Разработка технологии и процесса ремонта двигателей автомобиля КамАЗ 5320 на АТП
Цели и задачи дипломного проекта заключается в том, что бы подвести итог по пройденным за время обучения, в данном учебном заведении, дисциплинам. Показать свои знания и умения в организации производственной программы по проведению технического обслуживания и текущего ремонта, полученные за время обучения.
Научится практически производить расчеты производственной программы по ТО и ТР, расчета штата для выполнения работ, расчет количества постов ТО и ТР для оптимальной работы автотранспортного предприятия, производить расчеты экономических затрат для работы предприятия и энергетических затрат предприятия, а также научится выбирать нужное оборудование и рационально расстановить его на рабочем месте.
Введение новых методов организации производства направленных на повышение производительности труда, качества работ, снижение трудоемкости. В наше время современные автотранспортные предприятия нуждаются в основательной механизации ремонтных зон, линий, участков. Если изменить механизацию этих зон, линий, участков, то это во много раз увеличит производительность труда и качество проведения технических воздействий ТО и ТР. Следовательно, автотранспортные предприятия получают большую экономическую выгоду, так как можно будет сократить штат рабочих. Механизация приведет к снижению трудоемкости выполняемых работ, потому что будет сведен к минимуму ручной труд.
Состояние организации ТО и ТР в современных условиях находится на низком уровне механизации. Это приводит, как было выше сказано, к снижению производительности труда и повышению трудоемкости проводимых работ. При этом роль и значение автомобильного транспорта в транспортной системе непрерывно возрастает. Характерным для автомобильного транспорта на современном этапе развития является концентрация подвижного состава в системе общего использования транспорта, укрупнения автотранспортных предприятий и их специализация по виду перевозок или по типу подвижного состава. Например: таксомоторный парк. В нашей стране ТО и ТР автомобилей проводится на плановой основе, представляющую собой систему ТО и ремонта, которая состоит из комплекса взаимосвязанных положений и норм, определяющих порядок проведения работ по ТО и ТР с целью обеспечения заданных показателей качества автомобилей в процессе эксплуатации. На автомобильном транспорте большинство стран также используется планово-предупредительная система, и выполняется регулярно после определенного пробега (наработки) автомобиля, а ремонт, как правило, выполняется по потребности, т.е. после возникновения неисправности или отказа.
Принципиальные основы организации и нормативы ТО и ТР регламентируются в нашей стране «Положением о техническом обслуживании и ремонте подвижного состава автомобильного транспорта», которое является результатом, во-первых, проводимых научных исследований в системе Минавтотранса в области технической эксплуатации автомобилей, во-вторых, опыт передовых автотранспортных предприятий, в третьих, работы, проводимые автомобильной промышленностью по повышению качества автомобилей. Но к сожалению был выпущен в девяностых, а обновления, так необходимого сейчас, нет
Производственно-технологическая база автомобильного транспорта, назначение которого является: обеспечение требований нормальной технической эксплуатации подвижного состава и в первую очередь должно обеспечивать его работоспособность и надежность, включая в себя комплекс предприятий и сооружений (гаражи, базы централизованного обслуживания, ремонтные заводы, мастерские и др.).
Совокупность предприятий и сооружений вместе с подвижным составом образует основные фонды автомобильного транспорта, эффективное использование которых является основной задачей в сфере автомобильного транспорта
Основное требование заключается в обеспечении высокого технического уровня и высокой экономической эффективности проектируемого предприятия, зданий и сооружений путем использования новейших достижений науки и техники, с тем, чтобы проектируемые и реконструируемые предприятия ко времени их ввода в действие были технически передовыми и имели высокие показатели по производительности и условиям труда, уровню механизации в производственной деятельности, себестоимости качеству производства, а также по эффективности использования капитальных вложений.
Строительство новых автотранспортных предприятий осуществляется, как правило, по типовым проектам, предназначенным для многократного применения в аналогичных условиях, т.е. типичных для данного класса предприятий. Такие проекты основаны на использовании в строительстве стандартных типовых деталей, конструкций и материалов, производимых в массовом количестве предприятиями строительной индустрии. Типовое проектирование имеет определенное значение и в части эксплуатации предприятий при условии, если в проекте были заложены наиболее прогрессивные методы производства, технологические процессы, обоснованы состав и размеры производственных помещений, новейшие образцы технологического оборудования и т. д.
