Технологія технічного обслуговування та поточного ремонту двигуна автомобіля, його систем та механізмів
Технологія технічного обслуговування та поточного ремонту КШМ, ГРМ двигуна.
До характерних пошкоджень кривошипно-шатунного механізму (КШМ) відносяться: знос циліндрів, поршневих кілець, канавок, стінок і отворів в бобишках поршня, поршневих пальців, втулок головок шатунів, шийок і вкладишів колінчастого валу; закоксування кілець. До характерних відмов — поломка поршневих кілець, задираки дзеркала циліндрів і заклинювання поршнів, підплавлення підшипників, поява тріщин блоку циліндрів і головки блоку циліндрів.
Основними ознаками несправності КШМ є: зменшення компресії в циліндрах, поява шумів і стукотів при роботі двигуна, прорив газів в картер і появу з маслоналивної горловини голубуватого диму з різким запахом, збільшення витрати масла, розрідження масла в картері із-за проникнення пари робочої суміші при тактах стиснення, забруднення свічок запалення маслом, чому на електродах утворюється нагар і погіршується, іскроутворення. При цьому, як правило, підвищується витрата палива і знижується потужність двигуна.
До характерних пошкоджень газорозподільного механізму (ГРМ) відносяться: знос штовхачів і їх направляючих втулок, тарілок клапанів і їх гнізд, шестерень, кулачків і опорних шийок розподільного валу; порушення зазорів між стрижнями клапанів і коромислами (штовхачами). До характерних відмов — поломка і втрата пружності клапанних пружин, поломка зубів розподільних шестерень, прогорання клапанів. Ознаками несправності ГРМ служать стукоти, поява спалахів в карбюраторі і бавовни в глушнику.
Технічне обслуговування КШМ і ГРМ є частиною технічного обслуговування двигуна і включає перевірку і підтягання кріплень, діагностування двигуна, регулювальні і змащувальні роботи.
Кріпильні роботи проводять для перевірки стани кріплень всіх з’єднань двигуна: опор двигуна до рами, головки циліндрів і піддону картера до блоку, фланців впускного і випускного трубопроводів і інших з’єднань.
Для запобігання пропуску газів і рідини, що охолоджує, через прокладку головки циліндрів перевіряють і при необхідності певним моментом підтягають гайки її кріплення до блоку. Робиться це за допомогою динамометричного ключа. Момент і послідовність затягування гайок встановлені заводами-виготівниками (рис. 3.45). Чавунну головку циліндрів кріплять в гарячому стані, а з алюмінієвого сплаву — в холодному.
Перевірку затягування болтів кріплення піддону картера для запобігання його деформації і порушення герметичності також проводять з дотриманням певної послідовності, що полягає в почерговому підтяганні діаметрально розташованих болтів.
Діагностування технічного стану КШМ і ГРМ на автотранспортних підприємствах здійснюють: по кількості газів, що прориваються в картер; по тиску в кінці такту стиснення (компресії), по витоку стислого повітря з циліндрів, шляхом прослуховування двигуна за допомогою стетоскопа.
Кількість газів, що прориваються в картер двигуна між поршнями з кільцями і циліндрами, заміряють газовим витратоміром, сполученим з маслоналивним патрубком. При цьому картер двигуна герметизують гумовими пробками, що закривають отвори під масляний щуп і газовідвідну трубку системи вентиляції картера. Виміри проводять на динамометричному стенді при повному навантаженні і максимальній частоті обертання колінчастого валу. Для нового двигуна кількість газів, що прориваються, залежно від моделі двигуна складає 16—28 л/мін. Не дивлячись на простоту методу, використання його на практиці зустрічає утруднення, пов’язані з необхідністю створення повного навантаження і непостійною кількістю газів, що прориваються, залежною від індивідуальних якостей двигуна.
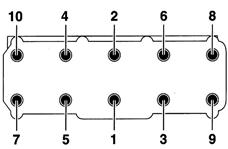
Рис. 3.45. Послідовність затягування гайок кріплення головок до блоку циліндрів двигунів АУДИ
Найчастіше діагностування КШМ і ГРМ проводять компресометром шляхом вимірювання тиску в кінці такту стиснення яке служить показником герметичності і характеризує стан циліндрів, поршнів з кільцями і клапанів.
