Срочный и плановый ремонт, восстановление и техническое обслуживание центробежных компрессоров и технологического оборудования любой степени сложности и комплектации. Пусконаладочные работы компрессорного оборудования «под ключ».
Сертификаты соответствия
ВЫБЕРИТЕ СВОЙ КОМПРЕССОР
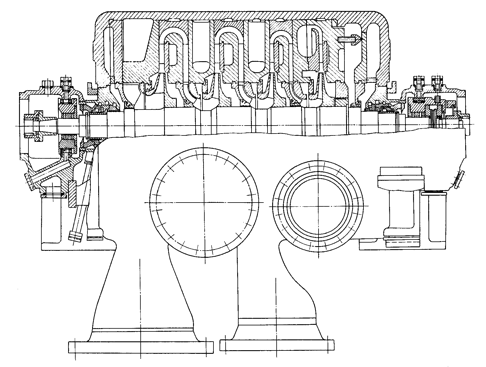
КОМПРЕССОР К-250-61-1/2/5
Компрессор выполнен одноцилиндровым, шести ступенчатым, состоит из трех секций. Для компрессора используется повышающий редуктор типа РЦОТ-320-3,64-1.
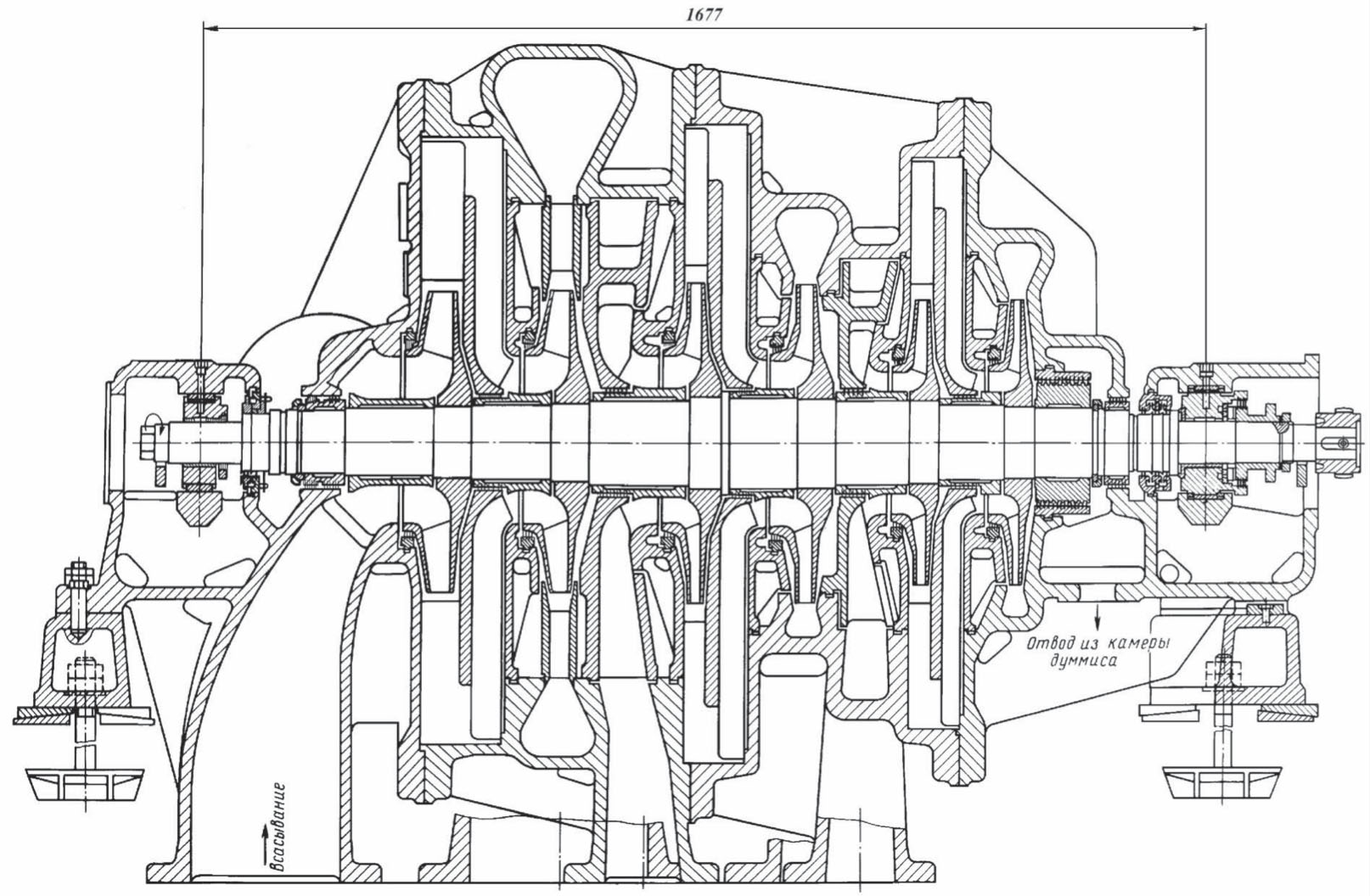
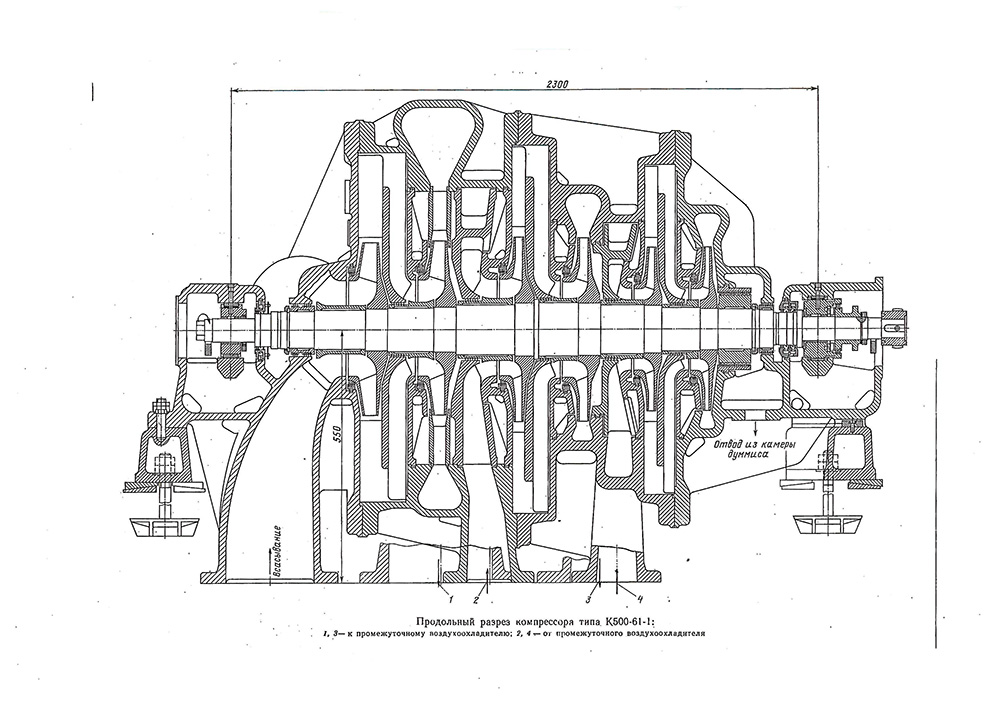
КОМПРЕССОРЫ К-500-61-1/5
Компрессор типа К500-61-1 предназначен для сжатия и подачи воздуха промышленного назначения. Для компрессора используется повышающий редуктор типа РЦ(ЭТ-350-2,55-1К.
КОМПРЕССОР 4ГЦ1-250
Центробежная компрессорная кислородная установка 4ГЦ1-250/5 предназначена для сжатия кислорода концентрацией до 100% в различных технологических производствах.
