- Технологический процесс ремонта люлечного подвешивания
- 24. Ремонт рессорного и люлечного подвешивания
- Технологический процесс ремонта люлечного подвешивания
- ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ «Регионального Центра Инновационных Технологий» ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЛЮЛЕЧНОГО ПОДВЕШИВАНИЯ ЭЛЕКТРОВОЗОВ ПКБ ЦТ.25.0130
- ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО «РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
- Проектно-конструкторское бюро локомотивного хозяйства (ПКБ ЦТ ОАО «РЖД»)
- ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЛЮЛЕЧНОГО ПОДВЕШИВАНИЯ ЭЛЕКТРОВОЗОВ
- Технологическая инструкцияя
- ПКБ ЦТ.25.0130
- ВВЕДЕНИЕ
- 1 Общие положения
- 2 Требования на техническое обслуживание и ремонт
- 3 Требования техники безопасности при техническом обслуживании и ремонте люлечного подвешивания
- 4 Техническое обслуживание ТО-2
- 5 Текущий ремонт ТР-1
- 6 Текущий ремонт ТР-2
- 7 Текущий ремонт ТР-3
Технологический процесс ремонта люлечного подвешивания




24. Ремонт рессорного и люлечного подвешивания
Рессорное подвешивание. Его разбирают в ходе демонтажа тележки электровоза. Детали рессорного подвешивания обычно обмывают в моечной машине вместе с рамой тележки. После очистки от грязи и масла стойки 5 (рис. 100) и гайки 6 тщательно осматривают. Затем стойки подвергают дефектоскопии. При наличии трещин они подлежат замене. Калибрами проверяют специальную круглую резьбу диаметром 48,6 мм и резьбу М24 на стойке и в гайках. В случаях повреждения резьбы М24 ее можно восстанавливать электронаплавкой с последующей механической обработкой.
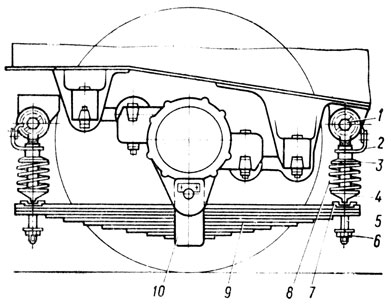
Рис. 100. Узел рессорного подвешивания тележки
Проверяют посадочные поверхности и износы отверстий в сферической втулке, головке стойки и приваренной к ней державке предохранительной скобы 2. В случае ослабления посадки или износа отверстия более допускаемого втулки заменяют, Изношенные торцовые поверхности стойки можно восстанавливать наплавкой с последующей механической обработкой и дефектоскопией. Изогнутую державку скобы разрешается выправлять, и при повреждении ее сварного шва срезать шов и приваривать вновь. После очистки, осмотра и проверки на плите пружины 8, имеющие трещины, изломы витков, перекосы или высоту в свободном состоянии менее 172 мм, бракуют. Просевшие пружины высотой менее нормы ремонтируют, нагревая до температуры 920-980 °С и разводя витки либо на станке, либо вручную на плите. Пружины, признанные годными, испытывают под прессом на осадку трехкратным нагружением статической нагрузкой, а затем на прогиб под рабочей нагрузкой. Осадку определяют, измеряя высоту пружины до приложения нагрузки и после ее снятия. Определяют действительный прогиб пружины как разность высот пружины — свободной и под нагрузкой. Прогиб выбивают на стальной бирке, подвязанной проволокой к витку пружины. Пружины подбирают таким образом, чтобы разница их прогибов на одной тележке не превышала 4 мм. После испытания пружины окрашивают.
Опорные шайбы 3, 4 и накладки 7 также осматривают и при обнаружении трещин бракуют. Изношенные более 2 мм опорные поверхности деталей разрешается восстанавливать наплавкой с последующей обработкой на станке.
Валики 1 при износе более 1 мм восстанавливают до чертежного размера вибродуговой электронаплавкой или наплавкой в среде углекислого газа с последующей механической и термической обработкой, а также дефектоскопией. При обнаружении трещин валики бракуют. Износ паза валика под стопорную планку и самой планки допускается не более 1 мм.
Ослабшие в посадке или изношенные втулки рессорного подвешивания в кронштейнах рамы заменяют. При этом отверстия втулок должны соответствовать размерам валиков и их посадочных мест.
Листовые рессоры 9 после обмывки осматривают. Рессору бракуют при обнаружении трещин в хомуте 10 или рессорных листах, сдвига листов, ослабления хомута, а также в случаях, когда стрела прогиба, разности плеч и зазоров рессоры в свободном состоянии превышают установленные нормы.
Ремонт рессор осуществляют на локомотиворемонтных заводах или в локомотивных депо со специально оснащенными мастерскими.
Листы, которые имеют недостаточную стрелу прогиба, подвергают гибке и закалке, для чего их нагревают в кузнечных печах до температуры 1300-1350°С. Время выдержки листов в печи При нагреве под закалку 15-20 мин. При закалке листов рессор для охлаждения используют воду, минеральное масло, щелочные и соляные растворы. Гибку нагретых рессорных листов выполняют или в штампах на специальных станках, или вручную по шаблонам. После гибки и закалки листы отпускают для снятия внутренних напряжений, увеличения вязкости металла и снижения твердости. Для отпуска рессорные листы нагревают до температуры 475-500 °С и выдерживают в печи при этой температуре 20- 40 мин. Усталостную прочность термически обработанных листов повышают наклепом в специальных дробеструйных машинах. Перед сборкой рессорные листы правят (рихтуют) по радиусу на специальном шаблоне с предварительным нагревом до температуры 300-350°С. Затем на собранный пакет листов в горячем состоянии (1000-1100°С) насаживают хомут и обжимают его со всех сторон на прессе. Собранные рессоры испытывают на остаточную деформацию под действием пробной, а затем рабочей статической нагрузки.
После окончательной регулировки рессорного подвешивания под электровозом отклонение рессор от горизонтального положения не должно превышать 20 мм. Разница в прогибах рессор на одной тележке более чем на 2 мм не допускается. Отклонение рессорных стоек от вертикального положения не должно превышать 15 мм.
Электровозы ВЛ10, ВЛ11 имеют независимое четырехточечное рессорное подвешивание тележек. В отличие от них на электровозах ВЛ8 применено сопряженное балансирами двухточечное рессорное подвешивание тележек, устойчивость обеспечивается системой опор кузова. На электровозах ЧС2 и ЧС2 т первая тележка имеет четырехточечное, а вторая — двухточечное подвешивание. Устойчивость второй тележки создается межтележечным соединением. Кроме того, в подвешивании кузова применены маятниковые листовые рессоры. Эти конструктивные особенности вызывают некоторые отличия в разборке и ремонте рессорного подвешивания.
Тщательно осматривают и проверяют состояние продольных и поперечных балансиров. При обнаружении трещин на длине между головками и вилками балансиры бракуют. Износ на боковых поверхностях до 2,5 мм разрешается оставлять без исправления. Сварные швы с дефектами вырубают до основного металла и накладывают новый шов. Наплавку балансира допускается производить при износе, не превышающем 20% площади поперечного сечения.
Проверяют износы опорных поверхностей ножек и гнезд рессорных стоек. Чтобы стойка не имела перекоса, ее ножки должны быть одинаковой длины. Это контролируют на плите по угольнику. При наличии трещин рессорные стойки заменяют. Износ их опорных поверхностей, если он превышает допускаемый, разрешается восстанавливать электронаплавкой и последующей механической обработкой на станке по шаблону. При обнаружении трещин и износов в гнездах пружин, рессор, балансиров и ножек подрессорных стоек их заменяют или восстанавливают электронаплавкой с последующей обработкой.
Тщательному осмотру также подвергают предохранительные устройства рессорного подвешивания — скобы, тросы и их крепление. Скобы с трещинами и тросы с обрывом жил более 5% сечения заменяют.
Разборку рессорного подвешивания на электровозах ЧС начинают с расшплинтовки и отворачивания гаек с концов подвесок рессор. Снимают предохранительные скобы рессор кузова, предохранительные тросы поперечной балки и разъединяют пятник масляной ванны боковой опоры от поводка. Затем мостовым краном или домкратом поднимают один конец рессоры, снимают маятниковые подвески, опускают поперечную балку с рессорами и сливают масло из ванн опор кузова.
