- Технологический процесс ремонта машин
- 5 Технологические процессы ремонта деталей (сборочных единиц)
- 5.1 Описание деталей (сборочных единиц)
- 5.2 Методы ремонта деталей (сборочных единиц)
- 5.3 Маршруты ремонта деталей (сборочных единиц)
- 5.4 Выбор методов ремонта
- Основы технологии ремонта машин, их узлов и деталей.
Технологический процесс ремонта машин
Тема: «Технологический процесс ремонта машин».
Технологический процесс – это совокупность ремонтных операций, выполняемой в определённой последовательности: приём машин в ремонт, наружная очистка, разборка машины, очистка сборочных единиц (СЕ) и деталей, дефектация деталей, ремонт деталей, комплектация деталей, сборка и обкатка СЕ, сборка и обкатка машин, окраска и выпуск из ремонта.
Необходимо следующие правила разборки агрегатов машин:
1) при разборке наносят на нерабочие торцевые поверхности деталей метки, обеспечивающие в дальнейшем их подбор в дальнейшем;
2) разбирая крепёжные детали, следует помнить, что они могут быть неустойчивы;
3) применяют для разборки только инструменты и приспособления, которые исключают порчу деталей;
4) если производят неполную разборку, то рекомендуется крепёжные детали вставлять и ввинчивать в те же отверстия сборочное единицы;
5) удары молотком по торцам наносят через подставки, желательно деревянные;
6) нельзя раскомплектовывать приработавшиеся детали, которые годные к дальнейшей эксплуатации;
7) если при снятии приходится применять большие усилия, то устраняют причину тугого съёма;
8) после снятия агрегатов гидравлической системы, отверстия необходимо закрыть во избежание попадания посторонних предметов (пыль, вода, металлическая стружка и др.).
При сборке нужно соблюдать следующие правила:
1) собираемые сборочные единицы должны быть чистыми. Масляные каналы и отверстия в них промывают чистой промывочной смесью и продувают сжатым чистым воздухом;
2) перед сборкой запрягаемые поверхности деталей протирают чистой ветошью и смазывают той же смазкой или маслом, которые применяю для данного сопряжения;
3) при запрессовке подшипника на вал усилие должно быть передаваться через внутреннее кольцо. Перед запрессовкой подшипник нагревают в масленой ванне до температуры 80—90;С. Шпонки устанавливают плотно в шпоночные пазы валов, перемещений не допускается.
Дефектация и комплектование деталей.
Дефектация принимается для определения технического состояния деталей машин, поступающих после эксплуатации в ремонт, и для назначения необходимых методов восстановления деталей. В зависимости от износа, вида и характера повреждений при дефектации сортируют на пять групп, которые красками разного цвета:
1) годные – зелёные;
2) годные при сопряжении с новыми или с восстановленными до номинальных размеров – жёлтые;
3) подлежащие ремонту в данном предприятии – белым;
4) подлежащие восстановлению только на специализированных предприятиях – синим;
5) негодные – красным.
Комплектование – это подбор полного комплекта деталей для сборочное единицы в целом. Комплектование включает в себя подбор деталей по размеру, массе и другим показателям.
Источник
5 Технологические процессы ремонта деталей (сборочных единиц)
5.1 Описание деталей (сборочных единиц)
Вал КП.0411.01.002000.01 служит для установки деталей передающих вращательные моменты. По конструкции имеет много сложных посадочных поверхностей, сложен в изготовлении, имеет повышенный износ 0,035 мм.
Рычаг КП.0411.01.003000.02 представляет собой сложную конструкцию, является сборочной единицей, выполнен из чугуна. Рычаг в механизме подвижен. По способу изготовления – литой (рычаг получен литьем). Материал, изготовления рычага – СЧ15 (серый чугун с пределом прочности при растяжении 150 МПа).
На практике наблюдаются следующие дефекты рычага:
отрыв частичек металла при трении;
нарушение геометрически правильной формы отверстия;
появление рисок и задиров.
