Технологический процесс ремонта передней подвески
При каждом техническом обслуживании и ремонте визуально проверяют состояние защитных чехлов шаровых шарниров подвески и амортизаторных стоек, шаровых и резинометаллических шарниров, резиновых втулок и подушек.
Люфт шарового шарнира можно обнаружить покачиванием вручную нижнего рычага в вертикальной плоскости и вывешенного колеса за верхнюю и нижнюю части вокруг его продольной горизонтальной оси.
При осмотре выявляют течи амортизаторной стойки, задиры на рабочей поверхности штока, деформации и повреждения остальных деталей и узлов подвески, следы задевания о дорожные препятствия.
7.4. Замена стойки передней подвески на посту СТОА:
Необходимо затормозите автомобиль стояночным тормозом и установить противооткатные упоры, откручиваем колесные болты на1/2 оборота, открыть капот.
 Вывешиваем автомобиль на подъемнике и снимаем колесо со стороны снимаемой стойки. Поворачиваем рулевое колесо в противоположную сторону до упора.
Вывешиваем автомобиль на подъемнике и снимаем колесо со стороны снимаемой стойки. Поворачиваем рулевое колесо в противоположную сторону до упора.
 Рис. 1. Вынимаем шплинт. Рис. 1. Вынимаем шплинт. |  Вынимаем шплинт, как показано на (рис 1) Вынимаем шплинт, как показано на (рис 1) |
 Рис 2 отворачиваем гайку крепления пальца наконечника рулевой тяги к рычагу стойки. Рис 2 отворачиваем гайку крепления пальца наконечника рулевой тяги к рычагу стойки. | Накидным ключом «на 19» отворачиваем гайку крепления пальца наконечника рулевой тяги к рычагу стойки.(рис 2) |
 Рис 3 Съемником выпрессовываем палец из рычага. Рис 3 Съемником выпрессовываем палец из рычага. | Съемником выпрессовываем палец из рычага. (рис 3) |
 Рис 4 Выводим муфту переднего тормозного шланга из держателя стойки. Рис 4 Выводим муфту переднего тормозного шланга из держателя стойки. | Выводим муфту переднего тормозного шланга из держателя стойки.(Рис. 4) |
 Рис 5 Снимаем крышку Рис 5 Снимаем крышку |  Снимаем крышку .(Рис 5) Снимаем крышку .(Рис 5) |
 Рис 6 Специальный ключ для штока Рис 6 Специальный ключ для штока | Для отворачивания гайки штока амортизатора применяем специальный ключ, позволяющий удержать шток от проворачивания.(Рис 6) |
 Рис 7 Ослабляем затяжку гайки штока амортизатора Рис 7 Ослабляем затяжку гайки штока амортизатора | Ослабляем затяжку гайки штока амортизатора, рожковыми ключами одним на «12», другим на «17» (Рис 7) |
 Рис 8 Наносим краской метки Рис 8 Наносим краской метки | Перед отворачиванием болта верхнего крепления стойки к поворотному кулаку наносим краской установочные метки на болт и кронштейн стойки.(Рис 8) |
 Рис 9 Отворачиваем гайку верхнего болта Рис 9 Отворачиваем гайку верхнего болта |  Головкой «на 19» отворачиваем гайку верхнего болта, удерживая болт от проворачивания ключом той же размерности..(Рис 9) Головкой «на 19» отворачиваем гайку верхнего болта, удерживая болт от проворачивания ключом той же размерности..(Рис 9) |
 Рис 10 выколоткой выбиваем болт. Рис 10 выколоткой выбиваем болт. | Сняв с болта шайбу для регулировки угла развала колеса, выколоткой из мягкого металла выбиваем болт.(рис 10) |
 Рис 11 отворачиваем гайку нижнего болта крепления стойки и отводим поворотный кулак. Рис 11 отворачиваем гайку нижнего болта крепления стойки и отводим поворотный кулак. | Аналогично отворачиваем гайку нижнего болта крепления стойки к поворотному кулаку и выбиваем болт. Отводим поворотный кулак от стойки, не натягивая тормозной шланг. (рис 11) |
 Рис 12 отворачиваем три гайки крепления верхней опоры Рис 12 отворачиваем три гайки крепления верхней опоры | Ключом на «13» отворачиваем три гайки крепления верхней опоры направляющей пружинной стойки к кузову. .(Рис 12) |
  Рис 13 Снимаем стойку Рис 13 Снимаем стойку | Снимаем стойку(рис 13) Устанавливаем две стяжки пружин диаметрально друг напротив друга так, чтобы они захватывали пять витков пружины. Попеременно вращая винты стяжек, сжимаем пружину. После того, как давление пружины на опорные чашки ослабнет, отворачиваем гайку штока. (рис 14) Снимаем со стойки верхнюю опору, верхнюю опорную чашку, (рис 15) Снимаем пружину со стяжками, буфер хода сжатия и защитный чехол. (рис 16) Определив какие детали подвески нуждаются в замене, устанавливаем на их место новые и производим установку в обратной последовательности. (рис 17) Сначала собираем воедино опору, опорный подшипник и чашку с резинкой (рис 18) Надеваем новую пружину на стойку, предварительно стянув ее до нужного момента и одеваем опору сверху, шток выпирает наружу, чтобы можно было закрутить гайку: Витки пружины хорошо садятся как в нижней так и в верхней части стойки, прилегают к резинке без перекосов. Можно окончательно закручивать гайку.