Общие требования к технологии ремонта автомобиля
Технологию ремонта принято делить на четыре основных этапа работ:
- разборка-мойка;
- контроль-сортировка;
- ремонт (восстановление микро- и макрогеометрии поверхностей и физико-механических свойств деталей);
- сборка с предварительным контролем деталей, поступающих на сборку.
Разборочно-моечные операции ведут в несколько стадий: наружная мойка агрегата, подразборка, узловая мойка, разборка на детали, мойка и очистка деталей.
В процессе контроля деталей обломы, трещины, вмятины, раковины и другие повреждения обнаруживают внешним осмотром. У ответственных деталей наличие трещин проверяют при помощи дефектоскопа. Размеры деталей необходимо контролировать в местах наибольших износов. Зубья шестерен изнашиваются неравномерно, поэтому при их контроле следует замерять не менее трех зубьев, расположенных под углом примерно 120°. Ввиду необходимости гарантировать работу зубчатых передач в течение всего межремонтного пробега отколы на зубьях и выкрашивание рабочей поверхности зубьев усталостного характера не допускаются.
Сборочные единицы (шатун с крышкой шатуна, блок цилиндров с крышками коренных подшипников, шестерни коробки передач и главной передачи) разукомплектовывать нельзя.
Детали, подаваемые на сборку, должны быть чистыми и сухими.
Трущиеся поверхности деталей при сборке смазывают чистым маслом.
Перед сборкой необходимо с помощью мерительного инструмента проконтролировать размеры деталей, образующих посадки. При сборке деталей, имеющих в сопряжении подвижную посадку, должно быть обеспечено их свободное относительное перемещение без заеданий. Втулки, кольца шариковых и роликовых подшипников устанавливают при помощи оправок. При запрессовке подшипников усилие не должно передаваться через шарики или ролики. Инструменты для запрессовки должны упираться в запрессовываемое кольцо. Направление усилия запрессовки должно совпадать с осью подшипника во избежание перекоса колец.
В случае ремонта деталей сваркой и наплавкой сварной шов не должен иметь шлаковых включений, непроваренных участков, подрезов и других дефектов. После сварки шов зачищают, наплывы металла устраняют, чтобы они не мешали установке сопрягаемых деталей.
Если по условиям сборки установка ответственных деталей производится ударом молотка, необходимо применять оправки и молотки из цветных металлов, пластмассы, резины, а также приспособления для запрессовки деталей.
В глухих резьбовых отверстиях не должно быть даже следов масла, смазки или какой-либо жидкости, так как при заворачивании деталь может треснуть из-за давления болта или шпильки.
Трубки топливопроводов и привода тормозов перед сборкой необходимо продуть сжатым воздухом.
Гайки, болты и винты — те детали, в местах установки которых обычно возникает коррозия. Если на резьбе болта, который приходится снова использовать, имеется ржавчина или следы старой блокирующей смазки, то резьбу необходимо прочистить проволочной щеткой и растворителем, а при сборке применить новую смазку. Заржавевшие гайки и болты необходимо обработать легко просачивающейся жидкостью (керосином, скипидаром или специальной), чтобы облегчить отворачивание и предотвратить поломку. Может потребоваться срубить, отпилить, удалить с помощью специального приспособления сильно поржавевшие крепежные детали.
Самоконтрящиеся гайки можно использовать многократно в неответственных соединениях, если при заворачивании чувствуется сопротивление, когда контрящая часть гайки заходит на резьбу шпильки или болта. Однако самоконтрящиеся гайки постепенно теряют свою эффективность при длительном использовании и их также нужно периодически заменять. В случае невозможности применить новые самоконтрящиеся гайки, старые необходимо дополнительно стопорить от отворачивания.
Шпильки обычно выворачивают следующим образом. Наворачивают на шпильку две гайки, одну рядом с другой, и стягивают их вместе. Затем, поворачивая ключом нижнюю гайку, выворачивают шпильку. Шпильки или болты, порвавшиеся ниже поверхности детали, в которую они ввернуты, можно иногда удалить при помощи экстрактора шпилек.
