- Винтовые компрессоры: техническое обслуживание и возможные неисправности
- Техническое обслуживание винтовых компрессоров
- Ремонт винтовых компрессоров
- Строй-справка.ру
- Отопление, водоснабжение, канализация
- Ремонт винтовых компрессоров и профилактика неисправностей оборудования
- Смотрите также
- Устройство и принцип работы винтового компрессора
- Виды винтовых компрессоров
- Преимущества винтовых компрессоров
- Обслуживание безмасляного винтового компрессора
- Признаки необходимости ремонта масляных винтовых компрессоров
Винтовые компрессоры: техническое обслуживание и возможные неисправности
Винтовые компрессорные установки в основном применяются в промышленных холодильных машинах на предприятиях разных отраслей промышленности. Имея высокую цену в сравнении с поршневыми агрегатами, они обеспечивают отличную производительность и высокую надежность.
Техническое обслуживание винтовых компрессоров
Для поддержания работоспособности и исправности холодильных агрегатов вообще и оборудования компрессорного цеха, в частности необходимо регулярно проводить комплекс операций по их техническому обслуживанию. Мероприятия по техническому обслуживанию воздушного компрессора имеют профилактический характер, должны проводиться систематически в соответствии с технической документацией через установленные периоды времени и после определенной выработки:
замена масла, а также масляного и воздушного фильтров, должна производиться каждые 2-4 тыс. часов работы агрегата и не реже одного раза в год при меньшей наработке. При использовании фирменного масла, рекомендуемого производителем компрессора, срок можно увеличить до 8 тыс. часов безремонтного функционирования агрегата;
сепаратор рекомендуется менять с каждой второй заменой масла;
в компрессорах с ременным приводом менять ремни чаще одного раза в 12 тыс. часов нет необходимости;
обслуживание клапанов всасывания и минимального давления следует через каждые 12 тыс. часов работы агрегата;
подшипники на винтовом блоке, в зависимости от производителя ступени, меняются через 25-60 тыс. часов работы компрессора;
подшипники электродвигателя смазываются в соответствии с конструкцией двигателя постоянно или следуя рекомендациям производителя (от 1 тыс. часов);
Каждый раз при проведении сервисного обслуживания винтовых компрессоров следует контролировать целостность и надежность крепления узлов, органов управления, приборов контроля, кабелей, воздуховодов; проверять натяжение ремней и состояние всасывающего клапана; производить протяжку резьбовых соединений и выполнять другие мелкие операции. Такие обязательные параметры, как чистота радиаторов охлаждения, состояние и уровень масла, должны контролироваться постоянно. Вовремя производимые работы по регламентированному техническому обслуживанию винтовых компрессоров гарантируют долгую бесперебойную работу холодильному оборудованию и эффективное функционирование холодильной системы предприятия.

Ремонт винтовых компрессоров
Если большинство операций по техническому обслуживанию предприятие способно производить собственными силами, то в случае возникновения аварийной ситуации к ремонту винтовых компрессоров следует привлекать квалифицированных специалистов. Нередки случаи, когда вместе с устранением первоначальной неисправности приходится исправлять последствия неквалифицированного ремонта. Еще лучше, когда ремонтные услуги оказывает фирма-производитель соответствующего оборудования: так компания Mayekawa осуществляет ремонт и сервисное обслуживание своих винтовых компрессоров Mycom в сервисных центрах по всему миру.
Наиболее часто возникающие неисправности промышленных винтовых компрессоров:
1. Неисправности в винтовом блоке. В отличие от поршневого компрессора, износ винтового блока не ведет к понижению производительности системы и не является причиной поломки агрегата. Масляный клин предохраняет поверхности роторов от механического трения и обеспечивает смазку в процессе работы устройства. Опасным с точки зрения износа является только момент запуска винтовых холодильных компрессоров, когда давление, необходимое для работы системы смазки, еще не достигнуто. Очень важно использовать при работе компрессора качественное масло (лучше всего рекомендованное производителем агрегата), вовремя проводить техническое обслуживание и замену изношенных подшипников, сальников и колец уплотнения, а также не превышать температурный режим работы оборудования. В противном случае при появлении выработки на винтах и заклинивании винтового блока нужно будет приобретать новый компрессор: только замета подшипников и сальников обходится в половину стоимости нового агрегата. К тому же для квалифицированного ремонта агрегата подходят только фирменные запчасти для винтового компрессора, которые иногда бывает проблематично найти или долго ждать.
