- D_1.7C УСТРОЙСТВО И РЕМОНТ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЭЛЕКТРОВОЗА ВЛ10
- Технологический процесс ремонта моторно-осевых подшипников
- Устройство моторно-осевых подшипников, износы и основные повреждения. Осмотр и ревизия деталей, система смазывания и ремонт моторно-осевых подшипников. Организация рабочего места и техника безопасности при ремонте. Технологическая карта ремонта.
- Соглашение об использовании материалов сайта
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
- ОБСЛУЖИВАНИЕ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ

D_1.7C УСТРОЙСТВО И РЕМОНТ
МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ ЭЛЕКТРОВОЗА ВЛ10
1 Краткая характеристика моторно-осевых подшипников электровоза ВЛ-10
1.1 Виды подвешивания тяговых электродвигателей
На грузовых электровозах, конструкционная скорость которых 100—110 км/ч, обычно применяют опорно-осевое подвешивание двигателей, при котором двигатель одной стороной через моторно-осевые подшипники жестко опирается на ось колесной пары, а другой упруго связан с рамой тележки. При опорно-осевом подвешивании вращающий момент на колесную пару передается через тяговую зубчатую передачу, состоящую из шестерни, насаженной непосредственно на вал тягового двигателя, и зубчатого колеса, находящегося на колесной паре. На грузовых электровозах обычно применяют двусторонние передачи, т. е. шестерни насаживают на оба конца вала двигателя. Недостаток опорно-осевого подвешивания заключается в том, что удары, воспринимаемые колесной парой, жестко передаются на двигатель через моторно-осевые подшипники и зубчатое зацепление; кроме того, так как часть массы двигателя (примерно половина) передается жестко на колесную пару, то значительно увеличиваются масса неподрессоренных частей и динамические нагрузки на путь. Однако опорно-осевое подвешивание получило широкое распространение вследствие простой конструкции тяговой передачи.
На пассажирских электровозах, конструкционные скорости которых 120 км/ч и выше, используют рамное подвешивание двигателей, при котором двигатель жестко крепят к раме тележки, т. е. он является полностью подрессоренным. Тяговая передача при рамном подвешивании двигателя состоит из зубчатой передачи и механизма, воспринимающего относительный перемещения между двигателем и колесной парой. Тяговые передачи пассажирских электровозов односторонние.
При односторонней передаче ось колесной пары подвергается действию крутящего момента; при двусторонней — средняя часть оси практически разгружена от передачи вращающего момента. Однако для равномерного распределения вращающего момента двигателя при двусторонней передаче необходимо принимать специальные меры; применять упругие передачи или передачи с косым зубом. Выравнивание нагрузок при косозубых передачах, имеющих разнонаправленный скос зубьев, происходит следующим образом. Если сначала в зацеплении находится передача с одной стороны двигателя, то появляется горизонтальная сила, которая сдвигает тяговый двигатель в сторону до вступления в зацепление передачи другой стороны. Это поперечное перемещение двигателя продолжается до тех пор, пока горизонтальные силы обеих сторон не станут равными, т. е. пока не наступит выравнивания передаваемых вращающих моментов каждой стороны.
1.2 Устройство моторно-осевого подшипника ВЛ-10
На электровозах ВЛ10 используется опорно-осевое подвешивание тяговых электродвигателей, т.е. каждый ТЭД одной стороной опирается через два моторно-осевых подшипника на ось колесной пары, а другой стороной подвешен к раме тележки через резиновые шайбы.
Моторно-осевые подшипники (рис. 1) — служат для опоры ТЭД на ось колесной пары и выполнены с постоянным уровнем смазки. Для МОП на остове ТЭД отлиты два кронштейна, к которым четырьмя болтами крепятся шапки МОП, отлитые из стали. Внутренняя поверхность кронштейнов и шапок растачивается под установку вкладышей МОП.
