Разработка технологического процесса ремонта якоря ТЭД
Снятые с машин якоря тяговых двигателей поступают с не снятыми с их валов внутренними кольцами подшипников. Эти кольца следует проверить.

Рис.1 Извлечение якоря двигателя с помощью скобы
Якоря тягового электродвигателя вначале обдувают сжатым воздухом в
обдувочных камерах. В такой камере якорь 1 устанавливают на опорах 2, вращают с помощью электропривода 3 и обдувают сжатым воздухом, подводимым по воздухопроводу 4. Для установки и снятия якоря верхняя часть кожуха печи откидывается на поворотной оси шарнира 5.

Рис.2 Схема обдувочной камеры для якорей электрических машин.
Если в кольцах будут обнаружены трещины, повышенный (более 0,1 мм) износ или ослабление их посадки на валу, кольца с вала снять. Для чего нужно нагреть их индукционным нагревателем, а затем снять.
Магнитным дефектоскопом определить наличие трещин на поверхности конуса вала, шейках вала, переходных галтелей. Зачистить конусные поверхности концов вала от заусенцев и забоин, а также проверить конусным калибром (он должен прилегать не менее чем по 65% площади посадочной поверхности конуса).
Если на валу имеется поперечная трещина, вал бракуется. Разрешается оставлять до очередного планового ремонта вал, имеющий на концах только продольные трещины длиной не более 12 мм и глубиной менее 1,5 мм.
Шпоночную канавку на валу зачищают от заусенцев, трещины в ее углах длиной до 10 мм и глубиной до 5 мм выпиливают, при необходимости канавку уширяют на 1 мм с изготовлением ступенчатой шпонки. Центры вала исправляют, соблюдая концентричность поверхности конуса и шеек. Износ вала в местах посадки кольца подшипника вызывает необходимость механической обработки с изготовлением колец ремонтных размеров или восстановления размеров вала.
Проверить резьбу на концах вала. Повреждённая и разработанная резьба на участке более 5% длины нарезной части подлежит ремонту.
Вибродуговая наплавка валов электродной проволокой 0 1—1,2 мм под слоем флюса постоянным током 100—200 а напряжением 25—35 в при обратной полярности осуществляется автоматически на токарном станке при помощи наплавочной головки, панели управления, флюсоудерживающего устройства, устройства для удаления шлаковой корки, бункера для флюса, измерительных приборов и конечных выключателей.
Скорость подачи проволоки 150—200 м/ч, амплитуда вибраций 1,5— 2,5 мм. Вибродуговая наплавка сопровождается низкой температурой нагревания вала, небольшими термическими напряжениями и остаточными деформациями, обеспечивает мелкозернистую структуру наплавленного слоя с повышенной механической прочностью.
Обстучать сердечник якоря для выявления возможного расслоения листов пакета сердечника.
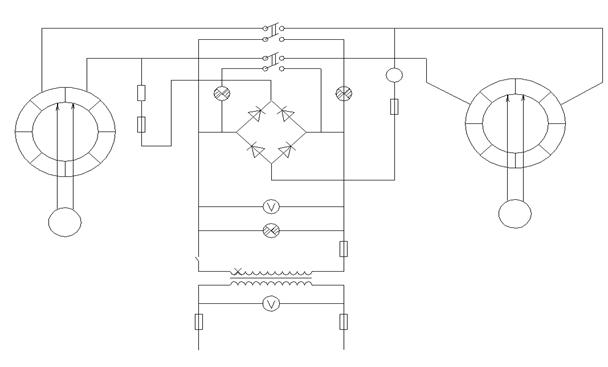
Рис.3 Проверка обмотки якоря на отсутствие обрыва и межвиткового замыкания мегомметром методом амперметра – вольтметра.
Измерением активного сопротивления обмотки методом вольтметра-амперметра проверить её целостность и качество пайки в местах соединения её шин с петушками коллектора. Состояние контактов считается хорошим, если сопротивление между соседними коллекторными пластинами (падения напряжений) будут приблизительно одинаковыми. Их разница не должна превышать среднее значение на 15-20%.