2. Выход из строя привода может происходить из-за высокого содержания в воздухе твердых частиц, оседающих на поверхности ремня, а также из-за превышения температурного режима работы оборудования. Устранение растяжения или разрыва ременной передачи относится к простым операциям, но появление этой неисправности служит сигналом неправильной работы винтовой пары, что угрожает поломкой оборудования. В ходе ремонта привода заменяется весь ременной комплект.
3. Отказ двигателя. При появлении вибрации следует сразу же проверять работу электрического двигателя. На ранних стадиях проблема решается заменой подшипников; если же произошел отказ двигателя, то следует либо попробовать восстановить его обмотку, либо покупать новый двигатель.
4. При поломке блока автоматического управления необходима перенастройка параметров работы компрессоров и замена поврежденных узлов и деталей силового блока.

Также в процессе функционирования винтовых компрессоров возникает множество проблем, которые, самостоятельно являясь причиной снижения эффективности функционирования агрегата, говорят о недостаточном обслуживании агрегата и могут быть признаками выхода из строя основных частей компрессора. Так чрезмерный расход и утечка масла могут возникнуть из-за негерметичных уплотнений либо сломанного фильтра маслоотделителя, слишком высокого уровня масла, неисправности системы слива или поврежденных трубопроводов.
Следует также проверить регулятор всасывания и электромагнитный клапан. Компрессор может трудно включаться (низкая температура воздуха и напряжение в сети), не перезапускаться (загрязнение контрольного клапана), не выдавать сжатого воздуха (загрязнен регулятор либо не действует электромагнитный клапан). Причиной понижения производительности винтового компрессора может стать неисправность всасывающего клапана, загрязненность воздушного фильтра, утечка воздуха через линию перепуска либо другие неплотности внутри компрессора – квалифицированный специалист найдет неисправность, установит ее причину и восстановит нормальную работу оборудования. Именно поэтому ремонт холодильных компрессоров должен осуществляться профильными фирмами и сопровождаться полной диагностикой агрегата и его составных частей специальным оборудованием.
Источник
Строй-справка.ру
Отопление, водоснабжение, канализация
Навигация:
Главная → Все категории → Монтаж холодильных установок
Винтовые компрессоры. По сравнению с поршневыми компрессорами винтовые характеризуются малой массой, хорошей уравновешенностью, надежностью, долговечностью, равномерностью подачи пара (отсутствие пульсации) и малой чувствительностью к влажному ходу. К недостаткам относят недостаточную ремонтопригодность из-за сложности Изготовления роторов и высокий уровень шума.
Техническое обслуживание винтовых компрессоров несложно и сводится к контролю герметичности фланцевых соединений, арматуры, торцевого уплотнения, контролю температуры и уровня масла, состояния фильтров, работы маслонасоса, давления масла и давления нагнетания компрессора. В процессе эксплуатации масло меняют при каждом профилактическом осмотре.
Наиболее сильно изнашиваются в процессе эксплуатации подшипники скольжения, сопрягаемые с ними шейки роторов, подшипники качения, детали торцевых уплотнений и регуляторов производительности.
Периодичность ремонта холодильного винтового компрессора (на примере компрессора 21 ВХ-280) следующая: осмотры — через 2750 ч, текущие ремонты — через 5500 ч, средние — через 16 600 ч, капитальные — через 50 000 ч.
Объем работ при ремонте винтовых холодильных агрегатов следующий.
При профилактическом осмотре проверяют главным образом системы защиты от снижения давления масла перед компрессором и давления всасывания, повышения давления нагнетания, температуры хладагента и масла. Проводят демонтаж фильтров грубой и тонкой очистки масла с последующей очисткой и регенерацией металлокерамических элементов, осуществляют очистку газовых фильтров, промывку и продувку трубопроводов. Очистка газовых фильтров заключается в промывке их керосином и продувке азотом или сухим воздухом в направлении, обратном рабочему.