Источник
Технологический процесс ремонта двигателя камаз 5320
ТЕКУЩИЙ РЕМОНТ KAMA3-5320, 5410, 5511, 4310 ЦЕХОВЫЕ РАБОТЫ
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 1.2.
РЕМОНТ ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 1350,0 чел. мин Исполнитель — слесарь по ремонту автомобилей 5-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Кран-балка подвесная 0=2,0 тс ГОСТ 7890—73; стенд для разборки-сборки двигателя мод. 9194—019, Р-770 или Р-776; стенд для разборки-сборки коленчатого вала мод. 410—009; расходометр ГОСТ 11988—72; стенд для испытания масляных каналов блока цилиндров на герметичность мод. 470.086; стенд для испытания водяной рубашки блока цилиндров на герметичность мод. 470.087; пресс гидравлический Р-337; алмазно-расточный станок мод. 2705; пневмогайковерт ИП-3113; установка для мойки деталей мод. 196 М или «Тайфун»; пистолет для обдува деталей сжатым воздухом С-417; нутромер индикаторный 18—50 ГОСТ 9244-75; шаблон 8151—4672 для проверки расстояния от коленчатого вала до ввервдша; шаблон на размер 0,5 мм; набор щупов № 2 ГОСТ 882-75; приспособление для замера расстояния от шатунной шейки коленчатого вала до торца уплотнительного выступа гильзы цилиндра мод. 8701—4434; приспособление для контроля удлинения шатунных болтов 7813—4045; набор цифровых клеймило типу 06—7804—4001—01—08; приспособление для проверки биения торца маховика относительно оси коленвала мод. ПРИ-1П ТУ 2—034—468—71; рукоятка динамометрическая мод. 131 М; ключ динамометрический мод. ПИМ-1754; подвеска для транспортировки и установки двигателя мод. 130.219.00.000.000; подвеска для снятия-установки гидромуфты привода в сборе с передней крышкой мод. 170.86; подвеска для коленчатого вала мод. 170.081; подвеска для снятия-установки маховика мод. 170.012; головки сменные 13, 17, 19, 24 мм ГОСТ 25604—83; удлинитель L=250 мм ГОСТ 25600—83; ключ с присоединительным квадратом ГОСТ 25601—83; отвертки 6,5 мм; 8,0 мм; 10,0 мм ГОСТ 17199—71; ключ гаечный кольцевой 13 мм ГОСТ 2906—80; молоток слесарный стальной ГОСТ 2316—77; молоток медный мод. ПИМ-1468—17—370; молоток из твердых пород дерева; зубило слесарное ГОСТ 7211—86; пассатижи специальные для снятия и установки пружинных стопорных колец И 801.23.000; пассатижи с удлиненными губками ГОСТ 17440—86; вставка специальная для отворачивания и заворачивания рым-болта; рычаг для поворота коленчатого вала двигателя 7829—4087 или 7829—4063; съемник крышки нижней головки шатуна И 801.17.000; съемник шестерни и заднего противовеса коленчатого вала И 801.01.000, съемник для снятия крышек коренных подшипников коленчатого вала И 801.18.000; съемник для снятия гильз И 801.05.000; съемник полумуфты отбора мощности 7700—4188; съемник подшипника с заднего конца коленчатого вала 7700—4186; съемник штифтов 3570; приспособление для расборки-сборки поршня с шатуном и кольцами 7822—4034; приспособление для снятия-установки поршневых колец И 801.08.000; приспособление для запрессовки гильз цилиндров в блок 7823—4021; оправка для установки поршня с поршневыми кольцами в гильзу цилиндров И 801.00.001—01; оправка для установки картера маховика 7890—4107; приспособление для регулировки тепловых зазоров двигателя И 