Прослуховування за допомогою стетоскопа шумів і стукотів, які є наслідком порушення зазорів в сполученнях КШМ і ГРМ, також дозволяє провести діагностування двигуна. Проте для цього потрібний великий практичний досвід виконавця.
Регулювальні роботи проводяться після діагностування. При виявленні стукоту в клапанах, а також при ТО-2 перевіряють і регулюють теплові зазори між торцями стрижнів клапанів і шкарпетками коромисел.
Поточний ремонт КШМ і ГРМ.Характерними роботами при поточному ремонті КШМ і ГРМ є заміна гільз, поршнів, поршневих кілець, поршневих пальців, вкладишів шатунових і корінних подшипников, клапанів, їх сідел і пружин, штовхачів, а також шліфування і притирання клапанів і їх сідел.
Заміна гільз блоку циліндрів проводиться у випадках, коли їх знос перевищує допустимий, за наявності сколов, тріщин будь-якого розміру і задирів, а також при зносі верхнього і нижнего посадочних поясочків.
Гільзи зі встановленими на них гумовими кільцями ущільнювачів запресовують в блок циліндрів за допомогою преса.
Заміна поршнів проводиться при створені на поверхні спідниці глибоких задирів, прогоранні днища і поверхні поршня в зоні верхнього компресійного кільця, при зносі верхньої канавки під поршневе кільце більше допустимого.
Заміну поршня роблять без зняття двигуна з автомобіля: зливають масло з піддону картера, знімають головку блоку і піддон картера, расшплинтовують і відгортають гайки шатунових болтів, знімають кришку нижньої головки шатуна і виймають вгору пошкоджений поршень в зборі з шатуном і поршневими кільцями. Потім виймають з отворів в бобишках стопорні кільця, за допомогою преса выпресовують поршневий палець і відокремлюють поршень від шатуна. У разі потреби тим же пресом випресовують бронзову втулку верхньої головки шатуна.
У разі, коли міняють всю цилиндропоршневую групу, що найчастіше відбувається на практиці, проблем з підбором не виникає: поршень, палець, поршневі кільця і гільза, що поступають в запасні частини комплектом, підібрані заздалегідь. Тому при збірці потрібно по маркіровці деталей переконатися в правильності підбору і перевірити стрічкою-щупом зазор між поршнем і гільзою. Можна обійтися і без стрічки-щупа. Правильно підібраний поршень винен під власною вагою поволі опускатися в гільзі. Необхідно також перевірити, чи підходить новий поршневий палець до верхньої головки шатуна: поршневий палець повинен плавно входити в отвір втулки верхньої головки шатуна під натиском великого пальця руки.

Перш ніж сполучати поршень з шатуном, останній необхідно перевірити на паралельність осей головок. Робиться це на контрольному пристосуванні з індикаторними головками (рис. 3.46).
При деформації, що перевищує допустимі межі, шатун правлять. Потім поршень поміщають у ванну з рідким маслом, нагрівають до температури 60 °С і за допомогою облямовування запресовують поршневий палець в отвори бобишек поршня і верхньої головки шатуна. Після запрессовки в канавки бобишек вставляють стопорні кільця.
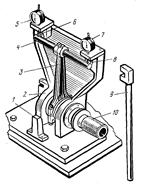
Рис. 3.46. Пристосування для контролю і правки шатуна:
1 — упор для правки шатуна; 2 — корпус пристосування; 3 — шатун; 4 — облямовування для верхньої головки шатуна; 5,7 — індикатори; 6, 8 — опорні виступи; 9 — ключ для правки; 10 — облямовування для нижньої головки шатуна
Заміна вкладишів колінчастого валу проводиться при стукоті підшипників і падінні тиску в масляній магістралі нижче 0,5 кгс/см2 при частоті обертання колінчастого валу 500—600 об/хв і що справно працюють в масляному насосі і редукційних клапанах. Необхідність заміни вкладишів обумовлена діаметральним зазором в корінних і шатунових підшипниках: якщо він більш допустимого, вкладиші замінюють новими. Номінальний зазор між вкладишами і корінною шийкою повинен складати 0,026— 0,12 мм, між вкладишами і шатуновою шийкою 0,026—0,11 мм залежно від моделі двигуна.