Торцевые уплотнения разбирают и притирают или заменяют графитовые кольца и резиновые уплотнения. Проверяют также состояние деталей маслонасоса, смазку подшипников электродвигателей, состояние пальцев муфт сцепления и крепежных деталей, проверяют герметичность соединений, чистят маслоохладитель.
При текущем ремонте дополнительно к объему профилактического осмотра проверяют соосность компрессора и электродвигателя, демонтируют и полностью разбирают сальник компрессора и маслонасоса, ремонтируют обратные клапаны и запорную арматуру на линиях хладагента, воды и масла.
При среднем ремонте дополнительно к объему текущего ремонта заменяют упорные и радиальные подшипники, резиновые втулки и муфты сцепления компрессора с электродвигателем, полностью разбирают маслонасос и заменяют основные неисправные детали.
При капитальном ремонте дополнительно к объему среднего ремонта полностью разбирают компрессор, проверяют опорные шейки роторов и осматривают рабочие полости, заменяют подшипники электродвигателя, компрессора и маслонасоса.
Порядок выполнения ремонта винтового холодильного компрессора следующий. Отсасывают хладагент, выпускают масло, отсоединяют трубопроводы, муфту сцепления с ведущим ротором, разбирают торцевое уплотнение, демонтируют устройство для регулирования производительности, снимают подшипники и разгрузочные поршни, роторы вынимают из блока цилиндров с помощью приспособлений.
Ремонт винтового компрессора связан с необходимостью выполнения операций высокой точности, поэтому на время капитального ремонта его снимают с фундамента и место ремонта переносят из машинного зала в помещение, подходящее для этих целей.
При разборке проверяют износ узлов и деталей. Допустимые зазоры в подшипниках скольжения 0,18 мм, под уплотни-тельными поясами подшипников между торцом, обращенным внутрь компрессора, и уплотнительной канавкой 0,2 мм. На рабочей поверхности шеек валов роторов допускаются мелкие кольцевые риски на 1/з длины подшипника, в среднем сечении не более 3 кольцевых рисок глубиной и шириной не более 0,3 мм. Плотность прилегания вкладышей к постели проверяют по краске. Подшипники ремонтируют путем перезаливкн и пришабривания. При установке новых вкладышей проверяют совпадение масляных каналов. При дефектации роторов проверяют нецилиндричность шеек (не более 0,01 мм на длину шейки), биение роторов индикатором при установке ротора в центрах (не более 0,05 мм), динамическую неуравновешенность (дисбаланс) — при динамической балансировке в балансировочном станке.
О появлении дефектов торцевых уплотнений при работе компрессора судят по утечкам масла и хладагента. Причинами утечек являются осевое биение уплотнительных колец, износ резиновых прокладок, потеря упругости поджимающее пружины. Торцевое уплотнение подлежит разборке и ремонту, если при работе в течение суток утечка масла превышает 6 капель в 1 мин. При профилактическом осмотре уплотнение разбирают без разъединения муфты сцепления компрессора и электродвигателя. Если на поверхности уплотнительных колец появляются риски, то кольца притирают на плите с проверкой по краске. Минимально допустимая толщина графитового кольца в уплотнении составляет 8 мм. При ремонте проверяют упругость пружины на соответствие характеристике. После смазки трущихся деталей маслом торцевое уплотнение собирают и проверяют в работе.
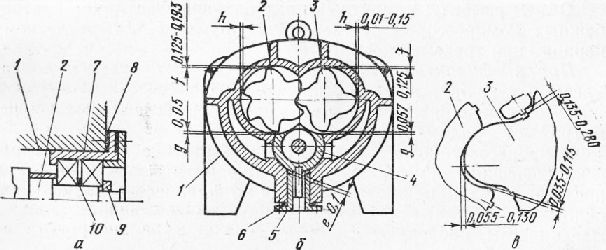
При сборке винтового компрессора после ремонта выдерживают зазоры в соответствии с инструкцией завода-изготовителя. Осевые зазоры между торцами роторов и корпусом или крышкой регулируются изменением толщины прокладки и составляют 0,05-0,08 мм на стороне нагнетания и 0,4-0,75 мм на стороне всасывания. Зазоры между торцевой поверхностью наружных колец подшипников качения (рис. 1, а) регулируют в пределах до 0,03 мм шлифовкой поверхности регулировочных шайб 8 под фланцами крышек, а предварительный осевой натяг создают проставочным кольцом 10.
