2. Технологический процесс капитального ремонта машин.
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по последовательному изменению состояния объекта ремонта или его составных частей при восстановлении их работоспособности, исправности и ресурса. Технологический процесс капитального ремонта машин включает в себя все элементы машиностроительного производства (изготовление деталей, сборку, обкатку, испытание и окраску) и дополнительно специфические элементы (приёмку машин в ремонт, очистку, разборку, дефектацию и комплектацию).
Технология капитального ремонта тракторов (автомобилей): 1) Доставка трактора (автомобиля) в мастерскую, очистка, промывка его узлов, агрегатов; 2) Разборка на узлы и детали, мойка; 3) Дефектовка деталей; 4) Определение деталей, узлов, агрегатов, подлежащих замене новыми или ремонту; 5) Восстановление и упрочнение деталей; 6) Сборка узлов и агрегатов тракторов (Сборка силовой передачи, ходовой и тормозной систем, гидропривода); 7) Сборка и установка электрооборудования; 8) Сборка трактора (автомобиля), обкатка, испытание, выдача сертификата; 9) Окраска и сушка; 10) Обеспечение технической и экологической безопасности; 11) Заявочное и плановое диагностирование агрегатов трактора.
3. Подготовка и сдача машин в капитальный ремонт. Приёмка машин в ремонт.
Ремонту лесозаготовительных машин должны предшествовать конструкторская, технологическая и материальная подготовки производства, а также подготовка направленной на ремонт машины.
В конструкторскую подготовку ремонта машин входит разработка рабочих чертежей. При разработке рабочих чертежей следует руководствоваться системой допусков и посадок, требованиями ГОСТ, нормами и другими инструктивными материалами.
В объем технологической подготовки ремонта машин входит разработка следующей документации: технических условий на разборку, контроль, сортировку деталей, сборку машин; технических условий на восстановление деталей; карт технологического процесса ремонта отдельных деталей; технологической оснастки (приспособления, специального инструмента и др.), а также и изготовления оснастки; норм расхода материала; чертежей ремонтных и др.
Материальная подготовка производства заключается в том, чтобы ремонтное предприятие было своевременно обеспечено металлом, материалами и необходимыми запасными частями. Заявки на эти материалы и изделия составляются на основании норм и уточнённой годовой программы работы ремонтного предприятия.
Сдача машины в капитальный ремонт осуществляется леспромхозами после выработки ресурса, установленного заводами-изготовителями, или межремонтного ресурса, а также если её техническое состояние требует полной разборки, замены или ремонта основных базовых агрегатов и деталей и проверки остальных.
Приемку машин в капитальный ремонт производит представитель ремонтного предприятия в присутствии сдатчика — представителя эксплуатационного хозяйства. Приёмка в капитальный ремонт должна производиться при наличии следующих документов: наряда на ремонт установленной формы, выданного вышестоящей организацией; справки о состоянии машины или акта технического состояния по форме, установленной вышестоящей организацией; технического паспорта или формуляра на машину, полностью оформленного, с указанием данных о наработке машины с начала эксплуатации.
Представитель ремонтного предприятия при приёмке производит наружный осмотр, при необходимости испытание машины в работе, а также разборку машины в необходимом объёме для контроля технического состояния агрегатов и узлов.
Машины, сдаваемые в капитальный ремонт, должны быть тщательно очищены от грязи и вымыты. Агрегаты машин должны быть без жидкой смазки, герметизированы, а неокрашенные поверхности покрыты консервирующей смазкой. На машины, имеющие аварийные повреждения и не укомплектованные некоторыми мелкими деталями, необходимо письменное ходатайство вышестоящей организации заказчика о возможности приёмки их в капитальный ремонт и разрешение руководителя ремонтного предприятия.
Машины подлежат списанию в том случае, когда основные базовые агрегаты (рама, кабина, двигатель, кузов и др.) полностью изношены и не удовлетворяют требованиям технических условий на приёмку в капитальный ремонт.