Необхідно, щоб на поверхні шийок колінчастого валу не було задирів. За наявності задирів і зносу замінювати вкладиші недоцільно. В цьому випадку необхідна заміна, колінчастого валу.
Після перевірки стану шийок колінчастого валу вкладиші необхідного розміру промивають, протирають і встановлюють в ліжку корінних і шатунових підшипників, заздалегідь змастивши поверхню вкладиша і шийки моторним маслом.
Основними несправностями головок блоку є: тріщини на поверхні сполучення з блоком циліндрів, тріщини на сорочці охолоджування, викривлення поверхні сполучення з блоком циліндрів, знос отворів в направляючих втулках клапанів, знос і раковини на фасках сідел клапанів, ослаблення посадки сідел клапанів в гніздах.
Тріщини завдовжки не більше 150 мм, розташовані на поверхні сполучення головки циліндрів з блоком, заварюють. Перед зваркою в кінцях тріщин головки, виготовленої з алюмінієвого сплаву, свердлять отвори 0 4 мм і обробляють її по всій довжині на глибину 3 мм під кутом 90°. Потім головку нагрівають в електропечі до 200 °С і після зачистки шва металевою щіткою заварюють тріщину рівним швом постійним струмом зворотної полярності, використовуючи спеціальні електроди.
Тріщини завдовжки до 150 мм, розташовані на поверхні сорочки охолоджування головки циліндрів, закладають епоксидною пастою. Заздалегідь тріщину обробляють так само, як для зварки, знежирюють ацетоном, наносять два шару епоксидної композиції, змішаної з алюмінієвою тирсою. Потім головку витримують протягом 48 ч при 18—20 °С.
Викривлення площини сполучення головки з блоком циліндрів усувають шліфуванням або фрезеруванням «як чисто». Після обробки головки перевіряють на контрольній плиті. Щуп завтовшки 0,15 мм не повинен проходити між площиною головки і плитою.
При зносі отворів в направляючих втулках клапанів їх замінюють новими. Отвори нових втулок розгортають до номінального або ремонтного розмірів. Для випресовки і запрессовки тих, що направляють використовують облямовування і гідравлічний прес.
Знос і раковини на фасках сідел клапанів усувають притиранням або шліфуванням. Притирання виконують за допомогою пневматичного дриля, на шпінделі якої встановлений присосок.
Для притирання клапанів застосовують притиральну пасту. Притерті клапан і сідло повинні мати по всій довжині кола фаски рівну матову смужку.
Якість притирання перевіряють також приладом , що створює над клапаном надмірний тиск повітря. Після досягнення тиску 0,07 Мпа воно не повинне помітно знижуватися протягом 1 хв.
У разі коли відновити фаски сивів притиранням не вдається, сідла зенкують з подальшим шліфуванням і притиранням. Після зенкування робочі фаски сідел клапанів шліфують абразивними кругами під відповідний кут, а потім притирають клапани.
Характерними несправностями клапанів є знос і раковини на фаске клапана, знос і деформація стрижнів клапанів, знос торця клапана. При дефектації клапанів перевіряють прямолінійність стрижня і биття робочої фаски головки щодо стрижня. Якщо биття більше допустимого, клапан правлять. При зносі стрижня клапана його шліфують під один з двох передбачених ТУ ремонтних розмірів на бесцентрово-шлифовальном верстаті. Зношений торець стрижня клапана шліфують «як чисто» на заточном верстаті.
На АТП і в автотранспортних об’єднаннях, що мають спеціалізовані ділянки по відновленню деталей, здійснюють ремонт колінчастих і розподільних валів. Зношені корінні і шатунові шийки колінчастих валів, а також опорні шийки розподільних валів шліфують під ремонтні розміри на круглошлифовальному верстаті. Після шліфування шийки колінчастого і розподільного валів полірують абразивною стрічкою або пастою ГОЇ. Зношені кулачки розподільного валу шліфують на копировально-шлифовальному верстаті.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Технічне обслуговування та поточний ремонт двигунів.