Зазор между золотником регулятора и стаканом устанавливают 0,1 мм шлифовкой кольца 6 (рис. 1,б). При укладке роторов проверяют параллельность осей (не более 0,03 мм на 0,5 м) и радиальные зазоры (рис. 1, б). Профильные зазоры замеряют в 12 положениях зубьев роторов и записывают в ремонтный журнал (рис. 1, в).
При монтаже регулятора производительности золотник устанавливают в положение минимальной производительности. Электропривод золотника устанавливают после настройки максимального крутящего момента.
Поставленные роторы должны в блоке цилиндров легко и плавно вращаться от руки, для чего их перед монтажом смазывают маслом. Для уплотнения разъема корпуса применяют различного рода герметики и мастики. При затянутых болтах в разъем корпуса не должен проходить щуп толщиной 0,2 мм. При установке корпуса на фундамент его выверяют на горизонтальность.
Ротационные компрессоры. Ремонт сводится к проверке износа цилиндра, замене пластин и восстановлению зазоров.
Изношенные поверхности цилиндров и крышек восстанавливают металлизацией. В малых герметичных ротационных компрессорах при их массовом централизованном ремонте уделяют большое внимание восстановлению изнашиваемых сопряженных поверхностей: лопасть — ротор, лопасть — паз цилиндра, ротор — шейка эксцентрикового вала. Наряду с традиционными методами повышения износостойкости (поверхностная закалка ТВЧ, азотирование, цементирование и хромирование) хорошие результаты при ремонтных работах дает газотермическое напыление тугоплавкими металлами, их карбидами, нитридами и оксидами. Так, при покрытии поверхностей трения керметами (продукты спекания керамических порошков и металлов) титана и ванадия толщиной 5 мкм износ при смазке маслом ХФ 12-16 в компрессоре ФГр 0,35-1 А уменьшился (по сравнению с деталями заводского изготовления) на торце ротора в 3-9 раз, на торцах лопасти в 4-8 раз, в пазе цилиндра в 2-4 раза.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Источник
Ремонт винтовых компрессоров и профилактика неисправностей оборудования
Смотрите также





Винтовые компрессоры являются разновидностью ротационного оборудования. Принцип их работы основан на вращении двух роторов, которые и называют винтами.
Первый винтовой компрессор был разработан шведским ученым Элиотом Лисхольном, образец выпустили в 1934 году. С тех пор изобретение перетерпело множество изменений, но принцип его работы остался прежним.
Сегодня винтовые агрегаты практически полностью вытеснили другие типы компрессоров из пищевой, стекольной, химической промышленности, а также других отраслей производства, использующих большое количество сжатого воздуха.
Устройство и принцип работы винтового компрессора
Винтовой компрессор обеспечивает преобразование электрической энергии в воздушно-газовый толчок.
Основным узлом этого устройства является винтовой блок (см. рис. ниже). Он состоит из корпуса (1) и расположенной в нем винтовой пары (2 и 3) – ведущего и ведомого ротора.
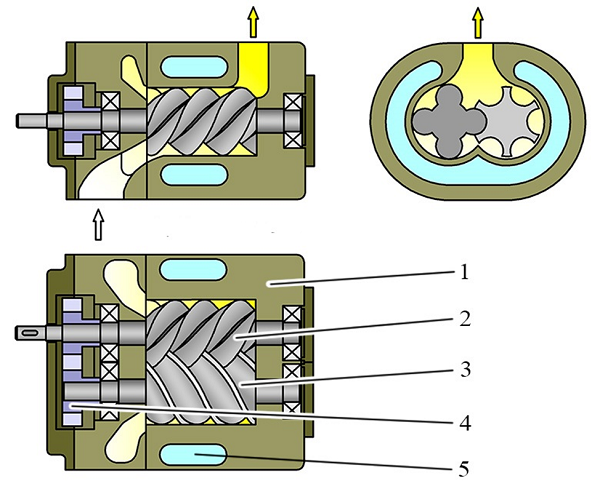
В средней части роторов имеются утолщения, на которых нарезан винтовой профиль. Зубья ведущего ротора имеют выпуклую и широкую форму, ведомого – тонкую и вогнутую.