(рис19) Снимаем стяжки пружины.(рис 20) Устанавливаем направляющую пружинную стойку на автомобиль в обратной последовательности. При установке старой передней стойки заверните эксцентриковую шайбу в соответствии с ранее сделанными метками и, удерживая регулировочный болт в этом положении от проворачивания, затяните гайку его крепления. Аналогично заменяем амортизатор и пружину другой стойки подвески. Устанавливаем направляющую пружинную стойку на автомобиль в обратной последовательности. После установки передней стойки проверяем и при необходимости производим схождение и развал передних колес. |
 Рис 14 Стягиваем пружину, отворачиваем гайку штока. Рис 14 Стягиваем пружину, отворачиваем гайку штока. | |
 Рис 15 Снимаем верхнюю опору. Рис 15 Снимаем верхнюю опору. | |
 Рис 16 Освобождаем шток Рис 16 Освобождаем шток | |
 Рис 17 Диагностика и замена деталей. Рис 17 Диагностика и замена деталей. | |
 Рис 18 Собираем опорный подшипник и чашку с резинкой вместе. Рис 18 Собираем опорный подшипник и чашку с резинкой вместе. | |
 Рис 19 Надеваем новую стянутую пружину, и одеваем опору сверху. Рис 19 Надеваем новую стянутую пружину, и одеваем опору сверху. | |
 Рис 20 Снимаем стяжки, устанавливаем обратно направляющую пружинную стойку. Рис 20 Снимаем стяжки, устанавливаем обратно направляющую пружинную стойку. |

 8. организация технологического процесса
8. организация технологического процесса
Исходные данные для организации технологических процессов технического обслуживания и ремонта автомобилей:
— производственная программа (годовая или суточная);
— вид выполняемого технического обслуживания и ремонта;
— сведения о применяемом оборудовании и инструменте;
— сведения о возможных сопутствующих ремонтах;
— масса изделия или автомобиля для выбора подъемно-транспортных средств.
Схема технологического процесса приведена на рис. 1 Приложения 2.
Работы по ТО-1 и ТО-2, уборочно-моечные работы проводятся на специализированных или универсальных постах. Выбор типа поста зависит от годового объема обслуживания, состава и квалификации производственных рабочих, выбранного метода организации производственных бригад.
Универсальный пост – это пост, на котором возможно выполнение нескольких видов типовых работ технического обслуживания и ремонта. Как правило, универсальные посты технического обслуживания и ремонта организуются на сравнительно небольших предприятиях.
Специализированный пост – это пост, на котором реализуется типовой технологический процесс определенного вида. Примерами специализированных постов являются пост смазки, пост ТО-2, пост текущего ремонта по замене агрегатов, пост диагностики и т.д.
Текущий ремонт автомобилей производят в зоне текущего ремонта и на производственных участках. Для работ в зоне текущего ремонта используют универсальные и специализированные посты, которые в зависимости от выполняемых работ оснащают осмотровыми канавами или подъемниками, а также другим подъемно-транспортным оборудованием, приспособлениями и инструментом.
На производственных участках текущий ремонт производится индивидуальным и агрегатным способами. При индивидуальном методе агрегаты, снятые с автомобиля, не обезличиваются, их ремонтируют и устанавливают на тот же автомобиль. Время простоя автомобиля при индивидуальном ремонте возрастает, поэтому на СТО текущий ремонт осуществляется преимущественно агрегатным методом, при котором агрегаты, требующие текущего ремонта, заменяют отремонтированными из оборотного фонда или новыми.
Метод организации производственных бригад определяется методом организации технологического процесса. Наибольшее распространение к настоящему времени получили три метода организации производства ТО и ремонта подвижного состава: специализированных бригад, комплексных бригад и агрегатно-участковый метод технического ремонта.
На основании данных, полученных после выбора метода обслуживания или ремонта, необходимо оформить технологическую документацию.
Технологическая документация представляет собой графические листы (карты эскизов) и технологические карты. Содержание и последовательность выполнения работ технического обслуживания и текущего ремонта автомобилей отражается в первичном документе технологического процесса – технологической карте. В карте также указывается оборудование, инструмент, приспособления, применяемые при каждой операции или переходе, норма времени на отдельные операции и переходы и на всю технологию в целом. Пример выполнения карты эскизов и технологической карты приведен в Приложении 2 (табл. 1 и 2).