801.14.000; оправка для снятия корпуса заднего подшипника привода ТНВД; латунная оправка для выбивания поршня в сборе из блока цилиндров; оправка с крючком для снятия заглушек шатунных шеек; оправка для снятия маслоотражателя с распределительной шестерней 7853—4084; оправка для выпрессовки втулки верхней головки шатуна (трубчатая Днар=49 мм, Двн = 40 мм, L = 100 мм); оправка для удаления и установки поршневого пальца в отверстие поршня и шатуна 7853—4045; переходная головка (присоединительный квадрат — отвертка); оправка для запрессовки подшипника в гнездо заднего конца коленчатого вала (трубчатая, Днар = 52 мм, 28
Двн=25 мм, L=100 мм); оправка для запрессовки установочного штифта в отверстие переднего конца коленчатого вала (Днар=25 мм, Двн = 14 мм, Ьнар = 50 мм; 1вн=7 мм); оправка для запрессовки заглушек коленчатого вала 7880—4043; оправка для развальцовки заглушек коленчатого вала 7860—4042; оправка для запрессовки полумуфты отбора*мощности (трубчатая Днар = 45 мм, Двн=28 мм, L= 100 мм;) оправка для запрессовки установочного штифта в’отверстие Заднего конца коленчатого вала (Днар = 25 мм, Двн = 14 мм, Lнар=50 мм, 1вн = 10 мм); лопатка Деревянная для снятия прокладок; верстак слесарный; ванна для масла с подогревом мод. 2343; емкость с сухим льдом; рукавицы защитные; клещи кузнечные; кисть волосяная КФК-8 ГОСТ 10597—70; емкость с моторным маслом; салфетка ГОСТ 211220—75; емкость с графитной смазкой; лопатка деревянная
РАЗБОРКА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —410,0 чел. мин
1. Установить подразборный двигатель на стенд для разборки, сборки.
(Кран-балка, подвеска, стенд).
2. Вывернуть рым-болт 16 (Рис. 1) передний, снять регулировочные шайбы 15.
3. Отвернуть болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД.
(Головка сменная 17 мм, ключ с п. к., оправка, молоток, отвертка 8,0 мм).
4. Снять шестерню 1 (Рис. 3) привода ТНВД в сборе с валом 2.
5. Отвернуть болты 13 (Рис. 4) с шайбами 25 крепления головки блока цилиндров и снять головку 31 блока цилиндров с клапанами 1 и 21 в сборе с блока цилиндров. (Головка сменная 19 мм, ключ с п. к.).
6. Снять уплотнительное кольцо 34 и прокладку головки цилиндра с блока цилиндров. (Лопатка для снятия прокладок).
7. Вынуть штанги толкателей в сборе из блока цилиндров.
8. Повторить работы 5—7 для остальных семи цилиндров.
9. Отвернуть болты 5 (Рис. 5) с шайбами 2 и 3 крепления выключателя гидромуфты к нагнетательному патрубку и снять выключатель 1 гидромуфты с двигателя. (Ключ гаечный кольцевой
10. Отвернуть болты 3, 49, 50 (Рис. 1) с шайбами 4, 5, 47, 48 крепления передней крышки 6 к блоку цилиндров 20, снять гидромуфту привода вентилятора в сборе с передней крышкой 6 и . прокладку 44 с переднего торца блока цилиндров. (Головка сменная 17 мм, ключ с п. к., лопаточка для снятия прокладок, кран-балка, подвеска для снятия установки гидромуфты привода в сборе с передней крышкой.
11. Вынуть вал привода гидромуфты.
12. Отогнуть усы замковых шайб 40 (Рис. 6), отвернуть болты 41 крепления с шайбами полумуфты отбора мощности к коленчатому валу и снять полумуфту 39 отбора мощности с коленчатого вала 7. (Зубило, молоток, головка сменная 17 мм, ключ с п. к., отвертка 6,5 мм).