Измерить сопротивление изоляции мегаомметром на2,5 кВ. Для чего зажим «З» мегомметра присоединяют к валу якоря, а зажим «Л» — к коллектору. При сопротивлении изоляции менее 1,5 Мом якорь подлежит сушке.
Импульсный метод выявления виткового замыкания в обмотке якоря
предполагает использование импульсной установки ИУ-57 или
переносного прибора ИВ-3. Возможное витковое замыкание
выявляют сравнением скорости распространения волн высокого
напряжения по проводникам отдельных участков якорной обмотки.
Импульсы высокого напряжения от генератора 5 подаются на
электроды 2 (центральный — А и боковые — Б и В), закрепленные
на дуге коммутатора 3.
Боковые электроды расположены по рабочей поверхности
коллектора 1 на равном расстоянии от центрального и соединены
проводами с индикатором 4. Сопротивление секций обмотки якоря в
плечах между электродами Б, В и центральным электродом
одинаковы, следовательно, при исправной их изоляции разность
потенциалов электродов Б к В будет равна нулю, и на кинескопе 4
появится слегка волнистая линия.
Если в одной из секций будет межвитковое замыкание, то сопротивление плеча с замкнутыми витками уменьшится, равенство потенциалов
боковых электродов нарушится и изображение на экране кинескопа исказится. По характеру искажения определяют плечо с закороченным витком.
Для уточнения места замыкания отверткой с изолированной
ручкой последовательно замыкают коллекторные пластины в зоне между электродами Б и В. При этом замыкание коллекторных пластин,
связанных с исправными витками, будет сопровождаться искажением
изображения на экране импульсной установки. При закорачивании
пластин с закороченным витком изображение на экране изменяться не
будет. Если межвитковое замыкание находится вне зоны Б—В, то
изображение на экране примет синусоидальную форму. Тогда под
коммутатор подводят следующий участок коллектора. Проверку
повторяют до обнаружения замкнутого витка.
|

Рис. 4. Схема выявления межвиткового замыкания в обмотке якоря индукционным методом.
При необходимости можно определить степень увлажненности изоляции прибором ПКБ.
Тщательно осмотреть элементы крепления обмотки. При механических повреждениях стальных бандажей, оплавлении их витков, ослаблениях, сдвигах, обрывах замковых скоб или конца витка в замке бандажи подлежат замене. Ослабление бандажей выявляют обстукиванием. Стеклобандажи не должны иметь прожогов, трещин. Не допускается расслоение или размотка ленты. В противном случае стеклобандажи заменяют.
Бандажи с плохой пайкой и полудой перепаивают припоем ПОС-40 (ГОСТ 1499—54), при изоляции класса Н чистым оловом или припоем ПСр.
Качество бандажей проверяют простукиванием, их изоляцию от корпуса — мегомметром.
Якорные клинья с повреждением или ослаблением посадки заменяют вновь изготовленными из текстолита Б (ГОСТ 2910—54*) или стеклотекстолита при изоляции класса Н. При небольших разрывах брезентового чехла оголенную часть проволочного бандажа покрывают эмалью ГФ-92-ХК.

Рис.5 Определение выработки коллектора с помощью линейки и щупа.
Осмотреть коллектор и измерить его диаметр по рабочей поверхности. Выявить характер износа рабочей поверхности, наличие подгаров и оплавлений на пластинах, следов выплавления припоя из петушков. Места плохой пайки в коллекторе зачищают, уплотняют шины или провода и пропаивают припоем ПОС-61 с температурой затвердевания 180° С;
при изоляции класса Н пайку выполняют чистым оловом или припоем ПСрЗКд с температурой затвердевания 300° С. Для пайки применяют паяльные лампы, электропаяльники, ванны или электроконтактный способ. После пайки коллектор обтачивают, шлифуют и продороживают.
Петушки и торцы пластин коллектора от наплывов и поджогов зачищают напильником.
Забоины на пластинах коллектора глубиной более 0,5 мм заплавляют тугоплавким припоем. Перед обточкой коллектора исправляют центровые отверстия и шейки вала. Установку якоря на станке для обработки коллектора проверяют индикатором по шейкам вала или кольцам подшипников, допуская биение до 0,3 мм.
Для защиты от стружки и пыли обмотку у петушков и миканитовый конус закрывают чехлами.