При діагностуванні двигуна в цілому перевіряють такі прямі (структурні) діагностичні параметри: ефективну потужність двигунів; тиск масла у го¬ловній масляній магістралі; питому витрату палива; вміст оксиду вуглецю у відпрацьованих газах; димність відпрацьованих газів дизелів.
У циліндро-поршневій групі перевіряють такі зазори: між поршнем і кільцем по висоті канавки; у стиках поршневих кілець; між циліндром (гільзою циліндра) і поршнем у верхньому поясі.
У кривошипно-шатунному механізмі перевіряють такі зазори: між шийка¬ми колінчастого вала і корінними підшипниками; між шийками колінчастого вала і шатунними підшипниками; між поршневим пальцем і втулкою верх¬ньої головки шатуна; осьовий у корінних підшипниках колінчастого вала.
Оцінюючи технічний стан механізму газорозподілу, перевіряють: фази газорозподілу; зазор між розподільним валом і підшипниками; спрацьову¬вання напрямних втулок-клапанів; зазори між клапаном і сідлом клапана, клапаном і приводом клапана, клапаном і коромислом.
Найбільше поширені методи діагностування кривошипно-шатунного і газорозподільного механізмів за шумами й вібраціями, параметрами пар¬терного масла, герметичністю надпоршневого простору циліндрів двигуна (за компресією, прориванням газу в картер двигуна, угаром масла, розрі¬дженням на впуску, витіканням стиснутого повітря, опором проти прокручу¬вання колінчастого вала, ступенем димлення).
Діагностування за шумами і вібраціями. Шуми в працюючому двигуні виникають унаслідок стукоту корінних і шатунних підшипників, поршневих пальців, поршнів, вібрації клапанів, коливання розподільного вала і кулачків від імпульсів крутильних коливань колінчастого вала, коливання газів по впускному і випускному трубопроводах, детонації в карбюраторному двигуні, співударяння різних деталей, тертя в рухомих з’єднаннях.
За характером стукоту або шуму і за місцем його виникнення можна визначити деякі несправності двигуна (збільшення зазорів у підшипниках колінчастого вала, між поршнем і циліндром, клапанами і штовханами, кла¬панами і втулками, у підшипниках розподільного вала).
Найперспективнішим методом діагностування технічного стану газороз¬подільного і кривошипно-шатунного механізмів є віброакустичні методи із застосуванням спеціальної вимірювальної апаратури. Для віброакустичного діагностування використовують коливальні процеси пружного середовища, які виникають при роботі механізмів. Джерелом цих коливань є газодинамічні процеси (згоряння, випуск, впуск), регулярні механічні співударяння у спря¬женнях за рахунок зазорів і неврівноваженості мас, а також хаотичні коли¬вання, які зумовлені процесами тертя. При роботі двигуна всі ці коливання накладаються одне на одне і, взаємодіючи, утворюють випадкову сукупність коливальних процесів, яку називають спектром. Це ускладнює віброакустич- не діагностування потребою заглушувати перешкоди, виділяти корисні сиг¬нали й розшифровувати коливальний спектр.
Поширення коливань у пружному середовищі (тверді тіла, рідини, гази) має хвильовий характер. Параметрами коливального процесу є частота (пері¬одичність), рівень (амплітуда) і фаза (положення імпульсу коливального про¬цесу щодо опорної точки циклу роботи механізму). Рівень вимірюють зміщен¬ням, швидкістю або прискоренням частинок пружного середовища, тиском, що виникає в ньому, або ж потужністю коливального процесу. Між парамет¬рами коливального процесу є перевідні масштаби. Повітряні коливання прий¬нято називати шумами (стукотом), які сприймаються за допомогою мікрофо¬на. Коливання матеріалу, з якого складається механізм, називають вібрація¬ми. Параметри вібрації сприймають за допомогою п’єзоелектричних датчиків, потім підсилюють, вимірюють за масштабом і реєструють.
Основною характеристикою зовнішнього і внутрішнього шуму є рівень звуку в децибелах, допустимі значення якого наведено в табл. 7.1.