При демонтаже рамы тележки снимают также накладки и пружины с шайбами с подвесок рессор. Сняв стопорные планки, выбивают валики и удаляют балансиры и рессорные подвески. Удалив шайбы и ослабив болты серег, демонтируют листовые рессоры, а затем отворачивают болты и вынимают серьги из проушин букс. После очистки и обмывки, осмотра, дефектоскопии и ремонта детали поступают на сборку, которую проводят в порядке, обратном разборке. Окончательно регулируют рессорное подвешивание после подкатки тележек под электровоз. Регулировку осуществляют сжатием или роспуском пружин верхними гайками рессорных подвесок для создания зазоров между верхом буксы и накладкой на раме тележки 35-50 мм и между упорами тележки и рамой кузова у шкворневой балки тележки в пределах 25-40 мм.
Люлечное подвешивание. Перед разборкой проверяют наличие на деталях бирок, меток спаренности и при необходимости восстанавливают их. Тщательно осматривают детали люлечного подвешивания, чтобы убедиться в отсутствии ослабления посадки втулок. Замеряют зазоры, определяют место и характер износа трущихся деталей в рабочем положении.
Во всех случаях разборку люлечного подвешивания начинают с того, что с хвостовика стержня 6 (рис. 101) свинчивают гайку 1 и последовательно снимают смонтированные детали. Затем вынимают из кронштейнов на рамах кузова и тележки стержень со стаканом 7, пружиной 9, опорами 2, 5 и прокладками 3 в сборе с трубками и регулировочными прокладками 8.
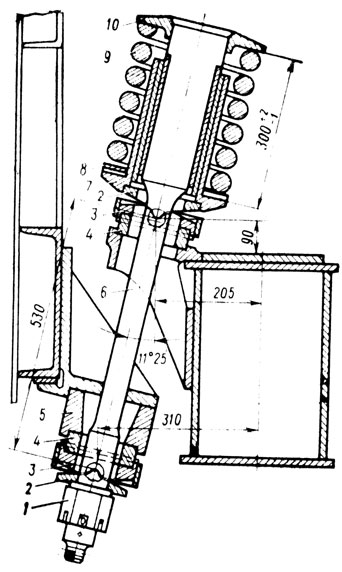
Рис. 101. Люлечное подвешивание кузова
Тщательно очищенные и обмытые детали разобранного люлечного подвешивания обмеряют, осматривают и устанавливают объем ремонта или необходимость замены. Путем обстукивания молотком проверяют плотность посадки втулок на стержне 6 и в стакане 7. Ослабшие втулки должны быть спрессованы. При необходимости разрешается их для этой цели нагревать открытым пламенем. Предварительно необходимо срезать сварные швы в местах прихватки втулок. Диаметры напрессованных на стержень и запрессованных в стакан втулок замеряют в трех сечениях (по краям и в середине втулки) и по разности средних размеров вычисляют зазор между втулками. Если суммарный зазор превышает 2 мм, втулки необходимо заменить. Новые втулки, изготовленные из высокомарганцовистой стали 110Г13Л, монтируют с предварительным нагревом стакана, если втулка устанавливается в него. Если же втулка монтируется на стержне, то подогревают втулку. При посадке втулок натяг должен быть 0,02-0,16 мм, а суммарный зазор между ними — от 0,12 до 0,6 мм. Торцы втулок Приваривают электродом ЭА-1. У стержня подвески выявляют внутренние и наружные дефекты; проверяют состояние круглой резьбы на его хвостовике. Стержни, имеющие выработанные поверхности, трещины, износ резьбы более 1 мм, заменяют; ремонтировать их сваркой нельзя. Следует иметь в виду, что выработка на стержнях свидетельствует о неправильной установке кулачковых опор на подкладках.
Размеры опорных поверхностей бортов стакана и верхней шайбы 10 под пружину подвески при износе более 4 мм восстанавливают наплавкой электродом Э42А с последующей механической обработкой. Тщательно проверяют состояние и размеры опорных поверхностей по радиусам и глубину желобов в прокладках. В случае износа этих поверхностей более 2 мм их также разрешается восстанавливать электронаплавкой с последующей механической обработкой. Поверхности кулачков и желобов подвергают закалке токами высокой частоты. Их твердость должна, быть 45-62 единицы по Роквеллу.
Зазор П между опорой и прокладкой должен быть не менее 6 см.
Очищенную и промытую пружину подвески подвергают осмотру и проверке на разметочной плите. Технические данные пружины следующие.
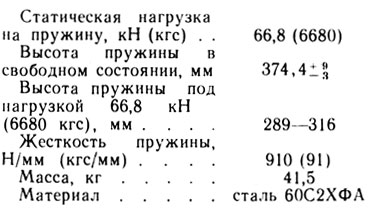
Пружины подлежат замене при наличии трещин, отколов, изломов витков. Их также необходимо заменить, если высота пружины в свободном состоянии менее 366 мм, отклонение от перпендикуляра к опорному витку при проверке угольником и щупом на плите более 4 мм, непараллельность опорных поверхностей более 2 мм, протертости и коррозионные повреждения превышают 10% площади сечения прутка.
Пружину испытывают на прессе под нагрузкой 66,8 кН (6680 кгс), измеренную при этом высоту пружины выбивают на бирке либо торце пружины и вписывают в паспорт электровоза. После испытания годную пружину окрашивают черной эмалью.
При сборке люлечного подвешивания отремонтированные детали устанавливают на прежние места согласно записям в паспорте электровоза. Особенно это касается пружин с дополнительными прокладками, толщина которых была определена на заводах при развеске электровоза.
Монтаж люлечного подвешивания выполняют в такой последовательности. Подбирают пружины 9 с комплектом регулировочных прокладок 8 так, чтобы общая их высота под тарировочной (испытательной) нагрузкой 70 кН (7000 кгс) составляла 310± 1 мм. Для подсчета требуемой толщины прокладок из указанного норматива вычитают высоту пружины под испытательной нагрузкой, При высоте ее 309-311 мм регулировочные прокладки на борт стакана 7 не ставят.
Подобранные пружины с прокладками комплектуют со стержнем 6 верхней опорной шайбой 10 и с помощью специального захвата транспортируют к месту установки.
На кронштейнах рам тележек монтируют опоры 4, 2 и прокладки с трубой 3 так, чтобы кулачки опор 2 обязательно находились в желобах прокладок. Затем все восемь собранных комплектов люлечных подвесок монтируют на рамах тележек. Для этого хвостовики стержней подвесок пропускают через отверстия в кронштейнах рамы тележки и закрепляют их проволокой так, чтобы при опускании кузова стержни подвески его не касались.
Подкатив тележки под поднятый на домкратах кузов, его несколько опускают до уровня, обеспечивающего возможность крепления балансиров к раме кузова. При этом необходимо следить за вхождением стержней люлечного подвешивания в пазы кронштейнов на раме кузова. Надо также следить за сочленением и взаимным расположением опор 2 и прокладок 3 на раме тележки. Правильность сочленения опор необходимо контролировать через люки в полу кузова с помощью зеркала и подсветки. Неправильное расположение кулачков опор в прокладках является основной причиной образования выработки, а также излома стержней и пружин люлечного подвешивания при эксплуатации электровозов. После этого устанавливают балансиры на раме кузова и завершают сборку установкой на хвостовики стержней опор 2 и 4, прокладки 3 с трубой, навертыванием и шплинтовкой гаек. По окончании сборки высота пружины вместе с прокладками должна быть в пределах 305-311 мм.
После опускания кузова на тележки проверяют зазоры по вертикальным и горизонтальным ограничителям рамы. Зазор Г (рис. 102) между вертикальным ограничителем и верхней плоскостью рамы должен быть в пределах 20-30 мм. Зазор Д между вкладышем горизонтального ограничителя на кузове и накладкой на боковине рамы тележки должен быть от 15 до 18 мм. Зазоры Г и Д регулируют пакетами прокладок, толщина которых не должна превышать 50 мм. При износе вкладыша по поверхности В или накладки по поверхности Е более 5 мм их заменяют.
