Реферат: Технологический процесс ремонта зубчатых и цепных передач
Название: Технологический процесс ремонта зубчатых и цепных передач Раздел: Промышленность, производство Тип: реферат Добавлен 19:24:32 07 июня 2011 Похожие работы Просмотров: 2552 Комментариев: 14 Оценило: 6 человек Средний балл: 3.8 Оценка: 4 Скачать
Конструкция и назначение зубчатых колес.
Зубчатая передача представляет собой передаточный механизм , звеньями которого являются зубчатые колеса, служащие для передачи движения и сил путем непосредственного контакта. Зубчатые передачи получили широкое применение, так как имеют следующие преимущества перед другими видами передач:
— высокий КПД (достигает 0,99);
— возможность применения при окружных скоростях до 150 м/с для передачи мощностей от долей киловатта до десятков тысяч киловатт;
— высокая кинематическая точность; точность изготовления;
— надежность и долговечность работы в различных условиях эксплуатации.
В зависимости от взаимного расположения геометрических осей валов в пространстве зубчатые передачи классифицируются следующим образом:
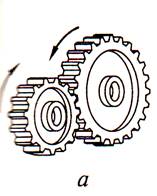
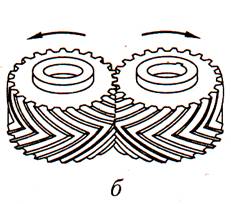
— передачи с параллельными осями; осуществляются цилиндрическими зубчатыми колесами (а, б);
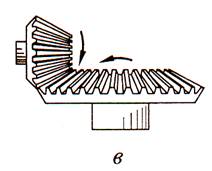
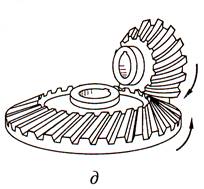
— передачи с пересекающимися осями; осуществляются коническими зубчатыми колесами (в );
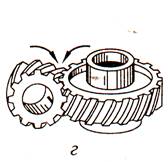
— передачи со скрещивающимися осями; осуществляются цилиндрическими зубчатыми колесами с винтовыми зубьями ( г ), коническими зубчатыми колесами с винтовыми зубьями ( д ), червячным колесом и червяком ( е ).
В зависимости от формы профиля зуба передачи бывают эвольвентными, с зацеплением Новикова, циклоидальными. Наибольшее распространение получили зубчатые передачи с эвольвентным зацеплением.
В зависимости от расположения зубьев на ободе колеса различают передачи с прямыми ( а, в ), косыми, шевронными ( б ) и винтовыми зубьями ( г, д ).
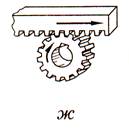
Для преобразования вращательного движения в возвратно-поступательное применяют реечные передачи зубчатое колесо – рейка( ж ).
В зависимости от рабочей скорости различают следующие зубчатые передачи: тихоходные ( окружная скорость до 3 м/с ); среднескоростные ( окружная скорость 3…5 м/); быстроходные ( окружная скорость свыше 15 м/с).
К зубчатым колесам, поступающим нас сборку, и зубчатым передачам предъявляют следующие технические требования:
— зубья колес при контроле на краску должны иметь поверхность контакта, составляющую не менее 0,3 длины зуба и 0,6…0,7 высоты зуба;
— биение колес ( как радиальное, так и торцовое) должно находиться в пределах, установленных техническими условиями для собираемой передачи;
— оси валов под зубчатые колеса должны быть взаимно параллельными
( для цилиндрических передач) или взаимно-перепндикулярными ( для конических зубчатых передач) и лежать в одной плоскости;
— между зубьями колес должен иметься зазор, размер которого зависит от степени точности передачи и определяется по таблицам соответствующих справочников;
— собранна сборочная единица должна быть испытана на холостом ходу и под нагрузкой и обеспечивать плавность и бесшумность работы передачи, а также умеренный нагрев подшипниковых опор.
Точность изготовления зубчатых колес и сборки передачи должна соответствовать требованиям ГОСТов.
Технологические процесс сборки цилиндрической зубчатой передачи включает в себя выполнение следующих операций:
— сбоку зубчатого колеса, если в собираемой конструкции предусмотрена установка составных зубчатых колес;
— установка колес на вал и их фиксацию в заданном положении;
— монтаж валов с установленными на них зубчатыми колесами в корпусе;
— регулирование собранного узла с цилиндрическими зубчатыми колесами;
— контроль качества сборки цилиндрической зубчатой передачи.
Качество зацепления собранной зубчатой передачи проверяют на краску. Зубья меньшего колеса покрывают тонким слоем краски и поворачивают передачу на один оборот. После этого по отпечаткам на сопряженном зубчатом колесе судят о качестве сборки, сравнивая полученные отпечатки с установленными нормами. Обычно для передач средней точности отпечатки краски на сопряженном зубчатом колесе должны располагаться в средней части боковой поверхности зуба и составлять 50..60% высоты и не менее 70% длины зуба. В зависимости от расположения пятка контакта можно установить дефекты сборки:
— пятно контакта расположено с одной стороны зуба – перекос колес при
нарезании зубьев или перекос отверстий под подшипники в корпусе (а).