КОМПРЕССОР 43ЦКО-160/15
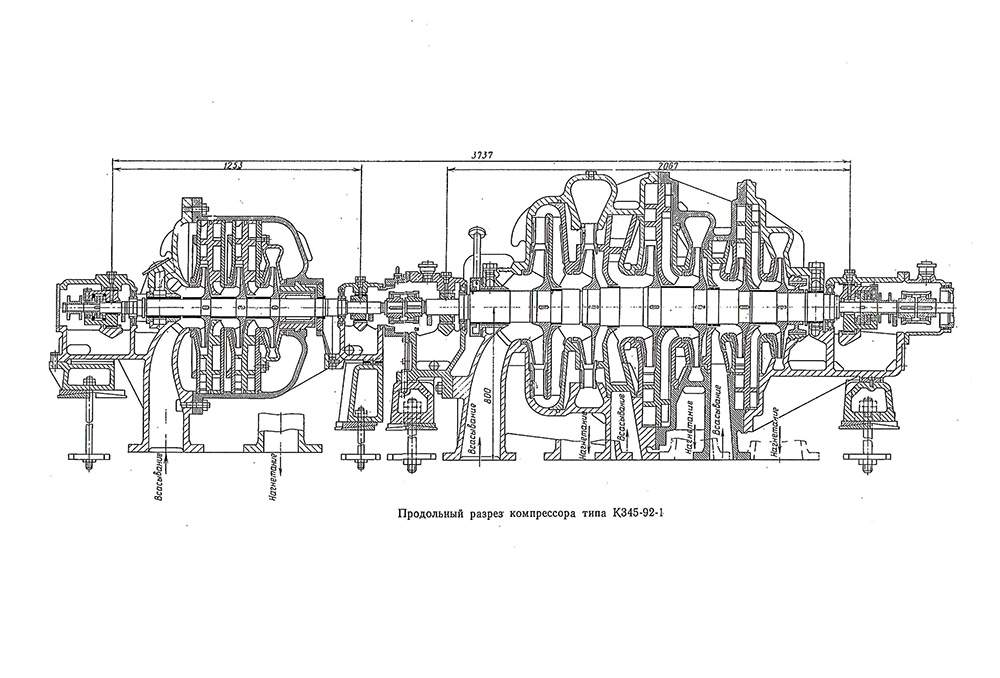
КОМПРЕССОРЫ К345-92-1
Центробежный компрессор типа К345-92-1 предназначен для сжатия воздуха. Компрессор — девяти ступенчатый, четырех секционный.
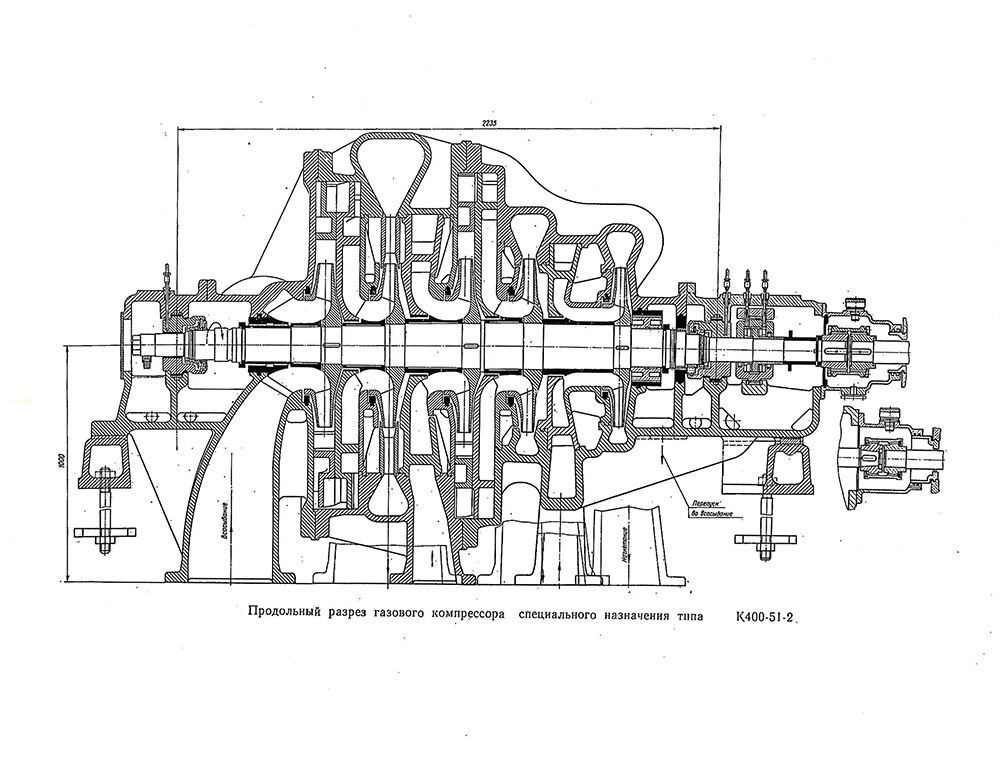
КОМПРЕССОР К400-51-2
Центробежный компрессор типа К400-51-2 предназначен для сжатия и подачи контактного газа дегидрирования изопентана и изоамиленов в производстве синтетического каучука.
