Технологические карты ремонт редуктора
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.19.
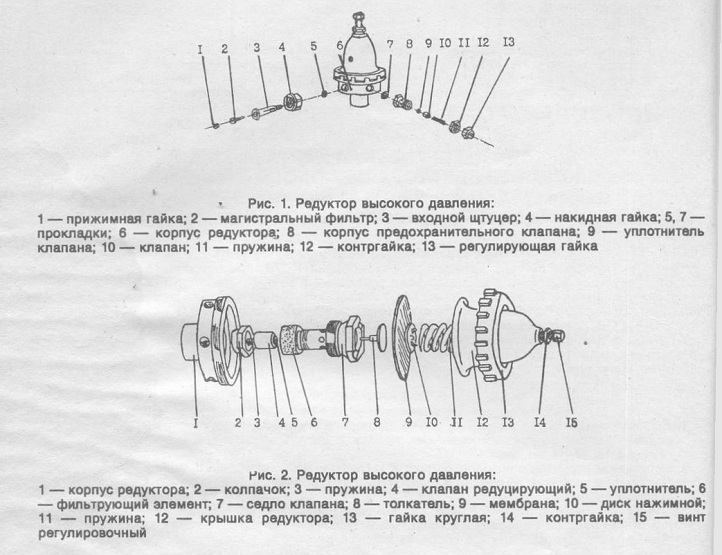
РЕМОНТ РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ АВТОМОБИЛЕЙ КамАЗ
Общая трудоемкость — 0,63 чел. час (38,0 чел. мим) Исполнитель — слесарь по ремонту топливной аппаратуры 3 разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Стенд для проверки газовой аппаратуры автомобилей К-278, приспособление для разборки и сборки редуктора высокого давления, тиски слесарные с ручным приводом ГОСТ 4045-75, ключи гаечные открытые 14,17,19, 22, 27,32 мм ГОСТ 2839-80, ключ редуктора высокого давления, головка сменная 27 мм ГОСТ 25604-83, ключ с присоединительным квадратом ГОСТ 25601-83, пистолет воздушный С-417, оправка для выпрессовки клапана редуктора (0 = 12 мм, d=4 мм, L=80 мм, I = 30 мм), оправка для выворачивания гайки входного штуцера редуктора (D = 2,5 мм, L=50 мм), емкость с ацетоном, емкость с дисульфидом молибдена, емкость с мыльной эмульсией, кисть КФК-14 ГОСТ 10597-80, шило тупое, лопатка деревянная
РАЗБОРКА РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ Трудоемкость —11,0 чел. мин
1. Вывернуть из корпуса редуктора 6 (рис. 1) входной 3 и выходной штуцеры, предохранительный клапан, датчик аварийного давления, пробку и вынуть из штуцера 3 прокладки 5. (Ключи гаечные 14, 17, 19 мм, шило).
2. Установить редуктор в приспособление и закрепить. (Приспособление, тиски).
3. Ослабить контргайку 14 (рис. 2) и вывернуть регулировочный винт 15 из крышки редуктора 12. (Ключи гаечные 17, 22 мм).
4. Отвернуть круглую гайку 13 и снять крышку редуктора 12, опорную шайбу, пружину 11, нажимной диск 10, мембрану 9 и толкатель 8. (Ключ редуктора).
5. Вывернуть седло клапана 7 в сборе из корпуса редуктора 1 и вынуть его. (Головка сменная 27 мм, ключ).
6. Вывернуть корпус редуктора 1 из приспособления. (Приспособление, тиски).
7. Отвернуть колпачок 2 редуцирующего узла. (Ключи гаечные 19, 27 мм).
8. Снять фильтрующий элемент 6, вывернуть пружину 3 и клапан 4 из седла клапана редуцирующего узла. При необходимости вытолкнуть клапан из седла оправкой. (Оправка для выпрео-совки клапана редуктора высокого давления Д=12 мм d=4 мм L=80 мм I = 30 мм).
9. Ослабить контргайку 12 (рис. 1) и отвернуть регулировочную гайку 13 предохранительного клапана. (Ключ гаечный 19 мм).
10. Вывернуть из корпуса клапана 8 пружину 11 и клапан 10. При необходимости вытолкнуть клапан из корпуса оправкой. (Оправка для выпрессовки клапана редуктора высокого давления Д=12 мм d=4 мм !_=80 мм I=30 мм).
11. Отвернуть гайку 1 крепления магистрального фильтра 2 и вынуть фильтр из входного штуцера 3. (Оправка для выворачивания гайки входного штуцера редуктора высокого давления Д=2,5 мм L=50 мм).
МОЙКА ДЕТАЛЕЙ РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ
Трудоемкость — 4,5 чел. мин
12. Промыть детали и продуть их сжатым воздухом. Промыть детали до полного удаления смолистых отложений. (Емкость с ацетоном, пистолет для .обдува деталей сжатым воздухом, кисть).