— пятно контакта расположено в верхней части зуба – слишком большой радиальный зазор или несоответствие межосевого расстояния под подшипники в корпусе установленному чертежом (б).
— Пятно контакта расположено у ножки зуба – недостаточный радиальный зазор в результате несоответствия толщины зуба техническим требованиям (в).
Восстановление зубчатых колес и звездочек цепных передач.
Изнашивание зубчатых колес в процессе эксплуатации происходит под воздействием значительных нагрузок — изгибающих, смятия, ударных при одновременном влиянии посторонних твердых частиц, попадающих в зацепление; источников их образования являются как продукты износа, так и загрязненная окружающая среда. Более интенсивно изнашиваются зубчатые колеса, находящиеся в непосредственном зацеплении, которые используются в механизмах коробок скоростей и подач для изменения частоты вращения шпинделя и скорости перемещения поступательно движущихся исполнительных механизмов. У этих зубчатых колес преимущественно изнашиваются торцовые поверхности зубьев.
Дефекты при эксплуатации зубчатых колес являются:
— изнашивание рабочего профиля зуба;
— скол части зуба;
— поломка одного или нескольких зубьев;
— трещины в зубчатом винце, спицах или ступице зубчатого колеса;
— изнашивание посадочного отверстия, сопряженное со смятие шпонки или шлицов;
— вмятины на торцах зубьев.
Для изготовления зубчатых колес как правило применяют такие материалы, как сталь, чугун, цветные металлы, сплавы и неметаллы, что влияет на выбор восстановления зубчатых колес.
При работе зубчатых передач наиболее часто износу подвергается рабочий профиль зуба. Зубчатое колесо в этом случае, как правила, не восстанавливают, а заменяют новым. Причем, если одно из зубчатых колес требует замены, то для сохранения нормальной работы передачи необходимо заменить и второе колесо пары, даже если оно не подверглось износу. Поэтому весьма важным является постоянный контроль состояния зубчатых колес.
При одновременной нагрузке зубья зубчатого колеса изнашиваются только с одной стороны, что делает целесообразным при проведении текущего ремонта не производить замену такого колеса, его достаточно повернуть таким образом, чтобы в новом положении зубчатая пара передавала нагрузку неизношенной стороной.
Восстановление зубчатых колес осуществляется несколькими способами в зависимости от характера изнашивания.
Зубчатые колеса со сломанным или выкрашенным зубом нельзя оставлять в работающим механизме, так как это может привести к поломке зубьев
сопряженного колеса и выходу из строй всего механизма. В ответственных быстроходных передачах такие зубчатые передачи подлежат замене. В
тихоходных зубчатых передачах экономически выгоднее направить такое зубчатое колеса на восстановление.
Восстановление зубчатых колес со сломанным или выкрошенным зубом может быть выполнено следующим способом:
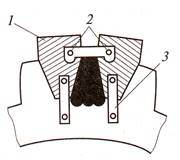
— наплавкой нового зуба взамен изношенного по медным шаблонам (а).
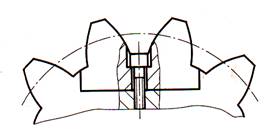
— установкой вставки, закрепляемой винтом (б).
— установкой вставки в пазу типа «ласточкин хвост» с последующим ее закреплением сваркой (в).
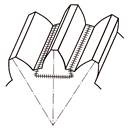
При восстановлении наплавкой используют медные шаблоны 1, воспроизводящие форму впадины между зубьями. Эти шаблоны обеспечивают возможность формирования боковой поверхности зуба. Положение шаблонов на зубчатом венце фиксируют планками 2 и 3. Так как наплавляемый металл не приваривается к медным шаблонам из-за высокой теплопроводности меди, после наплавки они легко удаляются.
Восстановление двух- и трехвенцовых блоков зубчатых колес осуществляется путем замены одного или двух шестерен блока новыми.
Восстановление зубчатых секторо в, подобно восстановлению зубчатых колес, выполняется путем замены зубчатого венца, который изготавливают мак же, как зубчатый венец для колес, в затем вырезают из него нужный по величине сектор.
Зубчатые колоса, изготовленные из полимерных материалов , восстановлению не подлежат, их изготовляют заново методом литья под давлением в предварительно подготовленную форму.
Восстановление текстолитовых зубчатых колес , изготовленных из набора текстолитовых дисков, скрепленных между собой стальными фланцами, не практикуется.
Изнашивание звездочек цепных передач происходит главным образом, за счет смятия зубьев или их поломки, а также ослабления посадки звездочек на валах. Посадочные места звездочек цепных передач восстанавливают теми же способами, что и посадочные места шкивов ременных передач. При изнашивании зубьев звездочек заменяют зубчатые венцы, что является достаточной операцией, так как по конструктивному решению большинство моделей звездочек, используемых в механизма передачи движения в промышленного оборудовании, имеют составное устройство. В такой конструкции звездочек отдельно изготовленные ступица и зубчатый венец при соединении образуют единую сборочную единицу.