Источник
Технологический процесс капитального ремонта транспортного средства и его составных частей




![]()
![]()
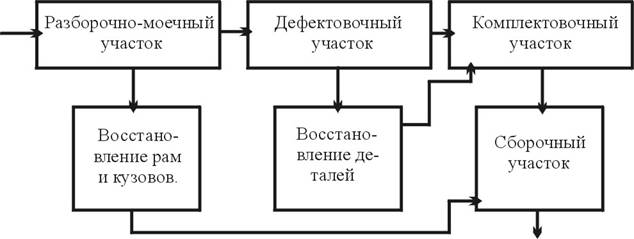
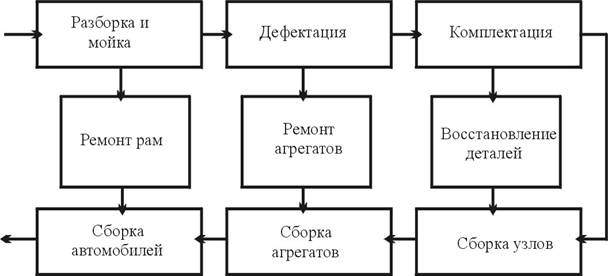
С принятого в ремонт автомобиля снимают аккумуляторную батарею, приборы систем питания, электрооборудования и направляют его на склад ремонтного фонда, откуда по мере необходимости автомобили подают в разборочно — моечный цех. Буксиром или с помощью тяговой цепи автомобиль устанавливают на конвейер, по которому он проходит рабочее место наружной мойки, а затем предварительной разборки, где с него снимают платформу, колеса, кабину и топливные баки. Снятые части направляют для ремонта на соответствующие производственные участки.
Шасси автомобиля повторно моют и в специальные резервуары сливают масло из картеров двигателя, коробки передач, ведущих мостов, механизмов управления. Затем шасси перемещают по конвейеру на рабочие места полной разборки, где с него снимают механизмы управления, силовой агрегат, карданные валы, передний и задний мосты, части подвески и тормозной привод. Снятые механизмы и раму автомобиля моют и направляют для ремонта на соответствующие участки.
Агрегаты, снятые с автомобиля, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии. При наличии дефектов, детали разделяют на три группы:
1. Утильные (восстановление которых технически невозможно или экономически нецелесообразно);
2. Годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями);
3. Требующие восстановления. Детали этой группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.
Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам.
Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику.
Технологический процесс ремонта по техническому состоянию
Ремонт по техническому состоянию может выполняться непосредственно на предприятии, а также на централизованном специализированном производстве. В первом случае перечень технологических операций ремонта определяется для каждого отдельно взятого агрегата, т. е. ремонт выполняется в условиях единичного производства по единичным технологиям.
Централизованный ремонт по техническому состоянию основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, которое может проводиться перед отправкой агрегата в ремонт, либо при его приемке в ремонт, назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта.
Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты.
В случае обнаружения дефектов отремонтированных агрегатов при приемочном контроле они либо устраняются на участке испытания, доукомплектования и доводки агрегатов, либо, если это технически невозможно или экономически нецелесообразно в связи с большим объемом дополнительных работ, агрегат направляется в повторный ремонт.
Соответствующий техническим условиям на приемку агрегат направляется на склад готовой продукции или выдается заказчику.

ОХРАНА ТРУДА
Актуальность проблем охраны труда
Безопасность труда – состояние условий труда, при котором исключено воздействие на работающего опасных и вредных производственных факторов.
В настоящее время все большее значение приобретает проблема обеспечения безопасности труда на производстве, в связи с изменением производственно-экономических отношений в стране возникли негативные явления по обеспечению и созданию безопасных условий труда.
Создание принципиально новой безопасной и безвредной для человека техники и технологии требует системного подхода к решению проблемы обеспечения безопасности. Очевидно, что традиционные методы обеспечения безопасности труда, улучшение его условий, несоответствие современному уровню производства, является малоэффективным. Отставание в большой степени объясняется отсутствием технических разработок основ оценки техники безопасности, основной оценки безопасности.
Проблемы безопасности жизнедеятельности является наиболее актуальными, т.к. в настоящее время на предприятиях автосервиса практически ликвидирована служба охраны труда, а независимые профсоюзы практически отошли от своих прямых обязанностей и функций по контролю за обеспечением безопасности условий труда.
Принятый Федеральный Закон «Об основах охраны труда в Российской Федерации» устанавливает правовые основы регулирования отношений в области охраны труда между работодателями и работниками и направлен на создание условий труда, соответствующих требованиям сохранения жизни и здоровья работников в процессе трудовой деятельности. Однако, несмотря на принятые меры, уровень травматизма на данных предприятиях не снижается.