Стукіт клапанів дзвінкий, добре прослуховується на прогрітому двигуні при малих обертах двигуна. Він виникає при збільшенні теплових зазорів між стержнями клапанів і носком коромисла (штовхачем). Точність діагно¬зу за допомогою стетоскопів значною мірою залежить від досвіду механіка або слюсаря-моториста.
Діагностування за параметрами партерного масла дає змогу визначити темп спрацьовування деталей двигуна, якість роботи повітряних і масляних фільтрів, герметичність системи охолодження, а також придатність самого масла. В основу діагностування покладено те, що концентрація в маслі дви¬гуна продуктів спрацьовування основних деталей зберігається практично сталою при нормальному технічному стані двигуна і різко зростає перед відмо¬вами. Діагноз ставлять, порівнюючи добуті результати аналізу масла (при справно працюючих масляних і повітряних фільтрах і нормальному стані масла) з граничними показниками і попередніми результатами. Перевищен¬ня допустимих норм концентрації в маслі металів свідчить про несправну роботу спряжених деталей, перевищення норми вмісту кремнію, несправність системи охолодження, а знижена в’язкість масла дає змогу дійти висновку про його придатність.
Для діагностування двигуна за концентрацією продуктів спрацювання в картерному маслі (кожного металу зокрема) застосовують спектральний аналіз, спалюючи рідку пробу масла у високотемпературному полум’ї вольтової дуги. Спектр реєструють за допомогою високочутливого спектрографа автоматизо¬ваної фотоелектричної установки. Пара продуктів спрацювання дає лінійча¬тий спектр, який піддають кількісному аналізу. При якісному аналізі вияв¬ляють спектральні лінії, що свідчать про присутність у картерному маслі металів деталей, які спрацьовуються, а при кількісному визначають інтен-сивність почорніння спектральних ліній. Почорніння ліній вимірюють мікро¬фотометром. Потім добуті результати переводять в абсолютні одиниці кон¬центрації, використовуючи тарувальні графіки.
Основні деталі, які обмежують ресурс двигуна, виготовлені з феромагніт¬них металів (гільзи циліндрів, поршневі кільця та ін.). Тому їхні несправ¬ності призводять до збільшення в маслі кількості феромагнітних продуктів спрацьовування, за концентрацією яких можна дійти висновку про техніч¬ний стан агрегата.

Очистка нагару в циліндрах двигуна. Нагар призводить до залягання поршневих кілець, зависання клапанів, перегрівання двигуна, посилення спра¬цьовування, підвищення витрати палива, зниження потужності двигуна та ін. В умовах експлуатації нагар можна видалити при знятій головці блока і без зняття її. При знятій головці блока нагар видаляють металевими скребками, волосяними щітками й обтиральними кінцями. Перед видаленням нагар роз¬м’якшують гасом.
Без зняття головки блока нагар видаляють так. У кожен циліндр підігрітого двигуна заливають 150. ..200 см3 суміші, що становить 80 % гасу і 20 % масла для двигунів. Потім заміняють свічки старими, прокручують кілька разів колінчастий вал, через 10. 12 год заводять двигун на 20. 30 хв (за цей час розм’якшений нагар вигоряє). Після видалення нагару треба змінити масло в картері двигуна і перед пуском у кожен циліндр залити по 20. 30 см3 свіжого масла.
Є й інші способи очистки нагару без зняття головки блока (із застосуван¬ням денатурованого спирту, ацетону та ін.), але вони мають обмежене засто¬сування.
Поточний ремонт двигунів
У процесі експлуатації двигунів зношуються тертьові деталі. У резуль¬таті цього виникають несправності, які усувають при поточному ремонті.
При проведенні поточного ремонту автомобілів і агрегатів додержуються таких правил:
1. Агрегати розбирають не повністю, а до меж, що дають можливість усу¬нути відмову і перевірити стан деталей.
2. Знімають агрегат з автомобіля тільки тоді, коли трудомісткість його заміни менша трудомісткості обсягу робіт без зняття або коли ремонт без зняття з автомобіля не можливий.
3. Агрегати, що надійшли на пости, попередньо очищають від бруду і про¬мивають.
4. Для проведення розбірно-складальних робіт застосовують необхідне технологічне устаткування й інструмент.