Восстановление зубчатых колес, изношенных по профилю зуба, осуществляется с соблюдением следующего технологического маршрута:
— стачивают зубчатый венец, обеспечивая получение посадочного места под установку нового ( обработка ведется на оправке, закрепленной в центрах токарного станка);
— вытачивают заготовку нового зубчатого венца, а затем, используют эту поверхность, как базовую , обрабатывают отверстие для установки кольца на посадочное место ступицы, подготовленное заранее;
— устанавливают заготовку зубчатого венца на посадочное место ступицы, фиксируя ее положение стопорными винтами или штифтами;
— нарезают зубья соответствующего модуля на заготовке восстанавливаемого зубчатого колеса, используя фрезерный станок.
Технологический маршрут восстановления зубчатого колеса.
Источник
Технологический процесс ремонта зубчатого колеса
Зубчатые колеса изготавливают из дефицитных легированных сталей. Для автомобилей Горьковского автозавода применяются стали 40Х и 35ХМ, для зубчатых колес трансмиссий тракторов «Беларусь» — хромомарганцо-вистые стали с титаном 18ХГТ, 25ХГТ, ЗОХГТ и с молибденом 25ХГМ. Для автотракторных зубчатых колес применяются также хромомарганцовистые стали с бором 20ХГР. Для тяжело нагруженных зубчатых передач (автомобилей МАЗ и КРАЗ ) используются сложнолегиро-ванные стали 15ХГНТА, 15Х2ГНТРА и др.
В качестве термической обработки применяется цементация и нитроцементация, иногда цианирование.
Для восстановления изношенных зубчатых колес применяют следующие способы: способ дополнительных ремонтных деталей, способ пластического деформирования металла, компенсации износа, наплавки, нанесением порошковых покрытий, комбинированные способы. Способ ремонтных размеров применяется ограниченно.
Рекламные предложения на основе ваших интересов:
Способ дополнительных ремонтных деталей применяется довольно широко, особенно при восстановлении блоков шестерен, состоящих из двух и более венцов, неравнопрочность у которых явно выражена. Сущность способа восстановления заключается в том, что с помощью механической обработки изношенный венец с детали удаляют, а на его место устанавливают ремонтный. Предохранение последнего от проворачивания обеспечивается соответствующей посадкой, приваркой, постановкой штифтов или склеиванием.
На практике в основном нашли применение два варианта восстановления изношенных шестерен способом дополнительных ремонтных деталей. По первому варианту окончательная механическая и термическая обработка восстанавливаемого венца производится совместно со ступицей. Технологический процесс включает нормализацию изношенного венца и удаление его механической обработкой, изготовление заготовки дополнительной детали, ее напрессовку на ступицу и фиксирование от проворачивания, протачивание по торцам и наружному диаметру, зубоформирование, термическую обработку, промывку, очистку и контроль.
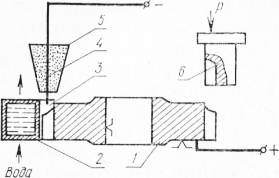
По второму варианту ремонтная деталь до установки на ступицу проходит все операции, включая и термообработку. Фиксирование тяжело нагруженных зубчатых венцов осуществляется приваркой. Для этого заранее на установленной детали и ступице протачивают фаски. Приварку венца осуществляют дуговой сваркой, опустив деталь в ванну с водЬй, чтобы не допустить нарушения термообработки зубьев.
В последнее время при восстановлении менее нагруженных изделий применяют фиксирование ремонтных венцов от проворачивания при помощи эпоксидного клея.
Горьковский завод коробок скоростей фиксирование сменного зубчатого венца первой передачи и заднего хода промежуточного блока шестерен осуществляет за счет термических напряжений. Зубчатый венец перед посадкой на блок проходит весь цикл механической обработки и цементацию, затем устанавливается на блок, нагревается токами высокой частоты до температуры аустениза-ции, выдерживается при этой температуре, а затем охлаждается со скоростью закалки. Вследствие аустенит-но-мартенситного превращения, сопровождающегося увеличением объема, обеспечивается надежная посадка венца на тело блока.
Нормализацию поврежденных деталей с целью снижения твердости перед механической обработкой целесообразно производить с нагрева ТВЧ . При восстановлении блоков шестерен этот вид нагрева незаменим, так как он обеспечивает сохранность микроструктуры соседних венцов.
Нагрев деталей для закалки по первому варианту производится на высокочастотной установке, а по второму—в соляной ванне, ТВЧ , в камерной или в шахтной печах.
К недостаткам второго варианта следует отнести необходимость более высокой точности обработки сопрягаемых поверхностей и более высокие требования к выбору посадки сопряжения.
Способ пластических деформаций находит пока еще ограниченное применение. Сущность его заключается в том, что под действием пластической деформации в нагретом состоянии металл детали перераспределяется в направлении от ступицы к ободу зубьев или за счет уменьшения его ширины, в результате чего создается припуск, необходимый для нарезания новых зубьев.