Вкладыши МОП остоят из двух половин, в виде полуцилиндров с буртами, отлитых из латуни марки ЛКС80-3-3, причем наружный вкладыш имеет окно для подачи смазки. Для фиксации вкладышей от перемещения в осевом направлении с одной стороны они имеют бурты, а для предотвращения их проворота в кронштейне ТЭД установлена шпонка на стыке между половинами вкладышей. Внутренняя поверхность вкладышей заливается слоем баббита Б16. Баббит внутри вкладышей растачивается по диаметру шейки оси колесной пары с зазором 0,25- 0,5 мм, затем баббит вкладышей пришабривается по шейке оси колесной пары (0 205,45+0’09 мм). Для обеспечения регулировки натяга посадки вкладышей в моторно-осевых подшипниках между их шапками и остовом ТЭД установлены стальные прокладки толщиной 0,35 мм, которые по мере износа наружного диаметра вкладышей снимают.
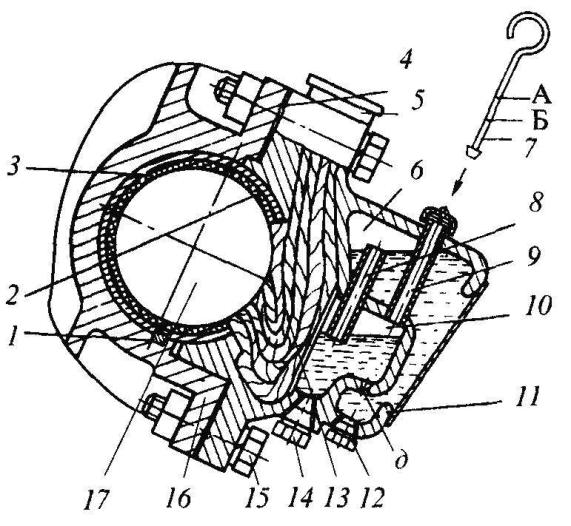
Рисунок 1 — Моторно-осевой подшипник:
1 — шпонка; 2 — внутренний вкладыш; 3 — наружный вкладыш; 4 — регулировочные прокладки; 5 — отверстие для закладки кос; 6 — камера-резервуар; 7 — масломерный щуп; 8 — трубка-ниппель; 9 — трубка для заправки подшипника маслом; 10 — камера постоянного уровня смазки; 11 — шапка МОП; 12, 14 — пробки; 13 — камера для кос; 75 — болт для крепления шапки МОП к остову ТЭД; 16 — остов ТЭД; 17 — ось колесной пары; д — конусное отверстие для вставки заправочного шланга; А,Б — контрольные риски уровня масла (минимальный уровень 30 мм)
Шапка МОП отлита из стали Ст25Л1, и крепится к остову ТЭД при помощи замка и четырех болтов М36х2. В качестве смазки используется масло индустриальное И-40, или масло осевое в количестве 4,8 кг в одну шапку. Добавление смазки осуществляется на ТО-2 через каждые 6 суток.
Для смазки оси и вкладышей моторно-осевых подшипников шапки имеют внутри три камеры: камеру для кос, камеру постоянного уровня смазки и камеру-резервуар для хранения смазки.
В камеру для кос сверху через отверстие с крышкой закладываются три косы, сплетенные из шерстяных нитей длинной 800 мм, пропитанные в течение суток в смазке и сложенные вдвое на деревянную лопатку. Эти косы через окно в наружном вкладыше моторно-осевого подшипника соприкасаются с осью колесной пары.
При заправке наконечник шланга входит в заправочное отверстие д и смазка под давлением (около 3 кгс/см2) поступает в камеру-резервуар, а через верх ниппеля (трубочки) поступает также в камеру постоянного уровня, заполняя ее до тех пор, пока уровень смазки в ней не перекроет внизу отверстие ниппеля. Таким образом в камере постоянного уровня все время будет поддерживаться атмосферное давление (путем сообщения этой камеры с атмосферой через отверстие в заправочной трубке 9), а сверху в камере-резервуаре будет разряжение. В результате разности давлений будет отсутствовать перетекание смазки из камеры-резервуара в камеру постоянного уровня через заправочное отверстие до тех пор, пока уровень смазки в камере постоянного уровня не понизится ниже отверстия ниппеля.