Роторная пара установлена на втулки или подшипники, между винтами предусмотрен минимальный зазор (от 0,1 до 0,4 мм). Роторы вращаются навстречу друг другу, соблюдая принцип ведомости. Их движение синхронизируется с помощью шестерен (4), закрепленных на валах роторов. Герметичность корпуса обеспечивают сальники и уплотнители.
В корпусе компрессора также предусмотрены полости для охлаждения (5), в которые, если это предусмотрено, подается жидкость (вода, масло).
Принцип работы винтового компрессора заключается в следующем.
После начала вращения роторной пары через впускное отверстие и регулятор всасывания начинает поступать воздух, который заполняет винтовые впадины по всей длине. Дальнейшее проворачивание винтов уменьшает объем рабочей камеры и увеличивает давление в ней. Когда впадины винта соединяются с выпускным отверстием компрессора, сжатая среда через радиатор охлаждения выходит через выпускное окно агрегата.
В масляной разновидности компрессора воздух на этапе попадания в роторный блок смешивается с очищенным маслом, которое поступает в него точно дозированными порциями. Перед выходом сжатая смесь проходит через картридж сепаратора. Масляные фракции отделяются от воздуха и снова поступают в роторный блок.
В безмасляных компрессорах (сухого сжатия) из-за сильного разогрева воздуха сжатие происходит в две ступени с промежуточным охлаждением. Компрессионный модуль таких устройств состоит из двух винтовых блоков на общей раме. Они оснащены каналами для подачи охлаждающей жидкости. Водно-гликолевый раствор принудительно нагнетается насосом, а затем охлаждается в теплообменнике. Чтобы обеспечить максимально возможную герметичность блока, роторы безмасляных компрессоров имеют повышенную частоту вращения (до 6 000 об/мин), что обеспечивается шестеренным мультипликатором.
Виды винтовых компрессоров
В настоящее время изготавливается множество различных типов винтовых компрессорных устройств. Они могут классифицироваться по различным критериям: по заполнению камеры, по сжимаемой среде, типу привода и т.д.
Двумя основными разновидностями винтовых компрессоров являются маслозаполненные модели и безмасляные устройства.
Маслозаполненные компрессоры чаще всего используются в производственных цехах. Процесс работы их роторов смягчается впрыскиванием масла. Оно же способствует отведению излишков тепла.
Безмасляные компрессоры применяются в тех сферах промышленности, которые требуют получения сжатого воздуха высокой степени чистоты: пищевой, фармацевтической, химической и прочих.
Существуют безмасляные компрессоры сухого сжатия и водозаполненные устройства. Первые оснащаются двигателями синхронного типа, которые приводятся в движение обоими винтами. Они хуже, чем маслозаполненные, отводят тепло, поэтому имеют более низкую производительность.
Водозаполненные компрессоры используют вместо масла обычную воду, которая делает тепловую нагрузку на детали минимальной. Срок службы, надежность и безопасность таких устройств намного выше, чем у компрессоров сухого сжатия. При этом обходятся они дешевле, чем масляные – благодаря более низкому энергопотреблению и меньшим также затратам на обслуживание (замену масляных фильтров, емкостей для отработанной масляной жидкости и пр.).
По сжимаемой среде компрессоры бывают воздушными, газовыми и многоцелевыми, пот типу привода – ременными и прямыми, по виду используемой энергии – дизельными и электрическими.
В зависимости от степени сжатия воздуха/газа выделяют компрессоры низкого (до 1 Мн/м 2 ), среднего (до 10 Мн/м 2 ) и высокого (более 10 Мн/м 2 ) давления.
Преимущества винтовых компрессоров
Основными преимуществами винтовых компрессоров являются компактные размеры, не слишком большой вес, надежность и долговечность.