Способ компенсации износа заключается в том, что изношенная часть зубьев удаляется на величину износа, а в целях обеспечения надежности зацепления зубчатое колесо перемещают в направлении и сопрягаемой детали. Недостающая часть металла компенсируется накладками или прокладками, а также наплавкой нерабочих поверхностей.
Восстановление зубчатых колес наплавкой. Выбор способа восстановления осуществляют в зависимости от конструкции, степени износа и вида разрушения зубчатого колеса по следующим трем основным технологическим схемам: наплавка боковых поверхностей зубьев, наплавка торцов зубьев, наплавка зубчатого обода.
Наплавка боковых и торцовых поверхностей зубьев может осуществляться несколькими способами: ручной газовой, электродуговой механизированной наплавкой в среде защитных газов, под флюсом, пластинчатым или ленточным электродом и др.
Наплавку – изношенных зубчатых венцов производят механизированным способом: под флюсом, в среде защитного газа, вибродуговым, электрошлаковым, заливкой жидкого металла.
В современной практике ремонта машин нашли применение два направления технологических процессов восстановления деталей наплавкой: без последующего упрочнения термической или химико-термической обработкой или другими способами и с упрочнением наплавленного и основного металла. По первому варианту физико-механические свойства наплавленной поверхности окончательно формируются в процессе наплавки, причем как одно из основных требований к наплавке предъявляется обеспечение высокой твердости, прочности и износостойкости при минимальных припусках для окончательной обработки, которую стремятся осуществлять шлифованием, электрохимическим травлением и другими способами, не вызывающими значительных структурных изменений. При восстановлении деталей наплавкой с применением последующей упрочняющей обработки технологический процесс ведут таким образом, чтобы получить наплавленный металл без таких дефектов, как раковины, трещины, поры, непровары, неметаллические включения и др. Химическая и структурная неоднородность наплавленного металла.и переходной зоны, напряженное состояние, всегда сопутствующее сварке и наплавке, упрочняющей технологией устраняется или уменьшается их влияние. Необходимая твердость и износостойкость обеспечиваются за счет термической и химико-термической обработки.
Восстановление ацетилено-кислородной наплавкой боковых сторон зубьев первичных валов коробки передач автомобилей ГАЗ -51 из стали 40Х включает следующие операции: 1) наплавка изношенных поверхностей зубьев пружинной проволокой II кл. 0 3,5 мм; 2) нормализация наплавленного зубчатого венца для снижения твердости и выравнивания структуры; 3) зубодолбление наплавленной поверхности долбяком с направляющей частью (авт. свид. СССР № 973 283); 4) шевингование; 5) зубо-закругление; 6) закалка восстановленного зубчатого венца ТВЧ ; 7) низкий отпуск; 8) промывка; 9) упрочнение ППД (обдув дробью); 10) шлифование отверстия; 11) приемочный контроль.
Наплавке подвергаются только изношенные участки зубьев, работающие в сопряжении с муфтой четвертой передачи.
При наплавке цементируемых зубчатых колес следует применять проволоку марки НП- ЗОХГСА .
Первичные валы, восстановленные по приведенному технологическому процессу, обеспечивают нормальную бесшумную работу коробок передач как по постоянному
зацеплению, так и в зацеплении с шестерней четвертой передачи. Положительной особенностью процесса является возможность повторного восстановления деталей, а также то, что наряду с устранением дефектов зубьев восстанавливается изношенное гнездо под роликовый подшипник. Под влиянием структурных превращений, происходящих при наплавке и последующей термической обработке, отверстие под подшипник уменьшается по диаметру, т. е. «садится», что и обеспечивает компенсацию износов и припуск на его шлифование.
Разработан способ восстановления зубчатых колес с износом торцов зубьев ленточным электродом. Наплавка зубьев осуществляется на установке А-765 под флюсом АН-348А стальной лентой сечением 10X0,5 марки.
Механическая обработка наплавленных зубьев заключается в протачивании наплавленных торцов и зубонарезании. При нарезании зубьев инструмент направляется по ненаплавленной их поверхности. Для обеспечения совпадения оставшейся эвольвентной поверхности с вновь нарезанной оставляют припуск по толщине зуба в пределах 0,08…0,10 мм, который затем снимается шевингованием. С успехом шевингование можно заменять холодной пластической деформацией обкаткой наплавленных зубьев. Перед механической обработкой с целью снижения твердости производится высокотемпературный отпуск с нагрева ТВЧ при температуре 600…650 °С. Последующая термическая обработка зубьев шестерен заключается в закалке с нагрева ТВЧ .
Трудоемкость восстановления зубчатых колес наплавкой торцов зубьев по сравнению со способом дополнительной ремонтной детали снижается на 40 %. Сложность восстановления зубчатых колес с изношенными торцами зубьев заключается прежде всего в трудности совмещения старой и вновь формируемой эвольвентных поверхностей, а также необходимость иметь специальное устройство и электрод для наплавки металла.