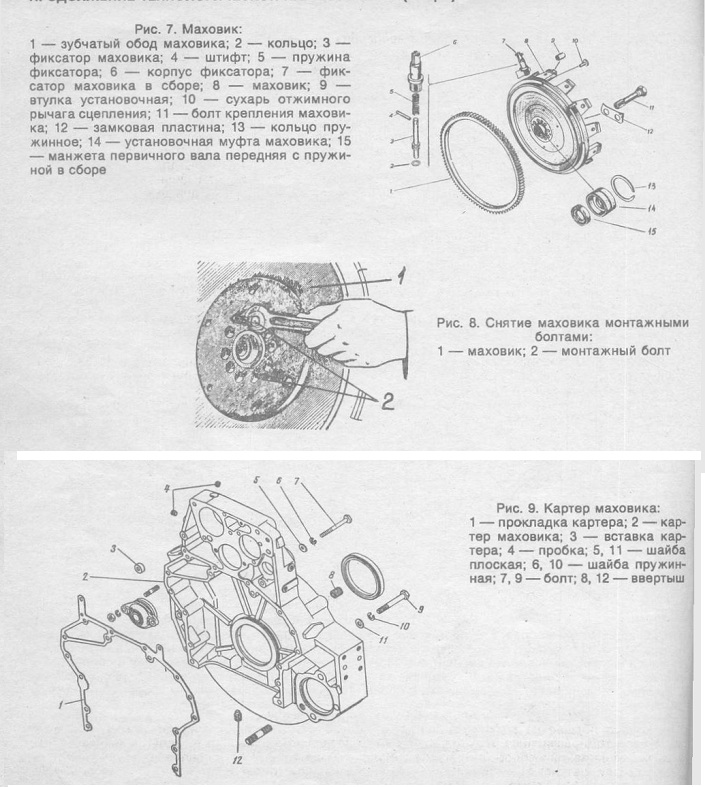
13. Разогнуть усики замковых пластин 12 (Рис. 7) болтов крепления маховика к коленвалу. Работу выполнять на двигателях до № 75800. (Зубило, молоток).
14. Отвернуть болты 11 крепления маховика. (Головка сменная 19 мм, ключ с п. к.).
15. Снять замковые пластины 12. Работу выполнять на двигателях до № 75800.
16. Завернуть два технологических болта 2 (Рис. 8) в отверстия маховика до упора в торец ступицы и снять маховик 1. Болты заворачивать попеременно на несколько оборотов. (Головка
сменная 17 мм, кран-балка, подвеска для снятия-установки маховика, ключ с присоединительным квадратом).
17. Отвернуть болты 7 и 9 (Рис.9) крепления с шайбами 5, 6, 10 и 11 картера маховика к блоку цилиндров, снять картер 2 маховика в сборе и прокладку 1 с блока цилиндров. (Головки сменные 17 и 19 мм, с п. к., лопатка для снятия прокладок).
18. Повернуть двигатель на стенде в верхнее положение картером блока цилиндров. (Стенд).
19. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в нижней мертвой точке (НМТ). Отсчет нумерации шеек вести от передней части коленчатого вала. (Рычаг).