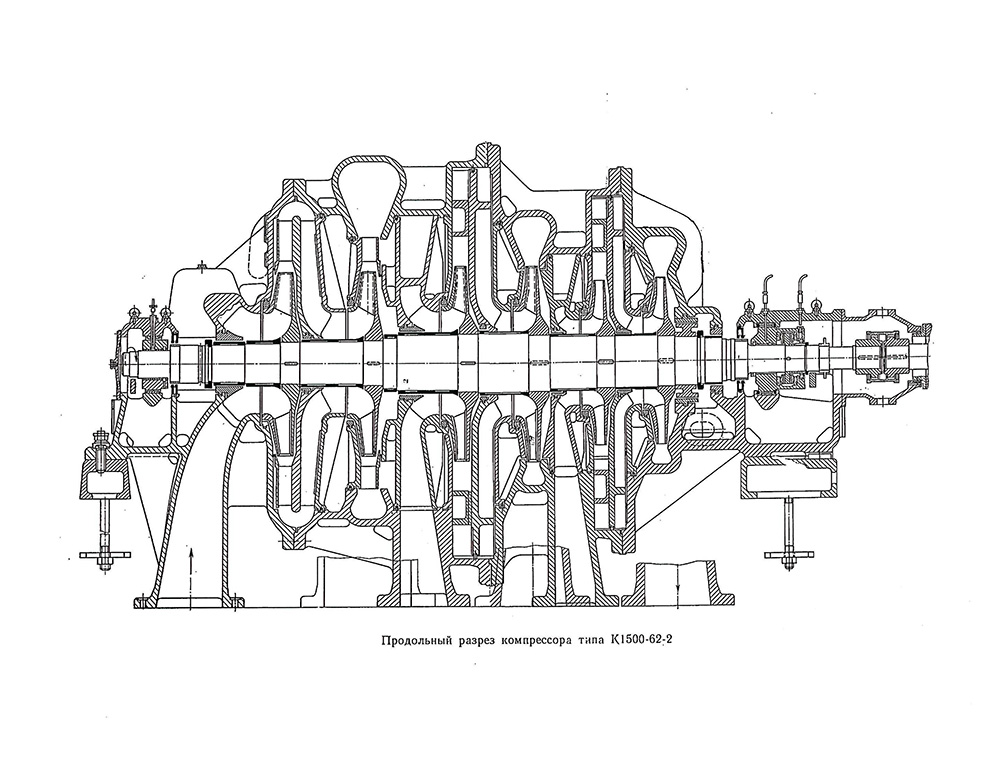
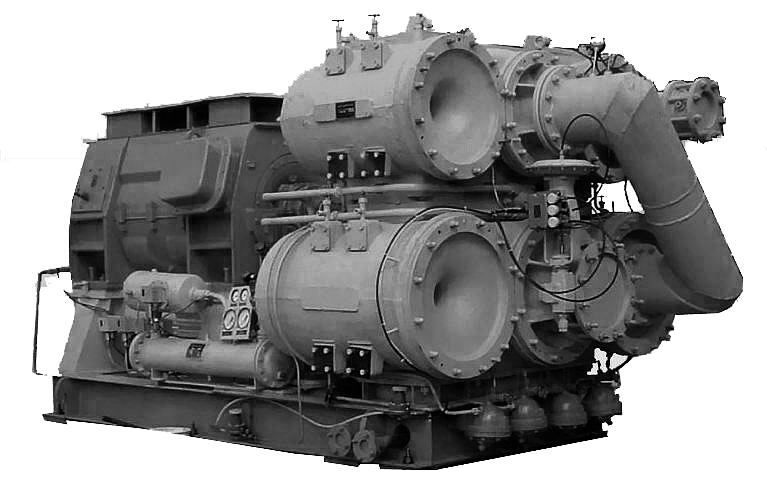
КОМПРЕССОР К-1500
Центробежный компрессор типа К1500-62-2 предназначен для сжатия и подачи первичного воздуха в кислородные блоки разделения.
КОМПРЕССОР 32ВЦ-100/9
Предназначены для сжатия атмосферного воздуха, используемого в различных отраслях промышленности в пневмооборудовании, пневмоинструментах и технологических процессах.
КОМПРЕССОР 43ВЦ-160/9
Предназначена для сжатия атмосферного воздуха, используемого в различных отраслях промышленности для пневмооборудования, пневмоинструментов и технологических процессов.