Шпильки должны быть завернуты в резьбовые отверстия плотно без люфта. Детали должны надеваться на шпильки свободно. Подгибание шпилек при установке на них деталей не допускается, крепление узла или детали несколькими гайками или болтами должно производиться равномерно по периметру — сначала предварительно, а затем окончательно.
В отдельных случаях, если это предусмотрено, необходимо применять ключи, позволяющие ограничивать крутящий момент.
Моменты затяжки резьбовых соединений, если они специально не оговорены в технических условиях, определяются в зависимости от диаметра резьбы в соответствии с табл. 1.
Таблица 1. Моменты затяжки резьбовых соединений
| Диаметр резьбы, мм | Момент затяжки, Н · м | Диаметр резьбы, мм | Момент затяжки, Н · м |
| 6 | 6…9 | 16 | 120…140 |
| 8 | 14…17 | 18 | 160…190 |
| 10 | 30…35 | 20 | 230…270 |
| 12 | 55…60 | 22 | 300…360 |
| 14 | 80…90 | 24 | 420…480 |
Болт должен выступать из гайки (кроме особо оговоренных случаев) на две-три нитки резьбы.
Затягивать болты и шпильки, соединяющие детали, испытывающие динамические нагрузки в процессе работы или требующие герметичности, необходимо с одинаковым усилием. При большом количестве гаек их следует затягивать в определенном порядке. Гайки, расположенные по кругу, надо затягивать крест-накрест (рис. 1). Гайки, расположенные по прямоугольнику, затягиваются от центра детали к краям.
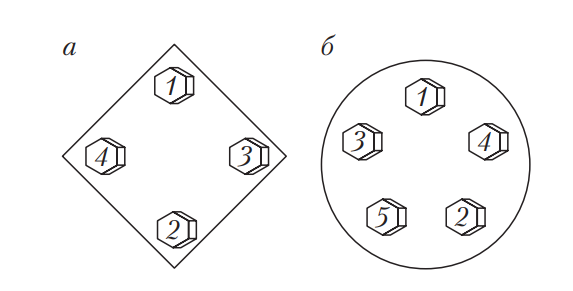
Рис. 1. Порядок затяжки резьбовых соединений: а — с четырьмя болтами; б — с пятью болтами
Болты головки цилиндров, болты поддона картера и т.п. следует затягивать в рекомендованной последовательности и поэтапно, чтобы избежать деформации детали. Сначала болты или гайки следует затянуть от руки. Затем каждый из них нужно затянуть на один полный оборот, переходя от одного к другому крестообразно или по диагонали. После того, как каждый будет затянут на один полный оборот, возвращаются к первому и в том же порядке затягивают на пол-оборота. Далее аналогично затягивают каждую деталь на четверть оборота до тех пор, пока не будет достигнута требуемая величина момента затяжки.
Все гайки или болты одного соединения должны быть затянуты с одним крутящим моментом. Перезатяжка крепежного изделия может привести к уменьшению его прочности или к поломке, в то время как недозатяжка — к саморазвинчиванию соединения. Болты, винты и шпильки в зависимости от материала, из которого они изготовлены, и диаметра имеют определенные моменты затяжки, указанные в технических требованиях. При отпускании крепежных деталей действуют в обратной последовательности.
Если необходимо проверить правильность затяжки болта или гайки, то отворачивают его (ее) на четверть оборота, затем снова затягивают требуемым крутящим моментом. Однако это нельзя делать, если крепежная деталь после затяжки динамометрическим ключом была довернута на требуемый угол.
Для некоторых резьбовых соединений, особенно для болтов или гаек головки цилиндров, в качестве последней стадии затяжки указывается не крутящий момент, а угол, на который надо довернуть крепежную деталь. Обычно указывается сравнительно небольшой момент затяжки для заворачивания болтов в определенной последовательности, а затем производится доворот в один или несколько приемов на указанные углы.
При затягивании корончатой гайки, чтобы вставить шплинт, гайку затягивают до рекомендованного значения момента, а затем подворачивают дальше к следующему отверстию для шплинта. Не допускается ослаблять гайку, чтобы совместить отверстия для шплинта, если так не указано в инструкции. Шплинты не должны выступать из прорезей гаек. Концы шплинтов должны быть разведены и отогнуты — один на болт, а другой на гайку.
