Техническое обслуживание рам тележек в эксплуатации
МЕХАНИЧЕСКАЯ ЧАСТЬ ЭЛЕКТРОВОЗА
Рама тележки. Общие сведения.Механическая часть электровоза ВЛ8 состоит из четырех шарнирно сочлененных тележек и кузова. Каждая тележка (рис. 128) имеет раму 1, колесно-моторные блоки 3, рессорное подвешивание 2, тормозную систему 4, автосцепное устройство 5 и детали сочленения.
Назначение и конструкция
Рамы тележек предназначены для распределения вертикальной нагрузки между отдельными колесными парами через рессорное подвешивание, восприятия и передачи сил тяги и торможения, а также горизонтальных поперечных сил, обеспечения правильной установки колесных пар, крепления тяговых двигателей, элементов подвешивания и тормозного оборудования.
Рама тележки электровоза цельнолитая, коробчатого типа и состоит из двух продольных боковин 2 (рис. 129) и поперечных брусьев: буферного 1 шкворневого 3 и сочленения 4. В нижнем поясе боковины рамы имеют буксовые проемы, которые стягиваются подбуксовыми струнками. К рамам привариваются кронштейны для тормозных подвесок и продольных балансиров рессорного подвешивания. Для установки кузова на тележки шкворневые брусья имеют подпятниковые гнезда, причем гнезда 1-й и 4-й тележек круглые, а 2-й и 3-й тележек — прямоугольные.
Шкворневые брусья и брусья сочленения имеют кронштейны для подвешивания тяговых двигателей. Сверху рамы имеются обработанные площадки для установки тормозных цилиндров и дополнительных опор кузова.
Техническое обслуживание рам тележек в эксплуатации
Необходимо систематически наблюдать за надежностью соединений деталей рам, отсутствием трещин и других повреждений и своевременно устранять все замеченные неисправности. Подбуксовые струнки должны быть плотно подогнаны к каблучкам рамы тележки. Плотность прилегания должна быть не менее 75%, ее проверяют по краске.
Болты крепления струнки должны быть туго затянуты. Зазор между горизонтальными плоскостями струнки и рамы должен быть не менее 1 и не более 9 мм. Не допускается перекос струнки относительно рамы. Разность зазоров между рамой и одной стрункой в разных местах не должна быть более 3 мм.
Источник
Техническое обслуживание ремонт рам тележек




21. Разборка и сборка тележек, ремонт рам
Разборка тележек. Выкаченную из-под кузова тележку устанавливают на позицию и разбирают. Разборку начинают с продольных регулируемых тяг и поперечины тормозной рычажной передачи. Для того чтобы демонтировать их с рамы тележки, отворачивают гайки и ослабляют регулировочные винты в проушинах тяги, снимают с тормозных тяг скобы предохранительных тросиков и с одного конца выбивают валики шарнирных соединений поперечин с продольными тягами. Затем отворачивают болты, снимают предохранительную планку и кронштейны наконечников пескопроводных труб с другого конца. Выбивают валик, соединяющий камень с поперечной балкой, и вынимают камень. Поворачивают поперечную балку в вырезах тормозных подвесок и вынимают ее из подвесок. После того как отвернуты упорный и регулировочные болты, выбиты клинья из тормозных башмаков и сняты тормозные колодки, расшплинтовывают и отворачивают гайки и выбивают болты, соединяющие валики буксовых поводков с кронштейнами на раме тележки.
Поднимают штоки домкратов и сжимают верхнюю резиновую шайбу 1 (рис. 95) подвески тягового двигателя. Затем отворачивают гайку подвески 2 и снимают нижнюю шайбу и диск 3 с кронштейна 4 тягового двигателя. Отворачивают болты и снимают предохранительные упоры с носика остова тягового двигателя, разъединяют фланцы половин кожухов осевых редукторов и сливают в бачок имеющуюся там смазку. Расшплинтовывают рессорные стойки и снимают нижние буртовые гайки.
