Ремонт сцепления. Ремонт дисков и главного цилиндра
Основная неисправность в работе сцепления — нарушение надежной передачи крутящего момента от двигателя к трансмиссии в результате износа фрикционных накладок и поверхностей трения, ослабления нажимных пружин, износа и поломки отдельных деталей.
Перед снятием сцепления с двигателя необходимо на маховике, кожухе сцепления и нажимном диске сделать метки для того, чтобы установить детали в прежнее положение при сборке. Это необходимо для сохранения сбалансированности коленчатого вала, маховика и сцепления.
Корпус сцепления разбирают на универсальном стенде для разборки, сборки и регулировки. При отсутствии стенда корпус сцепления разбирают с помощью приспособления, позволяющего сжимать пружины.
Ремонт ведомых дисков
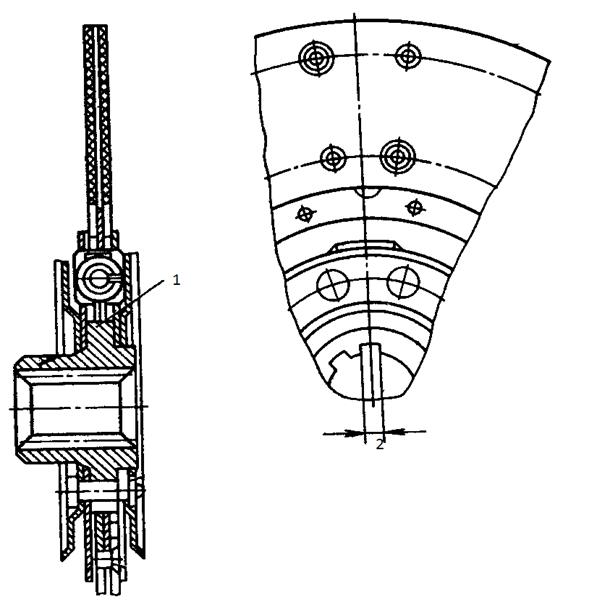
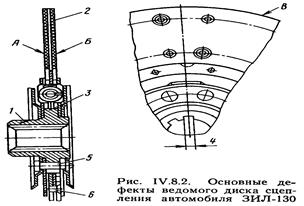
Ведомый диск может иметь дефекты:
- износ фрикционных накладок
- ослабление заклепок крепления ступицы
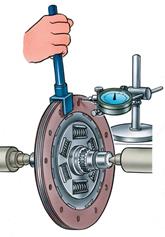
- коробление диска
- износ шлицев ступицы
Диск выбраковывают при трещинах и изломах, предельном износе отверстий, а ступицу — при трещинах и предельном износе шлицев.
Ослабленные заклепки удаляют. Отверстия рассверливают одновременно в ступице, диске и маслоотражательной шайбе и приклепывают их заклепками в горячем состоянии. Подтягивать ослабленные заклепки не допускается.

Рис. Универсальный стенд для разборки, сборки и регулировки сцепления: 1 — рама стенда; 2 — крестовина; 3 — пневмоцилиндр; 4 — плита; 5 — регулировочная шайба; 6 — шток пневмоцилиндра; 7 — фланцевая втулка; 8 — регулировочная гайка; 9 — винт; 10— кулачок; 11 — тяга; 12 — втулка.
Фрикционные накладки, изношенные по толщине, заменяют новыми. Новые накладки приклепывают пустотелыми заклепками из цветных металлов или приклеивают клеем ВС-ЮТ или БФ-52Т. Для изготовления заклепок используют медные или латунные трубки соответствующего диаметра. Головки заклепок в новых накладках должны утопать на 1,0-1,5 мм. Неплотность прилегания поверхности накладки не должна превышать 0,3 мм. При использовании накладок в виде отдельных секторов различие их по толщине в одном комплекте не должно превышать 0,1 мм. Для наклепки накладок к ведомым дискам применяют пневматический пресс.
Приклеивание накладок по сравнению с приклепыванием повышает производительность почти в 3 раза, дает экономию цветного металла, увеличивает поверхность трения накладок и срок их службы, уменьшает задиры рабочих поверхностей нажимных и промежуточных дисков. Технология приклеивания накладок рассмотрена выше.
Коробление ведомых дисков определяют по торцовому биению на приспособлении. Устраняют коробление правкой на плите перед приклепыванием (приклеиванием) накладок.
Ремонт нажимного и промежуточного дисков
При износе, задирах или короблении рабочих поверхностей диски протачивают и шлифуют до выведения следов износа. После протачивания толщина дисков должна соответствовать техническим требованиям. В проточенных нажимных дисках отверстия под головки регулировочных болтов углубляют на толщину снятого слоя. Шероховатость рабочей поверхности дисков должна быть не выше 0,63 мкм, неплоскостность — не более 0,15 мм.