Если на резьбу был нанесен состав, препятствующий отворачиванию, то его нужно удалить при помощи проволочной щетки и растворителя, а при сборке нанести свежий состав.
Шпонки должны быть плотно посажены в шпоночные пазы валов при помощи молотка или оправок из цветного металла. Люфт шпонок в пазах валов не допускается. В правильно собранном шлицевом соединении перемещение охватывающей детали должно быть легким, без заеданий.
Отверстия с изношенной или поврежденной резьбой восстанавливают, нарезая резьбу увеличенного ремонтного размера и заваривая отверстия с последующим нарезанием резьбы номинального размера, постановкой ввертышей и спиральных резьбовых вставок. Последнее предпочтительнее по соображениям качества восстановления и снижения трудозатрат.
Под любой крепежный элемент, который будет вращаться относительно детали или корпуса при затяжке, всегда необходимо устанавливать шайбу. Пружинные или разрезные шайбы следует всегда заменять в ответственных соединениях (например, крепление нижней головки шатуна). Отгибные шайбы, если они хотя бы раз были отогнуты для освобождения гайки или болта, также всегда нужно заменять.
Прокладки, шплинты, сальники и уплотнительные кольца следует менять при каждой разборка ответствующих узлов — они прирабатываются по месту, деформируются и, будучи установлены вновь после разборки, как правило, не исполняют нормально своих функций.
Сальники можно снимать при помощи отвертки с широкой рабочей поверхностью или подобным инструментом. Можно ввинтить в сальник пару самонарезающих винтов и вытянуть за них сальник пассатижами. При установке сальников с металлическим корпусом гнездо под сальник смазывают тонким слоем герметика. При отсутствии специальных указаний, сальники должны устанавливаться так, чтобы рабочие кромки были направлены к объему, который они герметизируют, т.е. внутрь корпуса. Перед установкой сальник смазывают маслом. При установке сальника с двумя кромками пространство между ними заполняют консистентной смазкой.
Для установки сальника используют специальную трубчатую оправку или деревянный брусок подходящего размера. Если в корпусе или держателе сальника есть бурты, установочный инструмент заводят внутрь них. Если буртов нет, то сальник должен быть установлен так, чтобы его поверхность была вровень с поверхностью корпуса или держателя.
Во многих местах используются прокладки для уплотнения стыкуемых поверхностей двух деталей и удержания смазок, жидкостей, вакуума или давления в сборке. Старение, нагрев и давление приводят к настолько прочному слипанию двух частей, что их трудно разъединить. Соединение можно разъединить, постучав молотком с головкой из мягкого материала вблизи поверхностей стыка. Можно воспользоваться и обычным молотком, если бить им по деревянному бруску, положенному на деталь. Однако следует иметь в виду, что этот метод не годится для разборки штифтовых соединений.
Следует избегать использования отвертки или ломика в качестве рычага при разделении сборки на части — ими легко повредить поверхности стыка деталей, соприкасающихся с прокладкой, а они должны оставаться гладкими. Если это необходимо, применяют деревянный рычаг.
После разделения деталей необходимо тщательно отскоблить прокладки и очистить поверхности деталей от их остатков с помощью проволочной щетки. Плохо удаляющийся материал можно смочить растворителем ржавчины или обработать специальным химическим составом. Скребок можно сделать из отрезка медной трубки, которую нужно расплющить и заточить один конец. Медь обычно мягче, чем те поверхности, которые нужно скоблить, что уменьшает вероятность повреждения детали.
Если между сопрягаемыми поверхностями двух деталей должна быть прокладка, то при сборке всегда следует устанавливать новую прокладку; устанавливают сухую прокладку, если в руководстве по сборке не указано иное.