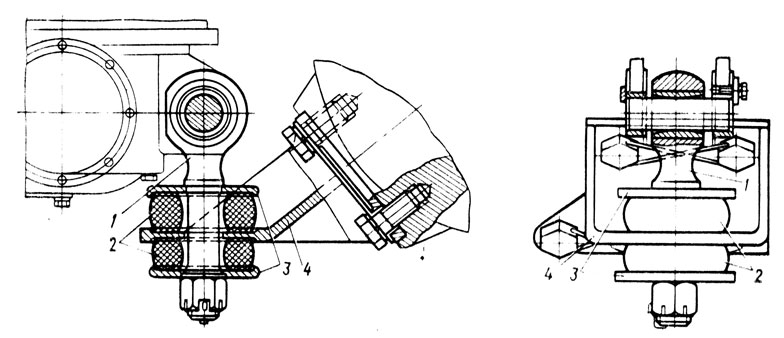
Рис. 95. Подвеска тягового двигателя
Раму тележки зачаливают тросами за проушины на шкворневой балке и приподнимают ее мостовым краном над колесными парами так, чтобы клиновидные хвостовики валиков поводков букс вышли из пазов в кронштейнах рамы. Для этого валик поводка сдвигают немного вниз с помощью клина, вставленного в зазор между валиком и рамой. Затем раму приподнимают далее, до выхода рессорных стоек из пружин рессорного подвешивания, и снимают пружины с шайбами, прокладками и накладками. Одновременно снимают верхние резиновые шайбы и диски с кронштейнов тяговых двигателей. Затем раму поднимают и транспортируют к месту разборки, где ее устанавливают на подставки. Там сливают масло из противоотносного устройства и ванн боковых опор. После этого раму вместе со снятыми и уложенными в кассеты (контейнеры) деталями устанавливают на тележку и транспортируют в моечную машину. Колесно-моторные блоки мостовым краном устанавливают на позиции разборки.
Обмытую раму ставят на подставки и тщательно осматривают. Неотмытые места рамы, особенно в местах расположения сварных швов, дополнительно очишают скребками и металлическими щетками.
Ремонт рам. Для осмотра рамы используют лупу, с помощью которой выявляют трещины, изломы, выработки, прогибы и другие дефекты в боковинах, поперечных и шкворневых брусьях, гнездах шаровой связи, консолях и кронштейнах. Особое внимание обращают на выявление трещин в сварных швах н местах перехода от одного сечения рамы к другому. Обнаруженные места с дефектами очерчивают мелом для дальнейшего исследования и ремонта. В случае обнаружения трещин в перечисленных местах раму ремонтируют. Для ремонта рамы с трещинами, обнаруженными в иных неоговоренных местах, требуется разрешение ЦТ МПС.
При осмотре рамы проверяют также посадку и износ втулок и валиков во всех кронштейнах и других посадочных местах. Ослабления в посадке, имеющие предельную выработку втулки, выпрессовывают из кронштейнов. Отверстия в раме проверяют, при необходимости рассверливают и запрессовывают новые втулки, соответственно увеличенные по наружному диаметру. Изношен ные валики разрешается восстанавливать вибродуговой наплавкой или железнением с последующей механической и термической обработкой.
Тщательной проверке подвергают состояние кронштейнов гасителей колебаний, предохранительных устройств тормозной рычажной передачи и соответствующих сварных швов. При обнаружении трещин в швах их вырубают и накладывают новый шов. Трещины в кронштейнах ремонтировать сваркой запрещается — такие кронштейны необходимо заменять.
В кронштейнах рамы под хвостовиками валиков буксовых поводков зачищают заусенцы на гранях клиновидных пазов, а затем при помощи шаблона замеряют их износ. Зазор между узкой гранью шаблона и дном паза должен быть не менее 1 мм., а прилегание шаблона к стенкам паза не менее 50% поверхности. В случае потери натяга для соединения с валиком буксового поводка разрешается его восстанавливать путем постановки штампованных трехгранных прокладок из листовой стали толщиной не более 0,5 мм или подбором поводка, имеющего наибольший плюсовый допуск по ширине поводка для данного паза. Проверяют посадку и замеряют отверстие во втулках толкателя иротивоотносного устройства в шкворневом брусе рамы, а также посадки втулок в раме. Ослабшие в посадке или изношенные по внутреннему диаметру втулки заменяют. При необходимости осуществляют механическую обработку места постановки втулки.
На боковине рамы проверяют состояние сварных швов крепления наличников, по которым перемещаются скользуны, и корпусов скользунов боковой опоры кузова. Выработанный наличник прошлифовывают, а при износе свыше 4 мм срубают и приваривают новый. При необходимости смены корпуса скользуна боковой опоры сварочный шов вырубают и зачищают освободившееся место. Положение корпуса проверяют по угольнику и при необходимости поверхность припиливают и зачищают до альбомного размера. Новый корпус скользуна боковой опоры кузова приваривают электродами Э42А, зачищают шов. В плотности приварки и отсутствии трещин в сварном шве убеждаются, используя керосин. Маслопровод боковой опоры кузова осматривают, промывают и продувают сжатым воздухом, плотность его также проверяют керосином.
Проверяют толщину накладки под ролик противоразгрузочного устройства на поперечном брусе рамы. Выработанную накладку разрешается наплавлять электросваркой с последующей шлифовкой. Если износ накладки превышает 6 мм, она подлежит замене.