5.2 Методы ремонта деталей (сборочных единиц)
К методам ремонта вала относятся:
ремонт деталей с изменением первоначальных номинальных размеров;
ремонт вала путем восстановления номинальных размеров.
Ремонт деталей с изменением первоначальных номинальных размеров может быть произведен переводом размера изношенного вала в ремонтный размер. Этот метод заключается в том, что удаляются с изношенной поверхности вала следы износа и изменяются в связи с этим его размеры. Если при ремонте изношенная поверхность не восстанавливается до своих чертежных размеров, то приходится иметь дело с ремонтным размером. В результате обработки вала он получает нужную форму и требуемую шероховатость рабочих поверхностей. Восстановленные изношенные поверхности вала подвергаются механической обработке с выдерживанием первоначальных размеров, посадок, классов точности и шероховатости поверхностей в соответствии с рабочими чертежами и техническими условиями.
Способ – ремонт вала путем восстановления номинальных размеров может быть выполнен вибродуговой наплавкой или напылением.
К методам ремонта рычага относятся:
метод заливки бронзы;
перевод размеров изношенной детали в ремонтные размеры.
Метод ремонта с применением деталей – компенсаторов износа заключается в том, что применяются устройства, компенсирующие износ детали (рычага). Восстанавливается этим методом отверстие малого диаметра и поверхность, имеющая значительный износ.
Метод ремонта переводом размеров изношенной детали (рычага) в ремонтные размеры заключается в том, что с изношенной поверхности (отверстия) рычага следы износа и изменяются в связи с этим его размеры. Если при ремонте изношенная поверхность не восстанавливается до своих чертежных размеров, то приходится иметь дело с ремонтным размером рычага. В результате обработки (отверстия рычага) получается нужная форму и требуемая шероховатость.
5.3 Маршруты ремонта деталей (сборочных единиц)
Маршруты ремонта деталей (сборочных единиц) оформлены на технологических документах форм 2, 1б и 7 в книге 2 КП.0411.01.001000.00 ТК «Карты технологического ремонта».
5.4 Выбор методов ремонта
В качестве метода ремонта для вала КП.0411.01.002000.01 выбирается ремонт путем восстановления номинальных размеров методом вибродуговой наплавкой.
Наплавку широко применяется при восстановлении деталей полиграфических машин.
Наплавка – нанесение расплавленного металла на поверхность детали, нагретую до температуры плавления. Наплавка применяется для восстановления размеров, а также для повышения твердости и износостойкости рабочих поверхностей деталей. Вес наплавляемого металла обычно незначителен по отношению к весу детали.
Вибродуговая наплавка применяется для восстановления требуемых размеров детали и придания заданных свойств ее поверхности путем подбора химического состава и структуры наплавляемого металла.
Сущность вибродуговой наплавки состоит в следующем. Электрод с помощью специального устройства вибрирует, периодически касаясь наплавляемой детали. В момент короткого замыкания конец электрода плавится, и расплавленный металл переносится на деталь.
Для вибродуговой наплавки используется постоянный ток, вырабатываемый генератором 10. Сила тока регулируется дросселем 9. Вибратор электрода состоит из качающегося рычага 3 и электромагнита 4, питаемого переменным током. Пружины 8 способствуют созданию устойчивых колебаний рычага. Электродная проволока проходит через мундштук 2, укрепленный на качающемся рычаге. Автоматическая подача проволоки из кассеты 6 производится роликовым механизмом 5, приводимым в действие электродвигателем 7.