Рис.6 Приспособление для шлифовки рабочей поверхности коллектора.
Наилучшие результаты без затягивания меди у краев пластин дает обтачивание коллектора алмазным резцом при осевой подаче 0,05 мм за оборот. При обтачивании исправляют канавку у петушков и закругляют радиусом 1—3 мм торцы пластин.
Зачистку миканитовых манжет коллектора от загрязнений и подгаров выполнять мелкой стеклянной бумагой до удаления верхнего слоя лака.
Зачищенное место тщательно протереть чистой сухой салфеткой и окрасить изоляционной эмалью 1201 или ГФ-92-ХК не менее двух раз до получения
сплошной глянцевой поверхности. Повреждённый бандаж манжеты снять.
Новый наматывать киперной или стеклянной лентой вполуперекрышу с натягом, не допуская образования щелей и неплотностей между бандажом и торцом коллектора.
Каждый наматываемый слой бандажа прокрашивать эмалью 1201 или ГФ-92-ХК, выравнивать горячим валиком и покрывать той же эмалью до получения ровной глянцевой поверхности.
Проверить уравновешенность якоря. При статической неуравновешенности центр тяжести якоря не совпадает с осью его вращения; при динамической неуравновешенности центры тяжести отдельных симметричных относительно оси якоря частей смещены и не совпадают с осью вращения, в том числе у статически уравновешенного якоря.
Элементы крепления якорной обмотки, не обеспечивающие надёжное закрепление обмотки, отремонтировать.
Якорь подать в сушильную печь для удаления влаги из обмоток и восстановления качества изоляции. Сушить в течение 8-10 ч при температуре 130-140°С.
Затем, пока просушенные элементы ещё не остыли и имеют температуру 120-130°С, измерить сопротивление изоляции. Оно должно быть не менее 1,5 Мом, в противном случае сушку повторить. Если сопротивление окажется меньше указанных норм, сушку повторить. Сопротивление изоляции измеряют мегаомметром на 2,5 кВ. Отчёт замера производят на 60-й секунде после приложенного напряжения.
Произвести пропитку якоря для обеспечения возможно дольшего сохранения диэлектрических свойств изоляции. Для этого якорь, ещё не
остывший после сушки (с температурой около 80°С), установить в
пропиточный бак вертикально коллектором вверх, после чего в бак снизу нагнетают пропиточный лак, подогретый до температуры 30-50°С. Уровень лака должен не доходить до петушков коллектора на 15-20 мм. Для полной пропитки изоляции якоря лаком достаточно обычно 20-30 минут.
Практически пропитку заканчивать, когда прекратится выделение пузырьков газа на поверхности лака.
Закончив пропитку, сразу вынимать якорь не следует. Вначале необходимо и дать возможность лишнему лаку стечь с поверхности якоря. Затем якорь установить на специальное приспособление наклонно под углом 45° и поворачивать через каждые 10-15 минут на четверть оборота, обеспечивая равномерность удаления остатков лака с поверхности якоря. (Значительно быстрее можно очищать якорь от избытка лака методом разбрызгивания. Для чего якорь установить на специальный станок и вращать его с частотой 300-400 об/мин в течение 2 минут, после чего протереть техническими салфетками). Затем якорь вновь установить в сушильную печь и сушить так же, как и перед пропиткой.
В технологических процессах пропитки изоляции обмоток электрических машин перспективным является применение ультразвука. Ультразвуковые волны большой частоты воздействуют на пропиточный лак и способствуют проникновению его в узкие каналы, полости и микротрещины, многократно усиливая капиллярный эффект. На локомотиворемонтных заводах давно применяют ультразвуковую установки с магнитострикционными излучателями. На базе этой установки создана и запущена в эксплуатацию более совершенная ультразвуковая технологическая установка, в которой использован стандартный автоклав для вакуумно-нагнетальной пропитки и комплект ультразвукового оборудования УМ 16 ПР, изготовленный на базе универсального модуля «УМ». Комплект состоит из 16 пьезокерамических ультразвуковых излучателей, закрепленных на рабочей емкости
горизонтальными рядами, пульта ДУ, стойки с блоком управления и блока генераторов, размещенных в смежном взрывобезопасном помещении.