ДЕФЕКТОВКА ДЕТАЛЕЙ РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ
13. Проверить состояние деталей редуктора в соответствии с картой дефектовки № 2.20. и заменить изношенные детали
СБОРКА РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ
Трудоемкость —16,0 чел. мин
14. Установить магистральный фильтр 2 (рис. 1) що входной штуцер 3 и завернуть прижимную гайку 1 с прокладкой в сборе. (Оправка для выворачивания гайки входного штуцера редуктора высокого давления Д=2,5 мм L=50 мм).
15. Вставить клапан 10 с уплотнителем 9 в сборе в корпус предохранительного клапана 8. Клапан должен ходить в корпусе свободно. Поверхность резинового уплотнителя клапана покрыть дисульфидом молибдена ТУ 48-19-133-75. (Емкость, лопатка).
16. Вставить пружину 11 в клапан, навернуть контргайку 12 и регулировочную гайку 13 на корпус предохранительного клапана 8. Контргайку не затягивать. (Ключ гаечный 19 мм).
17. Установить корпус редуктора 6 в приспособление и закрепить. (Приспособление, тиски).
18. Установить прокладки и ввернуть в корпус редуктора 6 в сборе с гайкой 4 входной 3 и выходной штуцеры, предохранительный клапан, датчик аварийного давления, пробку и затянуть до упора. Прокладки устанавливать только новые. (Ключи гаечный 14, 17, 19 мм).
19. Вставить в седло клапана 7 (рис. 2) клапан 4 с уплотнителем 5 в сборе, пружину 3 и одеть фильтрующий элемент 6. Клапан должен ходить в седле свободно.
20. Навернуть колпачок 2 на седло клапана 7. Затянуть колпачок так, чтобы фильтрующий элемент не проворачивался от усилия руки. (Ключи гаечные 19, 27 мм).
21. Ввернуть редуцирующий узел в корпус редуктора 1. (Головка сменная 27 мм, ключ).
22. Ввернуть регулировочный винт 15 с контргайкой 14 в крышку редуктора 12.
23. Вставить в отверстие редуцирующего узла толкатель 8.
24. Установить на корпус редуктора 1 мембрану 9, нажимной диск 10, пружину 11, опорную шайбу и крышку редуктора 12.
25. Навернуть и затянуть круглую гайку 13 на корпус редуктора 1 до упора. (Ключ редуктора).
26. Вынуть редуктор из приспособления. (Приспособление, тиски).
27. Установить редуктор на стенд. (Стенд, ключи гаечные 22, 27, 32 мм).
28. Отрегулировать давление газа на выходе из редуктора и срабатывание предохранительного клапана. При вращении регулирующего винта или регулировочной гайки предохранительного клапана по часовой стрелке, давление газа должно увеличиваться, при вращении против часовой стрелки — уменьшаться. После выполнения регулировки затянуть контргайки. Давление газа на выходе должно быть не более 1,1 МПа (11 кгс/см2) при давлении газа на выходе не более 20 МПа (200 кгс/см2). Давление срабатывания предохранительного клапана Должно быть не более 1,6 МПа (16 кгс/см*). (Стенд, ключи гаечные 17, 19, 22 мм).
29. Проверить редуктор на герметичность. Проверить герметичность редуктора при давлении не более 20 МПа (200 кгс/см2). Нарушение герметичности не допускается. (Стенд, ключи гаечные 14, 17, 19, 32 мм, ключи редуктора, емкость с мыльной эмульсией, кисть).
30. Снять редукторы высокого давления со стенда. (Стенд, ключи гаечные 22, 27, 32 мм).
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.20.
ДЕФЕКТОВКА ДЕТАЛЕЙ РЕДУКТОРА ВЫСОКОГО ДАВЛЕНИЯ
Общая трудоемкость — 0,11 чел. час (6,5 чел. мин)
. Исполнитель — слесарь по ремонту топливной аппаратуры 4 разряда
Источник
ТЕХНИЧЕСКАЯ КАРТА РЕМОНТА РЕДУКТОР СПЕЦИАЛЬНЫЙ РЦС-1,53
1 ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ СПЕЦИАЛЬНОЕ ПРОЕКТНОЕ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЕ БЮРО НЕФТЯНОГО И ГАЗОВОГО МАШИНОСТРОЕНИЯ ООО «СПКТБ НЕФТЕГАЗМАШ» ТЕХНИЧЕСКАЯ КАРТА РЕМОНТА РЕДУКТОР СПЕЦИАЛЬНЫЙ РЦС-1,53 Ит. подл. ] Яодп. и дата I Взалиинв, ] Инв. дубл. Подп, и дата Технический директор С-А- Юнусов
2 СОДЕРЖАНИЕ 1 Общая часть Технологическая карта текущего и капитального ремонтов редуктора специального РЦС-1, Сквозные работы, выполняемые при ремонте редукторов Нарезание резьбы на стержнях плашкой Калибровка резьбы на стержнях плашкой Нарезание резьбы в сквозных отверстиях вручную Калибровка резьбы в сквозных отверстиях вручную Вырубка прямоугольных, фасонных и круглых прокладок Пробивка отверстий в прокладках Удаление сломанных шпилек, болтов Шабрение разъемов корпуса Подгонка и установка призматических шпонок Правка вала Восстановление деталей редуктора наплавкой электродами Покраска редуктора после ремонта