Оптимальный вариант организации технологического процесса ТО и ТР автомобилей позволяет получить высокую производительность труда и качество работ, исключить пропуски или повторения отдельных операций и переходов, рационально использовать средства механизации, выполнять требуемую организацию и обустройство рабочих мест (рабочих постов).
 На основании данных, полученных в расчете годовой производственной программы СТОА и проектируемого подразделения, необходимо определить последовательность обслуживания или ремонта, оформить тех. документацию.
На основании данных, полученных в расчете годовой производственной программы СТОА и проектируемого подразделения, необходимо определить последовательность обслуживания или ремонта, оформить тех. документацию.
Источник
Техническое обслуживание ходовой части автомобиля
В процессе эксплуатации автомобиля происходят отказы элементов ходовой части, доля которых составляет около 15% от общего их количества. Продольные и поперечные балки рамы подвергаются изгибу, в них появляются трещины, изломы, ослабевают заклепочные и болтовые соединения. В переднем мосту прогибается, а иногда скручивается, балка, изнашиваются подшипники и их посадочные места в ступицах колес, изнашиваются шкворни и их втулки, разрабатываются отверстия в диске под шпильки крепления колес, изменяется упругость, ломаются рессоры и пружины подвески автомобилей, деформируется обод, повреждаются шины, изнашиваются и разрушаются покрышки и камеры и др. В результате указанных неисправностей изменяются углы установки передних колес, и соответственно, затрудняется управление автомобилем, повышается износ шин, увеличивается расход топлива вследствие повышения сопротивления качению колес, увеличивается вероятность дорожно-транспортного происшествия.
Особого внимания заслуживают шины, на которые приходится до 14% эксплуатационных затрат. Разрушение покрышек и камер может происходить в результате дефектов, допущенных в производстве, или по причинам эксплуатационного характера.
Техническое обслуживание ходовой части автомобиля включает в себя:
- периодическую проверку и регулировку углов установки передних колес;
- проверку зазоров в подшипниках ступиц передних и задних колес и шкворневых соединениях передней подвески;
- проверку состояния рамы и рессорной подвески, включая амортизаторы;
- проверку состояния шин и создание нормального внутреннего давления воздуха в них;
- крепление и смазку деталей ходовой части.
Ежедневное техническое обслуживание (ЕО) подвески автомобиля заключается в визуальном осмотре ее элементов. При осмотре упругих элементов необходимо обращать внимание на целостность упругих элементов, стремянок рессор, стяжных хомутов, пальцев и втулок серег, опорных подушек, потерю упругости пружинами и листами рессоры. Проверяется надежность крепления рессор. У амортизатора не должно быть потеков технической жидкости. У автомобилей с независимой подвеской проверяется техническое состояние верхних и нижних рычагов, стоек, резьбовых соединительных пальцев и втулок. У независимой подвески, не имеющей шкворневого соединения, проверяется состояние шаровых шарниров и шаровых опор. Реактивные штанги должны быть надежно закреплены. Пальцы реактивных штанг и вкладыши шарниров не должны быть изношены. Проверяется геометрия реактивных штанг и стабилизатора поперечной устойчивости, целостность его опорных втулок.
Диски колес не должны иметь трещин. Проверяется надежность крепления дисков колес. У стопорного кольца не должно быть дефектов. Не допускается деформация диска колеса. Шины автомобиля не должны иметь порезов, пробоин, расслоений. Остаточная высота протектора должна быть больше минимальной регламентированной правилами дорожного движения. Давление воздуха в шинах должно соответствовать рекомендациям завода изготовителя. Неравномерный износ шин указывает на нарушение углов развала и схождения управляемых колес. Не допускается эксплуатация автомобиля с шинами разного размера и рисунком протектора.
При движении автомобиля необходимо следить за работой амортизаторов и биением колес. Причиной биения колес является нарушение балансировки. Балансировку колес проводят на станках для балансировки колес, путем установки на диск колеса свинцовых грузиков с металлическими прижимами. Рекомендуется после длительной поездки проверить температуру ступиц колес. Сильный нагрев ступицы колеса указывает на чрезмерную затяжку подшипников ступиц колес.
При техническом обслуживании №1 (ТО-1) производят тщательный осмотр всех элементов подвески автомобиля. Проверяется надежность их крепления, производятся крепежные работы. В регламентные работы проведения технического обслуживания №1 включена проверка люфтов в подшипниках ступиц колес. При наличии люфта или повышенном нагревании ступицы колеса при движении автомобиля, необходима его регулировка. Проведя регулировку (колесо должно вращаться без заеданий) нужно удалить старую пластичную смазку и заложить новую. Смазка трущихся поверхностей производится согласно химмотологической карте смазки автомобиля. При наличии люфтов в резьбовых или шаровых соединениях (независимая подвеска) производят их замену.