Нельзя царапать поверхность, на которую надевается шланг, особенно это касается шланга системы охлаждения, так как из-за неплотности прилегания может появиться течь. Шланг может приклеиться к металлическому штуцеру, на который надевается. Снятие шлангов можно облегчить, облив стык горячей водой — она проникнет в слипшееся место и ослабит сцепление. Чтобы снять шланг, его зажимают комбинированными щипцами и поворачивают вокруг штуцера, перемещая его вперед и назад, пока он не будет двигаться совершенно свободно, а затем снимают. Для облегчения снятия шлангов между шлангом и поверхностью штуцера вводят силиконовую или другую смазку.
При разборочно-сборочных работах снимать, транспортировать и устанавливать агрегаты разрешается только при помощи подъемно-транспортных механизмов и устройств, оборудованных приспособлениями, подвесками, захватами, полностью гарантирующими безопасность работы.
Не разрешается производить ремонт автомобиля при работающем двигателе, кроме регулировки двигателя и тормозов. Автомобиль, находящийся на посту ремонта, должен быть заторможен ручным тормозом при включенной низшей передаче (кроме ремонта и регулировки тормозов). Запрещается работа под вывешенным автомобилем без страховочных устройств.
Источник
Раздел 2. Технология технического обслуживания и текущего ремонта автомобилей
Тема 2.1. Общая характеристика технологических процессов обеспечения работоспособности автомобилей
1. Понятие о технологическом процессе
2. Автомобиль как объект технического обслуживания и ремонта
3. Этапы разработки технологических процессов
4. Оформление технологической документации
2.1.1. Понятие о технологическом процессе
Технология технического обслуживания (ТО) и ремонта — это совокупность способов и приемов обеспечения нормативного уровня технического состояния автомобилей, агрегатов, систем, узлов и деталей при техническом обслуживании и ремонте автомобилей.
Выполнение всех работ по ТО и ремонту автомобилей основывается на технологических процессах (ТП), совокупность которых представляет производственный процесс (ПП) автотранспортного предприятия.
Производственный процесс АТП применительно к технической эксплуатации — это совокупность всех действий людей и орудий производства, необходимых на данном предприятии для поддержания подвижного состава невысоком уровне технической готовности, что обеспечит выполнение заданной транспортной работы при минимальных материальных и трудовых затратах.
Технологический процесс — это часть производственного процесса, определяющая последовательность выполнения работ, имеющих своей целью поддержание и восстановление работоспособности автомобиля.
Оптимизация технологических процессов позволяет определить наилучшую последовательность для выполнения работ, обеспечивая высокую производительность труда, максимальную сохранность деталей, экономически оправданный выбор средств механизации и диагностики,
Законченная часть технологического процесса, выполняемая над автомобилем или его элементом одним или несколькими исполнителями на одном рабочем месте, называется технологической операцией (чаще — операцией).
Часть операции по ТО и ремонту автомобилей, характеризуемая неизменностью оборудования или инструмента, называется переходом.
В процессе разработки и выполнения технологических процессов переходы могут разбиваться на движения исполнителя. Совокупность движений исполнителя представляют собой технологический прием. Технологические процессы технического обслуживания автомобилей включают в себя следующие основные работы: контрольно-осмотровые, уборочно-моечные и обтирочные, контрольно-диагностические, контрольно-крепежные, регулировочные, электротехнические и аккумуляторные, смазочно-заправочные и смазочно-очистительные, шинные.
При текущем ремонте автомобилей технологические процессы, кроме указанных работ, дополнительно включают в себя разборочно-сборочные, контрольно-сортировочные и дефектовочные, сварочные, наплавочные, кузнечно-рессорные, слесарно-механические, кузовные, окрасочные, полимерные и клеевые работы.
Выполнение технологических процессов по техническому обслуживанию и ремонту автомобилей требует наличия технологического оборудования и технологической оснастки.
Технологическое оборудование — это орудия производства ТО и ремонта автомобилей, использующиеся при выполнении работ от начала до окончания технологического процесса.
Технологическая оснастка — орудия и средства производства, добавляемые к технологическому оборудованию для выполнения определенной части технологического процесса.
2.1.2. Автомобиль как объект технического обслуживания и ремонта
Исходной базой при проектировании технологических процессов является информация по автомобилю как объекту воздействий при ТО и ремонте, включая особенности и специфику его эксплуатации (режимы работы на линии, ограничения по продолжительности ТО и ремонта, оборудованию и др.).
