- Технологический процесс ремонта ступицы переднего колеса
- Главная > Курсовая работа >Транспорт
- Технологический процесс ремонта ступицы переднего колеса
- Технологический процесс ремонта ступицы переднего колеса
- 147697 (Технологический процесс ремонта ступицы переднего колеса)
- Описание файла
- Онлайн просмотр документа «147697»
- Текст из документа «147697»
- Курсовая работа: Технологический процесс ремонта ступицы переднего колеса
Технологический процесс ремонта ступицы переднего колеса
Главная > Курсовая работа >Транспорт
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
1.2 Разработка технологического процесса ремонта детали
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение приспособление
2.2 Устройство приспособление
2.3 Принцип работы приспособления
3.ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ПРИСПОСОБЛЕНИЯ
4. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположение поверхности, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
Которые характеризуются следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
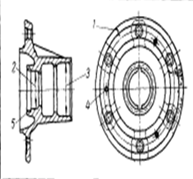
Основные дефекты, характерные для деталей этого класса – износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Источник
Технологический процесс ремонта ступицы переднего колеса
Станина 4 представляет собой массивное чугунное основание, на котором смонтированы основные узлы станка. Верхняя часть станины имеет две плоские и
Технологический процесс ремонта ступицы переднего колеса
Другие курсовые по предмету
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
1.2 Разработка технологического процесса ремонта детали
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение приспособление
2.2 Устройство приспособление
2.3 Принцип работы приспособления
3.ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ПРИСПОСОБЛЕНИЯ
4. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположение поверхности, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
Которые характеризуются следующими явлениями молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
Основные дефекты, характерные для деталей этого класса износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Табл.№1 Технологическая карта детали
Деталь: Ступица переднего колеса№ детали: 51-3103015-БМатериал:
ГОСТ 1215-59Твёрдость: HB 121-149Обозначение
Способы установления дефекта
и измерительные инструментыРазмер, ммЗаключение
Допустимый для ремонта2
Износ отверстия под наружное кольцо наружного подшипникаПробка 71,99мм или нутромер
индикаторный 50-100 мм
Ремонтировать. Постановка втулки,. вибродуговая наплавка
Износ отверстия под наружное кольцо внутреннего подшипника
Пробка 99,99мм или нутромер
1.1 Выбор способа восстановления деталей
Износ отверстий под подшипники и шейку шестерни, сальники устраняют постановкой дополнительных ремонтных деталей (ДРД) втулок. Если же при восстановлении отверстий под подшипники и сальники используется вибродуговая наплавка, то они сначала растачиваются, наплавляются в 2 слоя, а затем растачиваются в соответствии с заданным размером.
При восстановлении полых стержней необходимо обеспечивать размеры и шероховатость восстановленных поверхностей, твердость и прочность сцепления нанесеного материала с основным металлом, а также соосность и симметричность относительно общей оси, допустимую цилиндричность и круглость.
Выбор рационального способа восстановления детали ведется по трем критериям: применимости, долговечности, экономичности. Критерий применимости определяет принципиальную возможность применения различных способов восстановления по отношению к конкретной детали. Критерий долговечности определяет работоспособность восстанавливаемой детали. Критерий экономичности определяет себестоимость восстанавливаемой детали. Критерии долговечности и экономичности определяется по таблице. Выбор рационального способа восстановления представляются в виде таблицы. Выбор рационального способа восстановления детали.
Табл.№2 Выбор способа ремонта детали
Номер и наименование дефектаВозможные способы восстановления по критериямПринятый способ восстановленияПрименимостиИзносостойкостиВыносливостиДолговечностиЭкономичности1234567Износ отверстия под наружное кольцо внутреннего подшипникаПостановкаПостановка втулкивтулки,0,900,900,81242Вибродуговая наплавка0,700,600,4297,5Износ отверстия под наружное кольцо наружного подшипникаПостановка втулки,
Выбранный мною способ восстановления постановка втулки (дополнительных ремонтных деталей — ДРД). Изношенные места посадки подшипников можно восстановить при помощи дополнительной втулки. Втулка запрессовывается в изношенное место посадки подшипника, затем втулка растачивается под рабочий размер подшипника, т.к. этот способ имеет большие критерии износостойкости, выносливости, долговечности, чем при вибродуговой наплавке, дорогостоящий, но ремонтная деталь является ответственной, то ей необходимы эти критерии в больших значениях.
Схема технологического процесса последовательность операций необходимых для устранения дефекта детали. При наличии на детали нескольких дефектов, схемы составляются на каждый дефект в отдельности.
Табл.№3 Последовательность изготовления втулки
№ дефектаДефектСпособ устранения№ операцииНаименование и содержание операцииУстановочная база1 схема2Износ отверстия под наружное кольцо внутреннего подшипникаПостановка втулки0,5
Источник
147697 (Технологический процесс ремонта ступицы переднего колеса)
Описание файла
Документ из архива «Технологический процесс ремонта ступицы переднего колеса», который расположен в категории «курсовые работы». Всё это находится в предмете «транспорт» из раздела «Студенческие работы», которые можно найти в файловом архиве Студент. Не смотря на прямую связь этого архива с Студент, его также можно найти и в других разделах. Архив можно найти в разделе «курсовые/домашние работы», в предмете «транспорт» в общих файлах.
Онлайн просмотр документа «147697»
Текст из документа «147697»
1. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
1.1 Выбор способа восстановления деталей
1.2 Разработка технологического процесса ремонта детали
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Назначение приспособление
2.2 Устройство приспособление
2.3 Принцип работы приспособления
3.ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ ПРИСПОСОБЛЕНИЯ
4. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
Ремонт деталей представляет собой восстановление всех геометрических размеров детали, ее формы и расположение поверхности, а также обеспечение физико-механических свойств в сравнении с новой деталью. Кроме этого при ремонте решается задача повышения долговечности и работоспособности детали. При ремонте автомобилей нашли широкое применение следующие способы восстановления деталей: механическая обработка, сварка, наплавка, напыление металлов, химическая и гальваническая обработка.
Класс деталей: «полые цилиндры».
Детали этого класса подвергается механическим нагрузкам и для них основным видами износа являются коррозионно-механический и молекулярно-механический,
Которые характеризуются следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла, с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды.
Основные дефекты, характерные для деталей этого класса – износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях.
Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке.
Источник
Курсовая работа: Технологический процесс ремонта ступицы переднего колеса
| Название: Технологический процесс ремонта ступицы переднего колеса Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 10:04:53 25 марта 2010 Похожие работы Просмотров: 1784 Комментариев: 14 Оценило: 4 человек Средний балл: 4.3 Оценка: неизвестно Скачать |


