- 1. ОБЩИЕ ПОЛОЖЕНИЯ
- 2. номенклатура оборудования
- 3. КОНТРОЛЬ РАБОТОСПОСОБНОСТИ АРМАТУРЫ
- 4. ТИПОВОЙ ОБЪЕМ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
- 5. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
- 6. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
- Инструкция по техобслуживанию и ремонту системы пожаротушения энергоблоков — Технологические карты выполнения работ
- Содержание материала
- 3.1. Общие указания.
1. ОБЩИЕ ПОЛОЖЕНИЯ
Настоящий регламент устанавливает перечень и порядок выполнения основных операций по техническому обслуживанию и ремонту запорной арматуры объектов магистральных нефтепроводов.
Цель разработки настоящего регламента — установление порядка оценки технического состояния, порядка технического обслуживания и ремонта запорной арматуры.
— критерии технического состояния запорной арматуры;
— порядок проведения диагностического контроля;
— типовые объемы работ по техническому обслуживанию и ремонту запорной арматуры;
— нормативы технического обслуживания и ремонта.
2. номенклатура оборудования
Регламент по техническому обслуживанию и ремонту распространяется на запорную арматуру объектов магистральных нефтепроводов условным диаметром до 1200 мм.
3. КОНТРОЛЬ РАБОТОСПОСОБНОСТИ АРМАТУРЫ
3.1. Вся вновь устанавливаемая на объектах магистрального нефтепровода отечественная и импортная арматура должна иметь сертификаты соответствия, удостоверяющий соответствие запорной арматуры требованиям Государственных стандартов и нормативных документов России и разрешение Госгортехнадзора России на право выпуска и применения данной продукции.
РНУ (АО) должно осуществлять учет срока службы, наработки и количества циклов работы «закрыто — открыто» арматуры.
3.2. Арматура считается работоспособной, если:
— обеспечивается прочность материалов деталей и сварных швов, работающих под давлением;
— не наблюдается пропуск среды и потение сквозь металл и сварные швы;
— обеспечивается герметичность сальниковых уплотнений и фланцевых соединений арматуры по отношению к внешней среде;
— обеспечивается герметичность затвора арматуры в соответствии с паспортом на запорную арматуру;
— обеспечивается плавное перемещение всех подвижных частей арматуры без рывков и заеданий;
— электропривод обеспечивает плавное перемещение затвора, открытие и закрытие в течение времени, указанного в паспорте; обеспечивается отключение электропривода при достижении затвором крайних положений и при превышении крутящего момента допустимого значения на бугельном узле.
При невыполнении любого из этих условий арматура считается неработоспособной и выводится из эксплуатации.
Работоспособность арматуры характеризуется показателями надежности. К показателям надежности относятся: назначенный срок службы арматуры, назначенный ресурс — в циклах «открыто — закрыто», назначенный срок службы до ремонта, вероятность безотказной работы в течение назначенного ресурса.
3.3. Неработоспособность арматуры определяется критериями отказов и предельных состояний.
Критериями отказов запорной арматуры являются:
· неустранимая дополнительной подтяжкой потеря герметичности по отношению к внешней среде;
· пропуск среды в затворе сверх допустимого;
· невозможность рабочих перемещений запорного органа (заклинивание подвижных частей) при открытии и закрытии арматуры;
· увеличение времени срабатывания сверх допустимого;
· выход из строя электропривода.
Критериями предельных состояний арматуры являются:
· достижение назначенного срока службы;
· разрушение или потеря плотности основного материала и сварных швов;
· нарушение геометрических размеров сопряженных деталей (вследствие износа или коррозионного разрушения).
При достижении назначенного срока службы запорная арматура подвергается переосвидетельствованию с целью определения ее технического состояния и возможности продления сроков эксплуатации.
Показатели надежности, критерии отказов и предельных состояний указываются в паспортах на арматуру.
3.4. Контроль работоспособности и технического состояния арматуры осуществляется внешним осмотром, диагностированием и испытаниями
3.4.1. При внешнем осмотре проверяются:
· состояние и плотность материалов и сварных швов арматуры;
· плавность перемещения всех подвижных частей арматуры и электропривода;
· герметичность арматуры по отношению к внешней среде, в том числе:
· герметичность прокладочных уплотнений;
· герметичность сальникового уплотнения.