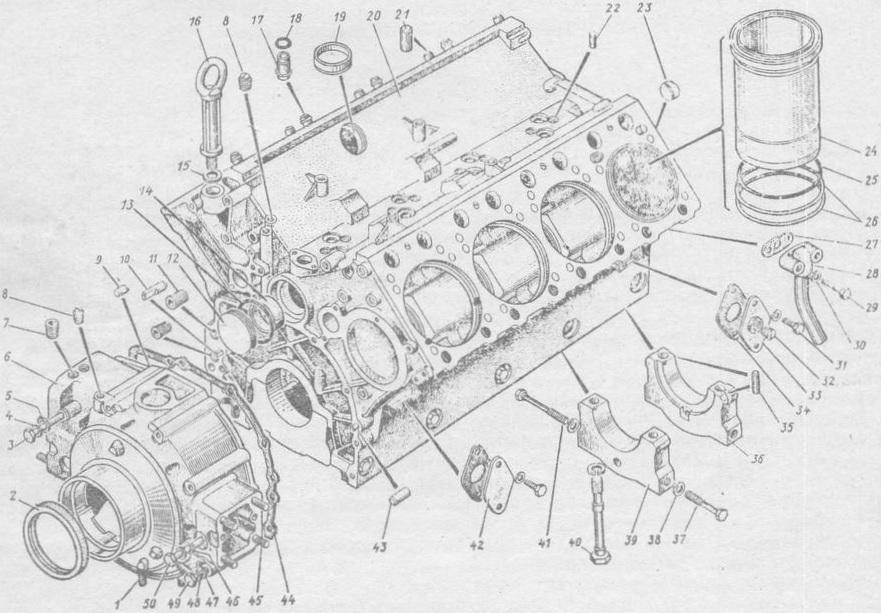
Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30
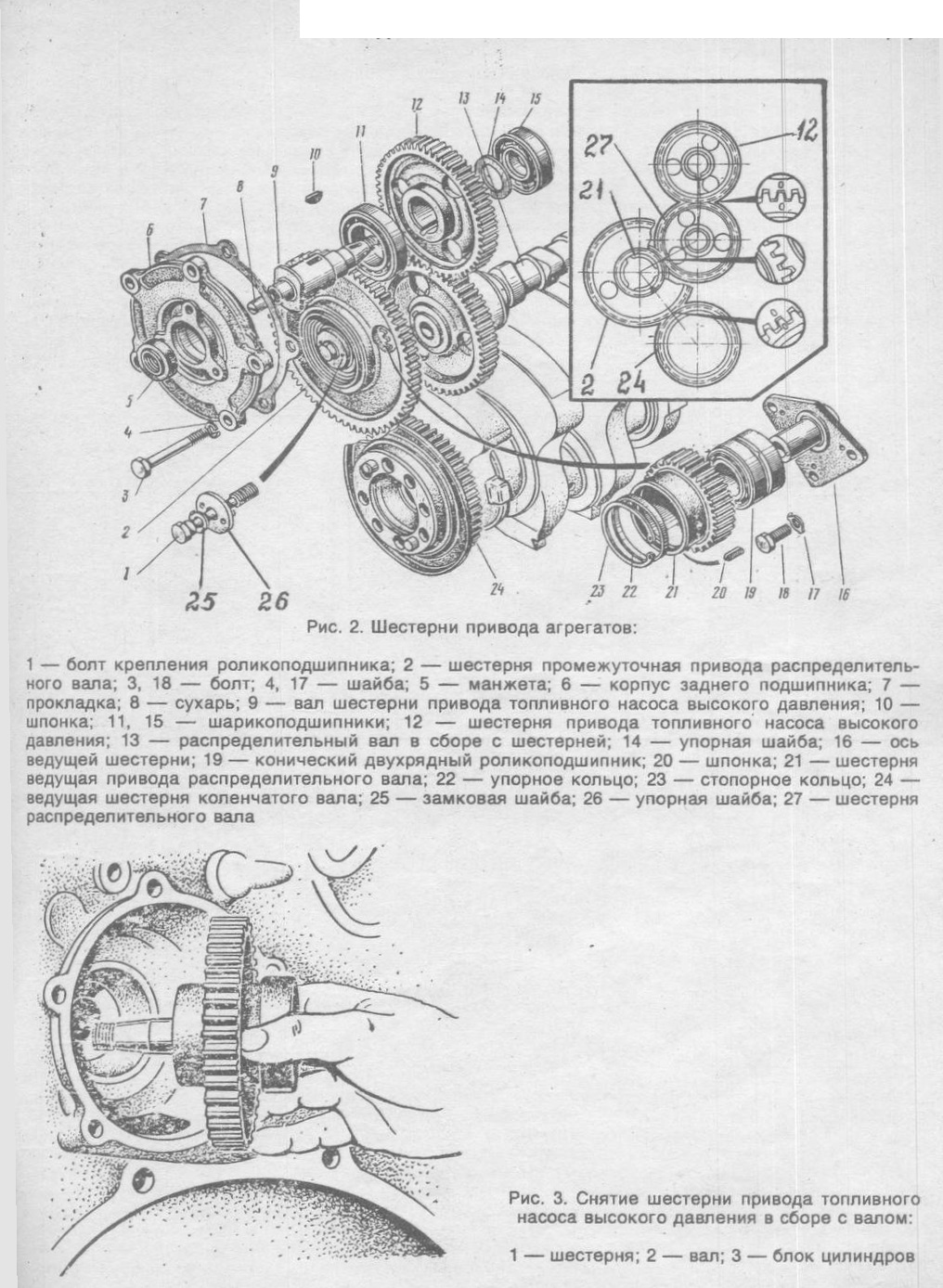
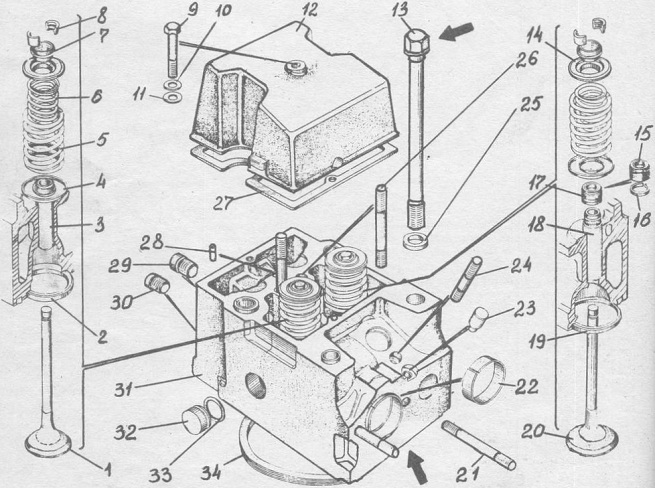
Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы; 24 1— шпилька крепления скобы; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; .28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; 30 — ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка

20. Отвернут!> гайки 11 (Рис. 10) болтов 9 крепления крышки 10 шатуна 1-го цилиндра к шатуну, установить на крышку шатуна съемник показанный на Рис. 11, снять крышку 10 (Рис. 10) шатуна, вынуть шатунные болты 9 и уложить их по порядку на верстак. Повторить операцию по снятию крышки шатуна 5-го цилиндра. На крышках шатунов должны быть выбиты номера цилиндров. (Головка сменная 19 мм, ключ с п. к., верстак слесарный, съемник крышек шатунов).
21. Повернуть коленчатый вал так, чтобы шатунная шейка 1-го и 5-го цилиндров находилась в верхней мертвой точке (ВМТ), легкими ударами молотка через оправку по приливам под болты крепления крышки шатуна 5-го цилиндра выбить поршень 6 в сборе с шатуном 8 и кольцами 2, 3 и 13 из блока цилиндров и уложить на верстак. Повторить