- Могут долгое время работать в автономном режиме
- Оснащены системой автоматического отключения в случае аварии, перегрева или сбоя сети
- Быстро монтируются в собственных рамах без специального фундамента
- При работе создают минимум шума и вибраций благодаря изолирующим кожухам
- Оснащены цифровыми блоками управления, которые позволяют легко менять давление, программировать циклы и регулировать энергопотребление
- За счет использования винтовых блоков последних поколений и автоматического управления подачей воздуха существенно экономят электроэнергию (до 30 %)
- Не требуют частого обслуживания (для сравнения, поршневые устройства подлежат осмотру через каждые 500 часов работы, винтовые – через 4000-8000 часов)
Отличная работоспособность винтового компрессора объясняется отсутствием клапанов, простой системой смазки и охлаждения. Практика показывает, что за время эксплуатации одного такого устройства предприятие может поменять около 5 машин поршневого типа.
Обслуживание безмасляного винтового компрессора
В первую очередь, необходимо отметить, что роторные компрессоры любого типа, а безмасляные – в первую очередь, не предназначены для сильно запыленных помещений.
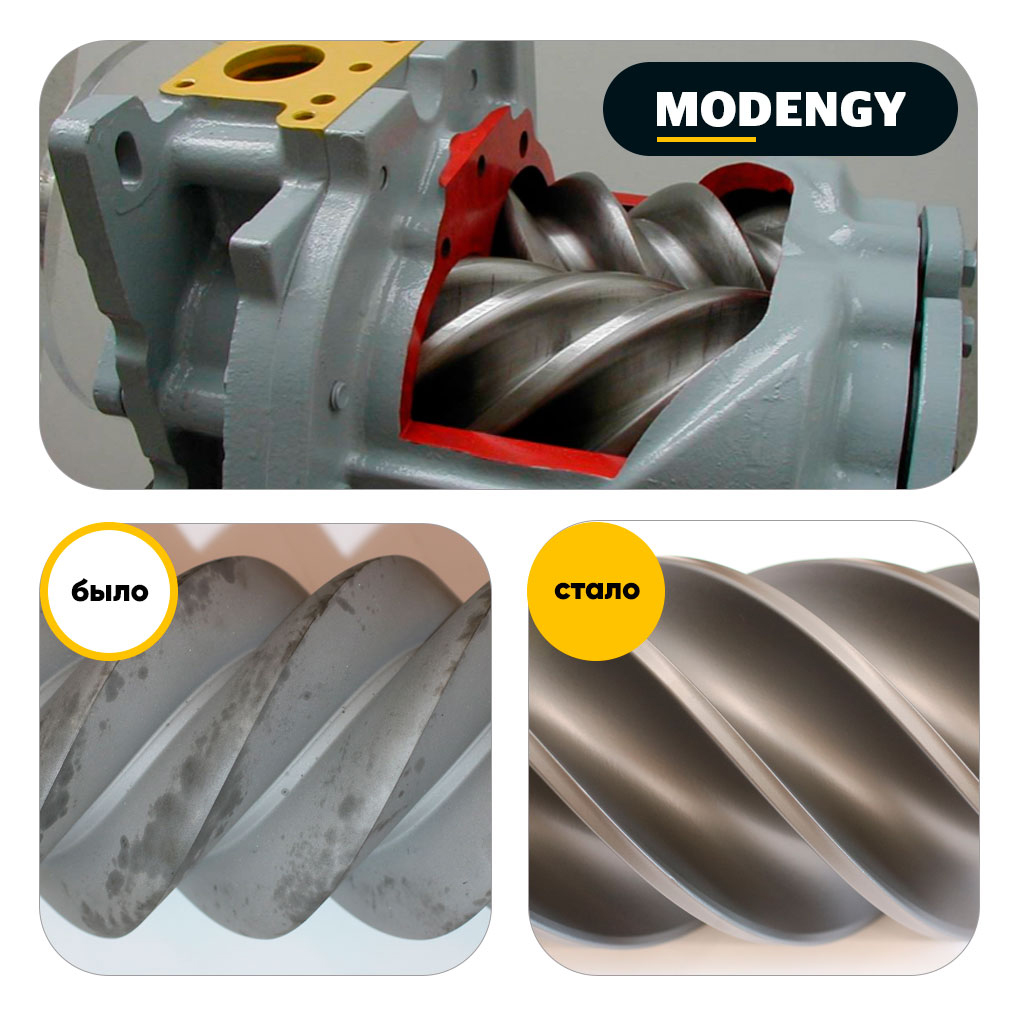
Абразивные частицы, попадающие внутрь винтового блока, повреждают поверхности роторов и нарушают геометрию их форм. В результате вращающиеся винты начинают соприкасаться, что вызывает повышенное трение, образование задиров и схватываний.