Прогибы элементов рамы проверяют линейкой. В отсутствии перекоса рамы по большим буксовым кронштейнам убеждаются, замеряя штангенштихмасом диагонали рамы, а также по кернам-реперам, нанесенным локомотивостроительным заводом на верхних плоскостях поперечных брусьев рамы. Разность диагоналей не должна превышать 3 мм. При большей разнице раму тщательно проверяют по методике ВНИИЖТа оптико-механическими приборами для выяснения возможности ее ремонта в условиях депо. Оптическую проверку рамы проводят также в случаях, когда имеется подрез гребней и ненормальный износ бандажей колесных пар электровоза. Отремонтированную раму тележки окрашивают и передают на сборку.
Тележки эксплуатируемых серий электровозов отличаются конструкцией букс, узлов сочленения, брусковых боковин, поэтому технология ремонта рам их тележек имеет свои особенности. Трещины в рамах с челюстными тележками возникают чаще всего в боковинах под буксовыми вырезами и в верхних поясах, в буферном брусе и балке сочленения. Трещины в элементах рам тележек устраняют заваркой с соблюдением инструктивных указаний МПС.
Буксовые направляющие ремонтируют путем смены наличников, которые приваривают прерывистым швом по периметру к направляющим и несколькими электрозаклепками в средней части. Приварку наличников выполняют под прессом или с использованием струбцины. В случае значительного износа буксовые направляющие восстанавливают электронаплавкой с последующей механической обработкой и приваркой новых наличников.
Приливы на поперечных балках тележек для пружинных подвесок тяговых двигателей также подвержены износу. Расстояние между верхними и нижними приливами должно быть в пределах 321-330 мм. Диаметр отверстия для стержней в приливах пружинных подвесок не должен превышать 36 мм, а расстояние между их центрами может отклоняться от чертежного размера 324 мм не более чем на 2 мм. Отверстия под стержни, разработанные более нормы, восстанавливают заменой втулок. Изношенные наличники на опорных плоскостях приливов срубают и взамен их приваривают новые наличники необходимой толщины. На приливах со съемными предохранительными упорами проверяют плотность прилегания упоров, а также исправность крепящих болтов и резьбы в отверстиях приливов.
Подбуксовые струнки, шпильки и крепящие их болты осматривают и убеждаются в отсутствии в них трещин. Состояние резьбы проверяют контрольной гайкой. Ослабшие шпильки заменяют. Каблучки рамы и сопрягаемые с ними поверхности подбуксовых струнок при износе восстанавливают наплавкой и последующей механической обработкой. Размеры подгоняют так, чтобы, с одной стороны, обеспечить натяг и допускаемые зазоры между стрункой и рамой, а с другой стороны, не превысить допускаемое боковое смещение струнки (2 мм) по отношению к боковине рамы. Зазор между стрункой и рамой должен быть в пределах 4-9 мм (рис. 96). Для того чтобы облегчить подгонку зазоров и сохранить основные размеры струнки, разрешается припиливать и наплавлять только по одному скосу в пазу и при этом одного наклона в обоих пазах.
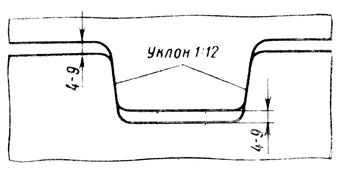
Рис. 96. Посадка подбуксовой струнки на каблучки рамы
Проверяют обстукиванием крепление призонных болтов, а затяжкой гаек-наличие обрыва в них. Смену болтов осуществляют при помощи гидравлического или пневматического пресса. Если болт не поддается выпрессовке, его высверливают на некоторую глубину со стороны головки, не допуская при этом повреждения отверстия. После окончательной пригонки поперечных балок к боковинам рам отверстия под призонные болты проверяют разверткой с конусностью 1:200, которая приводится во вращение электрической или пневматической дрелью. Затем болты, приточенные к отверстиям и проверенные по краске, запрессовывают в отверстия и закрепляют гайками с контргайками или пружинными шайбами. При необходимости отверстия под призонные болты разрешается восстанавливать заваркой с последующей рассверловкой или постановкой втулки.
Значительный объем работ выполняется по ремонту межтележечного сочления, которое разбирают, используя специальное приспособление. Предварительно замерив щупом зазор, определяют износ шара и гнезда. После разборки и очистки детали сочленения осматривают и обмеряют. Гнездо сочленения тележек разрешается восстанавливать наплавкой с последующей механической обработкой. Втулки в приливах балки тележки, через которые проходит шкворень, при износе более допускаемого заменяют новыми. Новые втулки следует притачивать по отверстиям в балке с натягом, указанным в чертеже. Замену осуществляют с помощью гидравлического пресса.