Известны способы (авт. свид. СССР № 568 529), предусматривающие с целью повышения точности предварительную механическую обработку наплавленных торцов после отжига осуществлять на шатунно-кривошипном прессе специальным пуансоном-резцом с режущей кромкой, выполненной по контуру впадины между зубьями, а окончательную обработку — пластическим деформированием обкатными валками.
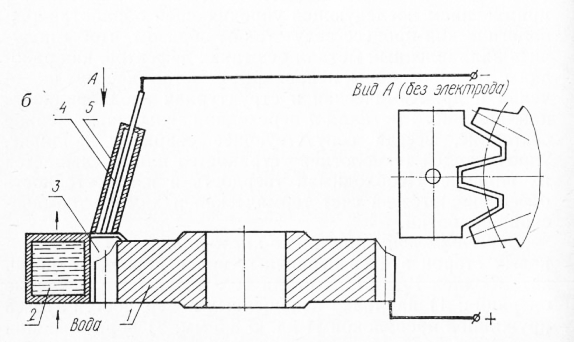
В ЧИМЭСХ разработан способ восстановления зубчатых колес непостоянного включения локальной наплавкой торцов зубьев с последующим электрохимическим зубозакруглением. Разработан станок для электрохимического зубозакругления торцов восстанавливаемых шестерен. Он изготовлен на базе станка 2А78. В качестве источника питания применен выпрямитель ВКСМ -1000. Рабочее напряжение устанавливается индукционным регулятором МА195-56/26. Обработка ведется в 18%-ном водном растворе хлористого натрия при температуре 20 °С под давлением 0,11… 0,16 МПа. Сила тока 15…25 А в расчете на один зуб, напряжение 27 В. Скорость перемещения катода-инструмента относительно шестерни 0,57 мм/мин. Продолжительность обработки 6 мин. После обработки шестерни для предохранения от коррозии подвергают пассивации в 3 %-ном водном растворе нитрита натрия NaN02.
Усовершенствован процесс локальной наплавки торцов зубьев — предложена совмещенная технология наплавки и предварительной обработки наплавленного слоя методом горячей обрезки припусков по их профилю. Каждый зуб шестерни наплавляется в охлаждаемом кристаллизаторе проволокой Нп-65Г под флюсом АН-60. Охлажденный до необходимой температуры наплавленный слой обрабатывают специальным пуансоном, рабочая часть которого имеет форму выемки. Благодаря такому совмещению сокращается трудоемкость последующей обработки наплавленных торцов зубьев. Твердость зубьев достигает 52…54 HRC3, что исключает последующую термическую обработку. После обрезки остается припуск 0,2…0,3 мм на сторону. Технологический процесс включает следующие операции: очистка (обезжиривание) ремфонда шестерен, дефектация, наплавка с обрезкой припусков, шлифование торцовых поверхностей (по ширине венца) и боковых поверхностей наплавленных зубьев, электрохимическое закругление, контроль.
Недостатком этого процесса является необходимость иметь специальное оборудование для наплавки, обрезки припусков, электрохимического зубозакругления и зубо-шлифования эвольвентной поверхности зубьев шестерен.
Нами разработан новый способ и инструмент для восстановления зубчатых колес непостоянного включения, признанные изобретением. В основе этого способа лежит использование наплавки изношенной части зубьев. Однако процесс наплавки, в отличие от ранее предложенных способов, ведут заполнением металлом как торцов, так и впадин зубьев от основания к вершинам зубьев при последовательном наложении круговых валиков. Наплавку можно осуществлять различными способами: под слоем флюса, в среде защитных газов или вибрирующим электродом в среде жидкости.
После наплавки производят отжиг, который необходим для снятия твердости перед механической обработкой, заключающейся в протачивании наплавленных шестерен по окружности головок зубьев и торцам и последующим зубоформировании специальным инструментом— долбяк-накатником.
Инструмент представляет собой долбяк, совмещенный с накатником, имеющим профиль, идентичный долбяку и восстанавливаемой детали.
Особенностью инструмента и способа обработки является то, что при установке восстанавливаемого зубчатого колеса и совмещении его с долбяком в качестве фиксатора и копира используется накатник. Настройка инструмент — деталь осуществляется следующим образом. После установки обрабатываемой детали на столе зубо-долбежного станка к ней подводится инструмент. После вхождения зубьев накатника и обрабатываемой детали в зацепление включается вращение инструмента. В процессе взаимной обкатки и выборки зазоров в зацеплении происходит окончательное ориентирование инструмента относительно детали. После закрепления детали инструмент устанавливается в позицию «начало зубодолбления» и включается рабочий ход.
По мере обработки зубьев и врезания долбяка в обрабатываемую деталь зубья накатника также входят в зацепление с обрабатываемым зубчатым колесом, причем зацепление происходит по сохранившейся эвольвент-ной поверхности зубьев детали. Зубодолбление заканчивается вхождением зубьев накатника в плотное зацепление с зубьями восстанавливаемой детали.
