Реферат: Технологический процесс ремонта зубчатых и цепных передач
Название: Технологический процесс ремонта зубчатых и цепных передач Раздел: Промышленность, производство Тип: реферат Добавлен 19:24:32 07 июня 2011 Похожие работы Просмотров: 2552 Комментариев: 14 Оценило: 6 человек Средний балл: 3.8 Оценка: 4 Скачать
Конструкция и назначение зубчатых колес.
Зубчатая передача представляет собой передаточный механизм , звеньями которого являются зубчатые колеса, служащие для передачи движения и сил путем непосредственного контакта. Зубчатые передачи получили широкое применение, так как имеют следующие преимущества перед другими видами передач:
— высокий КПД (достигает 0,99);
— возможность применения при окружных скоростях до 150 м/с для передачи мощностей от долей киловатта до десятков тысяч киловатт;
— высокая кинематическая точность; точность изготовления;
— надежность и долговечность работы в различных условиях эксплуатации.
В зависимости от взаимного расположения геометрических осей валов в пространстве зубчатые передачи классифицируются следующим образом:
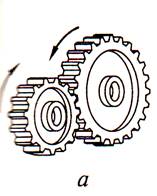
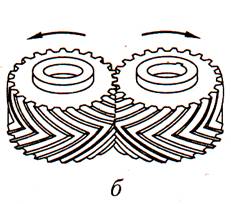
— передачи с параллельными осями; осуществляются цилиндрическими зубчатыми колесами (а, б);
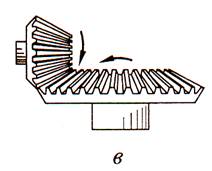
— передачи с пересекающимися осями; осуществляются коническими зубчатыми колесами (в );
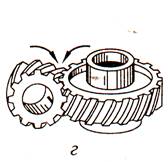
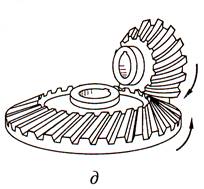
— передачи со скрещивающимися осями; осуществляются цилиндрическими зубчатыми колесами с винтовыми зубьями ( г ), коническими зубчатыми колесами с винтовыми зубьями ( д ), червячным колесом и червяком ( е ).
В зависимости от формы профиля зуба передачи бывают эвольвентными, с зацеплением Новикова, циклоидальными. Наибольшее распространение получили зубчатые передачи с эвольвентным зацеплением.
В зависимости от расположения зубьев на ободе колеса различают передачи с прямыми ( а, в ), косыми, шевронными ( б ) и винтовыми зубьями ( г, д ).
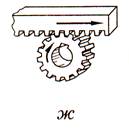
Для преобразования вращательного движения в возвратно-поступательное применяют реечные передачи зубчатое колесо – рейка( ж ).
В зависимости от рабочей скорости различают следующие зубчатые передачи: тихоходные ( окружная скорость до 3 м/с ); среднескоростные ( окружная скорость 3…5 м/); быстроходные ( окружная скорость свыше 15 м/с).
К зубчатым колесам, поступающим нас сборку, и зубчатым передачам предъявляют следующие технические требования:
— зубья колес при контроле на краску должны иметь поверхность контакта, составляющую не менее 0,3 длины зуба и 0,6…0,7 высоты зуба;
— биение колес ( как радиальное, так и торцовое) должно находиться в пределах, установленных техническими условиями для собираемой передачи;
— оси валов под зубчатые колеса должны быть взаимно параллельными
( для цилиндрических передач) или взаимно-перепндикулярными ( для конических зубчатых передач) и лежать в одной плоскости;
— между зубьями колес должен иметься зазор, размер которого зависит от степени точности передачи и определяется по таблицам соответствующих справочников;
— собранна сборочная единица должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы передачи, а также умеренный нагрев подшипниковых опор.
Точность изготовления зубчатых колес и сборки передачи должна соответствовать требованиям ГОСТов.
Технологические процесс сборки цилиндрической зубчатой передачи включает в себя выполнение следующих операций:
— сбоку зубчатого колеса, если в собираемой конструкции предусмотрена установка составных зубчатых колес;
— установка колес на вал и их фиксацию в заданном положении;
— монтаж валов с установленными на них зубчатыми колесами в корпусе;
— регулирование собранного узла с цилиндрическими зубчатыми колесами;
— контроль качества сборки цилиндрической зубчатой передачи.
Качество зацепления собранной зубчатой передачи проверяют на краску. Зубья меньшего колеса покрывают тонким слоем краски и поворачивают передачу на один оборот. После этого по отпечаткам на сопряженном зубчатом колесе судят о качестве сборки, сравнивая полученные отпечатки с установленными нормами. Обычно для передач средней точности отпечатки краски на сопряженном зубчатом колесе должны располагаться в средней части боковой поверхности зуба и составлять 50..60% высоты и не менее 70% длины зуба. В зависимости от расположения пятка контакта можно установить дефекты сборки:
— пятно контакта расположено с одной стороны зуба – перекос колес при
нарезании зубьев или перекос отверстий под подшипники в корпусе (а).