КОМПРЕССОР КТК-7/14
Компрессор КТК-7/14 предназначен для сжатия кислорода, находящегося в газообразном состоянии и перемещении его. Широко применяется в металлургической и химической промышленности.
КОМПРЕССОР КТК-12,5/35
Компрессор КТК-12,5/35 применяется в основном в химической и металлургической промышленности. Также возможно использование и в других отраслях в том случае, если будут соблюдаться условия работы, необходимые для данной техники. Используется для сжатия кислорода, находящегося в газообразном состоянии.
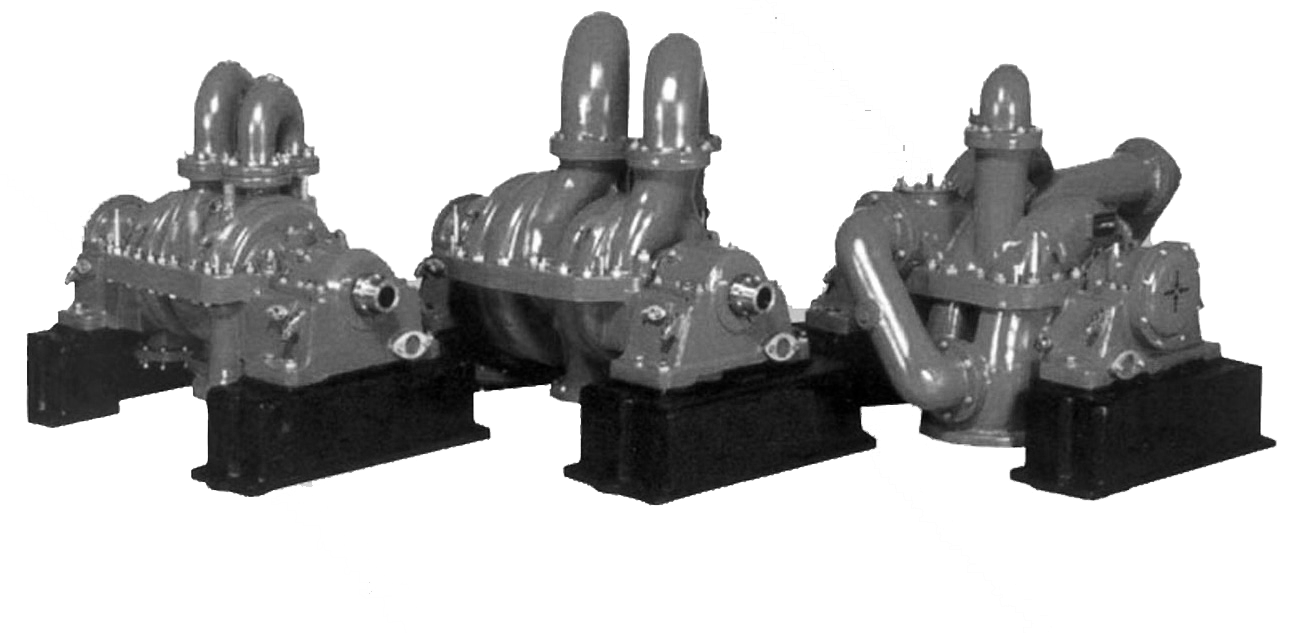
КОМПРЕССОР ЦК-135/8
Компрессорная установка ЦК-135/8 – центробежная двухкорпусная шести ступенчатая машина с внешним охлаждением воздуха в двух промежуточных и одним концевым водяным охладителем.
Подробнее об услуге
АО «Компрессормашремсервис» — ответственный, оперативный ремонт, модернизация, сервисное обслуживание и восстановление центробежных компрессоров и оборудования российского производства.
Предприятие предоставляет комплекс услуг по обслуживанию компрессорного оборудования на собственной производственной базе и непосредственно на объекте, с выездом бригады профильных специалистов и инженера.
Выполним все необходимые ремонтные и восстановительные, сервисные работы, необходимые для идеального технического состояния компрессора, снижения эксплуатационных затрат и экономичного восстановления оборудования:
всегда в наличии необходимые для ремонта и восстановления оригинальные детали для любого типа компрессоров;
профессиональная модернизация компрессорного оборудования, существенно снижающая затраты по эксплуатации;
восстановление или оперативная замена отдельных конструкционных узлов компрессора;
аудит и сервисное обслуживание (квартальное, полугодовое, годовое ТО) компрессорного оборудования – контроль корректности и эффективности работы компрессора, плановая замена деталей, замена масла, фильтрационных элементов;
монтаж и пусконаладочные работы любой степени сложности «под ключ» с оформлением необходимой проектно-технической и разрешительной документации.