3 1 ОБЩАЯ ЧАСТЬ 1.1 В настоящей «Технологической карте ремонта. Редуктор специальный РЦС-1,53» (далее — Карта ремонта) включены нормы времени на выполнение работ по текущему и капитальному ремонтам редуктора специального РЦС-1,53 (далее — редуктор), предназначенного для комплектования приводов буровых установок. 1.2 При разработке настоящей Карты ремонта использована следующая действующая нормативно-техническая документация: — «Отраслевые нормативы времени на подготовительно-заключительные работы, обслуживание рабочего места, отдых и личные надобности», утвержденные приказом Министерства нефтяной промышленности СССР от г. 330; — «Единые нормы времени на слесарный ремонт нефтепромыслового оборудования и инструмента», утвержденные приказом Министерства нефтяной и газовой промышленности СССР от г. 128; — ПБ «Правила безопасности в нефтяной и газовой промышленности», утвержденные постановлением Госгортехнадзора России от г. 56; — технический паспорт, рабочие чертежи, технические условия на капитальный ремонт редуктора. 1.3 Нормы времени на выполнение работ по ремонту редуктора учитывают суммарную трудоемкость следующих затрат: — на подготовительно-заключительные работы и обслуживание рабочего места; — на выполнение работ по видам ремонта; — на отдых и личные надобности. 1.4 Нормы времени установлены для наиболее распространенных условий выполнения работ по ремонту редуктора с учетом: — выполнения работ рабочими соответствующей квалификации; — обеспечения рабочих соответствующей документацией и материалами; — оснащения рабочих мест необходимым вспомогательным инструментом, приспособлениями, подъемными механизмами и оборудованием; — соблюдения правил промышленной безопасности, охраны труда и санитарной гигиены. 1.5 В таблицах Карты ремонта не учтены работы по изготовлению деталей и прокладок, калибровке резьбы, удалению сломанных шпилек, болтов и другие работы. Нормы времени работ по изготовлению прокладок, нарезке и калибровке резьбы, удалению сломанных шпилек, болтов и других работ приведены в разделе 3 «Сквозные работы, выполняемые при ремонте редукторов». 1.6 Картой ремонта предусмотрено проведение работ при температуре окружающего воздуха на рабочем месте от 0 С до плюс 30 С. При проведении ремонтных работ в зимних условиях на открытом воздухе и в необогреваемых помещениях допускается устанавливать к нормам времени поправочный коэффициент 1, При невыполнении отдельных работ время на их выполнение необходимо исключать из норм времени, а при выполнении отдельных работ, свыше заложенных в нормах времени, время на их выполнение следует включать исходя из трудозатрат, изложенных в соответствующих таблицах Карты ремонта. 3
4 2 ТЕХНОЛОГИЧЕСКАЯ КАРТА ТЕКУЩЕГО И КАПИТАЛЬНОГО РЕМОНТОВ РЕДУКТОРА СПЕЦИАЛЬНОГО РЦС-1, корпус; 2 — подшипник; 3 — вал-шестерня; 4 — манжета; 5 — кольцо нажимное; 6 — крышка сквозная; 7 — змеевик; 8 — пробка; 9 — крышка глухая; 10 — вал; 11 — пробка; 12 — колесо; 13 — труба Рисунок 1 — Редуктор специальный РЦС-1,53 4
5 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала ТЕКУЩИЙ РЕМОНТ 1 Подготовка редуктора к текущему ремонту 2 Выполнение работ по техническому обслуживанию редуктора (очистка и внешний осмотр редуктора, замена масла, контроль состояния и подтяжка резьбовых соединений) 3 Частичная разборка редуктора 3.1 Разъединить муфты, снять полумуфту и планшайбу с вала-шестерни поз. 3 и вала поз Разобрать три двойных манжетных уплотнения: открепить и снять кольца нажимные поз. 5, извлечь манжеты поз Разобрать четыре подшипниковых узла (при необходимости): открепить и снять крышки сквозные и глухую поз. 6 и 9, отсоединить крышку редуктора от корпуса поз. 1, извлечь вал-шестерню поз. 3 и вал поз. 10 в сборе, спрессовать подшипники поз. 2 Всего норма времени на частичную разборку редуктора 4 Ремонтные работы 4.1 Очистить, промыть и протереть разобранные детали редуктора ,1 Комплект слесарных — 1,74 Ветошь обтирочная ТУ Масло И-50А ГОСТ ,5 Комплект слесарных Приспособление для 0,44 запрессовки и выпрессовки подшипника качения 2,12 4,06 0,8 — СМС Лабомид 203 ТУ Ветошь обтирочная ТУ