В зону наплавки охлаждающая жидкость подается насосом 1 по шлангу. Охлаждающая жидкость защищает металл от окисления кислородом воздуха, уменьшает зону термического воздействия, способствует быстрому формированию шва, повышает твердость наплавленного слоя. В качестве охлаждающей жидкости применяют 5 – 6 % раствор кальцинированной соды с добавкой 0 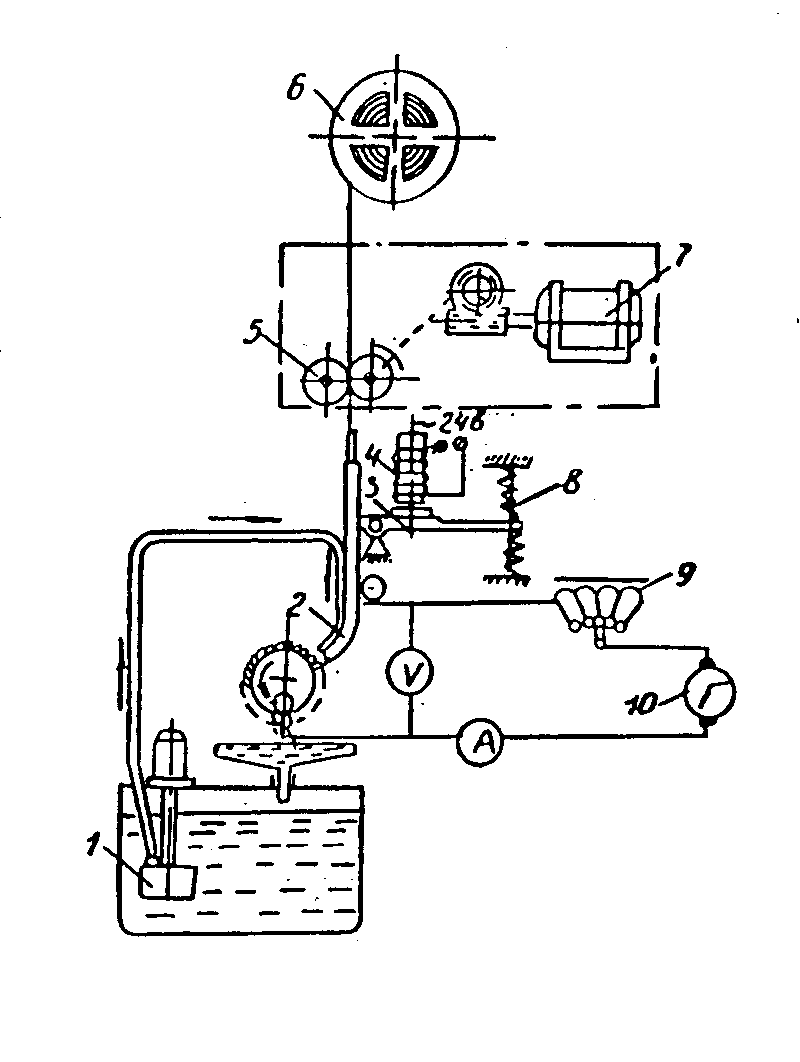 ,5 – 0,6 % автола.
,5 – 0,6 % автола.
Вибродуговая наплавка представлена на рисунке 5.1.
Рисунок 5.1 – Вибродуговая наплавка
Наплавляемая деталь устанавливается в центрах токарного станка. Головка для вибродуговой наплавки монтируется на суппорте вместо резцедержателя. В процессе наплавки деталь вращается со скоростью 0,2–0,4 м/мин. Каретке суппорта с головкой сообщается продольная подача 2–3 мм/об.
Вибродуговая наплавка применяется для восстановления изношенных цилиндрических поверхностей. Толщина слоя, наплавляемого за один проход, составляет 0,5–3,5 мм и зависит от диаметра электродной проволоки, который принимается 1,5–2,5 мм.
Технологический процесс вибродуговой наплавки включает в себя:
подготовку изношенной поверхности детали;
наплавку слоя металла или сплава;
Подготовка деталей под вибродуговую наплавку предусматривает выполнение следующих операций:
очистку детали от грязи, ржавчины и масел;
механическую обработку деталей с неравномерным износом для придания наплавляемой поверхности правильной геометрической формы; местные дефекты на наплавляемой поверхности (выбоины, вмятины) глубиной более 2 мм заделываются электродуговой сваркой;
изоляцию поверхностей детали (отверстий, пазов), которые не подлежат наплавке путем постановки медных, графитовых или стальных вставок.