Опытные профильные специалисты, опыт работы, профессиональный парк специализированных станков и тестового оборудования, наличие оригинальных комплектующих – гарантия качественного ремонта и восстановления центробежных компрессоров.
Источник
Ремонт центробежных компрессоров и вентиляторов
Читайте также:
I. Состав строительного (монтажного, ремонтно-строительного) процесса
IV. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ РЕМОНТЕ И РЕКОНСТРУКЦИИ СКВАЖИН
Акт о приемке из ремонта объекта, разрешающий его пуск в эксплуатацию, утверждается в установленном порядке.
База ГДЗС по ремонту и проверке СИЗОД, контрольный пост ГДЗС
Баланс рабочего времени. Определение числа ремонтных рабочих и дежурных электриков
Безопасность при ТО и ремонте автомобилей
Билет №6 1.Виды и методы ремонта.
Видача автомобіля з ремонту
Види і методи ремонту
Виды обслуживания машин и их ремонтов. Учет работы машин.
Центробежные компрессоры (турбокомпрессоры), газодувки и воздуходувки сходны по конструкции и поэтому технология их ремонта примерно одинакова. В состав агрегата турбокомпрессора входит редуктор, который также периодически подвергают ревизии и ремонту.
Ремонт турбокомпрессоров и газодувок (воздуходувок) производится аналогично ремонту центробежных машин. Имея большую массу и высокие скорости вращения, эти машины требуют особую ответственность при выявлении дефектов, установленных величин зазоров и дисбаланса.
При текущем ремонтецентробежного компрессора проводят следующие работы: устранение дефектов, записанных в журналах сменного персонала; ревизию и замену быстроизнашивающихся деталей и узлов, регулировку зазоров и натягов; замер вибрации до остановки на ремонт и после ремонта; наружный осмотр коммуникаций и др.
При среднем ремонтевыполняют следующие работы: все работы текущего ремонта; визуальный осмотр фундаментов; вскрытие центробежного компрессора; проверку корпуса на наличие трещин, коррозии и эрозии; ревизию ротора с проверкой рабочих колес; замеры шеек вала на конусность и эллипсность; проверку биения ротора по индикатору; ревизию уплотнений, соединительной муфты, редуктора; проверку центровки компрессора; ревизию главного и пускового насосов; проверку фланцевых соединений газового тракта на плотность; ревизию маслоохладителей и др.
При капитальном ремонтевыполняют все работы текущего и среднего ремонтов и, кроме того, контроль затяжки фундаментных болтов и замер деформации рамы при подтяжке; осмотр фундамента и проверка его осадки; пневматические испытания корпуса; промывку и проверку на герметичность маслосистемы; гидравлические испытания промежуточных и концевых холодильников и др.
Перед вскрытием корпуса отсоединяют все трубопроводы, предварительно заглушив их. Крышку поднимают с помощью специальной траверсы, контролируя подъем в горизонтальном положении по направляющим шпилькам, смазанным маслом.
При ремонте корпус очищают от загрязнений и ржавчины и выявляют наличие трещин. Для выявления деформации рамы, с помощью уровня определяют уклон по двум взаимно перпендикулярным направлениям. Допустимое отклонение от горизонтальности или деформации составляет не более 0,2 мм на 1 м длины.
В процессе разборки необходимо выполнить ряд контрольных замеров. Демонтировав крышки подшипников, при помощи свинцового оттиска проверяют величину пятна между вкладышем и крышками, а также верхние масляные зазоры. Боковые масляные зазоры определяют щупом. При помощи индикатора проверяют осевой разбег ротора в упорном подшипнике (допускается до 0,25 мм).
Сняв крышку редуктора, с помощью свинцового оттиска проверяют параллельность осей валов шестерни и колеса, величину зазоров в подшипниках, зазор между вершиной и основанием находящихся в зацеплении зубьев редуктора. Допустимые значения верхних зазоров в подшипниках зависят от диаметра шейки вала, приведены в паспорте завода-изготовителя и лежат в пределах от 0,10 до 0,24 мм.