6 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления 7 п/п Наименование операции и содержание работы Собрать четыре подшипниковых узла: напрессовать подшипники поз. 2 на вал-шестерню поз. 3 и вал поз. 10, установить валы в сборе в корпус поз. 1, присоединить крышку редуктора к корпусу поз.1, установить и закрепить крышки сквозные и глухую поз. 6 и 9 с прокладками 5.3 Установить полумуфту и планшайбу на вал-шестерню поз. 3 и вал поз. 10 и закрепить 5.4 Центровать вал-шестерню редуктора и вал электродвигателя, собрать муфты Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала ,16 Комплект слесарных Приспособление для запрессовки и выпрессовки подшипника качения 1,14 2,2 Приспособление для центровки валов Комплект слесарных Прокладки (4 шт.) Олифа оксоль марки В ГОСТ Герметик марки УТ-34 ГОСТ Металлические пластины 5.5 Опробовать редуктор в работе 4 0,2 Всего норма времени на выполнение работ 7,2 по сборке редуктора Всего норма времени на выполнение работ 14,9 по текущему ремонту редуктора — 7
8 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала КАПИТАЛЬНЫЙ РЕМОНТ 1 Демонтаж редуктора Кран автомобильный 1.1 Подготовить редуктор к капитальному ремонту 4 3 0,1 Комплект слесарных 1.2 Разъединить муфты 0,9 1.3 Слить масло из корпуса редуктора, жидкость 0,4 из змеевика 1.4 Открепить редуктор от фундамента (рамы) и 0,2 переместить (на расстояние до 10 м) Всего норма времени на выполнение работ 1,6 по демонтажу редуктора 2 Разборка редуктора Кран-балка Таль электрическая канатная ГОСТ Очистить и протереть редуктор ремонтник 4 0,46 Комплект слесарных 2.2 Переместить редуктор на рабочее место ремонтник 3 0,2 2.3 Снять полумуфту и планшайбу 0,6 с вала-шестерни поз. 3 и вала поз Вывернуть пробку поз. 8 и маслоуказатель о д 2.5 Отсоединить колпак вентиляционный 0, Открепить и снять кольца нажимные поз. 5, 0,76 крышки сквозные и глухую поз.6 и 9 с прокладками, извлечь манжеты поз. 4 Ветошь обтирочная ТУ
9 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала Отсоединить крышку редуктора от корпуса поз. 1 ремонтник 4 0,4 Комплект слесарных 2.8 Извлечь из корпуса поз. 1 вал-шестерню ремонтник 3 0,6 поз. 3 и вал поз. 10 в сборе с подшипниками поз. 2 и колесом поз. 12 (валы I и И) Разобрать валы I и II 1,36 Пресс гидравлический Комплект слесарных 2.10 Вывернуть пробки поз. 11, трубы поз. 13, извлечь змеевик поз. 7 0,26 Комплект слесарных Всего норма времени на проведение работ 4,8 по разборке редуктора 3 Ремонтные работы Кран-балка Таль электрическая канатная ГОСТ Очистить, промыть и протереть детали редуктора 3.2 Произвести дефектацию деталей редуктора, составить дефектную ведомость по результатам визуально-оптического, измерительного и капиллярного контроля Мойщик ремонтник ремонтник Дефектоскопист ,2 Установка моечная СМС Лабомид 203 ТУ Ветошь обтирочная ТУ Шкурка шлифовальная ГОСТ Лупа ГОСТ Измерительные инструменты Кисти Краситель жирорастворимый темно-красный «Ж» ТУ
10 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления «Наименование используемого материала Скипидар живичный ГОСТ Каолин ГОСТ Спирт этиловый технический ГОСТ Ацетон ГОСТ Сурик свинцовый марки М-1 ГОСТ Ветошь обтирочная ТУ Удалить сломанные болты, штифты См. «Сквозные работы, выполняемые при ремонте редукторов» 3.4 Восстановить крышку и корпус редуктора, Сварщик 5 колпак вентиляционный, змеевик сваркой ремонтник 4 (заварка дефектов типа трещин, замена дефектных участков) 3.5 Восстановить изношенные поверхности деталей (вала-шестерни, вала и т.д.) наплавкой См. «Сквозные работы, выполняемые при ремонте редукторов» Комплект слесарных 1,5 Трансформатор сварочный Преобразователь Печь для сушки электродов Сварочные приспособления Комплект слесарных Установка для наплавки — Электрод Э46А (Э50, Э50А) ГОСТ Электрод МНЧ-2 ТУ Электрод Э-10Г2 ГОСТ Шкурка шлифовальная ГОСТ