операцию для снятия поршня в сборе для 1-го цилиндра. На шатунах должны быть выбиты номера цилиндров. (Рычаг для поворота коленчатого вала, верстак слесарный, латунная оправка для выбивания поршня, молоток).
22. Вынуть из крышки 10 шатуна и нижней головки шатуна 8 вкладыши 12.
23. Установить крышку 10 шатуна на шатун 8, установить болты 9 крепления и завернуть гайки 11. (Головка сменная 19 мм, ключ с п. к.).
24. Повторить работы 19—23 для снятия остальных 7 шатунов с поршнем в сборе.
25. Отогнуть усы замковой шайбы 25 (Рис.2), вывернуть болт 1 крепления с шайбами 25 и 26 ведущей шестерни 21 привода распределительного вала. (Молоток, зубило,- головка сменная 19 мм, ключ с п. к.).
26. Снять шестерню 21 привода распределительного вала в сборе с промежуточной шестерней 2 привода распредвала с оси 16 ведущей шестерни привода распределительного вала. (Съемник И-801.01.000).
27. Отогнуть усы замковых шайб 17, отвернуть болты 18 крепления с шайбами оси 16 ведущей шестерни привода распредвала и снять ось 16 с блока цилиндров. (Зубило, молоток, головка сменная 17 мм, ключ с п. к.).
28. Отвернуть стяжные болты 37 (Рис.1) крышек 36, 39 подшипника коленчатого вала. (Головка сменная 19 мм, ключ с п. к.).
Источник