Шкворень при износе разрешается наплавлять. После механической обработки его необходимо подвергнуть магнитной дефектоскопии. Также разрешается восстанавливать шар и гнездо. При меньшем износе зазор между сферическими поверхностями шара и его гнезда в пределах 0,2-0,8 мм может быть достигнут изменением толщины прокладок под половинками гнезда. При сборке сочленения проверяют исправность масленки — все трущиеся детали должны быть смазаны.
Сборка тележек. После окончания ремонта раму тележки подают на позицию сборки. На кронштейнах рамы подвешивают с помощью валиков рессорные стойки (от оси валика до верхней шайбы) с регулировочными гайками. При сборке валики смазывают смазкой ЖРО. Затем выполняют сборку и монтаж противоотносного устройства (см. п. 22). После окончания сборки противоотносного устройства подвески тяговых двигателей соединяют с кронштейнами рамы тележки валиками, смазанными перед постановкой смазкой ЖРО, и закрепляют их стопорными планками.
Тормозные цилиндры укрепляют на раме тележки и монтируют детали тормозной рычажной передачи. Скользуны боковых опор укладывают в масляные ванны на боковинах рамы тележки. В дальнейшем на сборочную позицию выставляют скомплектованные и обкатанные колесно-моторные блоки с поводками. На блоках монтируют листовые рессоры, соединяя валиками их хомуты с проушинами. Валик стопорят планкой, укрепленной болтами. На одну тележку необходимо подбирать рессоры и пружины таким образом, чтобы разница их прогибов под рабочей нагрузкой была соответственно не более 2 и 1 мм.
После этого домкратами поджимают остовы тяговых двигателей так, чтобы полки кронштейнов подвесок остова заняли горизонтальное положение. Резиновую шайбу с большим диаметром отверстия кладут к кронштейну, на нее накладывают верхний диск, который имеет меньшую толщину и больший диаметр отверстия, чем нижний диск. Одновременно снимают предохранительные упоры с опорных выступов остовов тяговых двигателей. Затем монтируют скомплектованные по высоте тарированные пружины и другие детали рессорного подвешивания. Высота пружин в свободном состоянии должна быть в пределах 172-181 мм, разность прогибов под рабочей нагрузкой 44 кН (4,4 тс) не более 4 мм. Сборку деталей рессорного подвешивания по концам одной буксовой рессоры следует осуществлять одновременно с тем, чтобы не допустить падения деталей.
Застропованную раму тележки мостовым краном опускают на высоту, позволяющую направить рессорные стойки через установленные пружины в отверстия буксовых рессор, а подвески тяговых двигателей — через резиновые шайбы в отверстия кронштейнов остовов. Затем раму опускают на колесно-моторные блоки.
Подъемом штока домкрата через кронштейн остова тягового двигателя сжимают верхнюю резиновую шайбу. На хвостовик подвески надевают нижнюю резиновую шайбу (большим диаметром к поверхности кронштейна), затем нижний диск, навертывают на хвостовик гайку до упора диска в выступ подвески и зашплинтовывают гайку. Перед постановкой соприкасающиеся резиновые поверхности смазывают тальком; покрывать их смазкой нельзя.
После крепления подвески домкрат опускают и аналогичные операции выполняют со вторым тяговым двигателем. Устанавливают и укрепляют болтами предохранительные упоры на приливах остова. После сборки тележки зазор между упором и полкой на раме должен быть не менее 30 мм. После того как гайки до упора навернуты, На нижние концы рессорных стоек крепят буксовые поводки. Для этого скобой приспособления валики сначала верхних, а потом нижних поводков всех букс заводят в трапециевидные пазы на раме тележки. В сборе с рамой зазор между поводком и дном паза в раме должен быть не менее 1 мм.
При посадке валика в пазу кронштейна клиновидную часть валика разрешается восстанавливать железнением или наплавкой электродом Э42А с последующей механической обработкой и проверкой щупом прилегания боковых поверхностей валика в пазах рамы. В исключительных случаях допускается восстанавливать натяг валика в пазах рамы одноразовой постановкой на клиновидную часть валика трехсторонней штампованной прокладки толщиной 0,5 мм (рис. 97). Затем через отверстие кронштейна в хвостовике валика поводка вставляют болты и затягивают гайки.
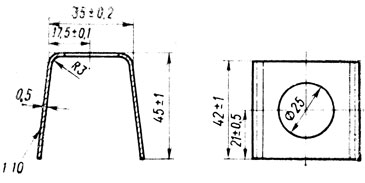
Рис. 97. Штампованная трапециевидная прокладка для валика буксового поводка
После этого на раме тележки монтируют средние поперечины (тормозные балки), продольные тормозные тяги, кронштейны пескопроводных труб, соединяют воздухопроводные рукава, регулируют выход тормозных штоков и прилегание тормозных колодок к бандажам колесных пар.
После завершения указанных работ тележки транспортируют к домкратной позиции для подкатки под кузов.
Источник