Для удаления вставок после наплавки они должны выступать над поверхностью детали на величину несколько большую толщины наплавляемого слоя.
Механическая обработка после вибродуговой наплавки для получения требуемых размеров, классов точности, посадок и шероховатости поверхностей деталей производится точением твердосплавными режущими инструментами и шлифованием.
Вибродуговая наплавка выбирается потому, что она находит широкое применение в ремонтном деле благодаря следующим своим достоинствам:
малой величине деформации деталей;
возможности получения относительно твердых слоев без термической обработки (HRC 38…56);
высокому качеству наплавляемого слоя;
высокой производительности процесса;
не требует высоких денежных затрат.
В качестве метода ремонта для рычага (КП.0411.01.003000.02) выбирается ремонт деталей с применением компенсаторов износа.
Долговечность полиграфических машин, возможность сокращения объемов ремонтных работ во многом зависит от того, применяются ли устройства, компенсирующие износ деталей.
Этими устройствами чаще всего являются детали – компенсаторы, тем или иным способом погашающие износ основных деталей полиграфических машин, называются деталями – компенсаторами.
Детали – компенсаторы применяются при восстановлении:
отверстий малого диаметра;
поверхностей, имеющих значительный износ;
плоских поверхностей большой протяженности;
поверхностей, механические свойства которых должны быть выше, чем при наплавке металла.
Компенсаторы износа применяются при необходимости увеличить размеры деталей в связи с тем, что сопряженные с ним другие детали в процессе ремонта потеряли первоначальные размеры.
Используя детали – компенсаторы, сохраняются в соединениях частично изношенные детали, не нарушая точности этих соединений.
Компенсаторы износа изготавливаются в виде различных втулок (гильз), колец, резьбовых ввертышей, зубчатых венцов колес.
Существуют компенсаторы сменные (при ремонте рычага). Сменные компенсаторы износа устанавливают в сопряжении, в котором износ появился к моменту ремонта. К этой группе деталей – компенсаторов относятся, неполадки цилиндрической фрикционной муфты, втулки 1. Сменные компенсаторы износа закрепляются на одной из сопрягаемых деталей при помощи прессовой посадки, винтов, сварки, клеев.
Метод компенсаторов износа представлен на рисунке 5.2.
Р 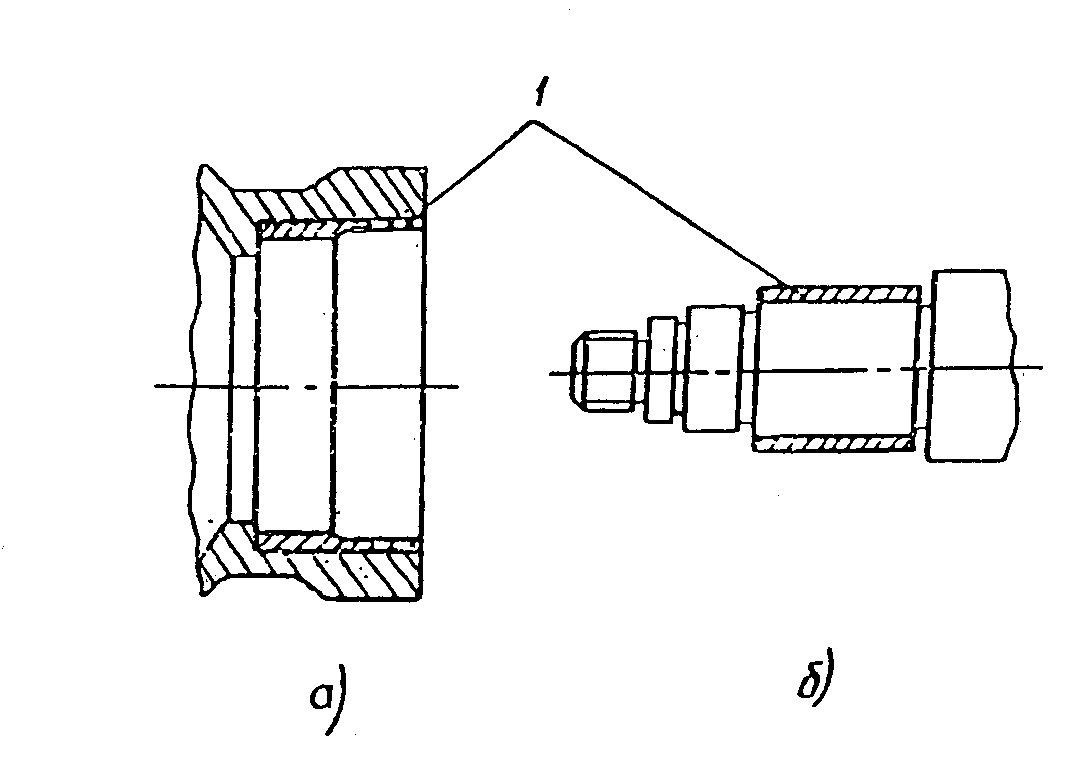 исунок 5.2 – Метод компенсаторов износа
исунок 5.2 – Метод компенсаторов износа
Ремонт деталей с применением компенсаторов износа выбирается потому, что (метод ремонта с применением компенсаторов износа) находит широкое применение в ремонтном деле благодаря следующим своим достоинствам:
Источник
Основы технологии ремонта машин, их узлов и деталей.