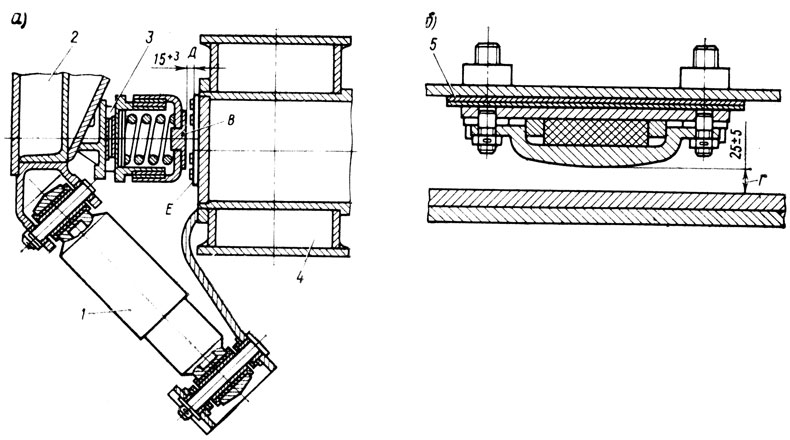
Рис. 102. Установка гасителей колебаний и упоров: 1 — гаситель; 2 — кузов; 3, 5 — прокладки; 4 — тележка
Источник
Технологический процесс ремонта люлечного подвешивания
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
«Регионального Центра Инновационных Технологий»
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ
ЛЮЛЕЧНОГО ПОДВЕШИВАНИЯ
ЭЛЕКТРОВОЗОВ
ПКБ ЦТ.25.0130
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«РОССИЙСКИЕ ЖЕЛЕЗНЫЕ ДОРОГИ»
Проектно-конструкторское бюро
локомотивного хозяйства
(ПКБ ЦТ ОАО «РЖД»)
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ
ЛЮЛЕЧНОГО ПОДВЕШИВАНИЯ
ЭЛЕКТРОВОЗОВ
Технологическая инструкцияя
ПКБ ЦТ.25.0130
Введение
1 Общие положения
2 Требования на техническое обслуживание и текущий ремонт
3 Требования техники безопасности при техническом обслуживании и ремонте
4 Техническое обслуживание ТО-2
5 Текущий ремонт ТР-1
6 Текущий ремонт ТР-2
7 Текущий ремонт ТР-3
8 Приложение А Перечень оборудования, приспособлений, инструментов и материалов, рекомендуемых при выполнении работ по ремонту люлечного подвешивания
9 Приложение Б Перечень технической документации на ремонт люлечного подвешивания
10 Приложение В Нормы предельно-допускаемых размеров деталей люлечного подвешивания при среднем и капитальном ремонте электровозов ВЛ в/и
12 Иллюстрации
ВВЕДЕНИЕ
Технологическая инструкция на техническое обслуживание и ремонт люлечного подвешивания электровозов разработана Проектно-конструкторским бюро локомотивного хозяйства – филиалом ОАО «РЖД» на основании опыта ремонта люлечного подвешивания в ремонтных локомотивных депо ОАО «РЖД» с учетом конструкторских и технологических изменений.
Технологическая инструкция предназначена для введения единой технологии организации единой технологии технического обслуживания и ремонта люлечного подвешивания электровозов во всех ремонтных локомотивных депо при выполнении технического обслуживания и ремонта электровозов.
В настоящей Технологической инструкции даются указания по техническому обслуживанию, разборке, ремонту, сборке, регулированию люлечного подвешивания и ограничительных упоров кузова с учетом конструктивных и технологических изменений, внесенных за время эксплуатации электровоза. Даны нормы допусков и износов деталей, которыми следует руководствоваться при ремонте и средства измерений для определения дефектов которые приведены в приложениях А, Б.
При контроле, определяющем техническое состояние деталей, возможно применение других средств (находящиеся в реестре СИ), обеспечивающих необходимую точность измерения.
Перечень нормативной и технологической документации, используемой при ремонте, приведен в Приложении В.
Объем и характер работ по техническому обслуживанию и текущему ремонту люлечного подвешивания кузова электровоза, а также величины допусков и износов установлены в соответствии с действующими в ОАО «РЖД» Руководствами по техническому обслуживанию и текущему ремонту электровозов.
С введением настоящей технологической инструкции, ранее выпущенная технологическая инструкция ТИ-262 считается утратившей силу.
1 Общие положения
Люлечное подвешивание кузова на тележках предназначено для передачи вертикальных и поперечных сил от кузова на раму тележки, уменьшения горизонтального и вертикального воздействий электровоза на путь.
Технические данные люлечного подвешивания следующие:
| — статическая нагрузка на пружину, Н (кгс) | 68700 (7000); |
| — прогиб пружины под статической нагрузкой, мм | 77 +9 -6 |
| — жесткость пружины люлечной подвески, Н/мм (кгс/мм) | 893 (91) |
Люлечное подвешивание состоит из люлечных подвесок, горизонтальных и вертикальных упоров (рис.Е.1,Е.2). Горизонтальный и вертикальный упоры крепятся к кузову на шпильках.
Люлечная подвеска (рис.Е.1) представляет собой стержень поз.7, к нижней части которого приложена вертикальная нагрузка от кузова. Кузов кронштейнами поз.17 через балансир поз.18 устанавливается на нижний шарнир люлечного подвешивания, состоящий из опоры балансира поз.5, прокладки поз.3 и опоры поз.2. Нижний шарнир удерживается на стержне гайкой поз.1, которая стопорится крюком поз.25 с шайбой поз.24 и гайкой поз.23.
Вертикальная нагрузка через съемную шайбу поз.10 стержня, пружину поз.8, изготовленную из стали 60С2ХФА, регулировочные прокладки поз.26, фланец стакана поз.14 и верхний шарнир, состоящий из двух опор поз.15 и прокладки поз.6, передается посредством кронштейна поз.16 на раму тележки.
Шарниры люлечной подвески обеспечивают колебательное движение стержня, вызванное горизонтальными поперечными перемещениями кузова и поворотом тележки относительно кузова. Поверхности трения стержня поз.7 и стакана поз.14 облицованы износостойкими втулками поз.9, изготовленными из высокомарганцовистой стали марки 110Г13Л ГОСТ 977-88. Втулки запрессовываются в стакан и на стержень с натягом 0,037-0,178 мм. Для смазки поверхностей трения между стержнем и стаканом в стержне предусмотрены смазочные отверстия. В центральное смазочное отверстие ввернут штуцер поз.11, имеющий отверстие с резьбой для заправки смазки ВНИИ НП-232 ГОСТ 14068-79.
Люлечная подвеска имеет страховочный трос поз.21, закрепленный болтом поз.20 и крюком поз.25, который предотвращает падение деталей нижнего шарнира при обрыве стержня.
Горизонтальный упор (рис.Е.2) состоит из крышки упора поз.9, пружины поз.8, стакана (корпуса) поз.7 и регулировочных прокладок поз.18, позволяющих выдерживать зазор (приложение А). Стакан и крышка упора облицованы внутри втулками поз.11 и поз.12. Крышка упора с внешней стороны имеет вкладыш поз.10, выполненный из марганцовистой стали. При восприятии горизонтальных усилий вкладыш непосредственно входит в контакт с накладкой, термообработанной до твердости 37-46,5 НRC, укрепленной с помощью болтов на боковине рамы тележки. Гайки поз.14 затягиваются до упора с дистанционными втулками поз.17, при этом расстояние Г (рис.Е.2) между стаканом и крышкой должно быть в пределах от 13,5 до 16.5 мм. Предварительный натяг пружины поз.8 в пределах от 1,5 до 2 мм выдерживается шайбами поз.13. Свободное перемещение крышки упора и пружины не допускается.
Для ограничения вертикальных колебаний кузова относительно тележки и предотвращения смыкания витков пружин люлечных подвесок служит вертикальный упор (рис.Е.2), который состоит из крышки упора поз.1, основания поз.2, регулировочных стальных прокладок поз.5, резиновой прокладки (амортизатора) поз.6.
Горизонтальные усилия от кузова на тележку передаются люлечными подвесками при поперечном отклонении кузова до 15 мм от среднего положения и люлечными подвесками в параллель с горизонтальным упором при перемещении кузова от 15 до 30 мм. После сжатия пружины поз.8 горизонтального упора на рабочий ход до минимально допустимого размера упор работает как жесткий ограничитель.
2 Требования на техническое обслуживание и ремонт
2.1 Рабочие места технического обслуживания, ремонта и испытания люлечного подвешивания и их деталей должны быть оснащены специализированными позициями в крытых помещениях, оборудованными необходимыми подъемно-транспортными средствами, механизмами, специальными приспособлениями и стендами для ремонта и проверки с целью обеспечения качества выполнения работ.
2.2 Рабочие места при выполнении работ должны быть оборудованы с учетом эргономических требований ГОСТ 12.2.032-78 и ГОСТ 12.2.033-78.
2.3 Персонал, производящий техническое обслуживание, разборку, ремонт, сборку и испытание люлечного подвешивания должен знать их устройство, конструктивные и технологические особенности составных частей, иметь соответствующую квалификацию и практические навыки по ремонту.