Техническое обслуживание №2 (ТО-2) включает все работы, производимые при техническом обслуживании №1. В обязательном порядке проверяются углы развала и схождения колес, продольный наклон шкворня. Проверку углов производят специальной линейкой или прибором, в конструкции которого имеется ватерпас. Для точного измерения углов используются установки, имеющие индикаторы или оптическую систему. Для увеличения срока службы шин рекомендуется производить перестановку колес автомобиля в порядке, указанном заводом-изготовителем.
Подвеска и колеса обеспечивают сцепление автомобиля с дорогой и его устойчивость. Работа органов управления автомобилем (рулевого управления и тормозной системы) зависит от их технического состояния. Залог безопасности дорожного движения: исправная подвеска и колеса автомобиля. Для поддержания их в исправном состоянии необходимо своевременно и в полном объеме проводить техническое обслуживание.
Регулирование подшипников ступиц передних колёс проводится в следующем порядке:
- снять крышку ступицы и ослабить гайку подшипника, затем, поворачивая ступицу (колесо), проверить легкость вращения. В случае тугого вращения, которое не является следствием трения тормозных колодок о барабан, следует снять ступицу и выяснить, не вызвано ли это повреждением подшипников или сальника;
- поворачивая ступицу (колесо) в обоих направлениях для правильной установки роликов между кольцами подшипников, затянуть гайку подшипника до тугого вращения ступицы (колеса);
- отвернуть гайку приблизительно на 1/6 оборота до совпадения штифта гайки с ближайшим отверстием в замковой шайбе;
- проверить ступицу (колесо) на лёгкость вращения без ощутимого зазора;
- затянуть контргайку крепления подшипников с моментом 137 — 157Н·м (14 — 16кгс·м) и отогнуть для стопорения контргайки замковую шайбу контргайки на одну из её граней;
- проверить вращение ступицы (колеса), проворачивая в двух направлениях.
Вращение ступицы (колеса) должно быть свободным и равномерным. При проверке вращения ступицы колеса осевой ход не допускается.
Качество регулирования подшипников проверяется контрольным пробегом до 10 км. Если наблюдается сильный нагрев, следует повторить регулирование.
Регулировку осевого люфта ступичного подшипника необходимо проводить следующим образом:
- переднюю часть автомобиля установить на опоры;
- отвернуть переднее колесо с нужной стороны;
- отжать тормозные колодки от диска. Если необходимо, отвернуть суппорт, чтобы они могли свободно перемещаться;
- снять крышку ступицы, используя съемник;
- ослабить болт с внутренним шестигранником стопорного зажима и при одновременном проворачивании ступицы сдвигать зажим до тех пор, пока она не будет свободно проворачиваться;
- затем снова отвернуть болт стопорного зажима на 1/3 оборота. Ударяя пластмассовым молотком по концу оси, ослабить усилие между деталями;
- установить контрольный прибор (рисунок 1) на ступице 4;
- измерить осевой люфт ступицы. Перед каждым измерением проворачивать ступицу, но не во время измерения. Люфт должен находиться в пределах от 0,2 до 0,4 мм;
- затянуть шестигранным ключом болт стопорного зажима моментом 10—16 Н·м и снова измерить люфт подшипника ступицы. Люфт выставлен правильно, если шайбу, находящуюся между наружным подшипником и зажимом, можно провернуть с небольшим усилием;
- нанести на крышку ступицы смазку и запрессовать;
- установить колесо и опустить автомобиль.
Затянуть болты крепления колес моментом 160—180 Н·м.
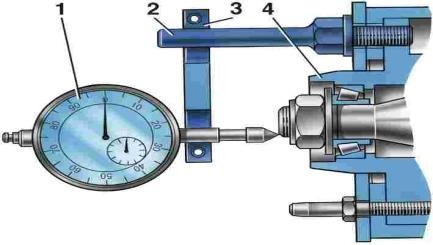
1 — индикатор; 2 — болт; 3 — кронштейн; 4 — ступица колеса
Рисунок 1 — Проверка осевого зазора подшипников ступицы переднего колеса приспособлением 7834.9505
Регулировка подшипников ступиц задних колес производится при снятых полуосях и вывешенных колесах с помощью регулировочной гайки. Момент затяжки гайки 60– 80 Н·м при одновременном вращении колеса в обоих направлениях. Затем отвернуть гайку на 1/3 оборота (120°), установить замочную шайбу и затянуть контргайку моментом 250– 300 Н·м. При этом колесо должно свободно вращаться, а подшипники не иметь заметного зазора.
Состояние шкворневого соединения оценивают по зазорам — радиальному между шкворнем и его втулками и осевому — между кулаком балки переднего моста и проушиной поворотного кулака.