В процессе ремонта выполняют следующие основные операции: мойку; остановку; разборку на группы сборочных единиц и отдельных сборочных единиц на детали; чистку и мойку деталей; дефектовку и сортировку деталей; составление ведомости дефектов; восстановление или замену изношенных деталей; комплектацию; сборку; индивидуальные испытания и сдачу в наладку.
В процессе пусконаладочных работ оборудование выводят на устойчивый паспортный режим работы, затем, если требуется, его окрашивают и сдают отремонтированную машину в эксплуатацию.
Мойка оборудования.Перед началом ремонта оборудование тщательно моют и очищают от остатков молочных продуктов, смазки и прочих загрязнений. Поверхности, соприкасающиеся с молочными продуктами, чистят щетками и ершами, моют горячими растворами кальцинированной или каустической соды, горячей водой и обрабатывают паром.
Остановка оборудования.После чистки и мойки оборудование протирают насухо и отсоединяют от него все трубопроводы. Затем обесточивают электродвигатели, для чего в электрощите вынимают плавкие предохранители и при необходимости отсоединяют выводные концы электропроводки от клемм электродвигателя. При этом концы тщательно изолируют, а на пусковые устройства вывешивают таблички с надписью «Не включать! Работают люди!»
В зависимости от типа оборудования и вида ремонта производят демонтаж всей машины (аппарата) или только отдельных групп сборочных единиц, или отдельных сборочных единиц. Демонтированную машину отправляют на ремонт в ремонтно-механические мастерские предприятия или в центральные мастерские.
Разборка. Для повышения производительности труда при разборке следует по инструкции завода-изготовителя изучить особенности конструкции машины и наметить порядок ее разборки. В первую очередь необходимо снимать те детали и сборочные единицы, которые препятствуют дальнейшей разборке. Сложное по конструкции оборудование разбирают в следующем порядке: сначала на группы сборочных единиц; группы — на отдельные сборочные единицы, сборочные единицы — на детали.
Детали необходимо укладывать в той последовательности, в которой их снимали с машины. Во избежание травматизма, а также повреждения деталей в результате падения нельзя их класть одна на другую. Для облегчения последующей сборки крепежные детали (гайки, болты и шайбы) следует устанавливать на одну часть сборочной единицы, например фланец. Болты, а также другие детали, которые при ремонте снимать запрещается, заранее окрашивают в красный цвет.
Чистка и мойка деталей.Грубую очистку деталей от загрязнений и ржавчины после разборки машины производят с помощью деревянных лопаток, стержней, скребков. Кроме того, детали отмачивают в керосине, для чего используют две емкости: первую — для предварительного отмачивания, вторую — для окончательной промывки. Продолжительность отмачивания предварительно очищенных деталей 1-.8 ч, после чего их вытирают насухо ветошью. Детали обезжиривают в горячем растворе каустической соды или горячей воде и просушивают.