2.4 Технологический процесс ремонта люлечного подвешивания должен быть обеспечен соответствующим технологическим оборудованием, приспособлениями, измерительным и рабочим инструментом согласно Приложений Б,Г,Д к настоящей Технологической инструкции.
2.5 В распоряжении мастера должны находиться необходимые шаблоны, калибры и измерительный инструмент, проверенные методами и в сроки, установленные соответствующими стандартами, а также оборудование и испытательные стенды для проверки и испытания люлечного подвешивания.
2.6 После окончания ремонта деталей или всего люлечного подвешивания слесарь должен предъявить их мастеру или бригадиру для проверки качества ремонта и испытания.
2.7 Мастер или бригадир ремонтного цеха должен проверять качество ремонта и сборки люлечного подвешивания и принимать от слесарей люлечное подвешивание при испытании после ремонта.
2.8 Ответственность за состояние оборудования, приписанного к ремонтному отделению (участку), должен нести мастер.
2.9 При техническом обслуживании и текущих ремонтах электровозов производится замена поврежденных и изношенных узлов и деталей люлечного подвешивания новыми, изготовленными в соответствии с техническими требованиями чертежей, или выполняется ремонт изношенных деталей с соблюдением норм и допусков, установленных настоящей Технологической инструкцией.
2.10 Порядок и технологическая последовательность технического обслуживания и текущего ремонта люлечного подвешивания определяются технологическим процессом с учетом оптимального количества работающих, средств механизации и приспособлений.
2.11 Отремонтированные детали по качеству ремонта, точности взаимной пригонки и сборки должны соответствовать требованиям настоящей Технологической инструкции и рабочим чертежам.
2.12 Для повышения устойчивости работы узла люлечного подвешивания, уменьшения выработки стержня, опор и прокладок должны выполняться следующие мероприятия:
— при сборке проверять параллельность торцов пружины и отклонение от перпендикулярности оси пружины по отношению к опорной поверхности, которое должно быть менее 4 мм;
— замерять расположение кронштейнов кузова. Предельное смещение кронштейнов рамы кузова относительно шкворня не должно превышать ±7 мм от номинального положения. В случае обнаружения смещений более указанной величины перенести (переварить) кронштейны на величину, устраняющую смещение;
— проверять совпадение кулачков опор и впадин прокладок;
— проверять наличие смазки в направляющем стакане;
— стержни и стаканы должны формироваться с марганцовистыми втулками, изготовленными из стальной отливки 110Г13Л ГОСТ 977-88, твердостью 200…250 НВ. Фиксирующее кольцо прокладки должно изготавливаться из стальной отливки 110Г13Л ГОСТ 977-88, твердостью 200…250 НВ;
— твердость контактных поверхностей опор и прокладок люлечных подвесок, устанавливаемых на электровоз, должна быть не ниже 50 НRс.
2.13 Все сварочные и наплавочные работы производятся в соответствии с требованиями Инструкции по сварочным и наплавочным работам при ремонте тепловозов, электровозов, электропоездов и дизель-поездов, утвержденной МПС Российской Федерации 11.08.1995 г., ЦТ-336 (далее Инструкции по сварочным и наплавочным работам).
2.14 Длина части болтов (шпилек), выступающих из гаек, должна быть в пределах от одной до трех ниток резьбы.
2.15 Окраска необработанных наружных и внутренних поверхностей деталей и сборочных единиц производится в соответствии с требованиями технических условий и чертежей.
2.16 Требования на разборку и сборку
2.16.1 Перед снятием или разборкой люлечного подвешивания необходимо:
— проверить наличие на деталях бирок, меток спаренности. Если такие отсутствуют – восстановить;
— измерить зазоры между деталями, оговоренными в настоящей инструкции, определить место и характер износа трущихся деталей в рабочем положении;
— осмотром установить отсутствие ослабления посадки втулок, состояние резьбы стержня;
— приваренные сваркой детали, узлы, собранные с гарантированным натягом, а также укрепленные болтами, разбирать или вывертывать только в случае необходимости;
— все детали люлечного подвешивания должны быть тщательно промыты и очищены.
2.16.2 Годные пакеты регулировочных прокладок, опор, накладок и другие детали люлечного подвешивания, необходимо ставить на прежние места в соответствии с их метками спаренности. Болты, гайки, имеющие забитые или сорванные нитки резьбы, должны быть заменены.
2.16.3 Высоту пружин под рабочей нагрузкой выбить на стальной бирке, привязанной к витку пружины.
2.16.4 Проверка и регулирование зазоров по упорам производится на горизонтальном, прямом выверенном рельсовом пути депо.
2.16.5 Проверяется правильность сборки шарниров. Выступы опор должны входить во впадины прокладок. Эксплуатация электровоза с неправильно собранными шарнирами не допускается.
2.17 Требования на дефектацию
2.17.1 Очищенные детали осматриваются, замеряются для выявления дефектов и ремонтируются в соответствии с требованиями, указанными в настоящей Технологической инструкции. При измерении, определении со-стояния деталей и объема ремонта следует руководствоваться нормами и допусками, приведенными в Приложении А.
2.17.2 Дефектация и определение работ по ремонту узлов и деталей производятся специалистами ремонтного цеха.
2.17.3 Определение трещин в деталях в зависимости от их габаритов и материала, характера предполагаемого расположения дефекта рекомендуется производить одним из следующих методов контроля:
— визуальным (при помощи лупы 6х ГОСТ 25706-83);
— магнитопорошковым (детали, изготовленные из ферромагнитных материалов);
— вихретоковым;
— цветным или люминесцентным
Использование цветного и люминесцентного методов дефектоскопии, обеспечивает наибольшую чувствительность, разрешающую способность, надежность (вероятность) эффективного контроля к мелким трещинам, позволит исключить ложное показание трещин при магнитной дефектоскопии резьбовой части стержня и уменьшить необоснованную отбраковку стержней.
3 Требования техники безопасности при техническом
обслуживании и ремонте люлечного подвешивания
3.1 К работам, связанным с техническим обслуживанием и ремонтом люлечного подвешивания непосредственно на электровозе или в цехе ремонтного локомотивного депо, могут быть допущены только лица, хорошо знающие устройство, работу и условиями эксплуатации люлечного подвешивания и прошедшие инструктаж по технике безопасности при обслуживании и ремонте электровозов в условиях депо с подписью в соответствующих документах.
3.2 При техническом обслуживании, текущих ремонтах электровозов, ремонтный персонал, занятый обслуживанием и ремонтом, должен знать и выполнять требования данного раздела инструкции, а также требования следующих документов:
— «Правил по охране труда при техническом обслуживании и текущих ремонтах тягового подвижного состава и грузоподъемных кранов на железнодорожном ходу» №ПОТ РО-32-ЦТ-668-99;
— «Типовой инструкции по охране труда для слесарей по ремонту подвижного состава» №ТОП Р-32-ЦТ-535-98;
— «Инструкции по обеспечению пожарной безопасности на локомотивах и моторвагонном подвижном составе» ЦТ-ЦУО-175;
— «Правил техники безопасности при эксплуатации электроустановок потребителей» (ПТБ);
— «Правил устройства электроустановок» (ПУЭ);
— раздела по технике безопасности технических описаний и инструкций по эксплуатации на стенды, установки и приспособления.
3.3 Техническое обслуживание, разборку, ремонт, сборку и испытание люлечного подвешивания производить на специально оборудованном участке с помощью приспособлений, стендов и соответствующего инструмента, обеспечивающих безопасную работу при их обслуживании.
3.4 Во время подъемки и опускания кузова, а также на поднятом кузове до постановки под него тележек или тумб запрещаются какие-либо работы, а также нахождение людей на крыше, в кузове или под кузовом. Возле каждого домкрата должен находиться выделенный из бригады слесарь для наблюдения за его работой.
Руководящий подъемкой кузова мастер или бригадир должен следить за одновременной работой домкратов, не допуская перекоса кузова.
3.5 Перед снятием сборочных узлов проверить чалочные приспособления, правильность соответствия цеховой схемы строповки и подготовленность сборочной единицы для снятия. Снятие узлов производить с помощью специального приспособления, обеспечивающего безопасность работ.
3.6 Всё эксплуатируемое оборудование должно находиться в полной исправности. Ограждения и защитные устройства установить на свои места и закрепить соответствующим образом. Испытание пружин люлечного подвешивания под нагрузкой производить с применением защитного кожуха.