11 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала Произвести механическую обработку Токарь 4 5,3 Станки Шкурка изношенных деталей (обработка Фрезеровщик 4 металлорежущие шлифовальная поверхностей деталей после наплавки; Шлифовщик 4 Станочные ГОСТ обработка новых шпоночных пазов, — 3 приспособления и смещенных относительно дефектных пазов ремонтник инструменты и т.д.) Комплект слесарных 3.7 Изготовить новые детали взамен В соответствии с требованиями технологического процесса на изготовление деталей изношенных 3.8 Зачистить шейки вала-шестерни и вала — 3 0,6 Комплект слесарных ремонтник 3.9 Подогнать новую или отремонтированную См. «Сквозные работы, выполняемые Комплект слесарных Шкурка полумуфту по валу-шестерне при ремонте редукторов» шлифовальная ЗЛО Подогнать новое или отремонтированное Измерительные ГОСТ колесо по валу инструменты 3.11 Подогнать новую или отремонтированную планшайбу по валу 3.12 Зачистить шпоночные пазы вала-шестерни, вала, колеса, полумуфты и планшайбы 3.13 Подогнать новые шпонки по пазам 3.14 Пришабрить разъемы корпуса и крышки редуктора 3.15 Калибровать резьбы в деталях Масло веретенное 3.16 Нарезать резьбы в деталях 11
12 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала Изготовить новые прокладки Пробить отверстия в прокладках См. «Сквозные работы, выполняемые при ремонте редукторов» Комплект слесарных Шаблон Пробойник 3.19 Править вал-шестерню и вал (при необходимости) Пресс гидравлический Измерительные инструменты Всего норма времени на проведение 10,6 ремонтных работ 4 Сборка редуктора Кран-балка Таль электрическая канатная ГОСТ Установить в корпус поз. 1 змеевик поз. 7, трубы поз. 13, пробки поз. 11 с гайками и прокладками 4.2 Собрать вал I: на вал-шестерню поз. 3 напрессовать подшипники поз. 2 и установить в корпус поз Собрать вал II: на вал поз. 10 напрессовать колесо поз. 12, подшипники поз. 2 и установить в корпус поз Проверить зацепление колеса поз. 12 с валом-шестерней поз. 3 и легкость вращения вала-шестерни поз. 3 и вала поз. 10 ремонтник ремонтник 4 3 0,4 Комплект слесарных 0,64 Пресс гидравлический Комплект слесарных 1,12 Картон прокладочный Б-1 ГОСТ Прокладки (4 нгг.) 0,26 Кисть Сурик свинцовый марки М-1 ГОСТ Ветошь обтирочная ТУ
13 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала 3 0,95 Манжеты (6 шт.) Сурик свинцовый марки М-1 ГОСТ Прокладки (4 шт.) Олифа оксоль марки В ГОСТ Ввернуть пробку поз. 8 и маслоуказатель о д Прокладка 4.8 Залить в корпус редуктора масло, проверяя его уровень по маслоуказателю 4.9 Установить и закрепить колпак вентиляционный 4.10 Установить и закрепить полумуфту и планшайбу на валу-шестерне поз. 3 и валу поз Переместить редуктор к месту испытания Установить крышку редуктора на корпус поз. 1 и закрепить ремонтник 4 0,5 Комплект слесарных Герметик марки УТ-34 ГОСТ Установить и закрепить крышки сквозные и глухую поз. 6 и 9 с прокладками, манжеты поз. 4, кольца нажимные поз. 5 ремонтник ремонтник (обкатки); испытать редуктор 4.12 Произвести покраску редуктора См. «Сквозные работы, выполняемые при ремонте редукторов» 0,34 Масло И-50А ГОСТ (50 л) 0,07 Прокладка Олифа оксоль марки В ГОСТ Д4 4 0,78 Стенд для испытания редуктора Краскопульт Кисти 13 Грунтовка ГФ-021 ГОСТ Эмаль ПФ-133 ГОСТ Шкурка шлифовальная ГОСТ Ветошь обтирочная ТУ
14 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала Всего норма времени на проведение работ 6,3 по сборке редуктора 5 Монтаж редуктора Кран автомобильный 5.1 Подготовить фундамент (раму) к монтажу редуктора 4 3 0,18 Комплект слесарных 5.2 Погрузить редуктор на транспортное 0,22 средство, переместить к фундаменту, — установить редуктор 5.3 Центровать вал-шестерню редуктора и Металлические электродвигателя, соединить муфты пластины 2,2 Приспособление для центровки валов Комплект слесарных Ветошь обтирочная ТУ Опробовать редуктор в работе 4 0,2 — — Всего норма времени на проведение работ 2,8 по монтажу редуктора Всего норма времени на проведение работ 26,1 по капитальному ремонту редуктора Примечания. 