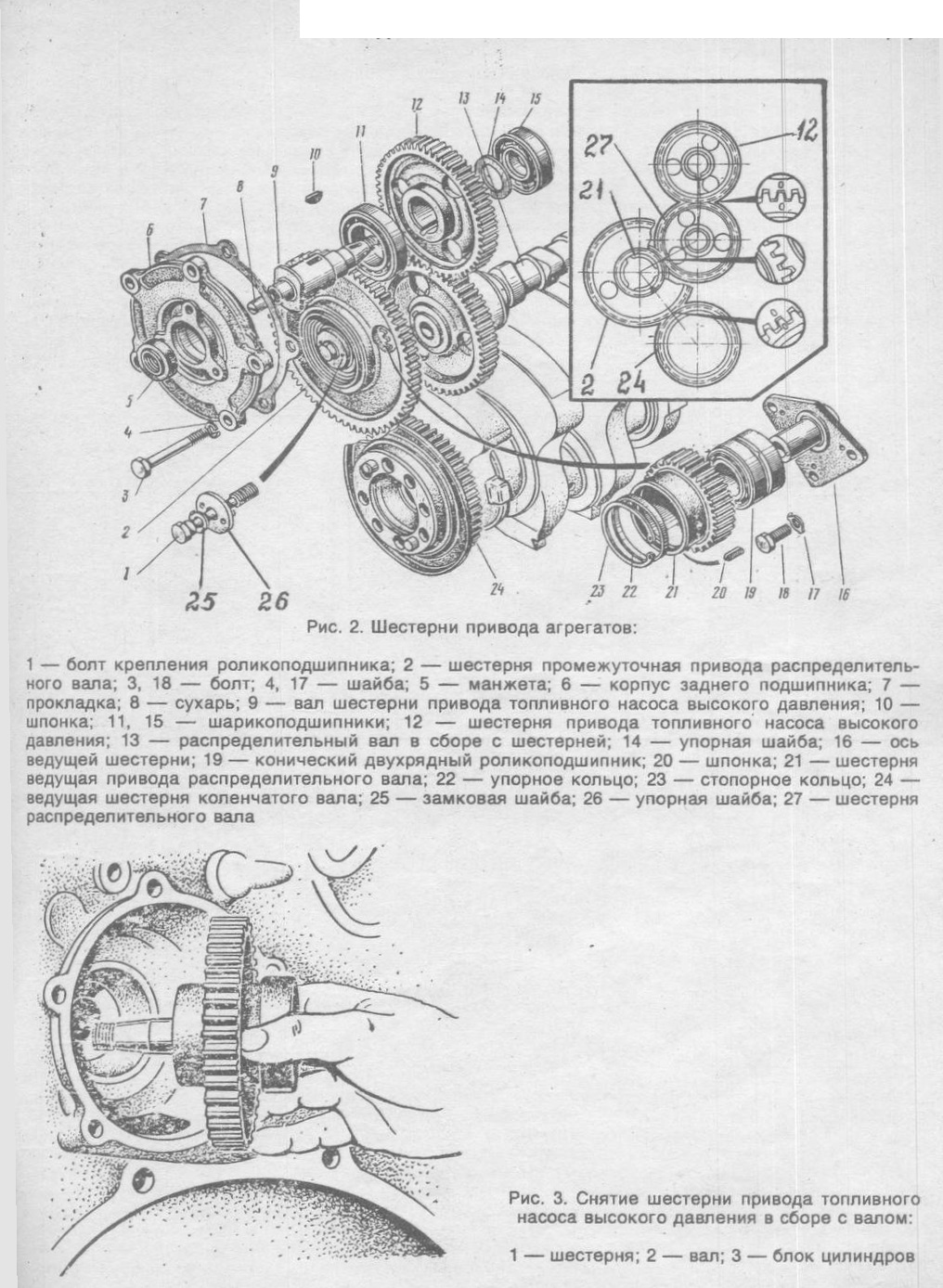
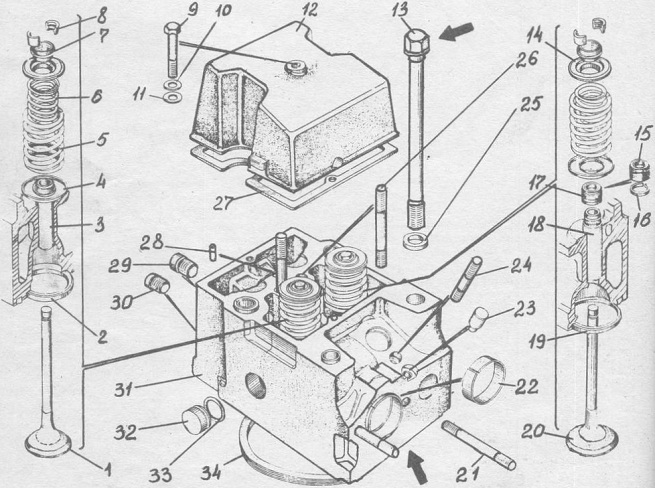
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник
ТУ УК 39-283-97 Двигатель КамАЗ-740. Технические условия на капитальный ремонт (с Изменением N 1)
СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ СПКТБ «НЕФТЕГАЗМАШ»
Группа Г43
УТВЕРЖДАЮ
Главный инженер
______________ Р.К.Нигматуллин
Технические условия на капитальный ремонт
СОГЛАСОВАНО
Главный инженер
АО «Красный пролетарий»
Ваша заявка успешно отправлена
Скачать документ нельзя
Можно заказать бесплатно 1 документ
Документ будет отправлен на указанный Вами e-mail в течение 3 рабочих дней*
или посмотрите возможности крупнейшей электронной библиотеки «Техэксперт» —
более 40 000 000 документов!