Работа на неисправном оборудовании, а также при отсутствии или неисправности ограждения не допускается.
3.7 Работа неисправным или изношенным инструментом не допускается. Неисправный или несоответствующий условиям работы инструмент изъять и заменить.
3.8 При пользовании всеми видами электроинструмента запрещается работать без его заземления. Не допускается пользоваться электроинструментом, рабочее напряжение которого превышает 36 В.
3.9 При техническом обслуживании и ремонте, при необходимости, пользоваться переносными лампами на напряжение 12-36 В при питании ламп от деповской сети. Лампы должны иметь предохранительную сетку, а провода (кабели, шнуры) не должны иметь поврежденной изоляции.
3.10 Уборка стружки, обрезок, пыли и грязи с оборудования и рабочих мест производится самим работающим. Уборка стружки с применением сжатого воздуха не допускается.
3.11 Верстаки, столы и стеллажи прочно, устойчиво, надежно закрепить и установить на полу. Для защиты рабочих от отлетающих осколков на верстаках установить сетки высотой не менее 1 м с ячейками не более 3 мм.
3.12 Все детали, узлы и изделия устойчиво укладываются на стеллажах, в корзинах, контейнерах, не загромождая проходов.
3.13 Слесари при ремонте должны соблюдать следующие требования:
— при работе в тисках обрабатываемую деталь надежно зажимать;
— при рубке металла зубилом применять защитные очки с небьющимися стеклами по ГОСТ Р 12.4.013-97. Для защиты окружающих обязательно установить щитки и сетку;
— без специального разрешения мастера ремонт или осмотр оборудования, включая электрическую часть, не производить.
3.14 На каменном полу у рабочих мест установить деревянные настилы.
3.15 Всеми работниками, связанными с ремонтом, должны соблюдаться правила личной гигиены.
Не допускается:
— мыть руки в масле или керосине и вытирать концами, загрязненными стружкой;
— принимать пищу на рабочем месте;
— хранить личную одежду на рабочем месте.
3.16 По окончании работы рабочие должны убирать детали, материалы, инструмент, приводить в порядок рабочее место, сдать смену, сообщив сменщику или мастеру о всех недостатках в работе оборудования, инструмента, мыть руки теплой водой с мылом и при необходимости принимать душ.
3.17 Настоящие основные требования мер безопасности труда и промышленной санитарии являются обязательным руководством для исполнения всеми работниками, связанными с техническим обслуживанием и ремонтом люлечного подвешивания.
4 Техническое обслуживание ТО-2
4.1 При выполнении технического обслуживания ТО-2 проверяется техническое состояние (рис.Е.1):
— пружин поз.8 на отсутствие трещин, изломов, сколов. При наличии дефектов пружины заменить;
— вертикальных и горизонтальных упоров;
— целость всех деталей и страховочных устройств, надежность затяжки и стопорение болтов, гаек, наличие шайб и шплинтов;
— верхних и нижних шарниров. Оценить их работоспособность по наличию в них зазоров и касания (закусывания) опоры поз.15 кольца прокладки поз.4.
При отсутствии зазоров шарнир заменить, при закусывании кольца обратить внимание на положение стержня в кронштейне тележки;
— стержней поз.7 на занимаемое положение в отверстии кронштейна, наличие следов выработки от касания кронштейна тележки, сползания втулок стержней.
При выработке стержня более 5 мм – заменить, при меньшей выработке стержень развернуть на 90-180°. Для этого необходимо отсоединить гасители колебаний и поддомкратить кузов, приподняв его в районе люлечной подвески на величину, обеспечивающую разгрузку пружины (около 140 мм).
При сползании втулок поз.9 подвеску разобрать для замены стержня поз.7 в паре со стаканом.
4.2 Замена подвески без выкатки тележки производится в следующей последовательности:
— отсоединить гасители колебаний от тележки и приподнять кузов на домкрате в районе подвешивания на величину, обеспечивающую разгрузку пружины поз.8 (около 140 мм);
— отсоединить страховочный трос поз.21 от стержня поз.7;
— отвернуть гайку поз.1 со стержня и снять нижний шарнир поз.2, 3;
— поднять стержень поз.7, пружину поз.8, стакан поз.14 через окно в полу коридора кузова. Для этого можно воспользоваться приспособлением завода-изготовителя электровозов 06.80.786.00.00 (Рис.Е.3).
5 Текущий ремонт ТР-1
5.1 Осмотр люлечного подвешивания производить на выверенном пути. При выполнении текущего ремонта ТР-1 проверяется состояние:
— пружин поз.8 (рис.Е.1) на отсутствие трещин, изломов, сколов. При наличии дефектов пружины заменить;
— вертикальных и горизонтальных упоров и их крепление. Вертикальный и горизонтальный зазоры между накладками на раме тележки и упорами на кузове должны быть в пределах норм допусков и износов. Регулировка зазоров осуществляется за счет изменения числа прокладок поз.5,18 (рис.Е.2);
— целость всех деталей и страховочных устройств, надежность затяжки и стопорение болтов, гаек, наличие шайб и шплинтов;
— крепления страховочных тросиков. Тросики, имеющие обрыв жил более 20 % сечения, заменяются;
— верхних и нижних шарниров. Выполнить измерение зазоров между опорами и прокладками шарниров который должен быть не менее 4 мм. При отсутствии зазоров шарнир заменить, при закусывании кольца обратить внимание на положение стержня в кронштейне тележки поз.16 (рис.Е.1);
— стержней поз.7 на занимаемое положение в отверстии кронштейна, наличие следов выработки от касания кронштейна тележки, сползания втулок поз.9 стержней, напрессовка втулок на стержне.
При выработке стержня более 5 мм – заменить, при меньшей выработке стержень развернуть на 90-180°. Для этого необходимо отсоединить гасители колебаний и поддомкратить кузов, приподняв его в районе люлечной подвески на величину, обеспечивающую разгрузку пружины (около 140 мм).
При сползании втулок поз.9 подвеску разобрать для замены стержня поз.7 в паре со стаканом поз.14.
Производится добавление смазки в резервуары стержней, имеющие резервуары для смазки.
Замена люлечной подвески без выкатки тележки производится в соот-ветствии с п.4.2.
6 Текущий ремонт ТР-2
6.1 Выполняется подъемка кузова и выкатка тележек для ремонта люлечного подвешивания в соответствии п.7 настоящей Технологической инструкции. Ремонт всех сборочных единиц и деталей люлечного подвешивания, производить в объеме (по нормам и допускам) текущего ремонта ТР-3. Смазывающее устройство в стержне стакана люлечного подвешивания ремонтируется и заправляется смазкой, трущиеся поверхности деталей смазываются.
6.2 После ремонта выполняется регулировка люлечного подвешивания в соответствии с п.7.3 настоящей Технологической инструкции.
7 Текущий ремонт ТР-3
7.1 Разборка люлечного подвешивания и ограничительных упоров
7.1.1 Разъединение секций электровоза
Предварительно до постановки электровоза в цех секции разъединяют и каждую ставят на свою домкратную позицию для подъемки кузова. Для этого отсоединяют межсекционные провода и воздухопроводные рукава, расцепляют автосцепки, снимают межкузовные переходные площадки. Домкраты на позиции должны быть установлены так, чтобы они не препятствовали установке секции и выкатке тележек.
7.1.2 Отсоединение кузова от тележки
После того как секция установлена на домкратной позиции, кабели тяговых двигателей отсоединяют от силовой цепи кузова, а вентиляционные патрубки – от тяговых двигателей. Одновременно от шкворневых балок (опоры кузова, тяговое устройство и т.д.) тележки отсоединяют кожуха шкворней. Гидравлические гасители колебаний (гидравлические демпферы) остаются подвешенными к раме кузова, а от кронштейнов на раме тележки их отсоединяют. Тягу ручного тормоза отсоединяют от рычага тормозной рычажной передачи тележек, наконечники пескопроводных рукавов с кронштейнами – от поперечных балок, воздухопроводные рукава – от магистрали тормозных цилиндров, приводы скоростемеров – от редукторов на крышках букс и заземляющие провода – от кузова.
7.1.3 Подъемка кузова для разгрузки пружин люлечного подвеши-вания
На консоли домкратов укладывают деревянные подкладки толщиной 30-40 мм, затем консоли домкратов выдвигают и подводят их к поддомкратным опорам на раме кузова до соприкосновения подкладок с поддомкратными опорами, после чего одновременно включаются все четыре домкрата и осуществляется подъемка кузова. Кузов поднимают на высоту 140 мм для разгрузки пружин люлечного подвешивания. Подъемку кузова приостанавливают и под кузов подводят тумбы, которые можно удалить только после окончания работы по отсоединению люлечного подвешивания и выхода людей из-под приподнятого кузова.