— пятно контакта расположено в верхней части зуба – слишком большой радиальный зазор или несоответствие межосевого расстояния под подшипники в корпусе установленному чертежом (б).
— Пятно контакта расположено у ножки зуба – недостаточный радиальный зазор в результате несоответствия толщины зуба техническим требованиям (в).
Восстановление зубчатых колес и звездочек цепных передач.
Изнашивание зубчатых колес в процессе эксплуатации происходит под воздействием значительных нагрузок — изгибающих, смятия, ударных при одновременном влиянии посторонних твердых частиц, попадающих в зацепление; источников их образования являются как продукты износа, так и загрязненная окружающая среда. Более интенсивно изнашиваются зубчатые колеса, находящиеся в непосредственном зацеплении, которые используются в механизмах коробок скоростей и подач для изменения частоты вращения шпинделя и скорости перемещения поступательно движущихся исполнительных механизмов. У этих зубчатых колес преимущественно изнашиваются торцовые поверхности зубьев.
Дефекты при эксплуатации зубчатых колес являются:
— изнашивание рабочего профиля зуба;
— скол части зуба;
— поломка одного или нескольких зубьев;
— трещины в зубчатом винце, спицах или ступице зубчатого колеса;
— изнашивание посадочного отверстия, сопряженное со смятие шпонки или шлицов;
— вмятины на торцах зубьев.
Для изготовления зубчатых колес как правило применяют такие материалы, как сталь, чугун, цветные металлы, сплавы и неметаллы, что влияет на выбор восстановления зубчатых колес.
При работе зубчатых передач наиболее часто износу подвергается рабочий профиль зуба. Зубчатое колесо в этом случае, как правила, не восстанавливают, а заменяют новым. Причем, если одно из зубчатых колес требует замены, то для сохранения нормальной работы передачи необходимо заменить и второе колесо пары, даже если оно не подверглось износу. Поэтому весьма важным является постоянный контроль состояния зубчатых колес.
При одновременной нагрузке зубья зубчатого колеса изнашиваются только с одной стороны, что делает целесообразным при проведении текущего ремонта не производить замену такого колеса, его достаточно повернуть таким образом, чтобы в новом положении зубчатая пара передавала нагрузку неизношенной стороной.
Восстановление зубчатых колес осуществляется несколькими способами в зависимости от характера изнашивания.
Зубчатые колеса со сломанным или выкрашенным зубом нельзя оставлять в работающим механизме, так как это может привести к поломке зубьев
сопряженного колеса и выходу из строй всего механизма. В ответственных быстроходных передачах такие зубчатые передачи подлежат замене. В
тихоходных зубчатых передачах экономически выгоднее направить такое зубчатое колеса на восстановление.
Восстановление зубчатых колес со сломанным или выкрошенным зубом может быть выполнено следующим способом:
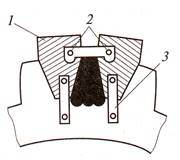
— наплавкой нового зуба взамен изношенного по медным шаблонам (а).
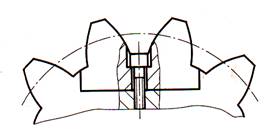
— установкой вставки, закрепляемой винтом (б).
— установкой вставки в пазу типа «ласточкин хвост» с последующим ее закреплением сваркой (в).
При восстановлении наплавкой используют медные шаблоны 1, воспроизводящие форму впадины между зубьями. Эти шаблоны обеспечивают возможность формирования боковой поверхности зуба. Положение шаблонов на зубчатом венце фиксируют планками 2 и 3. Так как наплавляемый металл не приваривается к медным шаблонам из-за высокой теплопроводности меди, после наплавки они легко удаляются.
Восстановление двух- и трехвенцовых блоков зубчатых колес осуществляется путем замены одного или двух шестерен блока новыми.
Восстановление зубчатых секторо в, подобно восстановлению зубчатых колес, выполняется путем замены зубчатого венца, который изготавливают мак же, как зубчатый венец для колес, в затем вырезают из него нужный по величине сектор.
Зубчатые колоса, изготовленные из полимерных материалов , восстановлению не подлежат, их изготовляют заново методом литья под давлением в предварительно подготовленную форму.
Восстановление текстолитовых зубчатых колес , изготовленных из набора текстолитовых дисков, скрепленных между собой стальными фланцами, не практикуется.
