Технологический процесс капитального ремонта звеньевого пути с очисткой щебеночного балласта
По условиям предыдущего раздела необходимо запроектировать технологический процесс капитального ремонта звеньевого пути с вырезкой щебеночного балласта машиной СЧ-601.
Ремонтируемый участок — 9600 м
Фронт работ по замене решетки -2400 м
Фронт работ по вырезке балласта — 600м
Условия производства работ
Капитальный ремонт звеньевого пути выполняется в следующей последовательности:
· уборка лишнего балласта с обочины и междупутья земляного полотна. Данные работы выполняются по отдельным технологическим проектам, в ведомости трудозатрат не учтены и в графике не показаны.
· замена рельсошпальной решетки на новую из старогодних материалов.
· выправка пути с подбивкой на старом балласте.
· вырезка загрязненного балласта щебнеочистительной машиной СЧ-601 с последующей его погрузкой в составы для засорителей.
· выгрузка нового щебеночного балласта, первая выправка пути в плане и профиле, стабилизация балластного слоя.
· пополнение новым щебеночным балластом, вторая выправка пути в плане и профиле, стабилизация балластного слоя и оправка балластной призмы.
· шлифовка уложенных рельсов .
· очистка и ремонт водоотводов. Данные работы выполняются по отдельным технологическим проектам, в ведомости трудозатрат не учтены и в графике не показаны.
Таблица № 2.1 Объемы основных работ, подлежащие выполнению.
| № пп | Наименование работ | Единица измерения | Объемы выполняемых работ |
| на участке работ | на 1 км | ||
| 1. | Уборка лишнего загрязненного балласта с обочины и междупутья земляного полотна | м | |
| 2. | Демонтаж рельсошпальной решетки | м | |
| 3. | Срезка и планировка балластной призмы | м | |
| 4. | Укладка старогодной рельсошпальной решетки | м | |
| 5. | Вырезка загрязненного балласта машиной СЧ-601: без разделительного слоя с геотекстилем с пенополистеролом | м 3 м 3 м 3 | |
| 6. | Возвращенный в путь балласт: без раздел.слоя с геотекстилем с пенополистеролом | м 3 м 3 м 3 | |
| 7. | Выгрузка в путь нового щебеночного балласта: без разделительного слоя с геотекстилем с пенополистеролом | м 3 м 3 м 3 | |
| 8. | Подъемка, выправка пути | м | |
| 9. | Очистка и ремонт водоотводных сооружений | м |
Все работы выполняются в 8-часовые «окна».
Работы по уборке лишнего балласта с обочины земляного полотна выполняются до начала основных работ по укладке пути и глубокой вырезке балласта. Работы выполняются по отдельным технологическим процессам, затраты труда данным процессом не учитываются, на графике работы не показаны.
Для обеспечения нормальной работы машин при подготовке участка снимаются заземлители опор контактной сети и удаляются препятствия и путевые устройства (Понаб, Диск, УКСПС и т.д.), которые могут вызвать повреждение или незапланированную остановку работающей техники.
При демонтаже рельсошпальная решетка укладывается в пакеты звеньями длиной по 25 м с применением путеукладочного крана УК-25/9-18. Перетяжка пакетов по составу производится 3-мя моторными платформами МПД-2. Все платформы для перевозки пакетов оборудованы съемным оборудованием УСО.
После снятия звеньев 2-мя бульдозерами и автогрейдером производится срезка и планировка верхнего слоя балластной призмы с поперечным уклоном 0,04 в полевую сторону.
Вырезка загрязненного балласта производится с помощью машины СЧ-601 с погрузкой в составы для засорителей СЗ-240/6. Работа по загрузке и вывозу засорителей производится с применением двух составов, один из которых работает челночным методом.
Новый щебеночный балласт доставляется на место работ и выгружается из хоппер-дозаторов.
После выгрузки балласта производится подъемка пути на заданную высоту электробалластером ЭЛБ.
Выправка пути производится:
· машиной ВПО-3000 после замены путевой решетки;
· машиной ВПР-02 после выгрузки и досыпки щебеночного балласта;
· машиной Дуоматик в плане, профиле и по уровню со сплошной подбивкой шпал с постановкой пути в проектное положение.
Динамический стабилизатор ДСП стабилизирует балластную призму после работы машин ВПР-02 и Дуоматик.
Отделка пути, планировка междупутья и обочины земляного полотна выполняется планировщиком балласта ПБ.