Сборка сцепления
Для сборки используют стенд или приспособление, применяемые при разборке.
Чтобы сохранить усилие нажимных пружин тракторных сцеплений, в кольцевые вытачки нажимного диска целесообразно подложить шайбы, толщина которых равна слою металла, снятого при протачивании.
Пружины подбирают одинаковые по длине и упругости. В собранном сцеплении все концы отжимных рычагов должны лежать в одной плоскости, параллельной основанию корпуса. Расстояние от торца корпуса сцепления или от рабочей поверхности нажимного диска до плоскости, в которой расположены концы отжимных рычагов, устанавливают строго в соответствии с техническими условиями для данной машины. Если нет стенда, правильное расположение отжимных рычагов устанавливают на плите при помощи штангенглубиномера или специального приспособления.
Ремонт цилиндра сцепления

Рис. Устройство привода гидравлического сцепления ВАЗ-2101-07: 1 — главный цилиндр; 2 — компенсационное отверстие; 3 — прокладка штуцера; 4 — штуцер; 5 — стопорная пружинная шайба; 6 — поршень главного цилиндра; 7 — уплотнительное кольцо; 8 — поршень толкателя; 9 — крючок; 10 — ось педалей сцепления и тормоза; 11 — кронштейн педалей сцепления и тормоза; 12 — усиливающая пружина педали сцепления (Сервопружина); 13 — оттяжная пружина педали сцепления; 14 — ограничитель хода педали сцепления; 15 — педаль сцепления; 16 — толкатель; 17 — защитный колпачок; 18 — стопорное кольцо; 19 — перепускное отверстие; 20 — уплотнительное кольцо (кольцевой клапан); 21 — перепускное отверстие поршня; 22 — рабочий цилиндр; 23 — пружина; 24 — прокладка; 25 — пробка; 26 — внутренняя втулка педали; 27 — наружная втулка педали; 28 — распорная втулка; 29 — педаль тормоза
Для проведения работ необходимо демонтировать весь узел, отсоединив предварительно все патрубки и слив жидкость из системы. Также заранее следует приготовить ремкомплект главного цилиндра сцепления, в который включаются все детали, подверженные износу. Несмотря на то, что устройство главного цилиндра сцепления не отличается сложностью, работы желательно выполнять лицам, имеющим хотя бы минимальный опыт проведения слесарных работ. Если вопрос как снять главный цилиндр сцепления совсем непонятен, лучше отказаться от самостоятельного ремонта, и просто заменить цилиндр на новый.
После демонтажа цилиндр следует разобрать и тщательно промыть его детали тормозной жидкостью (использовать растворители или бензин запрещается). Все детали из ремкомплекта, которые планируется использовать, также желательно промыть перед установкой.
После демонтажа и полной разборки главного цилиндра на составные элементы можно приступать к оценке технического состояния всех деталей. Первым делом внимательно осматривается поршень, зеркала и уплотняющие элементы. Достаточно часто на внутренних поверхностях можно обнаружить очаги коррозии – их можно устранить аккуратной обработкой мелкозернистой наждачной бумагой. Множественные, обширные и сопровождаются наличием задиров очаги коррозии свидетельствует о нарушении зазора между поршнем и стенками цилиндра.
Все уплотнительные элементы рекомендуется заменить на новые, поскольку при работе под давлением даже незначительные дефекты неизбежно приводят к протечкам жидкости из цилиндра. Резиновые уплотнители не допустимо обрабатывать маслами для облегчения сборки – это приведет к их разбуханию и невозможности нормального функционирования.
После устранения всех неисправностей устройство можно собирать в обратной разборке последовательности.
Для прокачки требуется обеспечить свободный доступ к главному цилиндру, и некоторые модели транспортных средств для этого будет удобнее загнать на яму или поднять на гидравлическом подъемнике. В бачок наливается новая тормозная жидкость, на штуцер одевается прозрачная трубочка, конец которой опущен в емкость с той же рабочей жидкостью. Ритмичной работой педалью сцепления прокачивается гидропривод до тех пор, пока выделение воздуха через штуцер не прекратится полностью. После этого штуцер закручивается, и автомобиль готов к эксплуатации.
Источник
Реферат: Разработка технологического процесса ремонта ведомого диска сцепления автомобиля ЗИЛ-130
| Название: Разработка технологического процесса ремонта ведомого диска сцепления автомобиля ЗИЛ-130 Раздел: Рефераты по транспорту Тип: реферат Добавлен 01:17:40 23 июня 2011 Похожие работы Просмотров: 3554 Комментариев: 7 Оценило: 3 человек Средний балл: 4.7 Оценка: неизвестно Скачать | |||
 |
г. Ханты-Мансийск 2011г.
 |
Обоснование размера производственной партии деталей
Разработка технологического процесса восстановления детали.