Автомобиль как любое изделие обладает свойством технологичности, что очень важно для обеспечения его работоспособного состояния в процессе ТО и ремонта.
Трудоемкость технологического процесса — показатель, характеризующий затраты рабочего времени на выполнение элемента работы (операции, перехода и т.д.) или всего ТП в целом. Трудоемкость выполнения работ по ТО и ремонту автомобилей зависит как от типа (легковые, грузовые, автобусы) и состояния автомобиля (пробег с начала эксплуатации, условия эксплуатации, особенности конструкции), так и от совершенства производственно-технической базы (производственные площади, оборудование и оснастка) предприятия и квалификации персонала.
В зависимости от типа подвижного состава работы по автомобилям, выполняемые в процессе ТО и ремонта распределяются неодинаково по видам технических воздействий в автотранспортном предприятии (рис. 1).

Работы технологических процессов ТО и ремонта автомобилей месту выполнения подразделяются на выполняемые сверху, снизу, в кабине или салоне. Количественное распределение данных работ зависит от типа подвижного состава (рис. 2.). Для грузовых автомобилей количество работ, выполняемых в кабине значительно меньше, чем для легковых автомобилей и автобусов в кузове.
На формирование технологических процессов влияет ряд факторов. Эти факторы в первую очередь определяются конструкцией автомобиля, сложность и технологичность которой устанавливает требования по производственным площадям, технологическому оборудованию и оснастке, персоналу и др.
2.1.3. Этапы разработки технологических процессов
Исходными данными для разработки технологических процессов ТО и ремонта автомобилей являются:
Вид выполняемого технического обслуживания и ремонта.
Объект выполнения воздействия (автомобиль, агрегат, узел, деталь).
Сборочный чертеж изделия, который должен содержать всю необходимую информацию для проектирования ТП:
проекции и разрезы, обеспечивающие быстрое и полное освоение конструкции;
спецификации всех деталей, узлов и сборок, входящих в состав разбираемого изделия;
размеры технические условия, которые необходимо соблюсти при сборке или регулировке.
Технические условия на сборку, регулировку, испытания, контроль и приемку изделия.
Производственная программа (годовая или суточная), от величины которой зависит степень экономически оправданной механизации операций.
Сведения о применяемом оборудовании и инструменте.
Сведения о надежности деталей изделий, возможных сопутствующих ремонтах.
Масса изделия или автомобиля для выбора подъемно транспортных средств.
Техническое условие (ТУ) — нормативно-технический документ, устанавливающий требования к конкретному изделию. Он является неотъемлемой частью требований к изделию и чаще всего устанавливается при отсутствии стандартов технических условий. ТУ являются основным правовым документом, характеризующим качество ТО и ремонта при сдаче выполненных работ, заключении договоров на услуги по ТО и ремонту, а также предъявления рекламаций.
Последовательность (алгоритм) разработки технологического процесса следующий: изучается конструкция изделия, составляется план проведения работ, определяется последовательность операция и переходов, устанавливается темп (такт) выполнения работ, определяются нормы времени на выполнение каждой операции, выбираются оборудование, исполнители, приспособления и инструмент, оформляется технологическая документация.
Технологическая документация представляет собой графические или текстовые документы, которые определяют технологические процессы технического обслуживания и ремонта автомобилей. Единая система технологической документации устанавливает следующую технологическую документация: технологические карты, маршрутные карты, операционные карты, инструкции, операционные чертежи, ведомости заказа и нормы расхода запасных частей, материалов, инструментов, оснастки и принадлежностей, а также другие документы.
Продолжительность выполнения работ технологического процесса называют нормой времени. Техническая норма времени — это регламентированное время выполнения технологической операции в определенных организационно-технических условиях одним или несколькими исполнителями соответствующей квалификации.