Основні несправності двигуна, їхні ознаки і причини. Зниження потуж¬ності: двигун не розвиває нормальні обороти під навантаженням, сильно ди¬мить і глохне, не має прийомистості.
Причинами цієї несправності можуть бути: утворення нагару на свічах, голівках поршнів, у камері згоряння, на клапанах і поршневих кільцях, відкла¬деннях у впускній системі і системі охолодження; неправильне регулювання клапанів; нещільна посадка клапанів у гніздах; несправність системи запа¬лювання; ушкодження прокладки головки блока циліндрів; руйнація або втрата пружності пружин клапанів.
Підвищену витрату масла можуть викликати такі причини: витікання масла через сальники колінчастого вала, нещільність у з’єднаннях картера
кришок клапанної коробки, кришок і розподільних шестерень, трубопроводів масляного радіатора; знос або поломка поршневих кілець; знос по висоті кільце¬вих канавок у поршні; закоксування прорізів у маслозйомних поршневих кільцях; знос циліндрів, утворення задирів або подряпин на їх поверхні та інше.
Сильний стукіт під час роботи виникає за таких причин: неправильні зазори між клапанами і штовханами; неправильна установка запалювання; знос, підплавлення вкладишів корінних і шатунних підшипників; знос порш¬невих пальців і поршнів; знос розподільних шестерень; знос розподільного вала і його підшипників; знос штовханів, клапанів і сідел клапанів та інше.
Перевитрата палива відбувається через: знос поршнів, кілець і робочої поверхні циліндрів; роботу двигуна на бідній або багатій суміші і т. д.
Низький тиск масла може бути викликаний такими причинами: зниже¬ний рівень масла в картері; знос корінних і шатунних підшипників; не¬справність масляного насоса; порушення регулювання редукційного клапана масляного насоса або засмічення його; перегрівання двигуна.
Наявність води в циліндрах можна визначити за перебоями у роботі дви¬гуна при справних системах живлення і запалювання. Відбувається це за таких причин: ослаблення затягування гайок шпильок кріплення в головці блока циліндрів; несправність прокладки головки; тріщина в блоці або го¬ловці блока.
Заміна шатунно-поршневої групи двигуна. Якщо циліндри двигуна дуже зношені і форма їх порушена, двигун знімають з автомобіля і направляють у поточний ремонт для заміни поршнів, поршневих кілець, а в окремих випад¬ках і гільз, поршневих пальців і вкладишів.
Двигун розбирають на спеціальному стенді, що дозволяє повертати його на 360° щодо осі колінчастого вала. Всі зняті деталі промивають і перевіряють. При ремонті двигуна не допускається знос робочої поверхні гільз циліндрів більш ніж на 0,2 мм, шатунних шийок — більш ніж на 0,05 мм, корінних шийок — більш ніж на 0,07 мм; виключаються тріщини будь- якого характеру і розташування на блоці і головці.
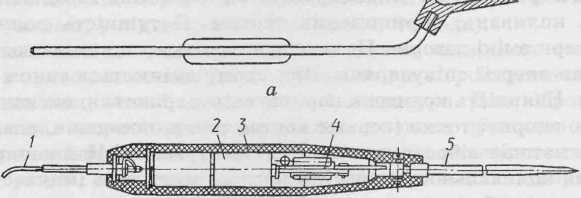
З  ношені гільзи циліндрів випресовують за допомогою зйом-ника для демонтажу гільз (рис. 7.11). Якщо в нижній час¬тині блока місця установок кілець ущільнення сильно ура¬жені корозією, особливо крапковою, і є глибокі раковини, при постановці нової гільзи може спостерігатися погане ущіль¬нення і підтікання охолодної рідини. Щоб уникнути цього, необхідно заповнити місця,
ношені гільзи циліндрів випресовують за допомогою зйом-ника для демонтажу гільз (рис. 7.11). Якщо в нижній час¬тині блока місця установок кілець ущільнення сильно ура¬жені корозією, особливо крапковою, і є глибокі раковини, при постановці нової гільзи може спостерігатися погане ущіль¬нення і підтікання охолодної рідини. Щоб уникнути цього, необхідно заповнити місця,
вражені корозією, епоксидною смо¬лою ЗД-6 і зачистити. Краї верхньої частини блока, що пер¬шими стикаються з гумовими кільцями ущільнення при за- пресовці гільзи, округляють і зачищають наждачним полот¬ном або папером для запобігання пошкоджень кілець ущіль¬нення в процесі цієї запресовки. Перед запресовкою гільзи підбирають по блоку так, щоб бурт гільзи виступав над пло¬щиною блока циліндрів на 0,02. 0,165 мм (залежно від марки
двигуна). Різниця в розмірі виступу бурту в різних точках однієї гільзи не повинна перевищувати 0,01 мм. Гільзи в блок циліндрів запресовують, кори- стуючися спеціальними пристосуваннями.