Радиальный зазор определяют с помощью прибора Т-1 (который состоит из штатива и индикатора часового типа) по величине перемещения поворотного кулака относительно кулака балки переднего моста. В целях повышения точности измерений рекомендуется предварительно определить люфт и отрегулировать люфт в подшипниках ступиц передних колес. Стрелку индикатора устанавливают на ноль шкалы. Подняв домкратом 2 (рисунок 2) переднее колесо автомобиля, закрепляют стойку индикатора 1 прибора на балке переднего моста, а ножку индикатора располагают горизонтально и упирают в нижнюю часть опорного диска тормоза.. Затем опускают колесо на пол (при опускании колесо отклонится наружу, и в результате в шкворневом соединении может быть обнаружен радиальный зазор А) и по отклонению стрелки индикатора определяют величину зазора А. Так как зазор замеряется на большем радиусе, чем расположены втулки шкворня, показания индикатора следует уменьшить вдвое. Радиальный зазор допускается не более 0,75 мм .
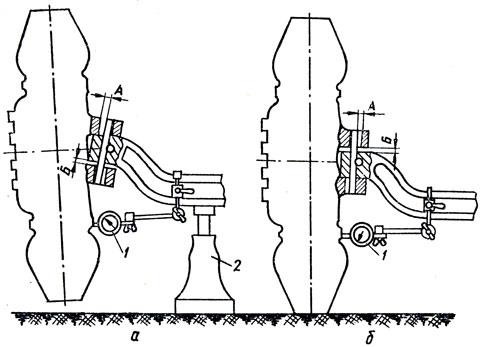
а — колесо вывешено; б — колесо опущено на пол; 1 — индикатор прибора; 2 — домкрат; А — радиальный зазор; Б — осевой зазор
Рисунок 2 — Замер величины зазора в шкворневом соединении
Осевой зазор Б проверяют, вставляя плоский щуп между кулаком балки передней оси и верхним ушком поворотного кулака; при этом колесо не вывешивают. Осевой зазор обычно в два раза превосходит радиальный и не должен превышать 1,5 мм . В случае необходимости величину зазора регулируют прокладками, устанавливаемыми между кулаком балки и верхним ушком поворотного кулака.
К основным неисправностям подвески автомобилей относятся: потеря упругости или поломка рессор, износ пальцев рессор и их втулок, утечка жидкости из амортизаторов.
Не допускаются трещины или поломки хотя бы одного листа рессоры, неприлегание и расхождение листов рессор, повреждения кронштейнов крепления рессор, резиновых втулок и подушек, ослабление затяжки пальцев рессор и стопорных болтов, хомутиков и стремянок, а также течь жидкости из амортизаторов и ослабление их крепления.
В объем работ по техническому обслуживанию подвесок автомобилей входит:
- при ЕО — проверка исправности рессор и амортизаторов внешним осмотром;
- при ТО-1 — проверка состояния рессор, амортизаторов, пружин и рычагов независимой передней подвески, штанг и стоек стабилизатора поперечной устойчивости, проверка крепления стремянок, стяжных болтов кронштейнов и чашек рессор, пальцев рессор, кронштейнов балансирной задней подвески и реактивных штанг, смазка пальцев рессор, проверка наличия и доливка масла в балансиры задней подвески;
- при ТО-2 — проверка отсутствия перекосов переднего и заднего мостов, затяжка хомутиков, стремянок и болтов накладных ушков рессор, пальцев рессор и амортизаторов, стопорных болтов пальцев рессор, рычагов передней независимой подвески, штанг и стоек стабилизатора поперечной устойчивости.
1. Уход за рессорами
Износ деталей подвески во многом зависит от условий эксплуатации автомобилей. Так, при усиленном загрязнении, износ пальцев рессор увеличивается в среднем на 24 — 33%. Значительно снижается долговечность рессор вследствие коррозии, появляющейся при их загрязнении и отсутствии смазки. Поломка рессор возможна при движении с большой скоростью по плохой дороге. При слабой затяжке стопорных болтов пальцев рессор разрушаются отверстия в кронштейнах и серьгах подвески.
Подтяжку креплений деталей рессорной подвески надо производить равномерно, с учетом рекомендуемых заводами моментов затяжки. Так, на автомобилях ЗИЛ, гайки стремянок рессор надо затягивать, прикладывая момент 166…294,2 н·м (25…30 кГм), а затяжку гаек стремянок крепления накладных ушков с моментом 32…98 н·м (5…10 кГм), на автомобилях ГАЗ момент затяжки гаек стремянок задних рессор должен находиться в пределах 8…9 н·м (7…9 кГм).
При разрушении резиновых опор в подвеске грузовых автомобилей ГАЗ их необходимо заменить. Для устранения зазора между упорной резиновой подушкой и чашками передних концов рессор можно наклеить на изношенную упорную подушку резиновую пластину.