7.1.4 Отсоединение люлечного подвешивания от кузова
7.1.4.1 Отсоединить на всех подвесках предохранительные троса от рамы кузова , отвернув гайки М16 поз.19, и снять с планок болты поз.20 (рис.Е.1).
7.1.4.2 Отвернуть на всех подвесках по 4 гайки М20 поз.28 с болтов М20 поз.30, крепящих балансиры поз.18 к кронштейнам рамы кузова поз.17.
7.1.4.3 Поднять кузов и выкатить тележки. При подъеме кузова стержни поз.7 люлечного подвешивания под действием массы балансира поз.18, прокладки поз.3, опор поз.2 и гайки поз.1 устанавливаются в вертикальное положение и не мешают подъему кузова. Тележки транспортируют к месту их разборки, а кузов на домкратах опускают.
7.1.5 Разборка люлечного подвешивания на тележке
7.1.5.1 Отсоединить на всех подвесках предохранительные троса от стержней поз.7, отвернув гайки поз.23 и вынуть крюки троса поз.25. Отвернуть гайку поз.1 с хвостовика стержня поз.7 снять опору поз.2, прокладки поз.3, балансир поз.18.
7.1.5.2 Стержень поз.7, стакан поз.14 с пружиной поз.8 зачалить по цеховой схеме строповки и с помощью подъемного крана (тельфера) вынуть из кронштейна тележки. Снять опоры поз.15 и прокладку поз.6. Пружины с их регулировочными прокладками не распаривать. Привязать к деталям метки спаренности.
7.1.5.3 Механической обработкой удалить сварку в местах крепления втулок к стакану. Выпрессовать втулки на прессе.
7.1.6 Разборка ограничительных упоров
7.1.6.1 Горизонтальный упор, черт.5ТН.270.056 (рис.Е.2)
Расшплинтовать две гайки М16 поз.14, отвернуть их со шпилек стакана; снять крышку поз.9, пружину поз.8. Открепить стакан упора от рамы кузова, отвернув 4 гайки М20 с 4-х шпилек; снять со шпилек стакан поз.7 с регулировочными прокладками поз.18.
7.1.6.2 Вертикальный упор, черт.5ТН.270.048 (рис.Е.2)
Расшплинтовать две гайки М16 поз.3, отвернуть их со шпилек основания поз.2, снять крышку 1 и вынуть резиновую прокладку с кольцом поз.6. Открепить основание от рамы кузова, отвернув 4 гайки М20 с 4-х шпилек, снять с рамы кузова основание упора и регулировочные прокладки.
7.1.7 После разборки металлические детали люлечного подвешивания и ограничительных упоров уложить в контейнер и отправить на мойку.
7.1.8 Очистка деталей производится с применением моющего средства «Темп-100» ТУ38-40343-79 с концентрацией раствора от 10 до 20 г/дм3; при температуре от 60 до 800С в течение 5-15 минут. Допускается применение других моющих средств, обеспечивающих качество очистки. После очистки в моющем растворе детали промываются в воде и сушатся сухим сжатым воздухом.
7.2 Ремонт люлечного подвешивания и ограничительных упоров
7.2.1 Стержень черт. 5ТН.174.253, 8ТН.174.896, втулка черт. 8ТН.294.018 (рис.Е.4)
7.2.1.1 Проверить стержень на отсутствие наружных дефектов магнитным дефектоскопом, для чего втулки предварительно нагреть до температуры 180º С индукционным нагревателем и снять. Контроль на отсутствие внутренних пороков произвести ультразвуковым дефектоскопом. Допускается магнитный контроль стержня без съема годных втулок с обязательной проверкой на отсутствие трещин поверхности под втулками ультразвуковым дефектоскопом.
Дефекты, обнаруженные в пределах чувствительности метода контроля ультразвуком и по ГОСТ 21105-87, не допускаются.
Особо тщательно проверить резьбовую часть стержня. С целью уменьшения необоснованной отбраковке стержней при магнитной дефектокопии рекомендуется производить люминесцентную или цветную дефектоскопию резьбовой части стержня. При наличии трещин стержень заменить.
7.2.1.2 Проверить размеры стержня на соответствие чертежным. Отклонение от чертежных размеров по длине стержня не допускается. Отклонение от прямолинейности стержня по длине допускается не более 0,5 мм.
7.2.1.3 Проверить суммарный зазор между втулками стержня и стакана. При суммарном зазоре между втулками превышающем установленную норму, втулки заменить новыми.
7.2.1.4 Стержни, имеющие выработку в местах верхнего шарнира глубиной более 3 мм, заменить. При меньшем износе проточить галтель радиусом R=150±5 мм. Если износ не выводится при проточке галтели стержень заменить.
7.2.1.5 Осмотреть и проверить размеры трапецеидальной резьбы. Износ резьбы по диаметру допускается не более 1 мм при условии комплектации узла с гайкой, не имеющей поврежденной резьбы. При большем износе резьбы, а также при наличии срывов, забоин и механических повреждений резьбы стержень заменить новым.
7.2.1.6 Ремонт стержня со сменой втулок.
7.2.1.6.1 Снять изношенные втулки со стержня, для чего втулки предварительно нагреть до температуры 180º С индукционным нагревателем.
7.2.1.6.2 Зачистить на токарном станке посадочную поверхность стержня под втулки. Допускается уменьшение диаметра от чертежного размера на 0,5 мм с последующей приточкой новой втулки под посадку на стержень с натягом в пределах от 0,037 до 0,178 мм.
7.2.1.6.3 Произвести механическую обработку заготовки новой втулки:
— по торцевым поверхностям на размер 100±1,1 мм;
— по внутреннему диаметру на размер Ø90Н9 под посадку на стержень с учетом натяга в пределах от 0,037 до 0,178 мм;
— по наружному диаметру на размер Ø106 мм с учетом припуска на чистовую обработку втулки в сборе со стержнем.
7.2.1.6.4 Проверить втулки наружным осмотром на отсутствие трещин.
7.2.1.6.5 Подогреть втулки до температуры 180º С.
7.2.1.6.6 Одеть втулки на стержень. Охладить втулки на стержне до температуры воздуха в цехе.
7.2.1.6.7 Установить стержень с запрессованными втулками на станок, произвести чистовую обработку по наружному диаметру под размер Ø105b12 мм.
7.2.1.6.8 Проверить стержень на соответствие чертежным размерам.
7.2.1.6.9 Проверить стержень в сборе с втулками магнитным дефектоскопом на отсутствие трещин.
7.2.2 Гайка стержня черт. 8ТН.946.310 (рис.Е.5)
Осмотреть гайку стержня, проверить резьбу. Гайку стержня при из-носе резьбы и механических повреждениях заменить новой. Износ резьбы по диаметру допускается не более 1 мм. Оставить при условии комплектации узла стержнем, не имеющим выработанной резьбы. Суммарный износ резьбы гайки и стержня не более 1 мм.
7.2.3 Шайба, 8ТН.952.139 (рис.Е.6)
7.2.3.1 Проверить шайбу визуальным осмотром с помощью лупы на отсутствие трещин. При наличии трещин шайбу заменить.
7.2.3.2 Проверить состояние опорной поверхности шайбы для пружины. При износе опорной поверхности более 2 мм — восстановить методом электродуговой наплавки электродом типа Э42А марки УОНИ 13/45 с последующей термической и механической обработкой по чертежу.
7.2.3.3 При меньшем износе опорную поверхность проверить на токарном станке. Допуск соосности поверхностей А и Б относительно их общей оси — 0,5 мм. Допуск перпендикулярности оси поверхности Б относительно поверхности В — 0,5 мм на длине 234 мм. Допуск соосности поверхностей Б и Г относительно их общей оси — 0,1 мм.
7.2.4 Прокладка, черт. 5ТН.155.061, 5ТН.155.058, 7ТН.269.040, кольцо, черт. 8ТН.214.666 (рис.Е.7), прокладка, черт. 5ТН.155.060, 7ТН.269.910, кольцо, черт. 8ТН.214.669 (рис.Е.8)
7.2.4.1 Прокладки осмотреть, выявить наличие износов, сколов, трещин. Прокладки заменяются при наличии трещин.