Масло из камеры постоянного уровня через косы и вырез во вкладыше подается к оси колесной пары. При вращении оси оно захватывается из промасленных кос и покрывает всю рабочую поверхность баббитовой заливки. Высота уровня масла в камере постоянного уровня зависит от высоты ниппеля, соединяющего ее с камерой-резервуаром. При движении электровоза уровень масла в камере постоянного уровня будет понижаться вследствие расхода его на смазывание. Как только уровень масла в камере постоянного уровня станет ниже конца ниппеля, то воздух, находящийся в этой камере, через ниппель начнет поступать вверх в камеру-резервуар, в результате чего часть смазки из камеры-резервуара через нижнее заправочное отверстие д будет перетекать в камеру постоянного уровня для смазки шерстяных кос; это перетекание будет происходить до тех пор, пока не закроется смазкой нижнее отверстие ниппеля на высоте 50-5-60 мм. Таким образом, уровень смазки в камере постоянного уровня будет постоянным.
Подвеска ТЭД к раме тележки (рис. 2) — выполнена следующим образом:
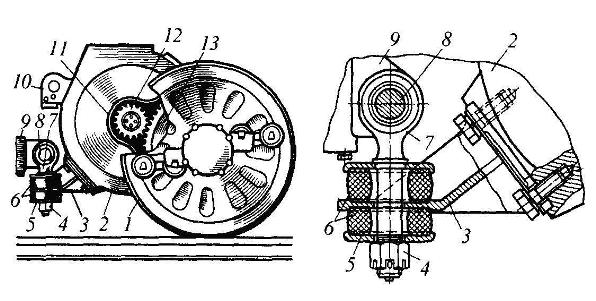
Рисунок 2 — Подвешивание тягового двигателя:
1 — ось колесной пары; 2 — остов тягового двигателя; 3 — кронштейн остова ТЭД; 4 — гайка (М60); 5 — стальная шайба; 6 — резиновые шайбы; 7 — подвеска; 8 — валик подвески; 9 — коробка шаровой связи шкворня; 10 — предохранительный кронштейн; 11 — кожух зубчатой передачи; 12 — шестерня ТЭД; 13 — зубчатое колесо
- с одной стороны к остову ТЭД шестью болтами М42 прикреплен кронштейн с отверстием, отлитый из стали 12ГТЛ, с ребрами для жесткости, шесть болтов, крепящих этот кронштейн попарно, стопорят пластиной;
- в средней части к шкворневому брусу рамы тележки снизу приварен цилиндр (коробка шаровой связи), с боков которого отлито по два кронштейна для крепления двух ТЭД. К этим двум кронштейнам валиком 0 70 мм прикреплена подвеска, откованная из стали 45 в виде болта 0 70 мм с верхней головкой и отверстием под валик.
При сборке тележки на кронштейн остова ТЭД сверху в гнездо устанавливают резиновую и стальную шайбу. Затем с помощью крана или домкрата ТЭД поворачивается вверх на оси колесной пары на моторно-осевых подшипниках. При этом подвеска проходит через отверстия в верхней стальной и резиновой шайбах и в кронштейне. Затем снизу в гнездо кронштейна устанавливается нижняя резиновая и стальная шайбы, и на резьбу на конце подвески накручивается корончатая гайка М60 со шплинтом. При этом с помощью крана или домкрата обе резиновые шайбы сжимаются на 26 мм (в сумме) с усилием 3 тс. Таким образом, половина веса ТЭД (2,2 т) передается на кронштейн, через нижнюю резиновую—на стальную шайбу, затем на гайку и через резьбу М60 на подвеску и далее через валик на два кронштейна шкворневого бруса рамы тележки. От выпадания валик подвески стопорится двумя планками с торцов.