В случае появления скрипа листов рессор во время движения автомобиля, а также коррозии на листах не реже одного раза в год необходимо промывать листы рессоры керосином и смазывать графитной смазкой УСсА или смесью, состоящей из 30% солидола, 30% графитного порошка и 40% масла трансмиссионного автомобильного летнего. Чтобы ввести смазку между листами без разборки рессоры, следует отпустить хомутики и разгрузить рессоры, приподняв переднюю или заднюю часть рамы автомобиля до отрыва колес от пола, предварительно отсоединив стойки амортизаторов. Смазку вводят специальной струбцинкой, а при ее отсутствии листы следует разжимать с помощью отвертки или другого инструмента.
На легковых автомобилях для смазки рессор, заключенных в чехлы, следует развязать и отогнуть чехлы на половину их длины с каждого конца рессор поочередно. Разжимать концы листов следует осторожно во избежание повреждения прокладок. Поврежденные прокладки необходимо заменить.
Для смазки пальцев рессор применяют солидол С или пресс-солидол С. Смазку нагнетают через пресс-масленки с помощью солидолонагнетателя до тех пор, пока из зазоров не выдавится вся загрязненная смазка и не покажется свежая. Засорившиеся смазочные каналы прочищают с помощью гидропрсбойника.
Рессоры разбирают и собирают с помощью специальных приспособлений или в тисках. Рессорные листы с трещинами или с местным износом, превышающим допустимое значение, выбраковывают. Подкоренные и коренные листы с обломанными концами переделывают на короткие.
Стрелу прогиба листа определяют по шаблону. При небольшом изменении прогиба лист правят в холодном состоянии вручную ударами молотка со стороны вогнутой поверхности на подставке с выемкой необходимого радиуса или на специальном стенде. Рессорные листы, утратившие форму в значительной степени, нагревают до температуры 700-800°С и правят по шаблону. После правки листы нагревают до температуры 850-880°С и закаливают в масле, нагретом до температуры 60°С, а затем подвергают отпуску при температуре 450-500°С. Рекомендуется для повышения усталостной прочности и срока службы рессорные листы подвергать дробеструйной обработке или прокатывать на специальном стенде.
Выбракованные листы заменяют новыми или изготовленными из рессорной ленты.
Изношенные рессорные втулки, центральные болты и стремянки заменяют новыми.
Подготовленные к сборке листы сжимают винтовым или гидравлическим приспособлением, предварительно пропустив через них стержень-оправку (рисунок 3). После сжатия листов вместо оправки устанавливают центральный болт и затягивают гайку. Сборка рессоры выполнена правильно, если концы листов соприкасаются без зазора. Отремонтированные рессоры подвергают осадке и испытывают. У автомобильных рессор контролируют стрелу прогиба в свободном состоянии.
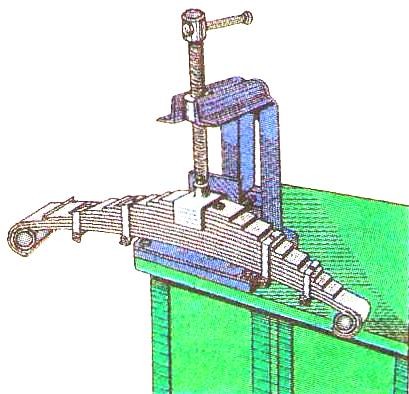
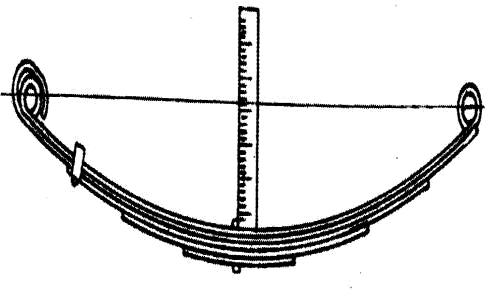
Рисунок 3 — Запрессовка шарниров в ушко рессоры с помощью специальных оправок и проверка прогиба стрелы рессоры
2. Техническое обслуживание амортизаторов
Во время эксплуатации какой-либо регулировки амортизаторы не требуют. Однако, если обнаружено замедленное гашение колебаний автомобилей после переезда препятствия, то амортизатор необходимо проверить. В заводских условиях его характеристики проверяются на стенде. Если нет стенда, следует зажать амортизатор вертикально за нижнюю проушину и прокачать за верхнюю проушину не менее пяти раз. У исправного амортизатора шток должен перемещаться равномерно, без рывков и вибраций при приложении постоянной нагрузки в 300 Н (30 кгс). Время перемещения на длине рабочего хода растяжения — не более 15 с.
Если амортизатор прокачивается без сопротивления или, наоборот, сопротивление очень велико, его следует заменить или отремонтировать.
В процессе эксплуатации у амортизатора может появиться подтекание масла через уплотнение штока в верхней части. Для устранения негерметичности достаточно подтянуть гайку резервуара. При подтяжке одновременно увеличивается натяг резинового сальника штока. Для подтяжки гайки резервуара амортизатор необходимо закрепить за нижнюю проушину в тисках и поднять за верхнюю проушину кожух в крайнее верхнее положение.