7.2.4.2 Проверить качество сварных швов соединения прокладки с кольцом. Трещины в сварных швах не допускаются.
7.2.4.3 Измерить износ рабочих поверхностей прокладок по шаблону (рис.Е.9) при помощи щупа. При износе более 0,5 мм поверхности желобов восстановить наплавкой электродом типа Э-70Х3СМТ ГОСТ 10051-75 марки ЭН-60М с последующей механической и термической обработкой до твердости указанной в чертежах, соблюдая последовательность операций п.7.2.5.2 настоящей Технологической инструкции.
7.2.4.4 Измерить зазор между прокладкой и спаренной с ней опорой. Минимальный зазор между прокладкой и спаренной с ней опорой не менее 10 мм (рис.Е.1). При зазоре менее 10 мм прокладка заменяется новой.
7.2.5 Опора, черт. 5ТН.043.168, 8ТН.043.113 (рис.Е.11), 8ТН.043.118 (рис.Е.12)
7.2.5.1 Опоры осмотреть, выявить наличие износов, сколов, трещин. При наличии трещин заменить новыми. Опоры, имеющие износ и сколы поверхности Г (рис.Е.11,Е.12), восстановить наплавкой электродом типа Э42А марки УОНИ 13/45 с последующей термической и механической обработкой до чертежных размеров. Величина износа определяется как разница между минимальным чертежным размером и фактически измеренным.
7.2.5.2 Проверить по шаблону (рис.Е.10) размеры опорной поверхности В (рис.Е.11,Е.12). Допускаемый износ по поверхности В — 0,5 мм. При большем износе опорные поверхности кулачков восстановить наплавкой с последующей термической и механической обработкой, выдерживая следующую последовательность:
а) подогреть опору до температуры 250-300º С в нагревательной печи;
б) наплавить изношенные поверхности электродуговой сваркой электродами типа Э-70Х3СМТ ГОСТ 10051-75 марки ЭН-60М диаметром 5 мм. Не допускается оставлять незаплавленным кратер шва;
в) охладить до температуры окружающего воздуха;
г) зачистить наплавленную поверхность;
д) отжечь в печи отжига по режиму:
— загрузить в печь при температуре 300-400º С;
— прогреть до температуры 800-820º С;
— выдержать в этом режиме 1,5-2 часа;
— охладить с печью до температуры 400º С;
— охладить на воздухе до температуры воздуха в цехе;
е) произвести механическую обработку после наплавки и отжига. Зачистить заусенцы;
ж) зазор между опорой и прокладкой в сборе должен быть не менее 10 мм (рис.Е.1);
и) закалить опорные поверхности деталей ТВЧ согласно техническим требованиям чертежей;
к) проверить деталь магнитным дефектоскопом на отсутствие трещин.
7.2.6 Стакан, черт.5ТН.268.144, 5ТН.268.143, 7ТН.283.945, 8ТН.180.945 (рис.Е.4, Е.13), втулка (деталь), черт. 8ТН.211.518 (рис.Е.14)
7.2.6.1 Стакан осмотреть. При наличии трещин на трубе, трубу заменить. Проверить качество сварного шва приварки фланца к трубе магнитным дефектоскопом. Трещины в сварном шве не допускаются. При наличии трещин сварной шов удалить и приварить новую трубу с последующей механической обработкой по чертежу.
7.2.6.2 Проверить наличие выработки на наружной поверхности трубы стакана (рис.Е.13). Допустимый износ наружной поверхности не более 0,5 мм. Места выработки не более 10% толщины восстановить наплавкой электродами типа Э42А ГОСТ 9467-75 марки УОНИ 13/45 с последующей механической обработкой по чертежу.
7.2.6.3 Проверить состояние и размеры опорной поверхности В (рис.Е.13) стакана под пружину. Опорную поверхность с износом менее 1 мм проточить на токарном станке до исчезновения выработки, Места выработки не более 2 мм — восстановить наплавкой электродами типа Э42А ГОСТ 9467-75 марки УОНИ 13/45 с последующей механической обработкой до чертежного размера.
7.2.6.4 Ремонт стакана со сменой втулок:
а) подрезать сварочные швы втулок стакана с двух сторон;
б) подогреть стакан до температуры 180º С, выпрессовать втулки;
в) проверить состояние внутренней поверхности стакана под запрессовку новых втулок. Допускается увеличение диаметра до размера Ø118,5Н9 для выправления дефектов внутренней поверхности годного стакана от выпрессовки сменяемых втулок;
г) произвести механическую обработку заготовок новых втулок согласно черт.8ТН.211.518 под запрессовку в стакан с натягом в пределах от 0,037 до 0,178 мм с припуском на обработку внутреннего диаметра втулки после запрессовки. Осмотреть. Трещины не допускаются;
7.2.6.5 Запрессовать втулки в стакан без подогрева.
7.2.6.6 Приварить торцы втулок к стакану электродом типа Э-07Х20Н9 ГОСТ 10052-75 марки ОЗЛ-8. Допускается сварка сварочной проволокой марки Св-06Х19Н9Т ГОСТ 2246-70.
7.2.6.7 Произвести чистовую обработку внутренней поверхности втулок в сборе со стаканом до чертежного размера. На поверхности Б (рис.Е.14) допускается винтовая риска от выхода инструмента глубиной не более 0,25 мм.
7.2.7 Балансир, черт. 5ТН.232.128 (рис.Е.15)
7.2.7.1 Балансир, очищенный от грязи и краски, осмотреть, измерить износы.
7.2.7.2 Рабочие поверхности балансира по размерам 145 мм и диаметра 148 мм при износе не более 2% от чертежного размера, восстановить наплавкой электродами типа Э42А марки УОНИ 13/45 с последующей механической обработкой до чертежного размера.
7.2.7.3 Отверстия диаметром 22 мм под болтовые соединения, имеющие выработку не более 2 мм на диаметр допускается оставлять без исправлений. При большем износе – восстановить наплавкой электродами типа Э42А ГОСТ 9467-75 марки УОНИ 13/45 с последующей механической обработкой до чертежного размера.
7.2.7.4 Допускаемая овальность отверстий диаметром 110 мм не более 2,2 мм. При большем износе – восстановить наплавкой электродами типа Э42А ГОСТ 9467-75 марки УОНИ 13/45 с последующей механической обработкой до чертежного размера.
7.2.8 Пружина, черт. 8ТН.281.319 (рис.Е.1)
7.2.8.1 Пружина подлежит замене при наличии следующего дефекта:
— при наличии трещин, сколов, изломов. Произвести магнитную дефектоскопию пружины на обнаружение трещин;
— при отклонении от перпендикулярности более 4 мм на всей высоте пружины при установке опорного витка на поверочную плиту;
— высота пружины в свободном состоянии не соответствует размеру 369-387 мм.;
— высота пружины с комплектом регулировочных прокладок высотой которая приведена в Приложении А под тарировочной нагрузкой 68,7(7) кН(тс) не соответствует размеру 310±1 мм.
7.2.8.2 Каждую тележку комплектовать пружинами, имеющими разницу под статической нагрузкой не более 2 мм.
7.2.9 Кронштейн рамы тележки, черт.8ТН.121.235, кронштейн кузова, черт. 8ТН.121.238 (рис.Е.16)
7.2.9.1 Проверить состояние кронштейнов люлечного подвешивания рамы тележки. Места износа кронштейна в поперечном сечении до 10% восстановить наплавкой с последующей механической обработкой до чертежных размеров. При большем износе кронштейны заменяются. Трещины в кронштейнах завариваются с постановкой усиливающей накладки.
7.2.9.2 При возникновении трещин С на кронштейне рамы тележки, последнюю разделать и заварить в соответствии с требованиями черт.599.010.183 и Инструкции по сварочным и наплавочным работам.
7.2.9.3 Усиление кронштейна рамы тележки производить в следующей последовательности:
— изготовить планку поз.1 и приварить ее согласно (рис.Е.16) на кронштейне, где была заварена трещина С, при этом сварной шов приварки планки к ребрам кронштейна не доваривать до края ребер кронштейна на расстоянии 20±2 мм. При необходимости планку поз.1 подогнать по месту;
— перед приваркой планки, прихваточный шов (при его наличии) удалить, место удаления шва зачистить;
— сварной шов Т6 в районе отверстия диаметром Ø130 мм на длине 35 мм min зачистить (вид В рис.Е.16).
7.2.9.4 При наличии трещин Б в сварном шве приварки кронштейна к накладке (рис.Е.16), трещину разделать и заварить согласно требованиям Инструкции по сварочным и наплавочным работам.