Определяя зазоры, одновременно проверяют контакт поверхности верхней установочной колодки вкладыша с крышкой. Должно обеспечиваться равномерное касание по всей поверхности колодки — на площади не менее 70%. Для проверки контакта на поверхность колодки вкладыша наносят краску, крышку устанавливают на место и затягивают разъем. Отпечатки краски показывают место контакта вкладыша с крышкой. Подгонку поверхности выполняют напильником и шабером.
При ремонте ротора иногда необходимо снять, а затем насадить на вал с некоторым натягом рабочие колеса, упорные диски и полумуфты. Эти детали снимают при помощи съемников после нагревания до 200 — 300 о С. Для подогрева можно использовать газовые горелки. Во избежание разогрева вала детали нагревают быстро, от периферии к центру, равномерно по всей окружности; открытые участки вала, расположенные рядом с деталью, прикрывают асбестом. Посадку деталей ротора на вал производят после нагревания их до 200 — 250 о С.
Посаженные на вал колеса проверяют на осевое биение по ободу диска. Плотность посадки рабочих колес и упорного диска на ротор проверяют по звуку путем обстукивания медным молотом 0,2 — 0,3 кг.
Обнаруженные риски и шероховатость на шейках вала ротора зачищают с помощью мелкозернистого наждачного полотна, а затем полируют тонкой пастой ГОИ. Чистота поверхности шеек ротора должна соответствовать указаниям чертежа. Риски и шероховатости на рабочей плоскости упорного диска удаляют шлифованием пастой ГОИ с использованием чугунных притиров.
Для проверки ротора на биение его укладывают на опорные подшипники и для устранения осевого смещения собирают упорный подшипник. Проверку производят индикатором, устанавливаемым на горизонтальной плоскости разъема корпуса или подшипников, в зависимости от места замера. Замеры производят по сечениям вала, находящимся на расстоянии 300 — 500 мм. Сечения выбирают у шеек вала, концевых уплотнений, между рабочими колесами, по окружности полумуфт и упорного диска. Для определения характера прогиба по окружности каждого сечения производят 4 — 6 замеров.
После ремонта с проточкой или шлифовкой величина биения шеек вала и упорного диска не должна превышать 0,02 мм, а втулок уплотнений и полумуфт по окружности — 0,03 — 0,05 мм.
Замер зазоров в лабиринтных уплотнениях производится с помощью набора длинных ленточных щупов. Замеры в горизонтальной плоскости выполняются с обеих сторон уплотнения, а при измерении зазора в нижней части уплотнения пластины щупа следует опускать на половину нижней полуокружности.
После установки ротора в корпус компрессора проверяют взаимное положение каналов рабочих колес и диффузоров. Отклонения не должны превышать паспортных данных машины.
При сборке компрессора разъем уплотняют с помощью мастики, которую наносят ровным слоем толщиной около 1 мм на чистый фланец нижней половины корпуса. Крышку медленно опускают с помощью траверсы по смазанным направляющим шпилькам, постоянно контролируя ее горизонтальное положение. Когда расстояние между поверхностями разъема составит 4 — 5 мм, устанавливают контрольные штифты, которые после окончательного опускания крышки забивают свинцовым или медным молотком. После того как крышка встала на место, ротор проворачивают, проверяя на слух, не задевает ли он крышку, после чего выполняют легкую затяжку болтов. Окончательную затяжку болтов проводят до того как мастика окончательно затвердеет. Затем вторично проверяют, не задевают ли детали проточной части за корпус.
Чтобы уплотнить горизонтальный разъем, применяют мастики, тип которых выбирают в зависимости от температуры, давления, рабочей среды: например, разъемы кислородных компрессоров уплотняют с помощью “герметика”, разъемы некоторых компрессоров, работающих на агрессивных средах, уплотняют лентой из фторопласта — 4.
Вентиляторы просты по конструкции, однако только своевременный и качественный ремонт может обеспечить их исправную работу.
Основные неисправности, наблюдаемые при эксплуатации вентиляторов, обусловлены износом подшипников, ротора и кожуха.
Прямым следствием износа подшипников и ротора может быть сильная вибрация, которая наступает в результате налипания на ротор твердых частиц, золы и др.