Многие производители в целях защиты от износа и коррозии наносят на роторы специальные защитные покрытия.
Первыми это начали делать зарубежные производители. Обработка роторов специальными полимерными составами позволяла не только снизить вероятность их контакта с последующим образованием задиров, но и сократить затраты на точную механическую обработку поверхностей.
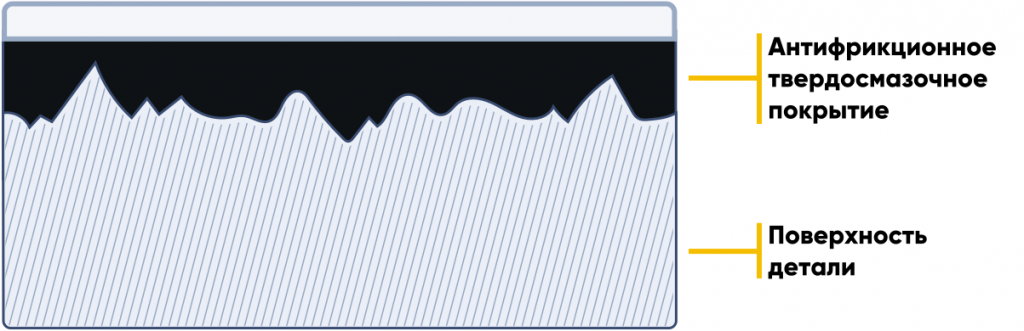
За счет включения мельчайших частиц твердых смазочных материалов полимерные покрытия имеют высокие антифрикционные свойства, что позволяет им эффективно снижать трение и препятствовать образованию задиров.
Покрытия выравнивают поверхности роторов, чем упрощают их приработку и обеспечивают динамическое уплотнение. Защитный слой, который создают эти материалы на винтовой паре, предотвращает коррозию металла, которую может вызвать попадание воды или агрессивных охлаждающих растворов.
Со временем заводские покрытия изнашиваются, и чтобы решить вопрос их восстановления, необходимо пользоваться готовыми антифрикционными материалами. Ранее такие составы были исключительно импортными, однако сегодня их производство налажено и в нашей стране.
Российская компания «Моденжи» разработала серию антифрикционных твердосмазочных покрытий для винтовых компрессоров, которые могут применяться как при производстве, так и при ремонте роторов.
Покрытия MODENGY наносятся на поверхности деталей слоем до 100 мкм, затем, после приработки, толщина уменьшается в 2-2,5 раза и становится оптимальной.
Полимерная матрица покрытия прочно удерживает в своих ячейках частицы твердых смазочных материалов, выполняющие антифрикционную и противозадирную функции.
При обслуживании безмасляных винтовых компрессоров применяются покрытия MODENGY 1007 , MODENGY 1014 и MODENGY 1066.
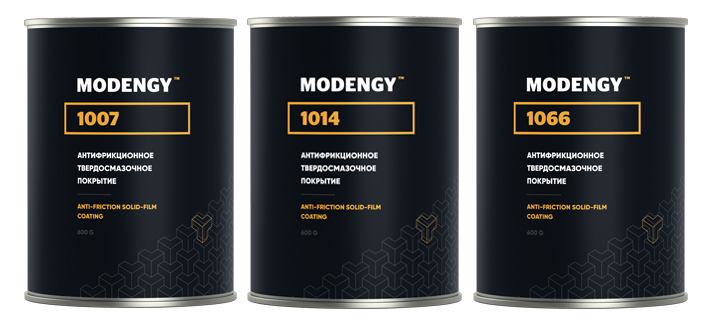
MODENGY 1007 производится на основе графита, поэтому имеет характерный серо-черный цвет. Покрытие стабильно работает при температурах -50…+350 °С, имеет несущую способность 1300 МПа (тест SRV).