Уборка балласта под подошвой рельсов осуществляется вручную.
Лишний балласт у опор контактной сети убирается грейферной установкой АГД-1М (А) в комплекте с прицепом УП-4.
Шлифовка уложенных рельсов производится рельсошлифовальным поездом РШП на стадии заключительных работ.
После выполнения комплекса работ в «окно» путь должен быть приведен в состояние, обеспечивающее безопасный пропуск первых 2-х поездов со скоростью не менее 25 км/час, а последующих со скоростью 60 км/ч Скорость более 100 км/ч устанавливается после пропуска 350 тыс.т брутто после окончательной выправки и стабилизации ДСП.
Производственный состав
Руководящий и обслуживающий персонал.
Начальник (заместитель) ПМС (руководитель работ) ч – 1
Старший дорожный мастер — 1
Дорожный мастер — 2
Бригадиры пути (неосвоб. в составе м.п.) — 1
Итого (без неосвобожденных бригадиров пути) — 12 чел.
В производственный состав входят:
колонна подготовительных, основных и отделочных работ 52 чел.
бригада № 1 10 чел
бригада № 2 8 чел
бригада № 3 8 чел
бригада № 4 8 чел
бригада № 5 10 чел
бригада № 6 8 чел
цех по обслуживанию машин и механизмов
основного производства 53 чел.
Кроме того бригада рельсошлифовального поезда 12 чел.
Таблица 2.2 Состав цеха по обслуживанию машин основного производства (без учета локомотивов).
| № п/п | Наименование машин | Кол-во машин | Количество машинистов |
| 1. | УК-25/9-18 | ||
| 2. | Платформы МПД | ||
| 3. | Автогрейдер ДЗ-98 | ||
| 4. | Бульдозер Т-170 | ||
| 5- | СЧ-601 | ||
| 6. | Состав СЗ-240-6 | 12 вагонов | |
| 7. | ВПО-3000 | ||
| 8. | ВПР-02 | ||
| 9. | ДСП | ||
| 10. | ПБ | ||
| 11. | ХДВ | ||
| 12. | Дуоматик | ||
| 13. | АГД-1М(А)сУП | ||
| Итого: |
Примечание: 1. Если по условиям производства работ по дням для монтеров пути возникают технологические перерывы, то в эти дни рабочие используются на других видах работ, вне данного технологического процесса.
Организация работ
Работы по капитальному ремонту звеньевого пути на фронте 9600 м выполняются силами путевой машинной станции в «окна» продолжительностью 8 часов.
Подготовительные работы.
В подготовительный период по отдельным технологическим процессам производится :
· на производственной базе — сборка звеньев рельсошпальной решетки на железобетонных шпалах со скреплением АРС, разборка старых звеньев.
· на перегоне — уборка лишнего балласта с обочины и междупутья земляного полотна.
Затраты труда на данные работы в ведомости не учитываются, на графиках не показываются.
Перед производством основных работ по замене рельсошпальной решетки в подготовительный период 11 монтеров пути снимают путевые знаки, путевые обустройства (УКСПС, Диск, Понаб и т.д.) подготавливают места для заезда на путь и съезда с него бульдозеров и автогрейдеров, которые доставляются на перегон на платформах.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.
Источник
ТЕМА 2.3 ОРГАНИЗАЦИЯ РЕМОНТА ЖЕЛЕЗНОДОРОЖНОГО ПУТИ И ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ НА ПРОИЗВОДСТВО РАБОТ
1. Организация ремонта пути
2. Типовые и рабочие технологические процессы
Организация ремонта ЖЕЛЕЗНОДОРОЖНОГО пути
Для улучшения организации и технологии работ, снижения времени занятия перегона путевые работы делятся на подготовительный, основной и заключительный период.
В подготовительный период производят:
— проверку состояния пути с необходимыми обмерами и нивелировкой.
— доставку необходимых материалов
— добивку костылей, обрезку длинных концов шпал, регулировку зазоров, перестановку путевых знаков иными словами производят подготовку пути и отдельных его элементов к выполнению основных работ:
— доставку машин и оборудования к месту работ.
В основной период производят все работы, которые входят в основной состав работ, определяющий вид ремонта.
В отделочный период выполняют работы обеспечивающие состояние пути, отвечающее требованиям технических условий.