Гайку подтянуть специальным ключом моментом 90…150 Н·м (9…15 кгс·м).
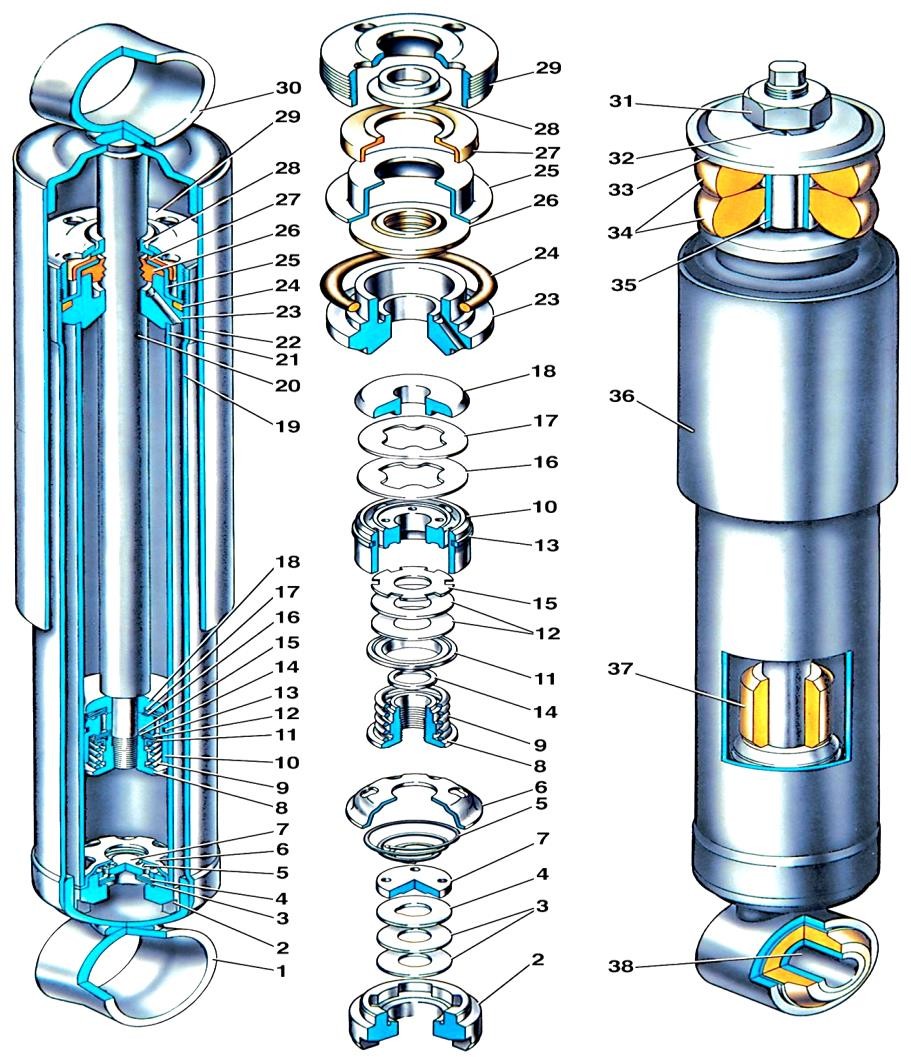
1 — нижняя проушина; 2 — корпус клапана сжатия; 3 — диски клапана сжатия; 4 — дроссельный диск клапана сжатия; 5 — пружина клапана сжатия; 6 — обойма клапана сжатия; 7 — тарелка клапана сжатия; 8 — гайка клапана отдачи; 9 — пружина клапана отдачи; 10 — поршень амортизатора; 11 — тарелка клапана отдачи; 12 — диски клапана отдачи; 13 — кольцо поршня; 14 — шайба гайки клапана отдачи; 15 — дроссельный диск клапана отдачи; 16 — тарелка перепускного клапана; 17 — пружина перепускного клапана; 18 — ограничительная тарелка; 19 — резервуар; 20 — шток; 21 — цилиндр; 22 — кожух; 23 — направляющая втулка штока; 24 — уплотнительное кольцо резервуара; 25 — обойма сальника штока; 26 — сальник штока; 27 — прокладка защитного кольца штока; 28 — защитное кольцо штока; 29 — гайка резервуара; 30 — верхняя проушина амортизатора; 31 — гайка крепления верхнего конца амортизатора передней подвески; 32 — пружинная шайба; 33 — шайба подушки крепления амортизатора; 34 — подушки; 35 — распорная втулка; 36 — кожух амортизатора передней подвески; 37 — буфер штока; 38 — резинометаллический шарнир
Рисунок 4 — Амортизаторы передней и задней подвесок
2.1. Снятие и установка амортизатора
Снятие амортизатора передней подвески необходимо производить в следующем порядке:
- для облегчения доступа к амортизатору следует повернуть колесо до отказа в сторону передней части лонжерона;
- отвернуть гайку нижнего пальца амортизатора, снять шайбу и резиновую втулку;
- отвернуть такую же гайку на верхнем пальце, снять также шайбу и резиновую втулку;
- снять амортизатор с автомобиля.