После зубодолбления производят зубошевингование и зубозакругление, используя типовые зубообрабатывающие станки. Вместо зубошевингования разработанный инструмент позволяет осуществлять холодное зубокалиб-рование, для чего обрабатываемая шестерня устанавливается так, что зубья накатника входят в зацепление с обрабатываемой поверхностью зубьев (снимается установочное кольцо) и включается совместное вращение детали с инструментом. Радиальную подачу осуществляют механизмом врезания.
Последующее проведение термической или химикотермической обработки обеспечивает получение высоких показателей механических свойств металла восстанавливаемых шестерен. По данному техпроцессу на Борисовском АРЗ восстанавливают шестерни передачи коробки передач автомобилей ГАЗ -63А.
Способом наплавки зубчатого обода чаще всего восстанавливают мелкомодульные шестерни — ведомые шестерни спидометра, ободы маховика и др., реже шестерни среднего модуля — блоки шестерен промежуточного вала по венцу заднего хода, первичные валы и др.
Изношенные зубья до наплавки снимают. Наплавка зубчатого обода может производиться автоматической наплавкой под флюсом, наплавкой в среде углекислого газа или вибрирующим электродом без охлаждения. Мелкомодульные зубчатые колеса, например, шестерни спидометра, целесообразно восстанавливать вибродуговой наплавкой. Наплавка под флюсом и в среде углекислого газа целесообразна для шестерен с более крупным зубом.
Технологический процесс восстановления термически обработанных зубчатых колес в общем случае включает следующие операции: нормализацию венца, его протачивание для удаления изношенных зубьев, наплавку, токарную обработку, зубонарезание, зубозакругление и закалку с отпуском.
Так основным дефектом первичных валов и шестерни III передачи автомобиля ГАЗ -53 является износ зубьев полумуфты (г=30; т = 2,6). Этот дефект встречается у 95…98% деталей.
Технологический процесс включает следующие операции их восстановления способом механизированной наплавки зубчатого обода: а) нормализацию с нагрева ТВЧ изношенного венца; б) механическую обработку: на токарном станке протачивается изношенный венец до диаметра окружности впадин; в) наплавку зубчатого обода проволокой Нп- ЗОХГСА 0 1,8 мм в среде углекислого газа или под слоем флюса с поперечным колебанием электрода. Режимы типовые. При наплавке первичных валов выкружка У? = 320 мм за-плавляется; г) нормализацию с последующей механической обработкой: протачивание и зубоформирование венца z = 30, m = 2,6, а=30°, зубозакругление. Нарезание зубьев у первичных валов осуществляют зубофрезерованием; у шестерни третьей передачи — зубодолблением. У первичных валов после этого фрезеруют выкружку R = 320 мм; д) термическая обработка: нитроцементация, закалка, отпуск. В случае применения для наплавки пружинной проволоки II кл. термообработку осуществляют закалкой с нагрева ТВЧ на твердость 42…50 HRC3. После нитроцементации достигается твердость 58…62 HRC3. Глубина нитроцементированного слоя 0,8…1,0 мм с длительностью выдержки при температуре 930 °С 8 ч. Нитроце-ментацию рекомендуется проводить в эндогазовой среде с контролем углеродного потенциала; е) дробеструйная очистка и упрочнение поверхностного слоя.
После термической обработки первичные валы подвергаются шлифованию отверстия под подшипник вторичного вала. Шестерни третьей передачи подвергают запрессовке бронзовой втулки с последующим растачиванием отверстия.
Способ восстановления первичных валов и шестерен III передачи с изношенным зубчатым венцом IV передачи позволяет уменьшить коэффициент сменности деталей с 0,95 до 0,15.
Одна из трудностей в восстановлении шестерен наплавкой зубчатого обода заключается в необходимости наносить на деталь покрытия значительной толщины, что требует применения многослойной наплавки. Уменьшить количество проходов и улучшить физико-механические свойства наплавленного металла позволяет применение при зубоформировании горячего накатывания. В этом случае можно значительно уменьшить толщину наплавки. У шестерен, восстановленных наплавкой с последующим горячим зубонакатыванием, значительно улучшаются физико-механические свойства за счет того, что волокна наплавленного металла приобретают волнообразную форму, гребешки волн располагаются в сечении зубьев.
Под действием накатника нанесенный на впадины зубьев слой внедряется в основной металл, отчего последний «приподнимается» в радиальном направлении к головке зуба. У накатанных шестерен зерно более мелкое, дефектов в зоне сплавления меньше, чем у деталей без накатки.
Испытания на стендах показали, что зубчатые колеса, восстановленные наплавкой с зубонакатыванием, по сравнению с фрезерованными колесами имеют работоспособность почти в 1,2 раза более высокую.
Мелкомодульные зубчатые (шестерни спидометра и тахометров) колеса целесообразно восстанавливать наплавкой с последующим холодным зубонакатыванием.