Далее опишем методику анализа производственного травматизма, которой необходимо следовать в проектируемой мастерской.
Источник
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1 ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ
1.1 Основные понятия
Производство – это целенаправленная деятельность людей и механизмов по изготовлению и ремонту изделий.
Производственный процесс – совокупность всех действий людей и орудий производства, необходимых для изготовления и ремонта изделий. Производственный процесс состоит из технологических процессов, составляющих основное производство, которое обеспечивается вспомогательным производством и обслуживающими процессами.
Вспомогательное производство – изготовление и ремонт средств технологического оснащения; выработка и подача сжатого воздуха, энергии и других средств, необходимых для выпуска продукции.
Обслуживающие процессы – транспортные, контрольные и складские операции.
Технологический процесс – часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства.
В зависимости от условий производства различают следующие виды ТП: проектные, рабочие, маршрутные, операционные, маршрутно-операционные, единичные, временные, перспективные, типовые, стандартные. ТП состоит из операций, установок, переходов, позиций.
1.2 Структура производственного процесса
Производственный процесс капитального ремонта автомобилей включает технологические, энергетические, транспортные, складские и др. операции, обеспечивающие выпуск готовой продукции.
Перечисленные выше особенности АРП, низкая механизация и автоматизация ремонтных работ по сравнению с автоматизированными поточными линиями, недостаточная концентрация и специализация производства приводят к тому, что трудоемкость капитального ремонта автомобилей в 2-3 раза выше, чем их изготовление на автозаводах, а ходимость отремонтированных автомобилей ниже новых.
1.3 Принципы организации производственного процесса
Выпуск готовой продукции базируется на организации производства, труда и управления.
Организация производства – это рациональное сочетание средств производства, предметов и условий труда, обеспечивающих выпуск готовой продукции требуемого качества при регламентированных материальных, финансовых и трудовых затратах.
Организация труда – это система мероприятий, обеспечивающих рациональное использование рабочей силы за счет рациональной расстановки людей в процессе производства, разделения труда, кооперирования, использования прогрессивных приемов и методов, нормирования и стимулирования труда, научной организации рабочих мест, их обслуживания и создания благоприятных условий для работы.
Организация управления – это комплекс мероприятий по сбору информации о производстве, ее обработке, принятию решений, доведению их до исполнителей, контролю и регулированию производства с целью повышения эффективности использования ресурсов и качества готовой продукции.
Основные принципы организации производственного процесса:
1. Специализация производства – выпуск узкой номенклатуры изделий на одном предприятии при достаточно большом объеме производства. Различают:
а) по месту применения:
Специализация позволяет шире принимать стандартные решения, использовать типовые ТП и унифицировать оснастку.
2. Прямоточность – это обеспечение кратчайшего пути прохождения ремонтируемых изделий по всем стадиям и операциям производственного процесса. При этом сокращается время на межоперационную транспортировку изделий.
Различают следующие виды движения изделий:
а) последовательное (восстановление и изготовление деталей) – обеспечивается более полная загрузка оборудования, но вызывает длительное нахождение деталей на постах обработки;
б) параллельное – обеспечивает непрерывность производства и сокращает время пребывания изделия в ремонте, но при этом необходимо обеспечение синхронности и кратности смежных операций;
в) последовательно-параллельное – применяется , когда операции производственного процесса не синхронизированы и оборудование на участках имеет различную производительность.
Производственный процесс на АРП организуют с прямым, Г-образным и П-образным движением ремонтируемых изделий.
а) прямой поток (рис.1.1):

Достоинство — прямолинейность движения наиболее тяжелых деталей, позволяющая использовать несложные подъемно-транспортные механизмы.
Недостаток — несоответствие площадей основных участков образующимся боковым потокам ремонтируемых агрегатов, узлов и деталей.
б). Г – образный поток (рис.1.2):
Достоинство — возможность изоляции разборочно-моечных участков от сборочных и др. участков.
Недостаток — непрямолинейность технологического потока.
в). П-образный поток (рис.1.3):
Достоинство: одновременное выполнения составляющих производственного процесса, более широкий фронт работ, сокращение времени пребывания изделия в ремонте.