Изнашивание звездочек цепных передач происходит главным образом, за счет смятия зубьев или их поломки, а также ослабления посадки звездочек на валах. Посадочные места звездочек цепных передач восстанавливают теми же способами, что и посадочные места шкивов ременных передач. При изнашивании зубьев звездочек заменяют зубчатые венцы, что является достаточной операцией, так как по конструктивному решению большинство моделей звездочек, используемых в механизма передачи движения в промышленного оборудовании, имеют составное устройство. В такой конструкции звездочек отдельно изготовленные ступица и зубчатый венец при соединении образуют единую сборочную единицу.
Восстановление зубчатых колес, изношенных по профилю зуба, осуществляется с соблюдением следующего технологического маршрута:
— стачивают зубчатый венец, обеспечивая получение посадочного места под установку нового ( обработка ведется на оправке, закрепленной в центрах токарного станка);
— вытачивают заготовку нового зубчатого венца, а затем, используют эту поверхность, как базовую , обрабатывают отверстие для установки кольца на посадочное место ступицы, подготовленное заранее;
— устанавливают заготовку зубчатого венца на посадочное место ступицы, фиксируя ее положение стопорными винтами или штифтами;
— нарезают зубья соответствующего модуля на заготовке восстанавливаемого зубчатого колеса, используя фрезерный станок.
Технологический маршрут восстановления зубчатого колеса.
Источник
Разработка технологического процесса на ремонт шестерни ведущей конической
Конструкция ведущей конической автомобиля. Разработка маршрутов устранения дефектов. Выбор наплавки под слоем флюса для восстановления детали. Сущность и схема технологического процесса ремонта цапфы поворотной. Расчет операций технологического процесса.
Рубрика
Производство и технологии
Вид
контрольная работа
Язык
русский
Дата добавления
28.06.2015
Размер файла
285,8 K
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://allbest.ru
Автомобильный транспорт является одной из составных частей народного хозяйства России, связующим звеном между производителями промышленной продукции, источниками сырья, технологии сельскохозяйственного производства, железной дорогой, речными, морскими и авиационными сообщениями, осуществляет большую часть городских и междугородних перевозок грузов и пассажиров. Автомобильная промышленность нашей страны совершенствует конструкцию выпускаемых автомобилей с целью снижения расхода топлива, уменьшения загрязнения окружающей среды, повышения безопасности на дорогах.
В отличие от других стран Россия имеет неблагополучные условия для эксплуатации автомобилей. Это объясняется многими причинами; одна из них — обширность территории и большое различие климатических условий, в которых эксплуатируется подвижной состав. Россия делится на две климатические зоны: умеренную и холодную, к последней относится 80% территории страны. Понятно, что для эксплуатации в данных условиях к автомобилям предъявляются повышенные требования. Необходимо отметить, что отечественный автомобиль изначально конструируется с учетом условий эксплуатации.
В процессе эксплуатации автомобили изнашиваются и стареют, для увеличения срока службы автомобилям проводят техническое обслуживание, но это не решает проблемы износа деталей и их приходится ремонтировать.
Ремонт автомобилей является объективной необходимостью, которая обусловлена техническими и экономическими причинами.
Во-первых, потребности народного хозяйства в автомобилях частично удовлетворяются путем эксплуатации вновь отремонтированных автомобилей.
Во-вторых, ремонт обеспечивает дальнейшее использование тех элементов автомобиля, которые не полностью изношены. В результате сохраняется значительный объем предыдущих работ.
В-третьих, ремонт способствует экономии материалов, идущих на изготовление новых деталей.
АРП, получив значительное развитие, еще не в полной мере реализует свои потенциальные возможности. По своей эффективности, организационному и техническому уровню оно все еще отстает от основного автопроизводства, качество ремонта остается низким, стоимость высокой, уровень механизации достигает лишь 25-40%, вследствие чего производительность труда ниже в два раза, чем в автомобилестроение.
Наряду с поиском путей и методов повышения надежности, которые закладываются в конструкцию автомобиля при проектировании и внедряются в сфере производства, необходимо изыскивать пути и методы для решения той же задачи в сфере эксплуатации и ремонта.
Повышение технической готовности автомобиля можно достичь за счет усовершенствования технологии ремонта подвижного состава, улучшения организации работы технической службы, отдельных зон, участков, повышение дисциплины работников, организации выпуска и реставрации запасных частей автомобиля. Необходимо усилить контроль над качеством выполняемых работ.
Большая часть восстанавливаемых деталей приходится на слесарно-механический участок. Он является одним из основных участков, входящих в техническую службу АРП. На данном участке в большей степени ремонтируются главные детали основных агрегатов и узлов автомобилей, таких как балки передних мостов, задние мосты, карданные валы и т.д. От точности оборудования и качества ремонта деталей зависят сроки эксплуатации автомобилей после ремонта, что оказывает большое влияние на себестоимость эксплуатации подвижного состава.
1. Технологическая часть
1.1 Технологическая документация
Таблица 1 — Технологические данные на шестерню ведущую коническую