Новая ультразвуковая установка имеет ряд преимуществ по сравнении с вакуумным нагнетателем . Проверка якорей после ультразвуковой пропитки и сушки показала, что лак протекает в закрытые бандажами полости обмотки
и равномерно покрывает катушки в лобовых частях и пазах якоря.
После пропитки и сушки якорь установить на позицию для обточки, шлифовки и продорожки коллектора. Глубину продорожки выбрать такую, чтобы после обточки коллектора глубина канавок была 1,4-1,6 мм. Затем выполнить обточку коллектора. Выполнить снятие фасок фасовочниками с коллекторных пластин. Высота фаски не более 0,2-0,3 мм под углом 45°. После чего выполнить шлифовку коллектора. Для шлифования коллекторов абразивными брусками, непрерывно и равномерно перемещаемыми вдоль коллектора, применяют приспособления к суппорту станка, обеспечивающие нажимное регулируемое усилие 0,1—1,0 кГ/см 2 .
Для предварительного шлифования при окружной скорости коллектора 20 м/сек применяют бруски 40 X 40 X 75 ЭБ120СМ2Б10, для окончательного при номинальной окружной скорости коллектора — бруски КЗМ40 М3Б10. При этом шлифование происходит с минимальным пылевыделением без оплавления стружки, внедрения зерен в пластины, затягивания меди и засаливания поверхности.
Поверхность коллектора полируют колодками из бука до чистоты V 8 (ГОСТ 2789—59), удаляют пыль волосяной щеткой, протирают концами, увлажненным бензином, проверяют биение относительно вала и смещение смежных пластин
После окончания шлифовки проверить коллектор на биение относительно шейки вала или рабочей поверхности подшипникового кольца, которое должно быть не более 0,03 мм.
Затем якорь отбалансировать на специальном станке. При статической неуравновешенности центр тяжести якоря не совпадает с осью его вращения;
при динамической неуравновешенности центры тяжести отдельных симметричных относительно оси якоря частей смещены и не совпадают с осью вращения, в том числе у статически уравновешенного якоря.
Большие возмущающие усилия динамически неуравновешенного якоря
вызывают одностороннюю выработку колец и снижение долговечности подшипников, ослабление вентилятора, коллектора, нажимных шайб и стали, обрыв шин и проводов обмотки, искрение на коллекторе и перебросы на корпус.
Для предупреждения неуравновешенности якоря соблюдают заданную точность обработки деталей, правила сборки узлов, проверяют их уравновешенность и балансируют. Статическая балансировка заключается в подборе величины и места расположения добавляемого или удаляемого груза. Статически уравновешенная деталь или якорь при повертывании вокруг горизонтальной оси в центрах или на опорах находятся в положении безразличного равновесия.
Для статической балансировки на концы вала якоря устанавливают стальные кольца, приспособленные для опор якоря на горизонтальные параллели балансировочного станка. Для уменьшения трения опорные поверхности стальных колец приспособления и параллелей станка термически обрабатывают до высокой твердости и шлифуют для того, чтобы снизить остаточный статический неуравновешенный момент М0, пропорциональный коэффициенту трения и радиальной нагрузке на опоры-параллели.
Статическое уравновешивание при неудачном положении грузов может увеличить динамическую неуравновешенность и ухудшить условия работы якоря. Поэтому для устранения неуравновешенности якоря динамически балансируют на станках типа 9А-734 Минского станкостроительного завода с определением дисбаланса для каждой стороны-опоры отдельно. Точность уравновешивания устанавливают с учетом веса, условий работы и номинальной скорости вращения. Якорькрепят на платформе, установленной в упругих подвесках на фундаменте. Опорыякоря, вращающегося в подшипниках, связывают с датчиками, преобразующими механические
колебания в синусоидальное напряжение, частота которого равна оборотам якоря, а амплитуды
пропорциональны перемещению опор. Эти напряжения подают на вычислительное устройстводля приведения величины и фазы сигналов
датчиков в соответствие с величинами и фазами несбалансированности в каждой из плоскостей уравновешивания якоря.