3. Пропорциональность – это соответствие мощностей всех цехов и участков (и вспомогательных) плановым заданиям по ремонту определенной номенклатуры изделий.
Принцип пропорциональности состоит в том, что количество исполнителей
на каждом участке (рабочем месте) должно быть пропорционально трудоемкости выполняемых на нем операций:
где: Тi – трудоемкость i–й составной части производственного процесса;
Рj – численность исполнителей на j–м посту.
Пропорциональность обеспечивает бесперебойную работу всех звеньев ремонтного предприятия, исключает узкие места и диспропорции в производстве. Повышение степени пропорциональности всех участков АРП обеспечивает увеличение его производственных мощностей, улучшение использования производственных фондов.
4. Непрерывность — характеризуется выполнением основных и вспомогательных операций без разрыва во времени. Обеспечивается максимальной синхронизацией всех операций производственного процесса, которая достигается изменением числа постов, перераспределением работ по постам, изменением трудоемкостей операций за счет механизации и автоматизации, выполнением части работ вне потока или на параллельных постах.
Непрерывность оценивается коэффициентом неравномерности ήн:
где: Σti — длительность технологического цикла по i-м операциям;
Тц — длительность производственного цикла.
Непрерывность использования средств труда оценивается коэффициентом загрузки оборудования:
где: ti – время работы i-го станка;
Фi – годовой фонд работы i-го станка;
nс – число станков на производстве.
5. Кратность распределения трудоемкости по постам является предпосылкой создания поточного производства. Условие кратности:
где: аn – коэффициент кратности.
6. Ритмичность – постоянство выпуска изделий определенного наименования в расчетный период. При равномерном выпуске в каждую декаду должно выпускаться 33,3% от месячной программы. Оценивается фактическая ритмичность коэффициентом ритмичности:
где: аi – отрицательное отклонение выпуска от задания по программе;
Ni – величина планового задания;
n- количество анализируемых периодов.
7. Автоматичность – приспособленность производственного процесса к внешним возмущающим факторам без участия или под контролем исполнителей. Практически отсутствует и обеспечивается людьми.
Рациональная организация производственного процесса должна обеспечивать постоянное повышение производительности труда, качества продукции, снижение ее себестоимости, улучшение использования основных производственных фондов и оборотных средств.
1.4 Показатели функционирования производственного процесса
Основные показатели функционирования производственного процесса по ГОСТ 14. 004 – 74 ЕСТПП:
1. Производственный цикл – это интервал календарного времени от начала до окончания процесса изготовления или ремонта изделия.
2. Технологический цикл – это сумма календарного времени на выполнение технологических операций при изготовлении или ремонте изделий.
3. Такт выпуска – это интервал времени, через который производится выпуск изделий определенного наименования:
где: Фс – полезный фонд времени за смену, ч.;
Νс – величина выпуска изделий за смену, шт.
4. Ритм производства :
где: Nр – план выпуска изделий за расчетный период;
Тр – продолжительность расчетного периода.
Длительность производственного цикла Тц зависит от его структуры, под которой понимают состав и соотношение затрат времени на основные технологические и вспомогательные операции и перерывы:
где: ti – время выполнения i-ой технологической операции;
tk и tтр – время выполнения вспомогательных (контрольных и транспортных) операций;
tс – время протекания естественных процессов (сушка, старение и т.п.);
tпер – перерывы в производственном процессе.
Технологический цикл обработки партии изделий Ттех равен:
где: t0 – основное время обработки партии изделий;
tв – вспомогательное время обработки партии изделий;
tпз – подготовительно-заключительное время обработки партии изделий.
Эффективность структуры производственного цикла оценивают следующими показателями:
1. Длительностью (см. выше);
2. Коэффициентом параллельности:
Разность 1 –kп указывает на резерв сокращения производственного цикла за счет изменения вида движений изделий в производстве.
3. Коэффициент цикличности:
Он показывает повторяемость процесса производства изделий данного наименования за планируемый период Тпл. Чем выше kц, тем совершеннее производство.
4. Коэффициентом плотности kпл, который характеризует долю основного и вспомогательного времени в общем цикле производства изделий данного наименования:
Разность 1-kпл характеризует потери времени на перерывы в производственном цикле.
Источник