При запресуванні гільзи необхідно стежити, щоб не зрізалися виступаючі частини кілець ущільнення об крайки отвору блока циліндрів.
Перед запресовкою у блок гільзи сортують по групах за розмірами.
Добір поршнів за розмірами циліндрів. При ремонті двигуна сполучені деталі підбирають двома способами: штучним і груповим (селективним).
Штучний добір полягає в тому, що до однієї деталі даного сполучення добирають другу деталь, виходячи з розміру, зазору або натягу, що припус¬кається при їхньому складанні (табл. 7.3). Наприклад, поршні і гільзи двигу¬на обробляються з широким полем допусків, унаслідок чого будь-який пор¬шень не може бути поставлений у будь-яку гільзу. За технічними умовами на складання треба встановлювати нормальний зазор між гільзою і порш¬нем. Гільза і поршень добираються за розміром зазору за допомогою двох щупів. Товщина одного дорівнює мінімально припустимому зазору, іншого — максимально припустимому. Якщо поршень з тонким щупом проходить по всій довжині гільзи вільно, а з щупом, товщина якого відповідає максималь¬ному зазору, не проходить, такі поршень і гільзу вважають скомплектовани¬ми. Щуп закладають на всю довжину юбки поршня в площині, перпендику¬лярній до осі отворів бобишок. Для точності добору рекомендується пропус¬кати поршень із щупом у трьох-чотирьох положеннях по окружності гільзи. 13* 195
Гільзу і поршень можна підбирати і без щупів попереднім виміром спо¬лучених деталей. Для цього заміряють внутрішній діаметр гільзи, тобто зна¬ходять її дійсний розмір. Виходячи з припустимого нормального зазору, ви¬значають необхідний діаметр спідниці поршня:
де Д, тах и Д, тіп — максимальний і мінімальний діаметри поршня; Д — діаметр циліндра; Smax и Smin — допустимі максимальний і мінімальний зазори.
Після того, як прийняте рішення про не¬обхідність заміни поршневих кілець, двигун треба розібрати, не знімаючи його з автомобіля, у такій послідовності: злити рідину із системи охолодження двигуна; від’єднати від головки циліндрів усі трубопроводи, захистити їхні внутрішні порожнини від попадання пилюки і бруду; зняти кришку головки циліндрів; зняти коромисла разом з осями і вийняти штанги; послабити гайки кріплення головки циліндрів, дотримуючи ту ж послідовність, що і при затягуванні, потім вивернути їх (рис 7.12); зняти головку циліндрів з двигу¬на; зняти обережно прокладку головки циліндрів; зняти піддон картера; ви¬вернути болти і зняти кришки нижніх головок шатунів; вийняти поршень у зборі з шатуном із гільзи.
При заміні поршневих кілець необхідно перевірити стан дзеркала гільзи і ступінь її спрацювання. Переконавшись, що поверхня кожної гільзи не має задирок, що потребують її заміни, проміряють гільзи за діаметром, з’ясовую¬чи відхилення в розмірах.
Максимально допустимі відхилення від правильної геометричної форми, при яких заміна кілець може забезпечити нормальну витрату масла і задану потужність, становлять 0,13 мм.
Потім очищають канавки і днище поршня від нагару і перевіряють ступінь спрацювання канавок заміром зазору між кільцями і стінкою канавок. При цьому кільце повинне цілком увійти в канавку. Особливо інтенсивно зно¬шується верхня канавка. Якщо зазор у канавці верхнього кільця перевищує
Источник