 (мм)
(мм) (мм)
(мм) мм.
мм. , удельное контактное давление;
, удельное контактное давление; ;
; =33
=33 =
= ;
; мм.
мм. , (1)
, (1) ,
, , (2)
, (2)
 , 3)
, 3)

 , (4)
, (4) м/мин
м/мин (5),
(5), 91,67 (Н)
91,67 (Н) , (6)
, (6)
 , (7)
, (7) 0,04кВт
0,04кВт (8)
(8) (9)
(9)

 от (Т0+Тв) (10)
от (Т0+Тв) (10)
 2…6 (11)
2…6 (11)
 ; (12)
; (12) — коэф. трения
— коэф. трения
 -номинальный диаметр отверстия;
-номинальный диаметр отверстия; -длина резания;
-длина резания;  – удельное контактное давление сжатия;
– удельное контактное давление сжатия;
 (13)
(13)

 =0,05*(1,29+0,19)=0,074
=0,05*(1,29+0,19)=0,074
 ,
,
 ,
,
 м/мин
м/мин (Н)
(Н)
 0,29кВт
0,29кВт


 (мм)
(мм) (мм)
(мм) мм.
мм. , удельное контактное давление;
, удельное контактное давление; ;
; , допускаемые напряжения;
, допускаемые напряжения; =33
=33 ;
; мм.
мм. ,
,


 м/мин
м/мин 458,35 (Н)
458,35 (Н)
 0,2кВт
0,2кВт

 — коэф. трения
— коэф. трения
 -номинальный диаметр отверстия;
-номинальный диаметр отверстия; -длина резания;
-длина резания;  – удельное контактное давление сжатия;
– удельное контактное давление сжатия;

 =0,05*(1,22+0,18)=0,07
=0,05*(1,22+0,18)=0,07
 ,
,
 ,
,
 м/мин
м/мин
 кВт
кВт