В работоспособном состоянии запорной арматуры пропуск среды через сальниковое и прокладочное уплотнения не допускается.
3.4.2. Техническое состояние задвижки в процессе эксплуатации должен определяться диагностическим контролем. Для определения технического состояния корпуса и сварных швов задвижки применяются акустико-эмиссионный (АЭ), ультразвуковой (УЗК) и другие методы неразрушающего контроля.
Проведение диагностического контроля задвижки совмещают по срокам с капитальным ремонтом (таблица 4 ), а также осуществляют при выявлении чрезмерных напряжений на патрубках или при возникновении отказов в работе задвижки по критериям предельных состояний. При диагностировании применяются приборы и АЭ датчики и приборы ультразвукового контроля или дефектоскопы.
Диагностический контроль и заключение по его результатам осуществляют специализированные организации, имеющие разрешение Госгортехнадзора России, или специалисты РНУ, ЦБПО при наличии разработанной и утвержденной методики диагностического контроля.
Результаты диагностического контроля (заключение) заносятся в формуляр арматуры или прикладывается к ее паспорту.
Контроль герметичности затвора арматуры в процессе эксплуатации может осуществляться акустико-эмиссионными течеискателями.
3.4.3. На действующих магистральных нефтепроводах арматура также подвергается испытаниям на прочность и плотность материалов и сварных швов, герметичность по отношению к внешней среде, герметичность затвора и работоспособность. Проведение испытания арматуры совмещается по срокам с испытанием нефтепроводов или осуществляется после выполнения капитального ремонта нефтепроводов.
Режим испытания и испытательные давления устанавливаются и зависимости от срока и параметров эксплуатации нефтепроводов согласно нормативным документам, регламентирующим проведение испытаний на действующих нефтепроводах.
4. ТИПОВОЙ ОБЪЕМ РАБОТ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
В объеме технического обслуживания проводятся следующие работы:
— мелкий ремонт арматуры, не требующий специальной остановки магистральных насосов (чистка наружных поверхностей, обслуживание площадок, устранение подтеков масла и т.д.);
— визуальная проверка состояния всех частей запорной арматуры, включая смазки в подшипниках и редукторе, ее пополнение;
— проверка состояния и крепления клемм электродвигателя, проверка защиты электродвигателя от перегрузок и перекоса фаз;
— проверка срабатывания конечных выключателей, их ревизия;
— проверка срабатывания муфты ограничения крутящего момента;
— проверка герметичности сальникового уплотнения и фланцевых соединений.
Операция по ремонту сальниковых уплотнений выполняется согласно инструкции по эксплуатации завода-изготовителя.
Для обеспечения герметичности фланцевых соединений запорной арматуры необходимо два раза в год (весной и осенью) производить обтягивание фланцевых соединений, при обнаружении течи во фланцевом соединении производится равномерная обтяжка болтов и гаек; если умеренная обтяжка фланцев не дает положительных результатов и утечка продолжается, производится замена прокладки согласно инструкции по эксплуатации завода-изготовителя.
Перед обтяжкой фланцевого соединения (корпуса и крышки) клиновых задвижек необходимо приоткрывать клин во избежание повреждения резьбовой втулки.
Обтяжка фланцевых соединений запорной арматуры должна проводиться при давлении сниженном до безопасного уровня в нефтепроводе или на отключенном участке нефтепровода.
В объеме технического обслуживания обратного клапана производятся следующие работы:
— проверка герметичности уплотнений, устранение обнаруженных утечек;
— проверка работоспособности демпфирующих устройств (амортизаторов) и их восстановление.
5. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
При текущем ремонте производятся все операции технического обслуживания, а также:
для клиновых или шиберных задвижек — удаление воздуха из задвижки: подготовка необходимых ремонтных приспособлений, транспортных и подъемных механизмов; снятие редуктора с электроприводом, разборка редуктора и электропривода, очистка и промывка деталей, дефектация, замена изношенных деталей, смазка редуктора и механической части электропривода, их сборка; проверка и подтяжка контактных соединений электропривода, восстановление изоляции выходных концов проводов, проверка состояния уплотнителей взрывозащиты шарикоподшипников электродвигателя, правильность посадки крыльчатки вентилятора электродвигателя, замена дефектных деталей электродвигателя; проверка состояния подшипникового узла штока задвижки после его фиксации, определение степени износа резьбовой втулки штока (в случае чрезмерного износа ее замена): устранение следов коррозии штока, задиров; замена сальников, нажимной втулки, при необходимости; прогонка шпинделя по гайке на всю рабочую длину; подтяжка шпилек разъема корпуса, полная сборка и установка электропривода на задвижку; регулировка конечных выключателей на открытие и закрытие, муфты ограничение крутящего момента на отключение по допустимым значениям.
Текущий ремонт запорной арматуры осуществляется без ее демонтажа.
Данные о проведенном техническом обслуживании и текущем ремонте заносятся в журнал профилактических осмотров и ремонтов лицом, ответственным за исправное состояние объекта. Журнал хранится у лица, ответственного за исправное состояние объекта. Форма журнала профилактических осмотров и ремонтов приведена в Приложении 1 .
6. ТИПОВОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
Капитальный ремонт запорной арматуры осуществляется с ее демонтажем. Демонтаж подлежащих капитальному ремонту задвижек, обратных клапанов производится согласно графику, утвержденному глинным инженером РНУ (АО МН). Капитальный ремонт задвижек производится ЦБПО или специализированной организацией по ТУ, рабочим чертежам, утвержденным в установленном порядке.
При капитальном ремонте производятся все операции текущего ремонта, а также: полная разборка и дефектация всех деталей и узлов, их восстановление или замена пришедших в негодность в результате коррозии, чрезмерного механического износа узлов и базовых деталей запорной арматуры.
После капитального ремонта арматура подвергается испытаниям на прочность и плотность материалов и сварных швов, герметичность по отношению к внешней среде, герметичность затвора и работоспособность в соответствии с требованиями ГОСТ 5762-74Е и нормативно-технической документации на капитальный ремонт запорной арматуры.
Испытание на прочность и плотность материала задвижки в сборе проводится при открытом затворе и заглушенных патрубках давлением P пр ( P пр = 1,5 PN , где PN — давление номинальное). Испытания на прочность и плотность проводятся при постоянном давлении в течение времени, необходимого для осмотра задвижки. Пропуск среды и потение сквозь металл и сварные швы не допускаются.
Испытание арматуры на герметичность по отношению к внешней среде проводится давлением 1,1 PN в течение времени, необходимого для осмотра уплотнения и соединений. Проверяется герметичность верхнего уплотнения крышка-шпиндель при ослабленных креплениях сальникового уплотнения и полностью поднятом шпинделе задвижки. Проверяется герметичность сальникового уплотнения и прокладки между крышкой и корпусом. Протечки среды не допускаются. Метод контроля визуальный.
Испытание арматуры на герметичность затвора проводится в соответствии с табл. 1 и требованиями ГОСТ 9544-93.
Испытание затвора на герметичность
Номинальное давление PN , МПа (кгс/см 2 )
Параметры испытания затвора на герметичность
Источник
Инструкция по техобслуживанию и ремонту системы пожаротушения энергоблоков — Технологические карты выполнения работ
Содержание материала
3.1. Общие указания.
3.1.1. При ремонте производитель (руководитель) работ должен обращать особое внимание ремонтного персонала на соблюдение мероприятий, исключающих попадание вовнутрь корпусов запорной арматуры, редукторов, трубопроводов посторонних предметов, а также действий предотвращающих утерю или повреждение составляющих деталей и узлов.
3.1.2. Во время ТО и Ремонта ремонтный персонал ЭЦ (подрядных организаций) устанавливает заглушки или закрывает фланцы трубопроводов, разъемов запорной арматуры, тем самым, исключая попадание грязи и посторонних предметов.
3.1.3. Перед началом работ рабочая зона должна быть убрана от посторонних предметов, на рабочих местах должна быть размещена необходимая оснастка.