Плоскость уравновешивания выбирают переключателем.Приведенное напряжение подают на вход двухканального усилителя, осуществляющего сдвиг на 90° по фазе напряжения выхода первого каналапо отношению к выходу второго канала. Канал усилителя связан с горизонтально отклоняющими, второй канал— с вертикально отклоняющими пластинами электронно-лучевой трубки. Электронный луч на экранеописывает окружность, диаметр которой пропорционален величине несбалансированности в плоскости уравновешивания. Для отметки места несбалансированности на образующей якоря наносят краской черту шириной в три угловых градуса, попадающую при вращении в «поле зрения» фотоэлемента, и цифры по окружности, которые соответствуют цифрам экрана лучевого указателя.
Возникающие импульсы фототока усиливаются и подаются на модулятор электронно-лучевой трубки. В момент поступления импульса на окружности, полученной на экране, образуется яркая неподвижная точка, определяющая место несбалансированности. Определив величину и место расположения уравновешивающего груза, его приваривают к якорю и проверяют эффект. Возможно также удаление грузов, нарушающих уравновешенность якоря.
Произвести испытания якоря. Пи этом проверяют его электрическую часть на позиции, которая оборудована импульсной и пробивной установками.
Испытывают на электрическую прочность изоляции переменным током 50 Гц в течение1 мин. Напряжением, на 10% превышающим испытательное напряжение для окончательно отремонтированной электрической машины.
ТРЕБОВАНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ ДВИЖЕНИЯ ПОЕЗДОВ
Требования ПТЭ, предъявляемые к содержанию, ремонту и техническому состоянию подвижного состава.
Железнодорожный подвижной состав должен своевременно проходить планово-предупредительные виды ремонта, техническое обслуживание и содержаться в эксплуатации в исправном техническом состоянии, обеспечивающем безопасность движения и эксплуатации железнодорожного транспорта и выполнение требований по охране труда и пожарной безопасности.Ответственными за исправное техническое состояние, техническое обслуживание, ремонт и обеспечение установленных сроков службы железнодорожного подвижного состава, являются владельцы железнодорожного подвижного состава, работники железнодорожного транспорта, непосредственно его обслуживающие.Внесение изменений в конструкцию эксплуатируемого железнодорожного подвижного состава, влияющих на его эксплуатационные характеристики, допускается при условии соблюдения норм и правил.Порядок технического обслуживания, ремонта железнодорожного подвижного состава и его составных частей определяется конструкторской документацией.Организация системы технического обслуживания и текущего ремонта железнодорожного подвижного состава, обращающегося на инфраструктуре и его составных частей, а также контроля за соблюдением норм межремонтных пробегов обеспечивается владельцем инфраструктуры.Ответственными за качество выполненного технического обслуживания и ремонта и безопасность движения железнодорожного подвижного состава являются работники железнодорожного транспорта, непосредственно осуществляющие его техническое обслуживание и ремонт, а также уполномоченные работники владельца железнодорожного подвижного состава.Техническое состояние локомотивов должно систематически проверяться при техническом обслуживании локомотивными бригадами, комплексными и специализированными бригадами на пунктах технического обслуживания и в основных депо, путевых машинных станциях, независимых ремонтных депо, оснащенных диагностическими средствами, а также периодически контролироваться уполномоченными лицами, соответственно, владельца инфраструктуры.При техническом обслуживании проверяется:состояние и износ оборудования, узлов и деталей и их соответствие установленным размерам;исправность действия устройств безопасности и устройств радиосвязи, тормозного оборудования и автосцепного устройства, контрольных, измерительных и сигнальных приборов, электрических цепей.Не допускается выпускать локомотивы, если имеется хотя бы одна из следующих неисправностей:неисправность прибора для подачи звукового сигнала;неисправность пневматического, электропневматического, электрического, ручного тормозов или компрессора;неисправность или отключение хотя бы одного тягового электродвигателя;неисправность привода передвижения;неисправность вентилятора холодильника дизеля, тягового электродвигателя или выпрямительной установки;неисправность автоматической локомотивной сигнализации или устройств безопасности;неисправность скоростемера и регистрирующего устройства;неисправность устройств поездной и маневровой радиосвязи, а на мотор-вагонном железнодорожном подвижном составе — неисправность связи «пассажир-машинист»;неисправность автосцепных устройств, в том числе обрыв цепочки расцепного рычага или его деформация;неисправность системы подачи песка;неисправность прожектора, буферного фонаря, освещения, контрольного или измерительного прибора;трещина в хомуте, рессорной подвеске или коренном листе рессоры, излом рессорного листа;трещина в корпусе буксы;неисправность буксового или моторно-осевого подшипника;