Несущая способность MODENGY 1014 еще выше, она составляет 2700 МПа. Диапазон рабочих температур покрытия с дисульфидом молибдена и политетрафторэтиленом – -75…+255 °С. Состав отличается высокими антикоррозионными свойствами – >672 ч (тест в соляном тумане).
MODENGY 1066 с графитом и дисульфидом молибдена выдерживает температуры от -70 до +315 °С. Покрытие также обладает антикоррозионными свойствами (>300 ч в соляном тумане) и высокой несущей способностью (9900 H по методу Falex).
Перед нанесением покрытия с поверхностей роторов удаляются остатки старых смазок, пыль и другие загрязнения. Для полной очистки и обезжиривания винтовой пары используется Специальный очиститель-активатор MODENGY. Его применение способствует высокой адгезии будущего покрытия и гарантирует долгий срок его службы.
Антифрикционные составы наносятся на роторы в несколько слоев, затем детали подвергаются нагреву для полимеризации покрытий. Все материалы отверждаются при нагреве свыше +200 °С в течение 20-40 минут (точное время зависит от вида покрытия).
Роторы с покрытием MODENGY в дальнейшем не требуют повторной обработки – правильно нанесенный защитный слой не стирается, так как не дает винтовым поверхностям вступать в контакт.
Признаки необходимости ремонта масляных винтовых компрессоров
Масляный винтовой компрессор нуждается в ремонте, если наблюдаются:
- Сложности с его запуском
- Отсутствие сжатого воздуха в выходном патрубке агрегата
- Снижение производительности устройства
- Чрезмерный расход масла
- Непроизвольное срабатывание предохранительного клапана
- Отключение аппарата термостатом или прерывателем сети
- Поломка роторного блока
- Повышенное давление в компрессоре
Причиной трудности с запуском винтового компрессора может быть низкая температура окружающего воздуха. Проблема решается после его прогрева.
Если устройство не перезапускается, необходимо проверить состояние всасывающего клапана – скорее всего, он загрязнен и плохо закрывается. В таком случае требуется прочистка или замена детали.
Отсутствие сжатого воздуха в выходном отверстии аппарата – признак закрытия регулятора. Чтобы устранить эту неисправность, потребуется проверить работоспособность реле давления, который подает питание на электромагнитный клапан, связанный, в свою очередь, с регулятором.
Понижение производительности компрессорного оборудования чаще всего связано с засорением регулятора. Чтобы демонтировать его для очистки, потребуется снять всасывающий фильтр.
Большой расход масла в компрессоре может быть вызван поломкой фильтра маслоотделителя или нарушением герметичности уплотнений этого фильтра. В обоих случаях проблема решается заменой деталей.
Если фильтр маслоотделителя засорился, предохранительный клапан может начать открываться непроизвольно. В таком случае требуется проверить, существует ли перепад давления между резервуаром масляного сепаратора и трубопроводом, в котором находится сжатый воздух. Если проблема есть, она решается заменой фильтра.
Отключение компрессора термостатом может происходить по несколькими причинами:
- Температура окружающей среды слишком высока: таком случае ее следует снизить с помощью хорошей вентиляции, после чего перезагрузить аппарат
- Охладитель масла засорился: требуется прочистить его с применением растворяющей жидкости
- Недостаточно масла: следует долить необходимое количество
- Термостат неисправен: деталь следует заменить на новую
При постоянном срабатывании прерывателя сети и отключении двигателя следует проверить напряжение и, если показатели в норме, перезапустить аппарат.
Прерыватель цепи может также срабатывать при перегреве двигателя. Если при этом режим отвода тепла не нарушен, необходимо перезапустить оборудование.
Ремонт роторного блока при его поломке возможен только в случае выхода из строя подшипников. В случае заклинивания роторов ремонт следует доверить специалистам.
Проблема повышенного давления в компрессоре может быть вызвана отсутствием команды на закрытие регулятора. В первую очередь, необходимо проверить эту деталь, а также состояние электромагнитного клапана (он должен быть закрыт). При необходимости их следует заменить.
Источник