1. Комплект слесарных : тиски слесарные ГОСТ , ГОСТ , машина пневматическая шлифовальная, круги шлифовальные для ручных машин ГОСТ , машина пневматическая сверлильная, ключи гаечные ГОСТ , ГОСТ , отвертки ГОСТ , ГОСТ , гайковерты ручные ГОСТ , кернеры ГОСТ , чертилки ГОСТ , линейки ГОСТ , молотки ГОСТ , зубила ГОСТ , напильники ГОСТ , надфили ГОСТ , шабер, притир, полотно ножовочное ГОСТ , ножницы ГОСТ , коловорот ГОСТ , вороток ГОСТ , плоскогубцы ГОСТ , плашки ГОСТ , метчики ГОСТ , клещи ГОСТ , выколотки, оправки, струбцины, щетки металлические. 2. Измерительные инструменты: штатив ГОСТ , индикатор ГОСТ , микрометры ГОСТ , ГОСТ , нутромеры ГОСТ 10-75, ГОСТ , уровни ГОСТ , щупы ТУ , штангенциркули ГОСТ , калибры-пробки гладкие ГОСТ , ГОСТ , калибры резьбовые ГОСТ ГОСТ , угольники поверочные ГОСТ , плиты поверочные ГОСТ , меры длины ГОСТ
15 п/п Наименование операции и содержание работы Профессия рабочего Разряд Норма времени на выполнение работы, чел.- час Механизмы, инструмент, приборы и приспособления Наименование используемого материала Сварочные приспособления: очки защитные бесцветные типа ЗП ГОСТ , электрододержатель типа ЭД ГОСТ , щиток защитный типа НН ГОСТ Приспособления и инструменты, используемые при механической обработке: патроны трехкулачковые ГОСТ , люнет станочный, центры станочные вращающиеся ГОСТ , центры упорные ГОСТ , хомутики для шлифовальных работ ГОСТ , круги шлифовальные ГОСТ , резцы токарные ГОСТ ; фрезы шпоночные ГОСТ
16 3 СКВОЗНЫЕ РАБОТЫ, ВЫПОЛНЯЕМЫЕ ПРИ РЕМОНТЕ РЕДУКТОРОВ 3.1 Нарезание резьбы на стержнях плашкой (5в=40-60 кг/мм2) Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: установить и закрепить деталь в тисках; взять вороток с плашкой, смазать плашку, нарезать резьбу, очистить плашку и деталь от стружки; открепить и снять деталь. Таблица 1 — Нормы времени на нарезание резьбы на стержнях Диаметр резьбы, мм, до Норма времени, чел. — час Длина нарезания, мм, до ,011 0,018 0,030 0,037 0,044 0,059 0,066 0, ,018 0,027 0,033 0,039 0,052 0,059 0, ,017 0,025 0,030 0,036 0,048 0,054 0, ,023 0,028 0,034 0,045 0,050 0, ,022 0,026 0,032 0,042 0,047 0, ,024 0,029 0,035 0,047 0,053 0, ,032 0,039 0,052 0,058 0, ,035 0,043 0,057 0,064 0,077 Примечание — В зависимости от материала стержня время определять с поправочным коэффициентом, приведенным в Таблице 2. Таблица 2 — Коэффициент, учитывающий материал стержня Материал Сталь (8в=40-60 кг/мм2) Сплавы Диаметр, мм Чугун (220 НВ) до медные алюминиевые ,9 1,0 1,2 0,8 0,7 0,5 16
17 3.2 Калибровка резьбы на стержнях плашкой (8в=40-60 кг/мм2) Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: установить и закрепить деталь в тисках; взять вороток с плашкой, смазать плаптку, калибровать резьбу, очистить плашку и деталь от стружки; открепить и снять деталь. Таблица 3 — Нормы времени на калибровку резьбы на стержнях Диаметр резьбы, мм, ДО Норма времени, чел.- час Длина резьбы, мм, до ,013 0,015 0,017 0,019 0,024 0,028 0, ,044 0, ,011 0,014 0,016 0,018 0,022 0,025 0,029 0,034 0,040 0, ,011 0,013 0,015 0,016 0,020 0,023 0,027 0,032 0,037 0, ,010 0,012 0,014 0,015 0,019 0,022 0,025 0,030 0,030 0, ,010 0,012 0,014 0,016 0,020 0,023 0,026 0,031 0,036 0, ,012 0,014 0,016 0,018 0,022 0,026 0,029 0,035 0,040 0, ,015 0,017 0,020 0,023 0,028 0,032 0,037 0,052 0,050 0, ,019 0,022 0,025 0,029 0,035 0,041 0,047 0,055 0,064 0,072 Примечание — В зависимости от материала стержня время определять с поправочным коэффициентом, приведенным в Таблице 2. 17
18 3.3 Нарезание резьбы в сквозных отверстиях вручную Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: надеть вороток на метчик; окунуть метчик в масло; нарезать резьбу; очистить метчик и отверстие от стружки. Таблица 4 — Нормы времени на нарезание резьбы в сквозных отверстиях Диаметр резьбы, мм, до Норма времени, чел. — час Длина нарезания, мм, до Нарезание резьбы комплектом из двух метчиков 6 0,015 0,023 0,030 0,036 0,042 0, ,021 0,028 0,032 0,037 0, ,019 0,024 0,029 0,034 0, ,022 0,027 0,031 0, ,021 0,025 0,029 0,032 0, ,024 0,029 0,033 0,037 0,044 0, ,032 0,037 0,042 0,050 0, ,044 0,050 0,056 0,068 0,078 0,087 Нарезание резьбы одним машинным метчиком 6 0,010 0,016 0,020 0,024 0,028 0, ,014 0,018 0,021 0,024 0, ,013 0,016 0,019 0,022 0, ,012 0,015 0,018 0,021 0,023 0, ,020 0,026 0,032 0,036 0,041 0, ,024 0,030 0,036 0,042 0,047 0,056 0, ,027 0,034 0,041 0,048 0,053 0,064 0,074 — Примечания. 1. При измененных условиях работы время определять с поправочным коэффициентом, приведенным в Таблице При выполнении работ в тисках на закрепление и открепление детали к норме времени прибавлять время в зависимости от массы детали, приведенное в Таблице В зависимости от количества отверстий в детали время определять с поправочным коэффициентом, приведенным в Таблице 7. 18