На случай обрыва подвески на остове ТЭД сверху отлиты два предохранительных кронштейна. К каждому из них двумя болтами крепятся угольники, которые с зазором 30+40 мм находятся над шкворневым брусом рамы тележки.
В отверстия для валиков в кронштейнах шкворневого бруса рамы тележки и в головке подвески запрессованы сменные втулки из марганцовистой стали.
Источник
Технологический процесс ремонта моторно-осевых подшипников
Устройство моторно-осевых подшипников, износы и основные повреждения. Осмотр и ревизия деталей, система смазывания и ремонт моторно-осевых подшипников. Организация рабочего места и техника безопасности при ремонте. Технологическая карта ремонта.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 18.03.2012 |
| Размер файла | 250,1 K |
Соглашение об использовании материалов сайта
Просим использовать работы, опубликованные на сайте, исключительно в личных целях. Публикация материалов на других сайтах запрещена.
Данная работа (и все другие) доступна для скачивания совершенно бесплатно. Мысленно можете поблагодарить ее автора и коллектив сайта.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Подобные документы
Организация локомотивного депо, определение программы ремонтов и технических обслуживаний. Расчет фронта ремонта локомотивов. Технология ремонта корпусов, моторно-осевых и якорных подшипников, катушек, коллекторов электродвигателя–преобразователя НБ–436.
дипломная работа [271,0 K], добавлен 14.09.2012
Организация диагностирования и ремонта роликов моторно-осевых подшипников тягового электродвигателя электровоза вихретоковым контролем. Устройство, принцип работы, основные неисправности и дефекты. Порядок работы в режиме повторной выбраковки роликов.
курсовая работа [2,3 M], добавлен 25.04.2014
Выбор способа восстановления деталей. Разработка технологического процесса ремонта детали. Устройство и принцип работы приспособления для расточки отверстий в ступице переднего колеса под обоймы подшипников. Техника безопасности при работе с ним.
курсовая работа [188,4 K], добавлен 31.03.2010
Основные элементы конструкции подшипников и назначение буксового узла. Характеристика материалов, периодичность и сроки ремонта роликовых подшипников. Выбор и обоснование выбранного метода восстановления. Охрана труда и меры по технике безопасности.
курсовая работа [312,4 K], добавлен 21.08.2011
Технология ремонта газораспределительного механизма и замена распределительного вала в комплекте с корпусом подшипников на двигателе ВАЗ-2106. Ремонт системы питания и замена диафрагмы топливного насоса автомобиля. Техника безопасности выполнения ремонта.
курсовая работа [1,5 M], добавлен 17.11.2014
Устройство ремонтируемой машины, принцип работы. Техническая характеристика, устройство и работа ремонтируемого узла. Контроль, сортировка и дефектация деталей. Технологический процесс ремонта. Маршрутно-операционная карта ремонта одной детали узла.
курсовая работа [3,5 M], добавлен 06.02.2009
Дефекты детали (корпус подшипников водяного насоса), причины их возникновения. Выбор рационального способа восстановления детали. Технологический маршрут, оборудование и технологическая оснастка. Назначение, устройство и принцип действия приспособления.
курсовая работа [1,5 M], добавлен 31.01.2018
Источник
ОБСЛУЖИВАНИЕ МОТОРНО-ОСЕВЫХ ПОДШИПНИКОВ
При осмотре МОП проверяют крепление крышек (шапок) путем обстукивания. Контролируют уровень осевого масла. При постановке польстерных пакетов необходимо следить, чтобы польстер прижимался к оси колесной пары с усилием 5 кГ всей своей рабочей поверхностью и свободно перемещался в направляющих. Выступление польстера из коробки должно быть 20 мм, при этом фитили относительно войлочных пластин должны выступать на 3-5 мм.