! После демонстрации Вы получите бесплатный доступ к базе данных «Информационный указатель стандартов» или к информационному каналу «Реформа технического регулирования», куда включены не только новые технические регламенты, но также их проекты — предстоящие изменения в области технического регулирования. Ни в одной другой базе данных этого нет!
Подписка на полную версию «Указателя стандартов» через ФГУП «Стандартинформ»
стоит 37 000 рублей.
При заказе демонстрации Вы получите доступ к его электронной версии совершенно бесплатно !
*Часы работы: Пн-Пт: 8:30 — 17:30 по московскому времени.
Источник
Технические условия ремонта двигателя камаз

Ремонт двигателя КамАЗ необходимо выполнять с учетом следующих рекомендаций:
- до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
- разберите двигатель КамАЗ 740 на поворотном стенде Р- 770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
- трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
- уменьшайте моменты затяжки на 10%, если моторное масло применяется в качестве смазочного материала;
- неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- не подгибайте шпильки при надевании на них деталей;
- после ремонта сборочных единиц и замены их обкатайте двигатель КамАЗ на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
1. После замены коленчатого вала, распределительного вала, одного или нескольких поршней или гильз, более половины вкладышей коренных или шатунных подшипников, а также более двух поршневых колец проведите приработку в основном режиме, включающем в себя «холодную» и «горячую» обкатку (табл. 7, 8). В начале «холодной» обкатки допускается температура масла, подаваемого в двигатель, 50 °С и выше. Давление масла в главной магистрали системы смазки не ниже 98,07 кПа (1 кгс/см2) при минимальной частоте вращения холостого хода и 392,3. 539,4 кПa (4 . 5 кгс/см2) — при частоте вращения 2600 мин-1. Перед «горячей» обкаткой проверьте, и при необходимости отрегулируйте тепловые зазоры в газораспределительном механизме, угол опережения впрыскивания топлива, затяжку болтов крепления головок цилиндров. Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
2. После замены менее половины вкладышей коренных или шатунных подшипников или по одному поршневому кольцу не более чем в двух цилиндрах проведите приработку в режиме «горячей» обкатки.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндропоршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Рис. 76. Установка двигателя на поворотном стенде: 1- стойка; 2 — станина; 3 — педаль фиксатора; 4 — балка поворотная; 5 — редуктор; 6 — рукоятка редуктора; 7 — пальцы установочные
Таблица 6. Моменты затяжки резьбовых соединений
| Резьба | Размер под ключ, мм | Моменты затяжки при классе прочности стали болта, Н.м (кгс.м) | ||
| Р50 | Р80 | Р100 | ||
| М6 | 10 | 3,73. 4,61 (0,38. 0,47) | 6,28. 7,75 (0,64. 0,79) | 8,73. 10,79 (0,89. 1,1) |
| М8 | 13 | 12,57. 15,5 (1,28. 1,58) | 19,62. 24,23 (2. 2,47) | 27,96. 34,53 (2,85. 3,52) |
| М10×1,25 | 17 | 26,29. 32,47 (2,68. 3,31) | 42,18. 51,99 (4,3. 5,3) | 59,25. 73,08 (6,04. 7,45) |
| M12x1,25 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М12×1,5 | 19 | 46,7. 57,68 (4,76. 5,88) | 74,65. 92,12 (7,61. 9,39) | 103,99. 128,51 (10,6. 13,1) |
| М14×1,5 | 22 | 75,14. 91,63 (7,66. 9,34) | 120,66. 149,11 (12,3. 15,2) | 166,77. 206,01 (17. 21) |
| М16×1,5 | 24 | 83,39. 103 (8,5. 10,5) | 179,52. 221,71 (18,3. 22,6) | 250,16. 309,02 (25,5. 31,5) |
| М18×1,5 | 27 | 120,66. 149,11 (12,3. 15,2) | 258,98. 319,81 (26,4. 32,6) | 366,89 . 453,22 (37,4. 46,2) |
| М20×1,5 | 30 | 170,69. 210,92 (17,4. 21,5) | 362,97. 448,32 (37. 45,7) | 513,06. 633,73 (52,3. 64,6) |
| М22×1,5 | 32 | 225,63. 278,6 (23. 28,4) | 483,63. 597,43 (49,3. 60,9) | 683,76. 844,64 (69,7. 86,1) |
| М24×2 | 36 | 286,45. 355,12 (29,2. 36,2) | 615,09. 760,28 (62,7. 77,5) | 867,2. 1069,29 (88,4. 109) |
- Класс стали болта нанесен на головке болта.
- Класс прочности стали гайки несколько ниже класса прочности болта.
- Моменты приведены для болтов серийного производства при отсутствии попадания на них смазочного материала.
Частота вращения
коленчатого вала, мин1
Источник