19 Таблица 5 — Коэффициент, учитывающий условия работы Материал Положение Вид Сталь (8в=40-60 кг/мм2) Чугун Сплавы поверхности обработки отверстия Диаметр, мм (220 НВ) до медные алюминиевые Г оризонтальное Сквозное 1,20 1,10 0,90 0,80 0,70 0,50 Глухое 1,40 1,15 1,05 0,90 0,80 0,60 Вертикальное Сквозное 1,30 1,10 1,00 0,90 0,80 0,55 Глухое 1,50 1,25 1,15 1,05 0,90 0,65 Потолочное Сквозное 1,50 1,30 1,20 1,05 0,90 0,65 или стесненное Глухое 1,80 1,50 1,40 1,20 1,05 0,75 Таблица 6 — Коэффициент, учитывающий выполнение работ в тисках Масса детали, кг Норма времени, чел. — час 0,005 0,007 о о Таблица 7 — Коэффициент зависимости от количества отверстий Число отверстий в детали, до Коэффициент 1,00 0,90 0,75 0,65 19
20 3.4 Калибровка резьбы в сквозных отверстиях вручную Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: взять метчик и вороток; надеть вороток на метчик; окунуть метчик в масло; калибровать резьбу; очистить метчик и резьбу от стружки. Таблица 8 — Нормы времени на калибровку резьбы в сквозных отверстиях Норма времени, чел. — час Диаметр резьбы, мм, до Длина нарезания, мм, до ,006 0,009 0,011 0,013 0,015 0, ,008 0,010 0,012 0,014 0, ,007 0,009 0,011 0,012 0, ,006 0,008 0,010 0,011 0,013 0, ,008 0,009 0,011 0,012 0, ,009 0,010 0,012 0,014 0,016 0, ,012 0,014 0,015 0,018 0, ,016 0,018 0,021 0,025 0, ,025 0,028 0,033 0,038 0,043 Примечания. 1. При измененных условиях работы время определять с поправочным коэффициентом (см. примечание 1 к Таблице норм времени на «Нарезание резьбы в сквозных отверстиях вручную»). 2. При выполнении работ в тисках на закрепление и открепление детали к норме времени прибавлять время в зависимости от массы детали (см. примечание 2 к Таблице норм времени на «Нарезание резьбы в сквозных отверстиях вручную»). 3. В зависимости от количества отверстий в детали время определять с поправочным коэффициентом (см. примечание 3 к Таблице норм времени на «Нарезание резьбы в сквозных отверстиях вручную»). 20
21 3.5 Вырубка прямоугольных, фасонных и круглых прокладок Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: наложить на деталь (шаблон) лист материала, обстучать молотком лист по контуру детали (шаблону); удалить отходы. Таблица 9 — Нормы времени на вырубку прокладок обстукиванием молотком по контуру Контур прокладки Материал прокладки Периметр прокладки, мм, до ] 4000 Диаметр прокладки, мм, до Норма времени на 1 прокладку, чел.- час Картон 0,014 0,019 0,023 0,032 0,037 0,051 0,071 0,094 0,115 Прямоугольная Асбест 0,017 0,020 0,028 0,040 0,045 0,062 0,086 0,113 0,138 Паронит или 0,020 0,024 0,033 0,046 0,053 0,072 0,099 0,132 0,161 клингерит Картон 0,017 0,020 0,028 0,040 0,045 0,062 0,086 0,113 0,138 Фасонная Асбест 0,020 0,024 0,033 0,046 0,053 0,072 0,099 0,132 0,162 Паронит или 0,025 0,032 0,038 0,052 0,060 0,80 0,107 0,139 0,166 клингерит Картон 0,012 0,016 0,019 0,027 0,030 0,042 0,058 0,076 — Круглая Асбест 0,016 0,020 0,025 0,034 0,038 0,051 0,068 0,088 — Паронит или клингерит 0,019 0,020 0,025 0,034 0,038 0,051 0,068 0,088 — Примечания. 1. Нормами предусмотрено время на вырубку прокладок из материала толщиной до 3 мм. При вырубке прокладок из материала толщиной свыше 3 мм табличное время принимать с поправочным коэффициентом 1,3. 2. При вырубке прокладок одновременно по наружному и внутреннему контурам (диаметру) время для внутреннего контура определять дополнительно по соответствующим позициям с коэффициентом 0,8. 21