При разработке технологических процессов необходимо придерживаться некоторых общих принципов:
1. При выполнении работ в «окна», для уменьшения их влияния на движение поездов все работы распределяются по периодам (подготовительный, основной и отделочный). Подготовительные и отделочные работы выполняются, как правило без закрытия перегона. Основные работы выполняются в «окно» на закрытом перегоне.
2. При расчетах затрат труда на выполнение отдельных работ необходимо учитывать время на переходы в рабочей зоне и на пропуск поездов.
3. При составлении тех.процесса необходимо придерживаться определенной последовательности в выполнении путевых работ. Например работы по регулировке зазоров закладывают до работ по выправке пути, рихтовку выполняют перед перешивкой пути, смену шпал перед выправкой пути. это делается с целью уменьшения затрат труда и ликвидации неоправданной повторяемости отдельных операций.
При составлении технологического процесса существенное значение имеет выбор методов и способов производства работ.
При комплексном методе все основные работы выполняются одновременно в «окно».
При раздельном методе последовательно выполняются операции входящие в комплекс. Например, сначала сплошь меняют рельсы, затем шпалы и т. д.
При поточном способе — все операции входящие в состав отдельной работы выполняются в одном темпе, равном темпу ведущей операции, за которую принимается механизированная и трудоемкая. При этом способе увеличивается производительность труда, т.к.более квалифицированных рабочих можно поставить на наиболее ответственные и сложные операции, при этом способе меньше требуется инструмента, создаются лучшие условия контроля качества выполняемых работ, имеется больше возможностей механизации путевых работ. Недостаток: так как выполнение всех видов работ начинается не одновременно, а по мере освобождения фронта работ, то необходимо некоторое время на разворот работ.
При звеньевом способе — каждый рабочий или группа выполняют на своем участке весь комплекс работ одновременно по всему фронту. Этот способ применяют на простейших (1-3 операции) работах.
Технологический процесс обычно представляется в виде двух основных графиков: графика основных работ в «окно» и графика распределения работ по дням. В графиках отражается перечень и последовательность выполнения отдельных операций, указывается потребный состав бригад на каждую операцию.
Графики бывают горизонтальные и вертикальные. Горизонтальные применяют для работ, которые выполняются в одном месте, например на стрелочном переводе, ИССО. На таких графиках напротив наименования работы горизонтальной жирной чертой отмечают время производства работы, а над ней записывают число рабочих и № бригады.
В тех случаях, когда необходимо показать ход выполнения операции не только по времени, но и по фронту работ применяют вертикальные графики. В этих графиках работу изображают наклонной линией. На графике по горизонтали откладывают фронт производства работ, а по вертикали откладывают время работы.
Разработку технологического процесса начинают с обоснования необходимости производства ремонта и определения фронта работ в «окно». Работы в «окно» выполняются поточным методом. В цепочке машин выделяется машина, определяющая темп выполнения работ. При производстве усиленного капитального и капитального ремонта пути ведущая машина – машина для смены рельсо – шпальной решетки. При усиленном среднем и среднем ремонте – щебнеочистительная машина, или работы по выправке пути перед проходом хоппер — дозаторной вертушки. Остальные работы в потоке должны выполняться в темпе ведущей машины, чтобы не сдерживать работу других машин и обеспечить своевременно открытие перегона для движения поездов. При определении численности монтеров пути колонны подготовительных, основных и заключительных работ соблюдают следующие условия:
— весь объем подготовительных, основных и отделочных работ должен быть обязательно выполнен;
— количество монтеров пути и бригадиров, занятых ежедневно выполнением работ на перегоне, во все дни недели должно быть одинаковым;
— в случае, если количество монтеров пути и бригадиров, необходимых для выполнения основных работ в «окно», оказывается больше, чем количество монтеров пути и ПДБ необходимых для выполнения подготовительных и отделочных работ, численный состав колонны устанавливается по необходимому количеству трудозатрат для выполнения подготовительных и отделочных работ, а для работ в «окно» необходимое количество монтеров пути привлекается с производственной базы или из ПЧ;
— в случае, если количество монтеров пути и бригадиров, для производства подготовительных и отделочных работ оказывается больше, чем потребность в монтерах пути для работ в «окно», состав колонны устанавливается в соответствии с трудоемкостью подготовительных и отделочных работ.