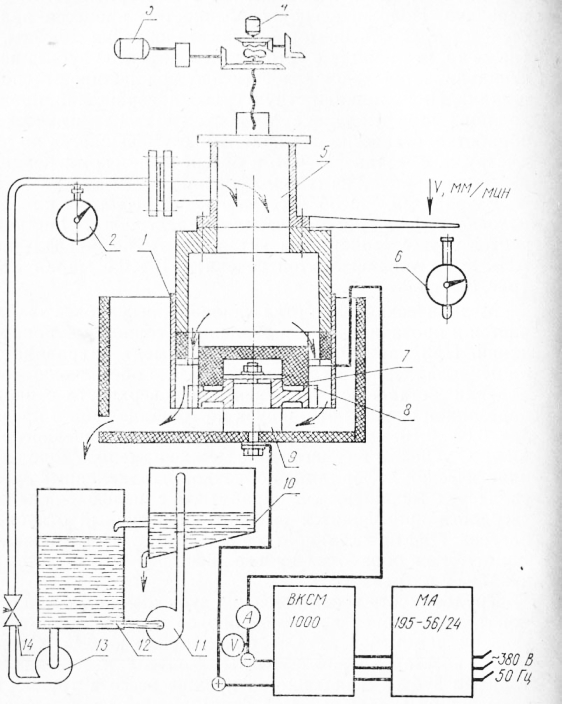
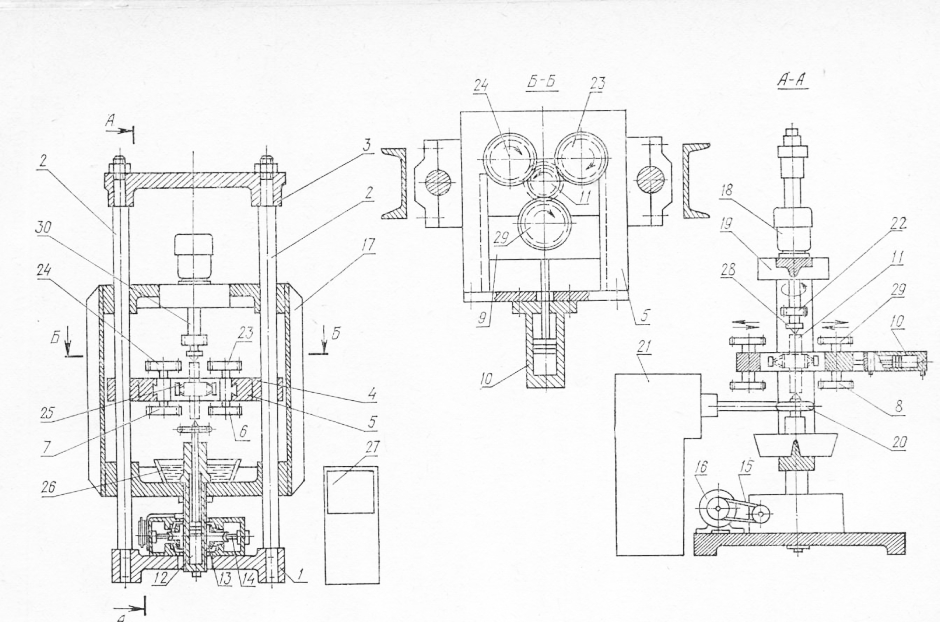
Разработана и внедрена установка для накатывания зубьев зубчатых колес в горячем или холодном состоянии штучным способом (рис. 3.13). Установка позволяет производить холодное калибрование зубчатых колес и ротационную обработку деталей типа тел вращения с радиальной или осевой подачей инструмента, а также накатывание шлицев.
Станок состоит из станины с двумя жестко закрепленными стойками и верхней неподвижной траверсой. На стойках установлены направляющие, в которых перемещается плавающая обойма 5 с жестко закрепленными иакатниками 6 и 7 и подвижным накатником, расположенным в ползуне, взаимодействующем с силовым гидроцилиндром, закрепленном на плавающей обойме.
Обрабатываемое зубчатое колесо посредством пневмоцилиндра, имеющего наружную резьбу и входящего в зацепление с гайкой, выполненной в виде червячного колеса, взаимодействующего с червяком, соединенным через клиноремённую передачу с электродвигателем, крепится на нижней траверсе подвижной в осевом направлении рамы, закреплен привод, включающий электродвигатель и редуктор. Нагрев зубчатого колеса в процессе накатывания или термической обработки осуществляется индуктором, взаимодействующим с установкой ТВЧ 21. Для точного деления накатываемого зубчатого колеса на шпинделе редуктора установлена эталонная шестерня, а на общих осях с накатниками 6…8 расположены синхронизирующие зубчатые колеса. Для охлаждения зубчатого колеса станок снабжен спрейером, ванной и насосной станцией с пультом управления.
Рис. 4. Зубопрокатный станок.
Зубопрокатный станок работает следующим образом. Для горячего накатывания зубчатого колеса штучным способом рама опускается в нижнее положение, при нижней загрузке и в верхнее положение при верхней загрузке плавающей обоймы в зависимости от конструктивных особенностей обрабатываемой детали. Шток пневмоцилиндра перемещается в положение «Установка», а крепление осуществляется пневмоцилиндром, причем от проворачивания зубчатое колесо удерживается поводком, установленным на шпинделе редуктора ниже эталонной шестерни.