22 3.6 Пробивка отверстий в прокладках Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: положить прокладку, взять молоток и пробойник, пробить отверстия. Таблица 10 — Нормы времени на пробивку отверстий в прокладках Материал Норма времени, чел,- час прокладки Количество пробиваемых отверстий, шт., до Картон Бумага 0,002 0,006 0,008 0,012 0,016 0,023 0,033 0,042 0,051 0,060 0,078 Дерматин Прессшпан Паронит 0,003 0,007 0,009 0,015 0,019 0,027 0,038 0,050 0,061 0,072 0,094 Асбест Кожа Резина Кирза Брезент 0,006 0,010 0,014 0,022 0,030 0,042 0,060 0,078 0,095 0,113 0,146 Фетр Войлок 0,007 0,014 0,019 0,032 0,042 0,059 0,084 0,108 0,133 0,157 0,203 Примечание — Нормами предусмотрено время на пробивку отверстий при толщине материала до 3 мм, при толщине материала прокладки свыше 3 мм — время определять с коэффициентом 1,15. 22
23 3.7 Удаление сломанных шпилек, болтов Состав звена: слесарь 4 разряда — 1 чел. Содержание работы: зачистить торец сломанной шпильки (болта), разметить и кернить центр, просверлить отверстие глубиной и диаметром, равным половине длины и диаметра шпильки; забить в просверленное отверстие трех или четырехгранный стержень и вывернуть сломанную шпильку (болт) гаечным ключом. Таблица 11 — Нормы времени на удаление сломанных шпилек (болтов) Норма времени, чел.- час Диаметр шпильки (болта), мм, до ,15 0,15 0,20 0,25 0,30 0,40 0, Шабрение разъемов корпуса Состав звена: слесарь 4 разряда — 1 чел. Таблица 12 — Нормы времени на шабрение разъема корпуса Материалы Норма времени на 100 см’ при слое металла, мм, до 0,2 0, Сталь 4,0 5,0 Чугун 3,0 4,0 23
24 3.9 Подгонка и установка призматических шпонок (посадка напряженная) Состав звена: слесарь 2 разряда — 1 чел. Содержание работы: зачистить шпоночные пазы вала и ответной детали; примерить шпонку по пазам штангенциркулем и щупом; при необходимости закрепить шпонку в тиски, пригнать по пазам и установить шпонку. Таблица 13 — Нормы времени на установку призматических шпонок Норма времени, чел.- час Сечение шпонки, мм, до Длина шпонки, мм, до x5 0,03 0,04 0, x7 0,04 0,06 0, x8 0,06 0,07 0,08 0,09 0, x9 0,08 0,09 0,10 0,11 0, x10 0,10 0,11 0,13 0,16 0, x10 0,13 0,17 0,21 0,22 0, x14 0,19 0,22 0,25 0,29 0, x16 0,21 0,27 0,27 0,31 0,34 0, x18 0,29 0,34 0,35 0,36 0,37 0, x22 0,31 0,37 0,37 0,38 0,40 0,44 0, x28 0,40 0,40 0,41 0,43 0,49 0, x32 0,43 0,44 0,48 0,53 0, x36 0,47 0,53 0,58 0, Примечания. 1. При подготовке и установке шпонок со скользящей посадкой к норме времени применять поправочный коэффициент 1,2. 2. При подготовке шпонок длиной до 150 мм нормы времени рассчитаны с учетом опиливания по радиусу обоих концов. При опиливании шпонок большей длины предусматривается предварительное закругление на станке. 24
25 ЗЛО Правка вала Состав звена: слесарь 3 разряда — 1 чел. (при длине вала до 1000 мм и диаметре до 50 мм); слесарь 5 разряда — 1 чел., слесарь 3 разряда — 1 чел. (при длине вала свыше 1000 мм и диаметре вала свыше 50 мм). Содержание работы: установка вала на прессе, проверка биения, нагрузка вала, проверка. Таблица 14 — Нормы времени на правку вала в минутах Диаметр резьбы, мм, до Длина вала между осями подшипников, мм, до ,1 2, ,4 4,2 4, ,7 5,6 6,5 8, ,2 7,3 8, ,4 10,3 12,6 20,0 36, ,0 21,0 33,0 48,0 Примечания. 1. Материал вала — сталь 8в=60-80 кгс/мм2. 2. Точность правки — 0,05 мм. 2. Поправочные коэффициенты в зависимости от требуемой точности правки (величины прогиба вала) приведены в Таблице 15. Таблица 15 Коэффициент зависимости от точности правки вала Величина прогиба вала, мм 0,05 0,1 0,15 0,2 Коэффициент 1,0 0,85 0,8 0,75 25
26 3.11 Восстановление деталей редуктора наплавкой электродами (04 мм) Состав звена: электросварщик ручной сварки 5 разряда — 1 чел; слесарь 4 разряда — 1 чел. Содержание работы: очистка поверхности, разметка, наплавка. Норма времени на 100 см2-1,5 чел.- час при толщине наплавленного слоя до 5 мм Покраска редуктора после ремонта Состав звена: слесарь 3 разряда — 1 чел. слесарь 2 разряда — 1 чел. Содержание работы: очистить от загрязнений и отстающей краски; грунтовать, шлифовать, окрасить кистью. Норма времени на 1 м2-0,45 чел.- час. Примечание — При выполнении работ краскопультом норму времени определять с поправочным коэффициентом 0,5. 26
Источник