Ремонтный чертеж детали
Карта технических требований на дефектацию детали
Характеристика детали и условий её работы
Выбор способов восстановления детали
Схема технологического процесса восстановления детали
План технологических операций восстановления детали
Описание конструкции приспособления для ремонта детали
Инструкция по применению приспособления
Организация рабочего места, техника безопасности, охрана труда на участках по восстановлению детали
Заключение и выводы
 ВВЕДЕНИЕ
ВВЕДЕНИЕ
Автомобильный транспорт — важнейшая отрасль народного хозяйства.
Наряду с другими видами транспорта он, обеспечивает нормальное производство и обращение продукции в промышленности и сельском хозяйстве, нужды капитального строительства, удовлетворяет потребности населения в перевозках и способствует укреплению мощи вооруженных сил.
Автомобильный транспорт перевозит более 3/4 (около 80%)всех грузов. Основные преимущества автомобильного транспорта: меньшие капиталовложение в организацию перевозок, большая маневренность транспортных средств и возможность перевозок непосредственно от пункта отправления в пункт назначения без дополнительных перегрузок, значительная скорость доставки грузов и пассажиров, сравнительно невысокая стоимость перевозок.
Себестоимость деталей автомобилей и их составных частей обычно не превышает 60. 70 % стоимости новых аналогичных изделий. При этом достигается большая экономия металла и энергетических ресурсов. Высокая эффективность централизованного ремонта обусловила развитие авторемонтного производства, которое всегда занимало значительное место в промышленном потенциале нашей страны. Объемы централизованного ремонта автомобилей и их составных частей достигли, а по некоторым позициям превзошли объемы их производства.
Организации ремонта автомобилей в нашей стране постоянно уделялось большое внимание. В первые годы советской власти автомобильный парк в нашей стране состоял всего из нескольких тысяч автомобилей, главным образом иностранного производства. Для организации производства автомобилей в молодой Советской республике не было ни материальной базы, ни опыта, ни подготовленных кадров, поэтому развитие авторемонтного производства исторически опередило развитие отечественного автомобилестроения.
Целью данного курсового проекта является разработка технологического процесса восстановления ведомого диска сцепления автомобиля ЗИЛ-130 с применением наиболее прогрессивных форм и методов организации авторемонтного производства.
 1.Величина производственной партии деталей
1.Величина производственной партии деталей
где: N — производственная программа ремонта автомобилей в год (указано в задании);
Кр – коэффициент ремонта детали (принять равным 0,2-0,6);
m – число одноимённых деталей в автомобиле.
Тн = Тшт + 
где: Тшт – штучное время (мин);
ТП-З – подготовительно-заключительное время (мин).
2. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
2.1. Ремонтный чертеж детали.
Условное обозначение размеров
Размеры на рабочем чертеже
Категория ремонтного размера

2.2 Карта технических требований на дефектацию детали
 |
 В процессе эксплуатации ведомый диск сципления подвергается механическим нагрузкам и для них основными видами износа являются коррозионно-механический и молекулярно-механический, которые характерезуються следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла с агрессивными элементами среды.
В процессе эксплуатации ведомый диск сципления подвергается механическим нагрузкам и для них основными видами износа являются коррозионно-механический и молекулярно-механический, которые характерезуються следующими явлениями – молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла с агрессивными элементами среды. |
 2.5 Схема технологического процесса
2.5 Схема технологического процесса  2.6 План технологических операций
2.6 План технологических операций 
 предусматривается выполнение электросварочных работ в специальных кабинах. Их обычно устраивают у темной стены размерами от 1,5Х 1,5 до 2,5х2,5 м. Высота стен кабины 1,8 м, для вентиляции стены не доводят до пола на 25 см, полы в кабинах должны быть изготовлены из кирпича или бетона. Стены кабины окрашивают снаружи темной краской, а внутри — матовой, содержащей окись цинка (цинковые белила). Эта краска рассеивает световой поток и в то же время интенсивно поглощает ультрафиолетовые лучи. Стол электросварщика покрывают стальной или чугунной плитой.
предусматривается выполнение электросварочных работ в специальных кабинах. Их обычно устраивают у темной стены размерами от 1,5Х 1,5 до 2,5х2,5 м. Высота стен кабины 1,8 м, для вентиляции стены не доводят до пола на 25 см, полы в кабинах должны быть изготовлены из кирпича или бетона. Стены кабины окрашивают снаружи темной краской, а внутри — матовой, содержащей окись цинка (цинковые белила). Эта краска рассеивает световой поток и в то же время интенсивно поглощает ультрафиолетовые лучи. Стол электросварщика покрывают стальной или чугунной плитой. При проектировании и организации сварочного отделения должны быть обеспечены проходы и проезды шириной соответственно 1,0
При проектировании и организации сварочного отделения должны быть обеспечены проходы и проезды шириной соответственно 1,0