7.2.9.5 При износе отверстия диаметром 130 мм под стержень более 6 мм на диаметр, кронштейны рамы тележки бракуются и заменяются новыми.
7.2.9.6 Сварку производить электродом типа Э42А ГОСТ 9467-75 марки УОНИ 13/45 ГОСТ 9466-75.
7.2.9.7 Запрещается заваривать повторно трещины по одному и тому же месту, а также сваривать разбитые на части кронштейны.
7.2.9.8 Повторное использование кронштейнов невозможно, так как срезать их необходимо по телу кронштейна, что приводит к полной его негодности.
7.2.9.9 О произведенных работах по заварке трещин сделать отметку в паспорте тележки с приложением эскизов и указания даты ремонта и фамилии сварщика.
7.2.10 Горизонтальный упор, черт. 5ТН.270.056 (рис.Е.2)
7.2.10.1 Крышка упора, черт.5ТН.313.030, 8ТН.313.346, вкладыш, черт.8ТН.263.104, втулка крышки, черт.8ТН.210.626
7.2.10.1.1 Измерить глубину износа вкладыша «h поз.10, крышки упора на кузове. При глубине износа «h» более 2,0 мм вкладыш заменить новым.
7.2.10.1.2 Проверить износ накладок на раме тележки. При износе от 1 до 3 мм восстановить наплавкой. При износе накладок более 3 мм, открепить болты, снять накладки и заменить новыми.
7.2.10.1.3 Крышку упора осмотреть, проверить наличие трещин, проверить наличие износа в отверстиях под шпильки. Допускаемый износ отверстий под шпильки 1 мм. Трещины на крышке упора поз.9 разделать и заварить электродом типа Э42А марки УОНИ 13/45 ГОСТ 9467-75.
7.2.10.1.4 Проверить величину износа втулок по диаметру 130 мм и плотность посадки их в крышке и стакане. Допускаемый износ втулок по диаметру 130 мм — 0,5 мм. При ослабленной посадке втулок и большем износе — втулки заменить новыми.
7.2.10.1.5 Приварку торцов втулки и вкладыша производить электродом типа Э-07Х20Н9 ГОСТ 10052-75 марки ОЗЛ-8.
7.2.10.2 Ремонт стакана со сменой втулки. Стакан, черт.5ТН.268.072, втулка стакана, 8ТН.210.625
На токарном станке резцом срезать сварные швы приварки торцов втулки к стакану. Спрессовать втулку. Для съема втулки допускается нагрев стакана до температуры 180º С. Обработать новую заготовку втулки согласно чертежу с припуском на чистовую обработку. Нагреть втулку до температуры 180º С. Напрессовать втулку на стакан. Произвести приварку торцов втулки к стакану. Приварку торцов втулки к стакану производить электродом типа Э-07Х20Н9 ГОСТ 10052-75 марки ОЗЛ-8. Произвести механическую обработку стакана в сборе со втулкой согласно черт.5ТН.313.030.
7.2.10.3 Пружина, черт.8ТН.281.466
7.2.10.3.1 Подлежит замене:
— при наличии трещин, сколов, изломов;
— при высоте в свободном состоянии менее 90 мм.
7.2.10.3.2 В сборе пружина должна иметь преднатяг 1,5 — 2 мм, обеспечиваемый необходимым количеством шайб поз.13. Преднатяг должен препятствовать перемещению деталей поз.8,9,17. Максимальное дожатие пружины определяется размером Г = 13,5 — 16,5 мм.
7.2.11 Вертикальный упор, черт. 5ТН.270.048 (рис.Е.2)
Проверить износ поверхности крышки упора поз.1. Поверхность крышки с вмятинами, потертостями глубиной менее 2 мм проточить на станке. При износе более 2 мм восстановить наплавкой с последующей механической обработкой по чертежу. При износе поверхности крышки упора более 5 мм заменить новой.
Резиновую прокладку поз.6 заменить новой.
Изношенные места накладок на раме тележки от 1 до 3 мм допускается восстановить наплавкой. При износе накладок более 3 мм заменить новыми.
7.3 Сборка люлечного подвешивания и ограничительных упоров
Монтаж люлечного подвешивания выполняют в следующей последовательности.
7.3.1 Перед сборкой люлечного подвешивания смазать трущиеся поверхности втулок стержня и стакана, а также кулачков опор, желобов прокладок и резьбовой части стержня смазкой ВНИИ НП-232 ГОСТ 14068-79.
7.3.2. Подобрать пружины поз.8 (рис.Е.1) с комплектом регулировочных прокладок (шайб) поз.26 так, чтобы общая их высота под тарировочной (испытательной ) нагрузкой 68,7кН (7000 кгс) составляла 310±1 мм. Для подсчета требуемой толщины прокладок из указанного норматива вычитают высоту пружины под испытательной нагрузкой. При высоте ее 309-311 мм регулировочные прокладки на борт стакана поз.14 не ставят.
7.3.3 Подобрать опоры и прокладки балансира, верхних и нижних шарниров, проверить совпадение кулачков опор и впадин прокладок. Проверить зазор между опорами и прокладками верхних и нижних шарниров как среднее арифметическое значение двух измерений с противоположных сторон. Зазор должен быть в пределах от 10 до 15 мм.
7.3.4 Собрать стержень с верхней опорной шайбой и вставить в стакан, предварительно собранный с пружиной и комплектом регулировочных прокладок. Подобранный комплект пружин с прокладками в сборе со стержнем поз.7 с помощью специального захвата транспортировать к месту установки их на тележки..
7.3.5 На кронштейнах рам тележек установить опоры поз.15 и прокладки поз.6 так, чтобы кулачки опор обязательно находились в желобах прокладок. Затем все восемь собранных комплектов люлечных подвесок установить на рамах тележек. Для этого хвостовики стержней подвесок пропустить через отверстия в кронштейнах рамы тележки и закрепить их проволокой так, чтобы при опускании кузова стержни подвески его не касались.
7.3.6 Установить горизонтальные упоры на раму кузова.
7.3.7 Установить вертикальные упоры на раму кузова.
7.3.8 Подкатить тележки под поднятый на домкратах кузов.
7.3.9 Опустить кузов до 140 мм выше номинального положения для удобства монтажа люлечного подвешивания. При этом необходимо следить за вхождением стержней люлечного подвешивания в пазы кронштейнов на раме кузова, шкворней в шаровые связи и особенно за сочленением и взаимным расположением опор поз.15 и прокладок поз.6 на раме тележки. Правильность сочленения опор необходимо контролировать через люки в полу кузова с помощью зеркала и подсветки. Неправильное расположение кулачков опор в прокладках является основной причиной образования выработки, а также излома стержней и пружин люлечного подвешивания при эксплуатации электровозов.
7.3.10 Установить балансиры на раме кузова. Закрепить их на кронштейнах кузова болтами, гайками с шайбами. Установить на хвостовики стержней опоры поз.5, прокладки поз.3, опоры поз.2, навернуть гайки поз.1.
7.3.11 Опустить кузов на тележку полностью, окончательно закрепить балансиры, проверить правильность сборки верхнего и нижнего шарниров подвески. Выступы опор должны войти во впадины прокладок.
7.3.12 Установить страховочные троса для чего закрепить один конец троса болтом поз.20 (рис.Е.1) с гайкой поз.19.
7.3.13 По окончании сборки проверить и отрегулировать вращением гаек на стержнях высоту пружин, которая вместе с прокладками должна быть в пределах от 309 до 311 мм. Установить крюки троса поз.25 в отверстия стержней и пазы гаек поз.1, закрепив их гайками поз.23 с шайбами поз.24.
7.3.14 После опускания кузова на тележки проверить зазоры по вертикальным и горизонтальным упорам рамы. Зазор между вертикальным упором и верхней плоскостью рамы тележки (рис.Е.2) должен быть в пределах который приведен в Приложении А.
Зазор между вкладышем горизонтального упора на кузове и накладкой на боковине рамы тележки (рис.Е.2) должен быть в пределах который приведен в Приложении А.
Зазоры регулируют пакетами прокладок, толщина которых не должна превышать 50 мм.
Регулировка зазоров производится на выверенном горизонтальном участке пути.
Обкатать электровоз, установить вновь на выверенный горизонтальный участок пути и вторично измерить и отрегулировать зазоры, указанные в п.7.3.3, 7.3.14 настоящей Технологической инструкции.
Приложение А
(Обязательное)
Таблица А.1 — Нормы допусков и износов люлечного подвешивания
Источник