Зазор на «масло» в МОП измеряется между нижним вкладышем и осью кол. пары с помощью длинного щупа через овальное отверстие в кожухе. Он не должен превышать в эксплуатации 2 мм.
При постановке новых вкладышей зазор должен быть в пределах 0.4 — 0.8 мм. Разность зазоров в подшипниках одного колесно-моторного блока, при выпуске из ТР-3, допускается не более 0.3 мм.
При монтаже новых подшипников между крышками и остовом ТЭД устанавливают регулировочные прокладки толщиной 0.35 мм. При необходимости толщину этих прокладок уменьшают, что приводит к уменьшению зазора на «масло». Осевой разбег ТЭД в эксплуатации допускается не более 5 мм.
Причины нагрева моторно-осевых подшипников:
— недостаточное количество смазки;
— попадание песка или других механических примесей в подшипник;
— плохое состояние польстера (загрязненный фитиль, его износ);
— малый зазор на «масло»;
— большая разница в зазорах на «масло»;
— несоответствие сорта смазки времени года.
Если МОП чрезмерно нагревается (предельный нагрев 60 С), то необходимо добавить смазку, ослабить болты крепления крышек и уплотнительных полуколец со стороны коллектора ТЭД. Установить прокладки между крышкой подшипника и остовом ТЭД. После закрепления болтов следовать в депо, наблюдая за неисправным подшипником. Тяговый электродвигатель необходимо отключить.
Запрещается применять искусственное охлаждение во избежание появления трещин в оси. Чтобы предотвратить изгиб оси необходимо передвигать тепловоз по путям до достижения нормальной температуры МОП.
ОБСЛУЖИВАНИЕ РЕССОРНОГО ПОДВЕШИВАНИЯ
При осмотре рессорного подвешивания локомотивная бригада обращает внимание на отсутствие следующих неисправностей;
— трещины в подвесках, балансирах, хомутах, пружинах;
— перекос балансиров и задевание их о раму тележки;
— износ, лопнувшие или сдвинутые листы рессоры;
— ослабление втулок в подвесках и балансирах;
— наличие предохранительных скоб.
Наличие перекоса рессорного подвешивания проверяется на ровном и прямом участке пути после предварительной прокатки тепловоза на путях.
Правильно собранное рессорное подвешивание должно удовлетворять следующим условиям:
Разность расстояний от верха рессорной подвески до нижней плоскости рамы тележки для обеих концов одной рессоры не должна быть более 30 мм;
Зазор между верхней частью буксы и рамой тележки у полностью экипиро-ванного тепловоза должен быть в пределах 40 — 50 мм.
Регулировку производят прокладками толщиной до 5 мм, которые ставят между коренным листом и опорой листовой рессоры, а также постановкой сменных опор под балансиры с различной высотой головок от 20 до 30 мм.
При осмотре рессорного подвешивания бесчелюстной тележки необходимо убедиться в исправности пружин и фрикционных гасителей колебаний (нет ли трещин в местах приварки их к раме).
Зазор между верхом буксовых поводков и рамой тележки у полностью экипиро-ванного тепловоза должен быть в пределах 40 — 60 мм.
При разнице в диаметрах бандажей на тележке более 5 мм, на все комплекты пружин колесных пар, имеющих меньший диаметр, надо положить дополнительные прокладки. Их толщина должна быть равна половине разности максимального и минимального диаметров бандажей колесных пар.
ОБСЛУЖИВАНИЕ ТЯГОВОГО РЕДУКТОРА
Принимая тепловоз, локомотивная бригада должна проверить состояние и крепление кожуха тягового редуктора, а также уровень масла, который ограничивается нижним краем заправочной горловины, вид смазки ОСП.
Возможна утечка смазки через трещины или через уплотнения. Трещины, как правило, появляются по сварочным швам в результате вибрации при ослаблении крепления кожуха к остову тягового электродвигателя,
Возможно повреждение кожуха вследствие задевания его зубчатым венцом.