После закрепления зубчатого колеса рама, перемещаясь, подает его в зону индуктора для нагрева. Зубчатые колеса находятся в это время в раскрытом положении, а плавающая обойма в крайнем заднем положении. Включением электродвигателя через редуктор осуществляется вращение зубчатого колеса в зоне индуктора. По достижении заданной температуры нагрева (время регулируется с помощью реле) зубчатое колесо перемещается в зону накатников 6…8 и включается горизонтальное перемещение цолеса и плавающей обоймы. Сначала под действием гидроцилиндра перемещается колесо, а плавающая обойма остается неподвижной. После подхода ползуна, перемещающегося по внутренним направляющим плавающей обоймы, до упора и зацепления сихронизирую-щего зубчатого колеса с эталонной шестерней начинает перемещаться плавающая обойма с накатниками в направлении зубчатого колеса. После зацепления колес с эталонной шестерней осуществляется зубоформирование зубчатого колеса при нахождении обоймы в плавающем положении. По окончании зубоформирования включается обратное вращение зубчатого колеса, зубчатые колеса разводятся. Окончательный размер высоты накатываемых зубьев регулируется изменением длины упоров, расположенных между ползуном и стенкой плавающей обоймы. После окончания процесса накатывания зубьев включается охлаждение зубчатого колеса путем подачи охлаждающей жидкости в спрейер, в результате чего осуществляется закалка.
При холодном калибровании зубчатых колес эталонная шестерня, индуктор и спрейер снимаются, а устанавливаются накатники для холодного калибрования. Процесс установки зубчатого колеса и калибрования зубьев осуществляется так же, как и при горячем зубонакатывании, а усилие регулируется давлением в гидроцилиндре.
При ротационной обработке накатники 6…8 и зубчатые колеса снимаются, а устанавливаются обкатные ролики. Процесс обкатки осуществляется как и при горячем зубообкатывании. Ротационная обработка может производиться также с осевым перемещением обрабатываемой детали, осуществляемым за счет перемещения рамы. Усилие деформирования обрабатываемых поверхностей регулируется изменением давления в гидроцилиндре, а скорость вращения обрабатываемой детали изменяется путем смены шестерен редуктора.
Восстановление зубчатых колес способом пластического деформирования металла. Предложено шесть технологических схем восстановления изношенных зубчатых колес пластическим деформированием металла, основанных на методе накатывания, радиальной штамповки и прессовании. Общим для всех является восстановление изношенных зубьев по боковой поверхности за счет перераспределения металла зубчатого колеса под действием деформирующего инструмента и с одновременным формированием зубьев профильным инструментом. В качестве профильного инструмента для первых трех схем используется зубчатый накатник, для четвертой — зубчатая разъемная матрица, для пятой — зубчатый пуансон, для шестой — боковые зубчатые пуансоны, число которых равно числу зубьев восстанавливаемого колеса.
На основе ротационного пластического деформирования на Оршанском ремонтном заводе внедрено восстановление первичных валов коробки передач ГАЗ -52. Технологический процесс включает операции: установка детали в патрон станка, нагрев зубчатого венца, пластическое деформирование дорном и одновременная обкатка зубьев накатником. После этого детали подвергают закруглению зубьев и шевингованию, термообработке, шлифованию отверстия, контролю.
Восстановление скользящих муфт 3…4-й передачи коробок передач ротационной обработкой на установке, показанной на рис. 4, внедрено на Борисовском АРЗ . Техпроцесс включает операции: нагрев деталей в камерной печи; ротационное обжатие тремя обкатными роликами, имеющими профиль, идентичный наружной поверхности муфты; расточка внутреннего отверстия; протягивание эвольвентных зубьев; протачивание канавки под вилку переключения передач; термообработка — нитро-цементацияс закалкой и отпуском.
Восстановление дисковых зубчатых колес горячей штамповкой предложено Саратовским институтом механизации сельского хозяйства.
Недостатком способов восстановления зубчатых колес пластическим деформированием является ограничение его использования запасом металла. Разработаны комбинированные способы, основанные на предварительном наращивании дополнительного металла и последующем его пластическом деформировании. Наращивание дополнительного металла осуществляется, как правило, не в зоне износа, а в зонах, из которых его наиболее легко можно перераспределить в зону износа.
Большое внимание привлекает возможность восстановления изношенных зубчатых колес нанесением порошковых композиций, в том числе применение порошковых лент. Присадочный материал в виде порошковой шихты или ленты прижимается либо приваривается к поверхности зубьев под действием накатников или радиальных пуансонов.
Разработана и внедрена технология восстановления шестерен, изнашивающихся по поверхности окружности головок (шестерни гидронасосов), электроконтактной наплавкой порошков с- последующим шлифованием боковых поверхностей и окружности головок.
Нами исследована возможность восстановления зубчатых колес наплавкой впадин с последующим пластическим зубоформированием методом горячей радиальной штамповки. Получено авторское свидетельство на устройство для восстановления зубчатых колес выдавливанием металла из впадин зубьев.