Установка амортизатора выполняется в обратной последовательности. Снятие амортизатора задней подвески производится аналогично.
2.2. Ремонт амортизаторов
Разборку амортизатора следует производить только в случае явных неисправностей амортизатора. Степень разборки зависит от характера неисправности. Так, если подтяжка гайки резервуара не исключила подтекание жидкости, то амортизатор необходимо частично разобрать.
Разборку амортизаторов производить в следующем порядке:
- зажать в тисках нижнюю проушину, выдвинуть шток за верхнюю проушину вверх отказа и отвернуть гайку резервуара;
- осторожно раскачать за шток обойму сальника и приподнять цилиндр из резервуара;
- удерживая цилиндр одной рукой и не вынимая его из резервуара, медным молотком выбить направляющую штока из цилиндра;
- опустить цилиндр на дно резервуара и, удерживая его, вынуть шток с поршнем; слить жидкость из резервуара и цилиндра в мерный стакан;
- вынуть цилиндр из резервуара и, зажав в тисках корпус клапана сжатия за нижнюю часть, раскачать цилиндр и освободить его от корпуса клапана. Как правило, клапан сжатия не разбирается, а только тщательно промывается керосином и запрессовывается в цилиндр на прежнее место.
Перед осмотром и анализом технического состояния деталей их необходимо промыть в керосине и продуть сжатым воздухом. Герметичность амортизатора зависит от качества поверхностей сопрягаемых деталей, уплотнений и их размеров. При осмотре надо обратить внимание на следующее:
- шток амортизатора нуждается в замене, если на его рабочей поверхности имеются царапины, задиры, коррозия или повреждение хромированного слоя;
- сальник штока следует заменить при износе или повреждении кольцевых гребешков на внутренней рабочей поверхности;
- уплотнительное кольцо резервуара заменяется, если оно повреждено при разборке, сильно деформировано или дало усадку;
- цилиндр амортизатора нуждается в замене, если на его рабочей поверхности имеются задиры или следы коррозии. При этом, как правило, заменяют и поршень в сборе;
- втулка направляющей штока подлежит замене, если ее внутренний диаметр более 16,05 мм, а также если поверхность отверстия втулки имеет царапины или задиры.
Сборку амортизаторов при разобранном клапане сжатия следует начинать со сборки клапана сжатия в следующем порядке:
- закрепить в тисках болт клапана и установить на него пружину, тарелку, корпус клапана, дроссельные диски и ограничительную тарелку. Затянуть гайку моментом 16…22 Н·м (1,6…2,2 кгс·м). Проверить наличие проворачивания тарелки;
- на корпус клапана сжатия установить цилиндр и легкими ударами медного молотка осадить цилиндр до плотного соприкосновения его торца с корпусом клапана.
Далее необходимо приступить к сборке самого амортизатора в следующем порядке:
- закрепить в тисках за проушину шток с крышкой кожуха и установить на него гайку резервуара, шайбу и пыльник. Предварительно на внутреннюю поверхность сальника штока нанести слой смазки ЦИАТИМ-201 или Литол-24, вставить сальник в обойму и установить сальник с обоймой на шток вместе с тарелкой сальника;
- в направляющую штока установить втулку, пружину, а на проточку направляющей надеть уплотнительное кольцо и установить подсобранную направляющую на шток;
- собрать на штоке поршень c клапаном отдачи — установить ограничительную тарелку, пружину с тарелкой, поршень, диски, тарелку и гайку клапана отдачи. Гайку затянуть моментом 16…22 Н·м (1,6…2,2 кгс·м) и раскернить в двух противоположных местах по резьбе;
- зажать резервуар за проушину в тисках в вертикальном положении, опустить цилиндр с клапаном отдачи в резервуар на половину его высоты, залить половину жидкости в цилиндр, а оставшуюся часть жидкости — в резервуар. Вынуть цилиндр из резервуара и, поддерживая цилиндр над резервуаром, проверить истечение жидкости через клапан сжатия. При правильной сборке должно быть капельное истечение жидкости;
- вставить без перекоса шток с поршнем в цилиндр, установить направляющую штока в цилиндр и медленно, чтобы не было выплеска жидкости, опустить цилиндр в резервуар;
- завернуть гайку моментом 70…90 Н·м (7…9 кгс·м) при выдвинутом штоке. При затяжке гайки направляющая штока запрессуется в цилиндр.
После сборки амортизатора следует несколько раз задвинуть-выдвинуть шток до появления равномерного усилия по всей длине его хода. Для проверки герметичности амортизатора рекомендуется после сборки выдержать его в горизонтальном положении с задвинутым до отказа штоком не менее 10 часов.
Источник