Кожух также может получить повреждение от какого-либо предмета, находящегося внутри колеи. Поэтому рекомендуется после передвижения тепловоза обратить внимание, не ли следов смазки СТП на том месте, где ранее находился тепловоз.
Основные неисправности зубчатой передачи:
износ, трещины и выкрашивание зубьев трещины в ободе зубчатого колеса
— проворот шестерни на валу якоря ТЭД
разрушение упругих элементов излом ограничительных колец
изнашивание роликов и их беговых дорожек
излом зубьев тягового редуктора
ОБСЛУЖИВАНИЕ АВТОСЦЕПНОГО УСТРОЙСТВА
При осмотре автосцепного устройства необходимо проверить:
работу центрирующего прибора
Нажатием на корпус автосцепки перемещают его в горизонтальной плоскости на 70 — 100 мм от среднего положения поочередно в обе стороны. Корпус автосцепки должен без задержек возвращаться в среднее положение;
свободность перемещения замка
Замок утапливают внутрь автосцепки, после чего он должен свободно выпадать в зев под собственным весом;
работу расцепного привода
Кладут рукоятку расцепного рычага плоской частью на горизонтальную полку кронштейна в положение «на буфер». Цепь привода коротка, если не удастся положить рычаг на полку; цепь длинна, если замок своей нижней частью выступает наружу от вертикальной стенки зева;
действие автосцепки на саморасцеп
Нажимая правой рукой на лапу замкодержателя, устанавливают его в рабочее положение на 18-20 мм от торцевой поверхности автосцепки; при нажатии левой рукой на замок он должен перемещаться в пределах 7-18 мм, но не входить внутрь автосцепки.
действие механизма автосцепки на удержание замка в расцепленном положении
Левой рукой поворачивают балансир валика подъемника до отказа, а затем, нажав правой рукой на лапу замкодержателя, отпускают балансир. Замок должен оставаться внутри автосцепки.
состояние корпуса автосцепки
Проверить, нет ли трещин и недопустимого износа перемычки хвостовика. Толщина перемычки должны быть не менее 46 мм;
состояние фрикционного аппарата
Проверить, нет ли трещин, изломов, недопустимых износов и потери упругости. Трещины и изломы не допускаются. Аппарат должен плотно прилегать к переднему и заднему упорам. Неприлегание свидетельствует о потере упругости;
состояние клина автосцепки
Проверить крепление, нет ли трещин, недопустимых износов. Клин должен иметь типовое крепление, ширину не менее 89 мм, толщину не менее 30 мм, изгиб не более 3 мм.
состояние тягового хомута
Проверить, нет ли трещин и износов. Планка, поддерживающая тяговый хомут, должна быть толщиной не менее 14 мм и надежно укреплена.
состояние ударно-центрирующего прибора
Трещины, изгибы и изломы деталей не допускаются. Маятниковые подвески должны стоять широкими головками вверх;
Провисание автосцепки допускается не более 10 мм, а возвышение не более 3 мм.
Расстояние между хвостовиком автосцепки и розеткой должно быть в пределах 25 — 40 мм.
Расстояние от ограничительного выступа головы автосцепки до розетки должно быть в пределах 70 — 90 мм.
Разница центров автосцепок между тепловозом и первым груженым вагоном должна быть не более 100 мм.
Также проверку автосцепки делают, не снимая ее с тепловоза, при ТО-3 и ТР-1 с помощью комбинированного шаблона 940Р.
При этом проверяется:
— действие механизма сцепления
— износ большого и малого зубьев
— износ ударной стенки зева.
Основные причины саморасцепа автосцепки:
— превышение разницы центров автосцепок тпопадание под замок снега, песка и других посторонних предметов
— короткая цепь расцепного привода
— изгиб или излом верхнего плеча предохранителя или полочки для него.
Источник