отсутствие или неисправность предусмотренного конструкцией предохранительного устройства от падения деталей на железнодорожный путь;трещина или излом хотя бы одного зуба тяговой зубчатой передачи;неисправность кожуха зубчатой передачи, вызывающая вытекание смазки;неисправность защитной блокировки высоковольтной камеры;неисправность токоприемника; неисправность средств учета электроэнергии;неисправность средств пожаротушения или автоматической пожарной сигнализации;неисправность устройств защиты от токов короткого замыкания, перегрузки и перенапряжения, аварийной остановки дизеля;появление стука, постороннего шума в дизеле;неисправность питательного прибора, предохранительного клапана, водоуказательного прибора, течь контрольной пробки огневой коробки котла паровоза;отсутствие защитных кожухов электрооборудования;неисправность гидродемпферов, аккумуляторной батареи;неисправность запорных устройств или контроля закрывания входных дверей;неисправность стопорных и предохранительных устройств приведения рабочих органов специального самоходного подвижного состава в транспортное положение, предусмотренное их конструкцией.Локомотивы и при круглогодичной эксплуатации два раза в год комиссионно осматриваются.Локомотивные устройства безопасности и поездной радиосвязи должны периодически осматриваться на контрольном пункте с проверкой действия и регулировкой этих устройств. Контрольные пункты должны быть в основных депо, а при необходимости — в пунктах технического обслуживания и оборота локомотивов.Периодичность и порядок осмотра устройств безопасности и поездной радиосвязи устанавливается владельцем инфраструктуры.Установленные на локомотивах манометры и предохранительные клапаны должны быть запломбированы, а контрольные пробки на котлах паровозов иметь клейма. На электровозах, должны быть запломбированы также аппараты и приборы, регистрирующие расход электроэнергии и топлива.Устройства электрической защиты, средства пожаротушения, пожарная сигнализация и автоматика на локомотивах, манометры, предохранительные клапаны, воздушные резервуары на локомотивах должны подвергаться испытанию и освидетельствованию в сроки, предусмотренные нормами и правилами.Состав локомотивных бригад и порядок обслуживания ими локомотивов, в том числе конкретный порядок при обслуживании локомотивов одним машинистом, устанавливаются владельцем инфраструктуры в зависимости от типа локомотивов, а также от местных условий эксплуатации.При электрической и тепловозной тяге одной локомотивной бригадой могут обслуживаться несколько локомотивов или постоянно соединенных секций, управляемых из одной кабины.Разрешается обслуживание локомотивов одним машинистом по мере обеспечения и оборудования их устройствами безопасности и выполнением требований, установленных ПТЭ:
-локомотивов, занятых на вывозной, передаточной, диспетчерской и хозяйственной работе, в подталкивании, при маневровой работе;
-поездных локомотивов в пассажирском движении на локомотивной тяге;
-поездных локомотивов в грузовом движении на малоинтенсивных линиях (участках), не имеющих затяжных спусков и подъемов. Не допускается оставлять на деповских железнодорожных путях и железнодорожных путях организаций в рабочем состоянии локомотивы, мотор-вагонный железнодорожный и специальный самоходный подвижной состав без наблюдения работника, знающего правила их обслуживания и умеющего их остановить, а на остальных станционных железнодорожных путях — без машиниста или его помощника.
Требования ПТЭ, предъявляемые к содержанию, ремонту и техническому состоянию подвижного состава.
12.1. Техническое обслуживание и ремонт подвижного состава, в том числе специального самоходного подвижного состава, должны производиться с использованием средств механизации и автоматизации производственных процессов и соблюдением требований безопасности труда.
12.2. Систему технического обслуживания и ремонта подвижного состава промышленного транспорта, порядок постановки его в ремонт устанавливает федеральный орган исполнительной власти в области транспорта.