Норма времени определяется аналитически-исследовательским, аналитически-расчетным и укрупненно-комплексным методами. Первый метод основан на данных полученных при помощи фотографии рабочего дня или хронометража, полученных на рабочем месте, второй — на расчетных данных с учетом производительности оборудования. На автомобильном транспорте чаще всего используется третий метод, при котором нормы времени определяются по укрупненным комплексам приемов работы. Данное нормирование основано на использовании операционных карт на типовые операции, ранее пронормированные расчетами и хронометражем с последующим корректированием применительно к новой конструкции изделия.
Последовательность выполнения работ технического обслуживания и ремонта автомобилей отражается в первичном документе ТП — технологической карте. В карте также указывается оборудование, инструмент, приспособления, применяемые при каждой операции или переходе; квалификация исполнителей, норма времени на отдельные операции и переходы и на всю технологию в целом.
Проектируя технологический процесс, необходимо рассматривать возможные варианты выполнения работ, предусматривая их совмещение по времени, месту и исполнителям с учетом применяемого оборудования. Правильно выбранный вариант позволяет выстроить операции и переходы в такой последовательности, когда для выполнения ТП потребуются минимальные затраты времени при гарантированном качестве проведения работ.
При разработке ТП необходимо с учетом объема выполняемых работ и их повторяемости стремиться к наиболее полной и экономически оправданной механизации, всемерному сокращению ресурсных, энергетических и трудовых затрат, облегчению ручного труда.
Оптимальный вариант технологического процесса ТО и Р автомобилей позволяет получить следующие преимущества:
высокую производительность труда и качество работ;
исключить пропуски или повторения отдельных операций и переходов;
рационально использовать средства механизации;
выполнить требуемую организацию и обустройство рабочих мест.
2.1.4. Оформление технологической документации
Для наиболее рациональной организации работ по ТО, ремонту и диагностированию автомобилей, его агрегатов и систем составляются различные технологические карты. На основании карт определяется объем работ по техническим воздействиям, а также производится распределение работ (операция и переходов) между исполнителями.
На практике можно встретить следующие виды технологических карт:
для специализированного поста (постовая карта);
для работ по диагностированию автомобиля (диагностическая карта);
специализированного переходящего звена (бригады)рабочих при использовании на предприятии метода специализированных постов;
технологическая карта на определенный вид работ ТО, ТР, диагностирования (операционная карта);
технологическая карта на определенную операцию, выполняемую одним или несколькими исполнителямина одном рабочем месте (карта на рабочее место).
Разновидностью технологических карт являются карта смазки и химмотологическая карта.
Разработчиками технологической документации принято типовые технологические карты объединять в единый документ — руководство по ТО или Р автомобиля определенной модели. При этом технологии текущего ремонта разделяют для постовых и цеховых (участковых) работ.
Типовые технологии и руководства на ТО и Р автомобилей могут включать в себя дополнительную информацию, которая будет необходимой при организации технологических процессов на автотранспортном предприятии. Например, к данной информации относится перечень оборудования, инструмента и приспособлений для выполнения работ; данные о возможных сопутствующих ремонтах или потребность в запасных частях. Кроме этого, технологические карты имеют иллюстрации в виде рисунков, чертежей, схем и др.
Вся технологическая документация обязательно оформляется на листах со стандартной рамкой и основной надписью.
1. Поясните понятия «технология ТО и Р», «производственный процесс», «технологический процесс».
2. Поясните понятия «технологическая операция», «переход», «движение исполнителя», «технологический прием».
3. Какие работы включают технологические процессы при ТО и ТР?
4. Поясните понятия «технологическое оборудование» и «технологическая оснастка».
5. Что означает свойство технологичности в процессе ТО и ТР?
6. Как подразделяются работы технологических процессов ТО и ТР по месту выполнения?
7. Какие факторы влияют на разработку технологических процессов ТО и ремонта?
8. Перечислите исходные данные для разработки технологических процессов ТО и ремонта.
9. Составьте последовательность разработки технологического процесса.
10. Что указывается в технологической карте?
11. Какая разница между рабочим постом и рабочим местом?
12. По каким признакам производится классификация рабочих мест на автомобильном транспорте?
13. Перечислите виды технологических карт.
14. Для каких работ составляется химмотологическая карта?
Источник