После определения производственного состава разрабатывается график распределения работ по дням, в котором должны быть отражены периодичность предоставления «окон» для производства основных работ, общий фронт развернутых работ и время нахождения участка в ремонте. При этом очередность выполнения отдельных подготовительных и отделочных работ должна устанавливаться с соблюдением следующих условий:
— фронт работ с ограничением скорости для движения поездов должен быть минимальным;
— очередность выполнения работ должна способствовать быстрейшему восстановлению скорости на ремонтируемом участке;
— выполнение предшествующей работы не должно вызывать дополнительных трудностей для выполнения последующих работ;
— выполнение последующей работы не должно вызывать снижения качества предшествующих работ.
Распределив работы по дням и участкам и определив необходимое количество монтеров пути для каждой работы, следует выполнить контроль расчетов. Ежедневный выход монтеров пути должен быть равен числу монтеров в колонне. Для этого необходимо просуммировать количество монтеров пути по каждому дню цикла. Далее вычерчивают график распределения работ по дням.
Типовые и рабочие технологические процессы
Технологический процесс – это основной руководящий документ, определяющий способ и порядок производства работ с учетом имеющейся технической оснащенности, людских и материальных ресурсов. Определяемый им способ производства работ должен обеспечивать при наименьших затратах труда и времени наиболее высокие производственные показатели.
Типовые технологические процессы разрабатываются на основе среднесетевых норм и объемов работ. Разрабатывают их ВНИИЖТ и другие проектные организации, находящиеся в ведении главного управления пути.
Рабочие процессы разрабатываются предприятиями производящими ремонт на основе типовых технологических процессов применительно к местным условиям производства работ. Они имеют те же принципиальные решения в части очередности и порядка работы, что и типовые процессы, но составлены исходя из действительных объемов (план и профиль пути, объем земляных работ и т.д.) и условий производства работ.
Рабочий технологический процесс состоит из следующих разделов:
— подробная характеристика ремонтируемого объекта до и после ремонта;
— условия производства работ;
— перечень машинных комплексов и их состав;
— ведомость затрат труда, составленная по техническим нормам;
— ведомость работы с балластом при уборке его с обочины, разработке траншей под лотки и дренажи, очистке и нарезке кюветов кюветоочистительными машинами;
— требования безопасности движения поездов и безопасности труда;
Кроме того в рабочий технологический процесс входят:
— графики производства работ в “окно” на все укрупненные технологические операции (рисунок 38,39);
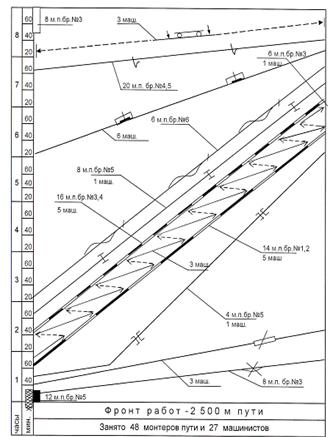
Рис.38 График производства основных работ по замене рельсошпальной решетки
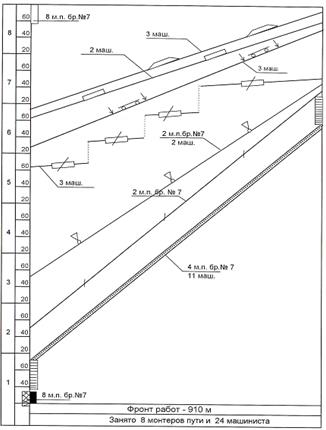
Рис.39 График производства основных работ по замене или очистке балласта
— график распределения работ по дням (рисунок 40);
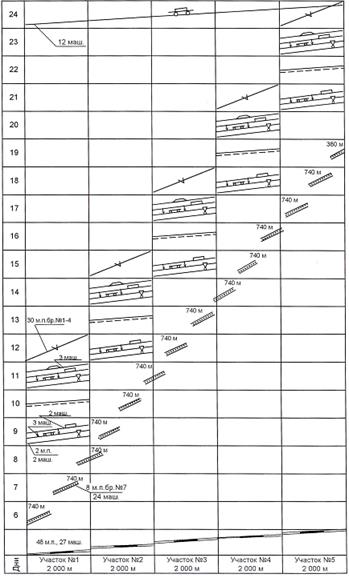

Рис.40. График производства работ по дням
— технологическая схема поэтапной обработки балластной призмы (при крупных работах с балластом);
— технологическая схема расстановки машинных комплексов на участке работы;
— технологическая схема поэтапной работы при сварке плетей на длину блок-участка или перегона;
— технологическая схема поэтапной работы по очистке балласта и замене стрелочных переводов.
Источник