12.3. Ответственность за качество выполненного технического обслуживания и ремонта и безопасность движения подвижного состава и специального подвижного состава несут работники, непосредственно осуществляющие техническое обслуживание и ремонт, мастера и руководители соответствующих заводов, цехов, депо, мастерских, в том числе депо для специального подвижного состава, путевых машинных станций и пунктов технического обслуживания.
12.4. Техническое состояние локомотивов и специального самоходного подвижного состава должно систематически проверяться при техническом обслуживании локомотивными бригадами или бригадами специального самоходного подвижного состава, комплексными и специализированными бригадами на пунктах технического обслуживания и в депо, в том числе для специального подвижного состава, оснащенных современными диагностическими средствами, а также периодически контролироваться соответствующими работниками подразделения железнодорожного транспорта организации или организации промышленного железнодорожного транспорта.
При техническом обслуживании проверяется: состояние и износ оборудования, узлов и деталей и их соответствие установленным размерам; исправность действия устройств безопасности, тормозного оборудования и авто-сцепного устройства, контрольных, измерительных и сигнальных приборов, электрических цепей
При техническом обслуживании проверяется:состояние и износ оборудования, узлов и деталей и их соответствие установленным размерам;исправность действия устройств безопасности, тормозного оборудования и автосцепного устройства, контрольных, измерительных и сигнальных приборов, электрических цепей.
12.5. Запрещается выпускать в эксплуатацию локомотивы и специальный самоходный подвижной состав при неисправности:приборов для подачи звуковых сигналов;противопожарного оборудования;пневматических, электрических, ручных тормозов и компрессора;устройств поездной, маневровой радиосвязи, а также радиосвязи, установленной на локомотивах, обслуживаемых бригадой сокращенной численности;устройств блокировки бдительности при обслуживании локомотива одним машинистом;автосцепных устройств;системы подачи песка;прожектора, буферного фонаря, освещения, контрольных и измерительных приборов;защитной блокировки высоковольтной камеры;устройств от токов короткого замыкания, перенапряжения, аварийной остановки дизеля;отсутствие (неисправность) предусмотренного конструкцией предохранительного устройства от падения деталей на путь;отсутствие защитных кожухов электрооборудования;появление стука, постороннего шума в дизеле;неисправность или отключение хотя бы одного тягового электродвигателя;
неисправность вентилятора холодильника дизеля, тягового электродвигателя или выпрямительной установки;неисправность скоростемера и регистрирующего устройства для локомотивов, на которых предусмотрена их установка;трещина в хомуте, рессорной подвеске или коренном листе рессоры, излом рессорного листа;трещина в корпусе буксы;неисправность буксового или моторно-осевого подшипника;трещина или излом хотя бы одного зуба тяговой зубчатой передачи;неисправность кожуха зубчатой передачи, вызывающая вытекание смазки;неисправность токоприемника.
12.6. Установленные на локомотивах и специальном самоходном подвижном составе манометры, регуляторы числа оборота дизеля, скоростемеры, реле давления масла и предохранительные клапаны должны быть запломбированы.На электровозах, тяговых агрегатах должны быть запломбированы также аппарат и приборы, регистрирующие расход электроэнергии.Устройства электрической защиты, средства пожаротушения, пожарная сигнализация и автоматика на электровозах, тяговых агрегатах, тепловозах, манометры, предохранительные клапаны, воздушные резервуары на локомотивах должны подвергаться испытанию и освидетельствованию в установленные сроки.
12.7. Локомотивы и специальный самоходный подвижной состав промышленного транспорта два раза в год (весной и осенью) должны комиссионно осматриваться в порядке, установленном федеральным органом исполнительной власти в области транспорта.
12.8. Локомотивные, а также установленные на специальном самоходном подвижном составе устройства безопасности и радиосвязи должны периодически осматриваться с проверкой действия и регулировкой этих устройств.Порядок осмотра и его периодичность устанавливается руководителем организации или руководителем организации промышленного железнодорожного транспорта.
12.9. Запрещается оставлять в рабочем состоянии на деповских путях локомотивы и специальный самоходный подвижной состав без наблюдения работника, знающего правила их обслуживания и умеющего их остановить, а на остальных станционных путях — без машиниста или его помощника.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого.

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Источник