Дефектовка, сортировка и хранение деталей.После мойки детали подвергают дефектовке и составляют ведомость дефектов. Затем их сортируют (разбраковывают) на 3 группы: годные без ремонта, подлежащие восстановлению и негодные. Негодные детали направляют на склад металлолома, а годные — на временное хранение. Хранят детали на специальных, лучше деревянных, стеллажах или в шкафах-стеллажах. Тяжелые детали укладывают на нижние полки или в ячейки, а легкие — на верхние. Одинаковые детали маркируют бирками. В случае длительного хранения годные детали насухо протирают, консервируют, погружая их в расплавленную мазь, и заворачивают в пергамент.
Восстановление деталей. Восстанавливают изношенные детали в том случае, когда это технически выполнимо и экономически выгодно. В остальных случаях изношенные детали заменяют новыми, которые получают со склада.
В ремонтной практике получили распространение следующие способы восстановления деталей: наплавка металла, сварка, установка втулок, паяние, склеивание и некоторые другие. В каждом конкретном случае рациональный способ восстановления деталей выбирают, исходя из местных условий.
Комплектация.Перед сборкой машину укомплектовывают всеми необходимыми деталями. При этом особое внимание обращают на наличие мелких деталей: прокладок, шайб, шплинтов, штифтов, гаек и контргаек. Отсутствие таких деталей может привести к потерям продукта, утечке смазочного масла, преждевременному износу деталей, а также аварии отдельных сборочных единиц или машины в целом.
Сборка.Собирают детали в порядке, обратном разборке. В общем объеме ремонтных работ сборочные операции составляют 20-40%.
В зависимости от назначения детали и сборочные единицы при сборке машин и механизмов соединяют в определенной последовательности, в результате чего образуются подвижные и неподвижные соединения. В подвижном соединении детали и сборочные единицы перемещаются во время работы относительно друг друга, совершая заданное движение. Детали неподвижных соединений перемешаться относительно друг друга не могут. Подвижных соединений в машинах значительно больше, чем неподвижных.
Соединения бывают также неразъемные и разъемные. Неразъемное соединение — это такое соединение, для разъединения которого необходимо полное или частичное разрушение деталей, составляющих его. Для получения неподвижного неразъемного соединения применяют сварку, клепку, паяние, развальцовку, склеивание и другие способы. Подвижное неразъемное соединение образуют шарики и кольца радиальных шариковых подшипников.
Разъемным называют такое соединение, которое можно полностью разобрать, не повредив при этом соединенные и скрепляющие детали. К неподвижным разъемным соединениям относятся резьбовые, шпоночные и клиновые, а к подвижным разъемным — соединения шеек валов с подшипниками скольжения, зубьев колес зубчатых передач и пр. Классификация соединения деталей машин приведена на рис. 9.1.

Рис. 9.1. Классификация соединений деталей машин
В любой машине преобладают, как правило, типовые детали, сборочные единицы и механизмы. Изучив технологию их ремонта, значительно легче освоить ремонтные операции конкретных типов оборудования как отечественного, так и зарубежного.
К типовым сборочным единицам относятся неподвижные и подвижные разъемные и неразъемные соединения (см. рис. 9.1), сальники, а также сборные станины и рамы. Типовыми механизмами являются муфты, ременные, зубчатые, червячные и цепные передачи. Детали, входящие в указанные сборочные единицы и механизмы, называются типовыми деталями машин.
Для восстановления детали необходимо знать ее размеры до и после износа, характер других дефектов (трещины, пробоины и др.), а также режимы обработки или сборочную единицу разбирают и определяют дефекты деталей в процессе их дефектовки. Затем выбирают наиболее рациональный способ их устранения, т. е. восстановления, и разрабатывают ремонтный чертеж детали.
Источник