3.1.4. В период ремонта запорной арматуры электромеханический привод снимается персоналом группы по обслуживанию технологического оборудования участка ПОС и отдаются группу по обслуживанию электротехнической части ПОС для проведения ремонта и (или) испытаний.
Результаты ремонта, испытаний и настройки электропривода оформляются в отчетной документации (см приложение 12) мастером группы по обслуживанию электротехнической части ПОС и являются неотъемлемой частью отчетной документации на ТО и ремонт запорной арматуры в целом
3.1.5. Уплотнительные прокладки из резины, паронита, картона, сальники бывшие в употреблении дальнейшему использованию не подлежат.
3.1.6. При сборке фланцевых соединений руководствоваться требованиями и указаниями РД ЭО 0198-2000.
3.1.7. Перед началом разборки любого соединения его необходимо тщательно протереть и при необходимости промыть моющим составом.
3.1.8. При сборке и разборке деталей запорной арматуры необходимо пользоваться определенным инструментом, как стандартным, так и специальным, предварительно изучив правила пользования этим инструментом.
3.1.9. При обнаружении дефектов (повреждений) во внутренних полостях и снаружи в обязательном порядке должен быть поставлен в известность мастер бригады, выполняющей работы, старший мастер участка ПОС, составлен акт дефектации (см. приложение 1) и определен дополнительный объем работ по устранению дефекта.
3.1.10. Отдельные мелкие детали запорной арматуры и ее привода (крепеж, кольца стопорные, шпонки и т.п.) должны аккуратно складываться в специальные поддоны, коробки (ящики) с фиксацией их количества.
3.1.11. Демонтированная запорная арматура и ее привод должна быть очищена от загрязнений, насухо протерта и уложена на деревянные, резиновые подкладки, для исключения повреждения сопрягающихся поверхностей и нарушения лакокрасочного покрытия. Необходимо также следить за состоянием посадочных и уплотнительных поверхностей деталей и тщательно оберегать их от повреждений.
Запрещается наносить удары молотком или другим предметом по уплотняющей поверхности фланцев для удаления присохшей прокладки. Для этой цели необходимо использовать шаберы и наждачную шкурку.
3.1.12. При снятии деталей необходимо помечать их взаимное расположение.
Запрещается менять местами обе стороны симметричных деталей.
3.1.13. Затяжка резьбовых соединений
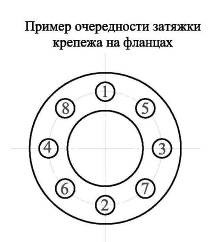
Гайки, расположенные по кругу, затягивают крест-накрест, причем вначале все гайки должны быть затянуты на половину или треть затяжки, а затем в том же порядке до конца.
В групповых резьбовых соединениях затяжка последующих гаек вызывает самоослабление уже затянутых, при этом иногда в значительных пределах — до 20—25%. Гайки болтов шпилек ответственных соединений целесообразно после затяжки несколько ослабить, а затем повторно затянуть. Этим достигается повышение жесткости в стыках соединяемых деталей. Если в сопряжении имеется упругая прокладка через 24 или 48 ч после сборки еще раз следует подтянуть гайки.
В процессе разборки резьбовых соединений целесообразно придерживаться обратного порядка отвинчивания гаек. Это позволит предотвратить перекосы скрепляемых деталей. Рекомендуется вначале поочередно слегка отпустить все гайки и после этого отвинтить их полностью.
Для обеспечения герметичности соединений требования к равномерности затяжки еще более повышаются. Неполная и неравномерная затяжка гаек (болтов) может явиться причиной деформации деталей под действием переменной нагрузки, нарушения плотности соединения, т. е. причиной некачественной сборки, ведущей к более быстрому износу узла и запорной арматуры в целом.
В технических требованиях на сборку ответственных резьбовых соединений указываются предельные значения крутящего момента, которым должны быть затянуты гайки или болты (шпильки).
Моменты затяжек, выдерживаемые при сборке, устанавливаются обычно в зависимости от номинального диаметра резьбы, с учетом материалов, из которых изготовлены крепежные детали. Для соединений из сталей марок 30 — 35 (ГОСТ 1050—88) величина моментов затяжки принимается следующая.
Источник