Узлы и детали вентилятора восстанавливают обычными способами. Несколько отличается ремонт ротора, рабочее колесо которого состоит из диска со ступицей, кольца и лопаток. Кольцо стягивается с диском болтами. При ремонте заменяют главным образом лопатки. Для этого срезают шляпки и выбивают стержни заклепок, которыми они крепятся к диску и кольцу. Клепку новых лопаток производят по существующим на диске и кольце отверстиям. Лопатки изготовляют горячей штамповкой под винтовым прессом. Реже меняют кольцо. Новое кольцо вырезают из листовой стали и обрабатывают на станке.
Изношенные участки корпусов вентиляторов вырезают газорезкой и заменяют целым листом с приваркой встык. Часто кожух меняют полностью.
У собранного после ремонта вентилятора проверяют величины аксиального и радиального биений. Предварительно ротор подвергают статической балансировке.
Трубопроводы и трубопроводная арматура.
Трубопроводы и трубопроводная арматура занимают значительное место в оснастке технологических установок. Общая протяженность трубопроводов нефтеперерабатывающего завода достигает десятки тысяч километров.
Разнообразна и многочисленна трубопроводная арматура. Все трубы и детали трубопроводов, а также арматуру изготавливают, поставляют и монтируют согласно действующим ГОСТам и другим нормативно-техническим документам.
По назначению трубопроводы можно разделить на нефтепроводы, продуктопроводы, газопроводы, паропроводы и водопроводы.
Эксплуатационными характеристиками трубопроводов следует считать температуру, давление и окружающий трубопровод среду.
По способу изготовления различают бесшовные и сварные трубы. Бесшовные трубы могут быть холоднотянутыми, холоднокатаными, горячекатаными и крекинговыми.
Кроме стальных труб широко применяются бесшовные трубы, футерованные винипластом, полиэтиленом, эмалью, резиной и стеклом. Эти трубы обладают прочностью стальных труб и коррозионной стойкостью материала футеровки.
Промышленность выпускает биметаллические трубы диаметром 10 – 219 мм в различных сочетаниях слоев металла: наружный слой – углеродистая сталь, внутренний – нержавеющая сталь ( или наоборот); наружный слой — медь, внутренний – углеродистая сталь (или наоборот).
Находят применение трубы из пластических масс, которые отличаются от стальных стойкостью к коррозии, небольшой массой, высокими диэлектрическими свойствами, малым коэффициентом трения и др. Однако их прочностные качества низки, особенно при повышенных температурах. Например, полиэтиленовые трубы нельзя применять при температуре выше 50 о С. Промышленность выпускает трубы из винипласта (для температур до 60 о С и давления до 0,6 Мпа) фаолита ( для температур до 160 о С и давления до 0,6 Мпа), полипропилена, графитопласта, фторопласти-4 ( область применения от – 100 о С до +250 о С) и высокой, по сравнению с другими неметаллическими трубами, прочностью. Большой прочностью обладают трубы из стеклопластиков (стекловолокно, пропитанное связующими смолами). Они отличаются высокой коррозионной стойкостью и небольшой массой, но газопроницаемы, что ограничивает их применение.
Для перекачивания коррозионно-агрессивных продуктов (азотная, фосфорная, разбавленная серная кислоты), а также для шламоотводящих и канализационных трубопроводов, работающих при низких давлениях и температурах, применяют трубы из высококремнистых чугунов.
Размер трубопровода определяется диаметром и толщиной стенки труб, что указывается двумя цифрами, соответствующими наружному диаметру и толщине стенки (мм).
Трубопроводы различают по величине условного прохода, под которым понимают номинальный внутренний диаметр трубы. Фактический внутренний диаметр каждой трубы зависит от толщины ее стенок очень часто диаметр условного прохода и фактический внутренний диаметр равны. Гост предусматривает следующий диаметр условных проходов (мм): 10, 15, 20, 25, 40, 50, 65, 80, 100, 125, 150, 175, 200, 225, 250, 275, 300, 350, 400, 450, 500, 600, 700, 800, 900, 1000, 1100, 1200, 1400, 1600.
ГОСТ устанавливает условные, пробные и рабочие давления для трубопроводов и арматуры. Под условнымпонимают давление, на которое рассчитан трубопровод при условии, если он работает при температуре среды не выше 200 о С. Рабочим давлением называют номинальное давление при эксплуатации трубопровода. При температурах среды до 200 о С условное и рабочее давление для стальных труб можно принять одинаковыми. При более высоких температурах допускаемое рабочее давление определяется в каждом конкретном случае по специальным таблицам.
Дата добавления: 2015-04-04 ; просмотров: 45 ; Нарушение авторских прав